ГОСТ 30527-97
Группа Г81
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СТАНКИ МЕТАЛЛОРЕЖУЩИЕ
Методы проверки точности обработки образца-изделия
Metal-cutting machines.
Checking methods of product specimen working accuracy
МКС 25.080
ОКСТУ 3809
3810
Дата введения 2002-01-01
Предисловие
1 РАЗРАБОТАН Межгосударственным техническим комитетом по стандартизации МТК 75 "Станки"
ВНЕСЕН Государственным комитетом Украины по стандартизации, метрологии и сертификации
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол N 12 от 20 ноября 1997 г.)
За принятие проголосовали:
| Наименование государства | Наименование национального органа по стандартизации |
| Азербайджанская Республика | Азгосстандарт |
| Республика Армения | Армгосстандарт |
| Кыргызская Республика | Кыргызстандарт |
| Республика Молдова | Молдовастандарт |
| Российская Федерация | Госстандарт России |
| Республика Таджикистан | Таджикгосстандарт |
| Туркменистан | Главгосинспекция "Туркменстандартлары" |
| Республика Узбекистан | Узгосстандарт |
| Украина | Госстандарт Украины |
3 Постановлением Государственного комитета Российской Федерации по стандартизации и метрологии от 22 января 2001 г. N 29-ст межгосударственный стандарт ГОСТ 30527-97 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 января 2002 г.
4 ВВЕДЕН ВПЕРВЫЕ
1 Область применения
1 Область применения
Настоящий стандарт устанавливает методы проверки точности обработки образцов-изделий при испытании на точность в работе металлорежущих станков в соответствии с ГОСТ 8.
2 Нормативные ссылки
ГОСТ 8-82 Станки металлорежущие. Общие требования к испытаниям на точность
ГОСТ 22267-76 Станки металлорежущие. Схемы и способы измерений геометрических параметров
ГОСТ 24642-81 Основные нормы взаимозаменяемости. Допуски формы и расположения поверхностей. Основные термины и определения
ГОСТ 25443-82 Станки металлорежущие. Образцы-изделия для проверки точности обработки. Общие технические требования
ГОСТ 25889.1-83 Станки металлорежущие. Методы проверки круглости образца-изделия
ГОСТ 25889.2-83 Станки металлорежущие. Методы проверки параллельности двух плоских поверхностей образца-изделия
ГОСТ 25889.3-83 Станки металлорежущие. Методы проверки перпендикулярности двух плоских поверхностей образца-изделия
ГОСТ 25889.4-86 Станки металлорежущие. Метод проверки постоянства диаметра образца-изделия
ГОСТ 26190-84 Станки металлорежущие. Методы проверки постоянства размеров цилиндрических образцов-изделий в пределах одной партии
ГОСТ 26542-85 Станки металлорежущие. Методы проверки торцового биения поверхностей образца-изделия.
3 Определения
В настоящем стандарте применяют термины по ГОСТ 24642.
4 Общие положения
4.1 Испытания станков на точность в работе следует проводить путем обработки партии образцов-изделий. Количество обрабатываемых и проверяемых образцов-изделий одной партии устанавливается в стандартах на нормы точности и(или) технических документах на станки конкретных типов. Если такие указания отсутствуют, то количество образцов-изделий в партии принимается не менее 5.
4.2 Общие требования к конструкции, точности изготовления, качеству материалов, обработке и проверке образцов-изделий - по ГОСТ 25443.
4.3 Точность обработанных на станке образцов-изделий характеризуется следующими показателями:
- отклонением от круглости;
- отклонением от цилиндричности;
- отклонением от соосности;
- отклонением от прямолинейности;
- отклонением от плоскостности;
- отклонением от параллельности;
- отклонением от перпендикулярности;
- торцовым биением;
- постоянством диаметров в пределах одной партии.
4.4 Точность геометрической формы и взаимного расположения базовых поверхностей образцов-изделий должна соответствовать 5-9-му или 10-му квалитету точности в зависимости от класса точности станка С, А, В, П и Н. Допуски на контролируемый параметр образца-изделия в зависимости от его геометрических размеров и назначенного квалитета точности приведены в приложении А.
