ГОСТ 6728-91
Группа Г81
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СТАНКИ РЕЗЬБОШЛИФОВАЛЬНЫЕ
Основные параметры и размеры
Thread-grinding machines.
Main parameters and dimensions
ОКП 38 1316
Дата введения 1992-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
РАЗРАБОТЧИКИ
А.Н.Байков, Ю.А.Архипов, Ю.С.Николаев, В.Я.Черневич
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 29.03.91 N 332
3. Срок проверки - 1997 г., периодичность проверки - 5 лет
4. Стандарт соответствует СТ СЭВ 5940-87 в части типоразмерного ряда резьбошлифовальных станков: 80; 125; 200; 320 в соответствии со специализацией СССР
5. ВЗАМЕН ГОСТ 6728-80
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 2323-76 | 1 |
ГОСТ 2424-83 | 1 |
ГОСТ 6636-69 | 1 |
ГОСТ 25557-82* | 1 |
______________
* На территории Российской Федерации действует действует ГОСТ 25557-2006, здесь и далее по тексту. - Примечание изготовителя базы данных.
Настоящий стандарт распространяется на универсальные резьбошлифовальные станки, в том числе на резьбошлифовальные станки для ходовых винтов, изготовляемые для нужд народного хозяйства и экспорта.
1. Основные параметры и размеры станков при шлифовании наружных резьб должны соответствовать указанным на чертеже и в таблице.
2. Требования настоящего стандарта являются обязательными.
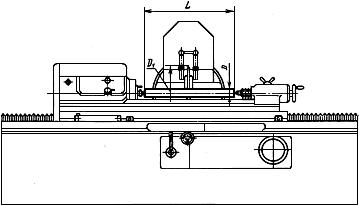
![]() - наибольший диаметр устанавливаемой заготовки;
- наибольший диаметр устанавливаемой заготовки; ![]() - наибольшая длина
- наибольшая длина
устанавливаемой заготовки; ![]() - наибольший диаметр устанавливаемого шлифовального круга
- наибольший диаметр устанавливаемого шлифовального круга
Примечание. Чертеж не определяет конструкцию станка.
Размеры, мм
Наименование показателя | Нормы | ||||
| 80 | 125 | 200 | 320 | |
| 250 | 360 | 500; | 1000; | 3000; |
Наибольший диаметр шлифуемой резьбы, не менее | 0,75 | ||||
Наибольшая длина шлифуемой резьбы, не менее | 0,75 | ||||
Наибольший угол подъема винтовой линии шлифуемой резьбы, не менее | 6° | 15° | 30° | ||
| 350 | 400; 500 | |||
Конус Морзе в шпинделе бабки изделия и пиноли задней бабки, по ГОСТ 25557 | 2 | 4; 5 | |||
Номинальный диаметр конца шлифовального шпинделя, по ГОСТ 2323 (конусность 1:5), не менее | 40 | 50 | 65 | ||
Примечания:
1. Наибольшая длина ![]() указана при установке задней бабки на край стола без свисания.
указана при установке задней бабки на край стола без свисания.
2. Числовые значения параметров, приведенные в таблице с указанием "не менее", принимаются из ряда ![]() 40 по ГОСТ 6636.
40 по ГОСТ 6636.
3. Числовые значения параметров, рассчитанные по приведенным в таблице формулам, округляются до ближайшего значения из ряда ![]() 40 по ГОСТ 6636.
40 по ГОСТ 6636.