ГОСТ 29197-91
(ИСО 5169-77)
Группа Т51
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СТАНКИ
Оформление инструкций по смазке
Machine tools. Presentation of lubrication instructions
MКC 01.110
25.080.01
ОКП 38 0000
Дата введения 1993-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. ПОДГОТОВЛЕН И ВНЕСЕН Техническим комитетом по стандартизации "Станки" (ТК 70 "Станки")
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Комитета стандартизации и метрологии СССР от 25.12.91 N 2093
Настоящий стандарт подготовлен методом прямого применения международного стандарта ИСО 5169-77 "Станки. Оформление инструкций по смазке" и полностью ему соответствует
3. ВВЕДЕН ВПЕРВЫЕ
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта, приложения |
ГОСТ 28148-89 | 2, 4.4, 5.2.1.2 |
ГОСТ 28549.0-90 - ГОСТ 28549.9-90 | 2, 4.2.4, 5.2.1.3, приложение |
5. ПЕРЕИЗДАНИЕ. Май 2004 г.
1. НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ
1. НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящий стандарт устанавливает правила составления инструкций по смазке.
Требования настоящего стандарта являются обязательными, за исключением разд.5.
2. ССЫЛКИ
ГОСТ 28148-89 (ИСО 3461-88) Станки металлообрабатывающие. Знаки графические
ГОСТ 28549.0-90 (ИСО 6743-0-81) Смазочные материалы, индустриальные масла и родственные продукты. (Класс L). Классификация групп
ГОСТ 28549.1-90 (ИСО 6743-1-81) Смазочные материалы, индустриальные масла и родственные продукты. (Класс L). Классификация. Группа А. (Открытые системы смазки)
ГОСТ 28549.2-90 (ИСО 6743-2-81) Смазочные материалы, индустриальные масла и родственные продукты. (Класс L). Классификация. Группа F. (Шпиндели, подшипники и сопряженные с ними соединения)
ГОСТ 28549.3-90 (ИСО 6743-3А-87) Смазочные материалы, индустриальные масла и родственные продукты. (Класс L). Классификация. Группа D. (Компрессоры)
ГОСТ 28549.4-90 (ИСО 6743-3В-88) Смазочные материалы, индустриальные масла и родственные продукты. (Класс L). Классификация. Группа D. (Газовые компрессоры и компрессоры для холодильных машин)
ГОСТ 28549.5-90 (ИСО 6743-4-82) Смазочные материалы, индустриальные масла и родственные продукты. (Класс L). Классификация. Группа Н. (Гидравлические системы)
ГОСТ 28549.6-90 (ИСО 6743-5-88) Смазочные материалы, индустриальные масла и родственные продукты. (Класс L). Классификация. Группа Т. (Турбины)
ГОСТ 28549.7-90 (ИСО 6743-7-86) Смазочные материалы, индустриальные масла и родственные продукты. (Класс L). Классификация. Группа М. (Металлообработка)
ГОСТ 28549.8-90 (ИСО 6743-8-87) Смазочные материалы, индустриальные масла и родственные продукты. (Класс L). Классификация. Группа R. (Временная защита от коррозии)
ГОСТ 28549.9-90 (ИСО 6743-9-87) Смазочные материалы, индустриальные масла и родственные продукты. (Класс L). Классификация. Группа X. (Пластичные смазки)
3. ОПРЕДЕЛЕНИЯ
3.1. Точка смазки - точка, в которую подается смазочное вещество для смазки несущей поверхности.
3.2. Точка обслуживания - любая точка в системе смазки, где должна выполняться операция, обеспечивающая нормальную работу системы.
Примеры. Заполнение смазочным веществом ниппелей, резервуаров и т.д., приведение в действие рычага и т.д.
4. ТЕХНИЧЕСКАЯ ДОКУМЕНТАЦИЯ
4.1. Инструкция по смазке
Вся информация по смазке должна быть помещена в одном документе, называемом "Инструкция по смазке". Документ составляет разработчик и включает его в раздел "Гидро- и пневмосистемы и смазочная система" руководства по эксплуатации станка.
Инструкция по смазке может быть разделом общего руководства по эксплуатации или входить в состав приложений к нему.
4.2. В инструкции по смазке должны указываться следующие технические сведения:
4.2.1. Обозначение частей станка, подлежащих смазке.
4.2.2. Расположение всех точек обслуживания.
4.2.3. Тип обслуживания, которое должно выполняться (осмотр, повторное заполнение, очистка, смена смазочного вещества, приведение в действие рычага и т.д.).
4.2.4. Обозначение категории смазочных веществ, применяемых в соответствии с ГОСТ 28549.0 - ГОСТ 28549.9.
4.2.5. Интервал времени эксплуатации станка, после которого обслуживаются точки.
4.3. Графическое оформление инструкций по смазке
Сведения, указанные в п.4.2, должны быть изображены в виде таблиц, фотографий или схем. Необходимо избегать элементов графики, которые могут привести к неправильному пониманию, отдавая предпочтение простоте изображений.
4.4. Оформление инструкций по смазке
Пример оформления инструкции по смазке для определенного станка, который необходимо соблюдать в зависимости от количества точек смазки, указан в приложении.
Все символы, применяемые в инструкциях по смазке, должны соответствовать ГОСТ 28148.
В приложении указаны минимальные требования, соответствующие п.4.2.