4.5 Отклонения от постоянства размера, геометрической формы и расположения обработанных поверхностей образцов-изделий в партии определяют как разность между наибольшим и наименьшим значениями контролируемого параметра, полученными при измерении всех образцов-изделий в пределах одной партии.
5 Методы проверки точности образца-изделия
5.1 Проверка цилиндрических образцов-изделий
5.1.1 Проверка постоянства диаметров наружных и внутренних поверхностей цилиндрических образцов-изделий в пределах одной партии - по ГОСТ 26190.
5.1.2 Проверка отклонения от круглости образцов-изделий - по ГОСТ 25889.1.
5.1.3 Проверка отклонения от цилиндричности - по ГОСТ 25889.4.
5.1.4 Проверка торцового биения поверхностей образцов-изделий - по ГОСТ 26542 или одним из следующих методов:
- метод 1 - проверка торцового биения образца-изделия типа "втулка".
- метод 2 - проверка торцового биения образца-изделия типа "кольцо".
5.1.4.1 Метод 1.
Средства проверки: самоцентрирующая оправка, упор, прибор для измерения длин и державка.
В образец-изделие типа "втулка" 1 (рисунок 1) устанавливают самоцентрирующую оправку 2 с упором 3 (один опорный штырь) и державкой 4 для измерительного прибора 5.
Рисунок 1
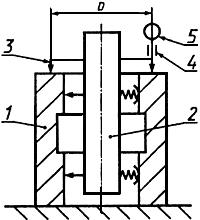
1 - образец-изделие типа "втулка"; 2 - самоцентрирующая оправка; 3 - упор;
4 - державка; 5 - измерительный прибор
Рисунок 1
Измерительный наконечник измерительного прибора должен быть параллелен оси вращения и касаться проверяемой поверхности по возможно большему диаметру ![]() , значение которого устанавливается в стандартах на нормы точности или технических документах на станки конкретных типов. Если такие указания отсутствуют, то расстояние между измерительным наконечником измерительного прибора и наружной окружностью проверяемой поверхности принимается равным 5 мм.
, значение которого устанавливается в стандартах на нормы точности или технических документах на станки конкретных типов. Если такие указания отсутствуют, то расстояние между измерительным наконечником измерительного прибора и наружной окружностью проверяемой поверхности принимается равным 5 мм.
Самоцентрирующую оправку приводят во вращение. Измерения проводят при повороте самоцентрирующей оправки не менее чем на 360° с постоянной скоростью, позволяющей регистрировать показания измерительного прибора, или после остановки самоцентрирующей оправки через каждые 45°.
Отклонение от перпендикулярности торца относительно оси отверстий образца-изделия типа "втулка" равно наибольшей алгебраической полуразности показаний измерительного прибора.
5.1.4.2 Метод 2
Средства проверки: самоцентрирующая оправка, упор, прибор для измерения длин и державка для измерительного прибора.
В образец-изделие типа "кольцо" 1 (рисунок 2) устанавливают самоцентрирующую оправку 2 с упором 3 (три равнорасположенных опорных штыря со сферической поверхностью) и державкой 4 для измерительного прибора 5.
Рисунок 2
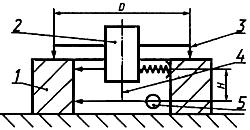
1 - образец-изделие типа "кольцо"; 2 - самоцентрирующая оправка; 3 - упор; 4 - державка; 5 - измерительный прибор
Рисунок 2
Измерительный наконечник измерительного прибора должен быть установлен перпендикулярно к оси вращения самоцентрирующей оправки и должен касаться измеряемой поверхности на возможно большем расстоянии ![]() . Самоцентрирующую оправку приводят во вращение и проводят измерения аналогично описанному в 5.1.4.1.
. Самоцентрирующую оправку приводят во вращение и проводят измерения аналогично описанному в 5.1.4.1.
Отклонение от перпендикулярности торца относительно оси отверстия образца-изделия типа "кольцо" определяют по формуле
![]() , (1)
, (1)
где ![]() - наибольшая алгебраическая полуразность показаний измерительного прибора.
- наибольшая алгебраическая полуразность показаний измерительного прибора.
