ГОСТ 9886-73*
Группа Г81
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СТАНКИ-ПОЛУАВТОМАТЫ ГОРИЗОНТАЛЬНЫЕ ДВУХСТОРОННИЕ
ДЛЯ ОБРАБОТКИ ТОРЦОВ И ЦЕНТРИРОВАНИЯ
Основные размеры
Semi-automatic horisontal** two-sided machine-tools for face-milling and centring.
Basic dimensions
________________
** Текст соответствует оригиналу. - Примечание изготовителя базы данных.
Дата введения 1975-01-01
Постановлением Государственного комитета стандартов Совета Министров СССР от 5 июля 1973 г. N 1662 срок введения установлен с 01.01.75
ПРОВЕРЕН в 1980 г.
ВЗАМЕН ГОСТ 9886-61
* ПЕРЕИЗДАНИЕ (февраль 1987 г.) с Изменением N 1, утвержденным в январе 1981 г. (ИУС 4-81).
1. Настоящий стандарт распространяется на горизонтальные двухсторонние центровальные, центровально-подрезные и фрезерно-центровальные станки-полуавтоматы для обработки торцов и центрования*.
________________
* Текст соответствует оригиналу. - Примечание изготовителя базы данных.
Стандарт не распространяется на фрезерно-центровальные станки барабанного типа и другие специализированные станки.
2. Основные размеры станков-полуавтоматов должны соответствовать указанным на черт.1, 2 и в таблице.
Центровальные и центровально-подрезные станки
Центровальные и центровально-подрезные станки
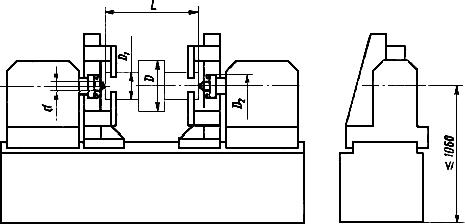
Черт.1
Фрезерно-центровальные станки
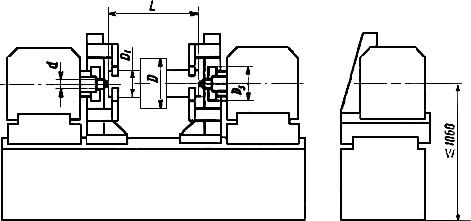
Черт.2
Примечания:
1. Черт.1 и 2 не определяют конструкции станков.
2. Размер![]() 1060 - рекомендуемый.
1060 - рекомендуемый.
Размеры в мм
Наименование основных размеров | Величины | |||
Наибольший диаметр устанавливаемого изделия | между тисками | 125 | 250 | 500 |
в тисках | 50 | 100 | 200 | |
Наибольшая длина | 500 | 1000 | 2000 | |
Наибольший диаметр | 32 | 80 | - | |
Наибольший диаметр | 63 | 125 | 250 | |
Наибольший номинальный диаметр | 5 | 10 | 16 | |
Диаметр цилиндрического отверстия в переднем конце центровального (центровально-подрезного) шпинделя | 40 | 40; 50 | 50 | |
Конец фрезерного шпинделя по ГОСТ 24644-81 | 40 | 50 | ||
3. Допускается изготовление станков:
а) с увеличенной или уменьшенной наибольшей длиной ![]() устанавливаемого изделия; при этом величина
устанавливаемого изделия; при этом величина ![]() должна выбираться из ряда
должна выбираться из ряда ![]() 20 по ГОСТ 6636-69 путем отбора каждого третьего члена, считая от указанных в таблице настоящего стандарта значений;
20 по ГОСТ 6636-69 путем отбора каждого третьего члена, считая от указанных в таблице настоящего стандарта значений;
б) в одностороннем исполнении;
в) с инструментальными бабками, обеспечивающими установку фрезы и центровочного инструмента в одном и том же шпинделе.
2, 3. (Измененная редакция, Изм. N 1).
4. Допускается исполнение передних концов центровально-подрезных шпинделей с конусами 40 и 50 по ГОСТ 15945-82.
5. Станки-полуавтоматы должны удовлетворять условиям встраивания в автоматические линии.
Станки могут оснащаться устройствами для автоматической смены обрабатываемой заготовки, в том числе автоматическими манипуляторами.
(Измененная редакция, Изм. N 1).