ГОСТ 27002-86
Группа У13
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПОСУДА ИЗ КОРРОЗИОННО-СТОЙКОЙ СТАЛИ
Общие технические условия
Cooking utensils of corrosion-resistant steel. General specifications
MКC 97.040.60
ОКП 14 8200
Дата введения 1988-01-01
УТВЕРЖДЕН Постановлением Государственного комитета СССР по стандартам от 24 сентября 1986 г. N 2791.
Постановлением Госстандарта СССР от 15.06.87 N 2058 дата введения установлена 01.01.88
Ограничение срока действия снято по протоколу N 3-93 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 9-93)
ИЗДАНИЕ (март 2003 г.) с Изменениями 1, 2, 3, утвержденными в январе 1989 г., сентябре 1992 г., марте 2002 г. (ИУС 4-89, 12-92, 6-2002).
Изменение N 3 принято Межгосударственным советом по стандартизации, метрологии и сертификации (протокол N 20 от 1 ноября 2001 г.)
Зарегистрировано Бюро по стандартам МГС N 4014
За принятие изменения проголосовали:
Наименование государства | Наименование национального органа |
Азербайджанская Республика | Азгосстандарт |
Республика Армения | Армгосстандарт |
Республика Беларусь | Госстандарт Республики Беларусь |
Республика Казахстан | Госстандарт Республики Казахстан |
Кыргызская Республика | Кыргызстандарт |
Республика Молдова | Молдовастандарт |
Российская Федерация | Госстандарт России |
Республика Таджикистан | Таджикстандарт |
Туркменистан | Главгосслужба "Туркменстандартлары" |
Республика Узбекистан | Узгосстандарт |
Украина | Госстандарт Украины |
Настоящий стандарт распространяется на группу однородной продукции - посуду из коррозионно-стойкой стали, предназначенную для приготовления и хранения пищи и сервировки стола.
Стандарт не распространяется на котлы.
Обязательные требования к качеству посуды, направленные на обеспечение ее безопасности для жизни и здоровья населения, изложены в пп.3.12, 3.23, 3.24, 4.3 (в части прочности крепления ручек), 4.5 (в части стойкости к коррозии и содержания вредных элементов), 5.6, 5.17, 5.18, 6.1 (в части нанесения знака соответствия) и подлежат обязательному включению во все виды документации, по которой изготавливается посуда из коррозионно-стойкой стали.
(Измененная редакция, Изм. N 1, 2, 3).
Разд.1. (Исключен, Изм. N 1).
2. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
2. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
2.1. Параметры и размеры посуды должны соответствовать указанным в табл.1.
Допускается изготавливать посуду других наименований, параметров и размеров.
Таблица 1
Вид и наименование изделий | Диаметр корпуса, мм | Вмести- | Наличие тепло- распредели- тельного слоя | Толщина металла корпуса, крышки, мм | Комплек- | Код ОКП | |
Посуда для тепловой обработки продуктов (ОКП 14 8210 0000) | |||||||
Кастрюли | 125 | 1,0 | ± | 0,5-1,0 | + | 14 8211 0000 | |
140 | 1,0 | ± | + | ||||
1,5 | ± | + | |||||
160 | 1,5 | ± | + | ||||
2,0 | ± | + | |||||
2,5 | ± | + | |||||
180 | 2,0 | ± | + | ||||
2,5 | ± | + | |||||
3,0 | ± | + | |||||
3,5 | ± | + | |||||
200 | 2,5 | + | + | ||||
3,0 | ± | + | |||||
3,5 | ± | + | |||||
4,0 | ± | + | |||||
220 | 3,0 | + | + | ||||
4,0 | ± | + | |||||
5,0 | ± | + | |||||
260 | 7,0 | ± | + | ||||
Кофеварки и кофейники | - | 0,125 | - | 1,0-1,5 | - | 14 8212 0000 | |
- | 1,0 | - | 0,5-1,0 | + | |||
- | 2,0 | - | + | ||||
Кокотницы | - | 0,1 | - | 0,5-0,8 | - | 14 8213 0000 | |
Сковороды | 150 | 0,4 | ± | 0,8-1,2 | ± | 14 8214 0000 | |
180 | 0,6 | ± | ± | ||||
200 | 1,0 | + | + | 14 8214 0000 | |||
240 | 2,0 | + | + | ||||
280 | 3,0 | + | + | ||||
320 | 6,0 | ± | + | ||||