5.1.5 Отклонение от соосности поверхностей проверяют одним из следующих методов:
- метод 1 - проверка образца-изделия типа "валик";
- метод 2 - проверка образца-изделия типа "втулка".
5.1.5.1 Метод 1
Средства проверки: прибор для измерения длин, приспособление с призмами, упор, нагрузочное устройство и державки для измерительных приборов.
Образец-изделие типа "валик" 1 (рисунок 3) устанавливают непосредственно на призмы 2 с ножевидными опорными поверхностями.
Рисунок 3
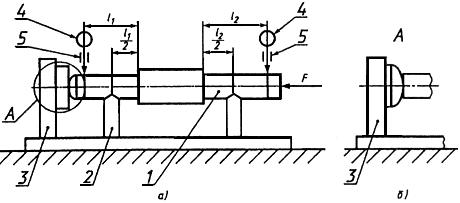
1 - образец-изделие типа "валик"; 2 - призма; 3 - осевой упор; 4 - измерительный прибор; 5 - державка
Рисунок 3
Для предотвращения осевого смещения образца-изделия прикладывают осевую силу ![]() постоянной величины.
постоянной величины.
Осевой упор 3 приспособления имеет плоскую поверхность, если у образца-изделия сферический торец (рисунок 3а) либо сферическую поверхность, если у образца-изделия плоский торец (рисунок 3б).
Величина и место приложения осевой силы ![]() должны быть указаны в стандартах на нормы точности или в технических документах на станки конкретных типов.
должны быть указаны в стандартах на нормы точности или в технических документах на станки конкретных типов.
Измерительные наконечники измерительных приборов 4, установленные в державках 5, должны быть установлены перпендикулярно к оси вращения образца-изделия типа "валик" и касаться измеряемых поверхностей на возможно больших расстояниях ![]() ,
, ![]() от плоскостей расположения опорных поверхностей, значения которых устанавливаются в стандартах на нормы точности или технических документах на станки конкретных типов.
от плоскостей расположения опорных поверхностей, значения которых устанавливаются в стандартах на нормы точности или технических документах на станки конкретных типов.
Образец-изделие приводят во вращение и проводят измерения. Измерения проводят при повороте образца-изделия не менее чем на 360° с постоянной скоростью, позволяющей регистрировать показания измерительных приборов, или после остановки образца-изделия через каждые 45°. Отклонение от соосности поверхности образца-изделия равно наибольшей алгебраической полуразности показаний измерительного прибора и проверяется относительно общей оси, проходящей через оси валика в средних сечениях измеряемых поверхностей.
5.1.5.2 Метод 2
Средства проверки: самоцентрирующая оправка, упор, прибор для измерения длин и державки для измерительных приборов.
Схема проверки указана на рисунке 4.
Рисунок 4
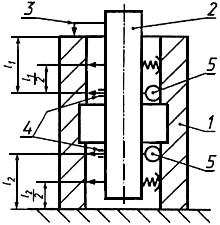
1 - образец-изделие типа "втулка"; 2 - самоцентрирующая оправка; 3 - упор; 4 - державка; 5 - измерительный прибор
Рисунок 4
В образец-изделие типа "втулка" 1 (рисунок 4) устанавливают самоцентрирующую оправку 2 (в средних сечениях измеряемых поверхностей) с упором 3 (один опорный штырь) и державками 4 для измерительных приборов 5.
Измерительные наконечники измерительных приборов должны быть установлены перпендикулярно к оси вращения самоцентрирующей оправки и касаться измеряемых поверхностей на возможно больших расстояниях ![]() ,
, ![]() от средних сечений измеряемых поверхностей, значения которых устанавливаются в стандартах на нормы точности или в технических документах на станки конкретных типов.
от средних сечений измеряемых поверхностей, значения которых устанавливаются в стандартах на нормы точности или в технических документах на станки конкретных типов.
Самоцентрирующую оправку приводят во вращение и проводят измерения. Измерения проводят при повороте не менее чем на 360° с постоянной скоростью, позволяющей регистрировать показания измерительных приборов, или после остановки самоцентрирующей оправки через каждые 45°.
Отклонение от соосности поверхности образца-изделия равно наибольшей алгебраической полуразности показаний измерительного прибора.