5. ТАБЛИЧКИ С ОСНОВНЫМИ ДАННЫМИ, ПРИКРЕПЛЯЕМЫЕ К СТАНКУ
5.1. Рекомендуемые таблички
Рекомендуется прикреплять к станку одну постоянную табличку, включающую требования, указанные в разд.4.
К каждой точке обслуживания, по желанию потребителя, могут прикрепляться отдельные таблички с основными данными.
5.2. Если эти таблички должны использоваться на станке, то они должны быть надежно закреплены вблизи точек обслуживания и располагаться так, чтобы не быть спутанными с другими точками. Таблички должны содержать информацию, касающуюся только инструкции по смазке.
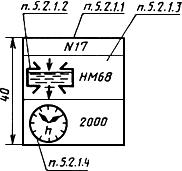
5.2.1. Технические требования к табличкам
Буквы и цифры должны легко читаться.
Цвет предпочтительно желтый, цифры - черные. Небольшие таблички с техническими данными должны указывать следующее:
5.2.1.1. Номер точки обслуживания.
5.2.1.2. Символ выполняемого действия по ГОСТ 28148.
5.2.1.3. Обозначение категории смазочного вещества в соответствии с ГОСТ 28549.0 - ГОСТ 28549.9.
5.2.1.4. Символ интервала времени.
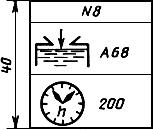
5.2.2. Форма и размеры табличек для технических данных.
Таблички должны быть квадратными, например размером 40 мм.
5.2.3. Примеры оформления отдельных табличек приведены на черт.1. Номера точек обслуживания соответствуют номерам на схеме станка, которая дана в приложении.
Примеры оформления отдельных табличек
Смена | Наполнение | Проверка |
|
|
|
Черт.1 |

6. ПЕРИОДЫ СМАЗКИ
Периоды смазки должны указываться разработчиком в руководстве по эксплуатации станка.
Рабочий должен определить из этих указанных подходящие периоды (например, раз в смену, ежедневно, еженедельно, ежемесячно и т.д.) для его станка.
ПРИЛОЖЕНИЕ (обязательное). ПРИМЕР ОФОРМЛЕНИЯ ИНСТРУКЦИИ ПО СМАЗКЕ
ПРИЛОЖЕНИЕ
Обязательное
Универсальный круглошлифовальный станок - Модель: .... Тип: ....
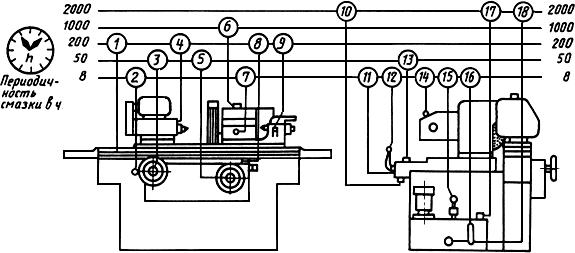
Черт.2
Внимание, очистить все точки перед смазкой
Продолжение
Компонент станка | Направляющие стола | Механизм перемещения стола | Шпиндель изделия | Система подачи круга | Шпиндель шлифовального круга | |||
Номер точки обслуживания | 1 | 2 | 3 | 4 | 5 | 6 | 7 | |
Символ действия |
|
|
|
|
|
|
| |
Характер действия | Проверка | |||||||
Проверка и наполнение, если необходимо | 8 | 8 | ||||||
Работа | ||||||||
Повторное наполнение | 200 | 50 | 200 | 50 | 1000 | |||
Очистка или замена | ||||||||
Замена | ||||||||
Обозначение категории смазочного вещества* | G68 | А68 | ХМ2 | А68 | FD10 | |||
Вместимость резервуара | 2 | 0,3 | 0,1 | 0,3 | 1,5 | |||
_______________
* В соответствии с ГОСТ 28549.0 - ГОСТ 28549.9.
Продолжение
Компонент станка | Система тонкой подачи | Задняя бабка | Направляющие шлифовальной головки | ||||
Номер точки обслуживания | 8 | 9 | 10 | 11 | 12 | 13 | |
Символ действия |
|
|
|
|
|
| |
Характер действия | Проверка | ||||||
Проверка и наполнение, если необходимо | 8 | ||||||
Работа | 8 | ||||||
Повторное наполнение | 200 | 200 | 50 | ||||
Очистка или замена | 2000 | ||||||
Замена | |||||||
Обозначение категории смазочного вещества* | А68 | G68 | G68 | ||||
Вместимость резервуара | 0,1 | 0,1 | 4 | ||||
_______________
* В соответствии с ГОСТ 28549.0 - ГОСТ 28549.9.
Продолжение
Компонент станка | Внутри- шлифо- вальный шпиндель | Узел гидравлики | ||||
Номер точки обслуживания | 14 | 15 | 16 | 17 | 18 | |
Символ действия |
|
|
|
|
| |
Характер действия | Проверка | 8 | ||||
Проверка и наполнение, если необходимо | 8 | |||||
Работа | ||||||
Повторное наполнение | 8 | |||||
Очистка или замена | ||||||
Замена | 2000 | 2000 | ||||
Обозначение категории смазочного вещества* | FD5 | НМ68 | ||||
Вместимость резервуара | 0,2 | 75 | ||||
_______________
* В соответствии с ГОСТ 28549.0 - ГОСТ 28549.9.