Чайники и чайники со свистком | - | 0,6 | - | 0,5-1,0 | + | 14 8215 0000 | |
- | 1,2 | - | + | ||||
- | 2,0 | ± | ± | ||||
- | 3,0 | ± | ± | ||||
- | 4,0 | ± | + | ||||
Посуда для сервировки стола и приготовления холодных блюд (ОКП 14 8220 0000) | |||||||
Блюда | 340-360 | - | - | 0,5-0,8 | - | 14 8221 0000 | |
250-300 | - | - | 0,5-0,8 | - | |||
Вазы | - | 0,8 | - | 0,5-0,8 | - | 14 8222 0000 | |
Кокильницы | - | 0,25 | - | 0,5-0,8 | - | 14 8223 0000 | |
Креманки | - | 0,25 | - | 0,5-0,8 | - | 14 8224 0000 | |
Масленки | - | 0,5 | - | 0,5-0,8 | + | 14 8225 0000 | |
Салатники | - | 0,5 | - | 0,5-0,8 | ± | 14 8226 0000 | |
- | 1,0 | - | + | ||||
- | 1,5 | - | + | ||||
Соусники | - | 0,1 | - | 0,5-0,8 | - | 14 8227 0000 | |
- | 0,25 | - | - | ||||
Менажницы | - | 0,25 | - | 0,5-0,8 | - | 14 8229 0000 | |
Посуда для вспомогательных целей (ОКП 14 8230 0000) | |||||||
Дуршлаги | - | 1,0 | - | 0,8-1,0 | - | 14 8231 0000 | |
- | 1,5 | - | - | ||||
- | 2,0 | - | |||||
Лотки | - | 0,5 | - | 0,5-1,0 | + | 14 8232 0000 | |
- | 1,0 | - | + | ||||
- | 1,5 | - | + | ||||
- | 2,0 | - | + | ||||
Миски | - | 0,6 | - | 0,5-1,0 | ± | 14 8233 0000 | |
- | 0,8 | - | ± | ||||
Ковши | - | 1,0 | - | 0,5-1,0 | - | 14 8234 0000 | |
- | 1,5 | - | - | ||||
- | 2,0 | - | - | ||||
Тройные судки | - | 0,5 | - | 0,5-1,0 | + | 14 8235 0000 | |
- | 1,0 | - | + | ||||
Тарелки | - | 0,15 | - | 0,5-0,8 | - | 14 8236 0000 | |
- | 0,25 | - | - | ||||
Тарелки- баранчики | - | 0,15 | - | 0,5-0,8 | + | 14 8237 0000 | |
- | 0,25 | - | + | ||||
Цедилки | 70 | - | - | 0,2-0,5 | - | 14 8238 0000 | |
80 | - | - | - | ||||
90 | - | - | - | ||||
110 | - | - | - | ||||
140 | - | - | - | ||||
160 | - | - | - | ||||
180 | - | - | - | ||||
200 | - | - | - | ||||
Бидоны | - | 2; 3 | - | 0,4-1,0 | + | 14 8239 0000 | |
Примечания:
1. (Исключено, Изм. N 3).
2. Знак "+" означает применяемость, знак "-" - неприменяемость, знак "±" - ограниченную применяемость показателя.
3. Для овальных и прямоугольных блюд в графе "Диаметр корпуса, мм" указана длина и ширина корпуса изделий, для масленки в графе "Вместимость" указан объем корпуса с крышкой, для цедилок в графе "Толщина металла корпуса, крышки, мм" указан номинальный диаметр проволоки сетки.
4. (Исключено, Изм. N 1).
5. Показатель "Вместимость" дуршлага гарантируется предприятием-изготовителем.
6. (Исключено, Изм. N 3).
7. Допускается для кастрюль и сковород, изготовленных методом ротационного вдавливания, толщина металла корпуса в зоне дна до 1,6 мм.
8. Допускается комплектовать кастрюли вкладной кастрюлей без теплораспределительного слоя на дне и крышке, решеткой, дуршлагом, цедилкой.
9. Допускается изготовлять дуршлаги с подставками, поддонами или ножками.
10. (Исключено, Изм. N 1).
(Измененная редакция, Изм. N 1, 2, 3).
2.2. Предельные отклонения по размерам посуды должны соответствовать IT16, а для сварной посуды - IT17 по ГОСТ 25346-89.
(Измененная редакция, Изм. N 1).
3. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
3.1. Посуда должна изготовляться в соответствии с требованиями настоящего стандарта, по чертежам и образцам-эталонам, утвержденным в установленном порядке.
Дополнительные требования к посуде для экспорта - в соответствии с договором на поставку.
Изделия, отличающиеся по наименованию, размерам, параметрам, применяемым материалам от установленных настоящим стандартом, изготовляют по техническим описаниям.
(Измененная редакция, Изм. N 1, 3).
3.2. Посуда должна изготовляться из материалов, разрешенных национальными органами здравоохранения для контакта с пищевыми продуктами.