5.2 Проверка образцов-изделий с плоскими поверхностями
5.2.1 Прямолинейность плоских поверхностей проверяют измерительным прибором. Образец-изделие устанавливают на поверочную плиту или стол станка в незакрепленном положении. Измерение проводят в продольных, поперечных и диагональных сечениях. Расстояние между точками измерения должно быть 80-100 мм.
Отклонение определяют в соответствии с приложением 6 или 7 ГОСТ 22267.
5.2.2 Плоскостность образца-изделия проверяют на поверочной плите с использованием измерительного прибора. Измерение проводят не менее чем в двух продольных, трех поперечных сечениях и в двух диагональных сечениях. Если образец-изделие состоит из нескольких частей, то контролируют все части.
Отклонение определяют как наибольшую алгебраическую разность показаний прибора.
5.2.3 Проверка параллельности двух плоских поверхностей образцов-изделий - по ГОСТ 25889.2.
5.2.4 Проверка перпендикулярности двух плоских поверхностей образцов-изделий - по ГОСТ 25889.3.
ПРИЛОЖЕНИЕ А (рекомендуемое). Таблицы для нормирования требований к точности образцов-изделий
ПРИЛОЖЕНИЕ А
(рекомендуемое)
А.1 Показатели, характеризующие точность обработки цилиндрических образцов-изделий:
- отклонение от круглости (таблица А.1);
- постоянство диаметров в поперечных сечениях (таблица А.1);
- отклонение от цилиндричности (таблица А.2);
- постоянство диаметров в продольных сечениях (таблица А.3);
- торцовое биение (таблица А.3);
- отклонение от соосности (таблица А.3).
А.2 Показатели, характеризующие точность обработки образцов-изделий с плоскими поверхностями:
- отклонения от прямолинейности (таблица А.2);
- отклонения от плоскостности (таблица А.3);
- отклонения от параллельности и перпендикулярности (таблица А.3).
Таблица А.1 - Допуски круглости и постоянства диаметров в поперечных сечениях
| Квалитеты | Точность формы | ||||||
| | | | | | | Круглость | Постоянство диаметров в поперечных |
| 5 | 6 | 7 | 8 | 9 | 10 | | |
| | | | | | | | |
| Интервалы номинальных диаметров, мм | Допуски, мкм | ||||||
| До 3 | - | - | - | - | - | 0,3 | 0,5 |
| 3-10 | - | - | - | - | - | 0,4 | 0,6 |
| 10-18 | До 3 | - | - | - | - | 0,5 | 0,8 |
| 18-30 | 3-10 | - | - | - | - | 0,6 | 1,0 |
| 30-50 | 10-18 | До 3 | - | - | - | 0,8 | 1,2 |
| 50-120 | 18-30 | 3-10 | - | - | - | 1,0 | 1,6 |
| 120-250 | 30-50 | 10-18 | До 3 | - | - | 1,2 | 2,0 |
| 250-400 | 50-120 | 18-30 | 3-10 | - | - | 1,6 | 2,5 |
| 400-630 | 120-250 | 30-50 | 10-18 | До 3 | - | 2,0 | 3,0 |
| 630-1000 | 250-400 | 50-120 | 18-30 | 3-10 | - | 2,5 | 4,0 |
| 1000-1600 | 400-630 | 120-250 | 30-50 | 10-18 | До 3 | 3,0 | 5,0 |
| 1600-2500 | 630-1000 | 250-400 | 50-120 | 18-30 | 3-10 | 4,0 | 6,0 |
| 2500-4000 | 1000-1600 | 400-630 | 120-250 | 30-50 | 10-18 | 5,0 | 8,0 |
| - | 1600-2500 | 630-1000 | 250-400 | 50-120 | 18-30 | 6,0 | 10,0 |
| - | 2500-4000 | 1000-1600 | 400-630 | 120-250 | 30-50 | 8,0 | 12,0 |
| - | - | 1600-2500 | 630-1000 | 250-400 | 50-120 | 10,0 | 16,0 |
| - | - | 2500-4000 | 1000-1600 | 400-630 | 120-250 | 12,0 | 20,0 |
| - | - | - | 1600-2500 | 630-1000 | 250-400 | 16,0 | 25,0 |
| - | - | - | 2500-4000 | 1000-1600 | 400-630 | 20,0 | 30,0 |
| - | - | - | - | 1600-2500 | 630-1000 | 25,0 | 40,0 |
| - | - | - | - | 2500-4000 | 1000-1600 | 30,0 | 50,0 |
| - | - | - | - | - | 1600-2500 | 40,0 | 60,0 |
| - | - | - | - | - | 2500-4000 | 50,0 | 80,0 |
Таблица А.2 - Допуски цилиндричности и прямолинейности
| Квалитеты | Длина измерения, мм | ||||||||||||||||||
| 5 | 6 | 7 | 8 | 9 | 10 | 16-25 | 25-40 | 40-63 | 63- 100 | 100- 160 | 160- 250 | 250- 400 | 400- 630 | 630- 1000 | 1000- 1600 | 1600- 2500 | 2500- 4000 | 4000- 6300 | 6300- 10000 |
|
|
| ||||||||||||||||||
| До З | - | - | - | - | - | 0,3 | 0,4 | 0,5 | 0,6 | 0,8 | 1,0 | 1,2 | 1,6 | 2,0 | 2,5 | 3 | 4 | 5 | 6 |
| 3-10 | - | - | - | - | - | 0,4 | 0,5 | 0,6 | 0,8 | 1,0 | 1,2 | 1,6 | 2,0 | 2,5 | 3,0 | 4 | 5 | 6 | 8 |
| 10-18 | До З | - | - | - | - | 0,5 | 0,6 | 0,8 | 1,0 | 1,2 | 1,6 | 2,0 | 2,5 | 3,0 | 4,0 | 5 | 6 | 8 | 10 |
| 18-30 | 3-10 | - | - | - | - | 0,6 | 0,8 | 1,0 | 1,2 | 1,6 | 2,0 | 2,5 | 3,0 | 4,0 | 5,0 | 6 | 8 | 10 | 12 |
| 30-50 | 10-18 | До З | - | - | - | 0,8 | 1,0 | 1,2 | 1,6 | 2,0 | 2,5 | 3,0 | 4,0 | 5,0 | 6,0 | 8 | 10 | 12 | 16 |
| 50- 120 | 18-30 | 3-10 | - | - | - | 1,0 | 1,2 | 1,6 | 2,0 | 2,5 | 3,0 | 4,0 | 5,0 | 6,0 | 8,0 | 10 | 12 | 16 | 20 |
| 120- 250 | 30-50 | 10-18 | До З | - | - | 1,2 | 1,6 | 2,0 | 2,5 | 3,0 | 4,0 | 5,0 | 6,0 | 8,0 | 10,0 | 12 | 16 | 20 | 25 |
| 250- 400 | 50-120 | 18-30 | 3-10 | - | - | 1,6 | 2,0 | 2,5 | 3,0 | 4,0 | 5,0 | 6,0 | 8,0 | 10,0 | 12,0 | 16 | 20 | 25 | 30 |
| 400- 630 | 120- 250 | 30-50 | 10-18 | До З | - | 2,0 | 2,5 | 3,0 | 4,0 | 5,0 | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20 | 25 | 30 | 40 |
| 630- 1000 | 250- 400 | 50- 120 | 18-30 | 3-10 | - | 2,5 | 3,0 | 4,0 | 5,0 | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | 25 | 30 | 40 | 50 |
| 1000- 1600 | 400- 630 | 120- 250 | 30-50 | 10-18 | До З | 3,0 | 4,0 | 5,0 | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | 25,0 | 30 | 40 | 50 | 60 |
| 1600- 2500 | 630- 1000 | 250- 400 | 50- 120 | 18-30 | 3-10 | 4,0 | 5,0 | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | 25,0 | 30,0 | 40 | 50 | 60 | 80 |
| 2500- 4000 | 1000- 1600 | 400- 630 | 120- 250 | 30-50 | 10-18 | 5,0 | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | 25,0 | 30,0 | 40,0 | 50 | 60 | 80 | 100 |
| - | 1600- 2500 | 630- 1000 | 250- 400 | 50- 120 | 18-30 | 6 | 8 | 10 | 12 | 16 | 20 | 25 | 30 | 40 | 50 | 60 | 80 | 100 | 120 |