3.3. Для изготовления корпусов и крышек посуды должна применяться тонколистовая коррозионно-стойкая сталь марок 12Х18Н9, 10Х14АГ15, 08Х22Н6Т, 17Х18Н9, 12Х13, 12Х17, 12Х18Н10Т (для крышек и посуды, не предназначенной для тепловой обработки продуктов), 08Х18Н10Т (для посуды, не предназначенной для тепловой обработки продуктов) группы поверхности М2а, МЗа точности прокатки Б по ГОСТ 5582-75, марок 10Х13Г18Д, 06Х18Т4 по нормативной документации, сетка проволочная из высоколегированной стали марки 12Х18Н9 точности изготовления размера ячейки Н по ГОСТ 3826-82, проволока светлая термообработанная из высоколегированной коррозионно-стойкой и жаростойкой стали диаметром не менее 3 мм по ГОСТ 18143-72.
3.2, 3.3. (Измененная редакция, Изм. N 3).
3.4. Для изготовления ручек применяют следующие материалы:
тонколистовая сталь, прутки, трубы, проволока из коррозионно-стойкой стали марок, указанных в п.3.3;
древесина лиственных пород первого сорта влажностью не более 18% по ГОСТ 9462-88, ГОСТ 7897-83, ГОСТ 2695-83;
пластмассы с теплостойкостью не менее 125 °С (фенопласт по ГОСТ 28804-90 и другой нормативно-технической документации);
керамика по нормативно-технической документации.
Допускается применение других материалов, не уступающих по своим свойствам указанным и разрешенных национальными органами здравоохранения.
(Измененная редакция, Изм. N 1, 3).
3.5. (Исключен, Изм. N 3).
3.6. (Исключен, Изм. N 1).
3.7. Параметры шероховатости поверхности посуды должны соответствовать требованиям, указанным в табл.2.
Таблица 2
Вид посуды | Поверхность изделия | Параметр шероховатости ( | Базовая длина, мм |
Для тепловой обработки пищевых продуктов | Наружная стенок, крышки | 0,32 | 0,25 |
Наружная дна | 0,63 | 0,8 | |
Внутренняя стенок, крышки и дна | 0,8 | 0,8 | |
Для сервировки стола и приготовления холодных блюд | Наружная и внутренняя стенок, крышки и дна | 0,32 | 0,25 |
Для вспомогательных целей | Наружная стенок, крышки | 0,32 | 0,25 |
Наружная дна | 0,63 | 0,8 | |
Внутренняя стенок, крышки и дна | 1,25 | 0,8 |
Примечания:
1. Параметр шероховатости теплораспределительного слоя не нормируется.
2. Наружная поверхность стенок посуды, изготовленной с применением ротационной вытяжки, должна быть полированной. Требования к шероховатости поверхности факультативны до 01.01.2005.
(Измененная редакция, Изм. N 1, 2, 3).
3.8. Поверхность посуды должна быть чистой, блестящей или матовой. На поверхности посуды не допускаются вмятины, трещины, царапины, заусенцы, забоины, плены, пузыри, гофры, острые кромки, расслоения, посторонние включения, волнистость, раковины. Допускаются риски в местах переходов поверхностей длиной не более 15 мм, глубиной не более 0,1 мм в количестве не более 5 шт., разрозненные черные точки глубиной не более 0,2 мм в количестве не более 3 шт., рябизна общей площадью не более 3% от всей поверхности посуды.
3.9. Поверхность ручек из древесины должна быть без сучков, трещин, раковин и грибковых поражений, заболотной гнили и повреждений насекомыми. Поверхность должна быть шлифованной и покрытой лаком по ГОСТ 5470-75, ГОСТ 4976-83 или твердыми нефтяными парафинами по ГОСТ 23683-89. Допускается применение других материалов, разрешенных национальными органами здравоохранения.
По внешнему виду лакокрасочное покрытие должно соответствовать IV классу по ГОСТ 9.032-74.
(Измененная редакция, Изм. N 3).
3.10. На поверхности ручек из пластмассы и керамики не допускаются трещины, царапины, сколы, вздутия, раковины и инородные включения. Заусенцы должны быть зачищены. Ширина следов грата после зачистки должна быть не более 1,5 мм.
3.11. Подвижные ручки должны вращаться в ушках без заедания. Выпадение ручек из мест соединения не допускается.
Подвижные ручки чайников в нижнем положении не должны соприкасаться с корпусом.
3.12. Ручки посуды должны выдерживать статическую нагрузку, равную утроенной массе воды, вмещаемой в изделие, без остаточной деформации или ослабления крепления к корпусу.
3.13, 3.14. (Исключены, Изм. N 3).
3.15. Сварные и паяные соединения должны быть прочными, без наплывов, прожогов, зазоров, трещин, пузырей.
3.16. Дно посуды, за исключением посуды с рельефной поверхностью дна, должно быть плоским. Выпуклость дна не допускается. Вогнутость дна для посуды для тепловой обработки пищевых продуктов не должна превышать 1,0%, а посуды с теплораспределительным слоем на дне - 0,6% значения диаметра, проверяемая по п.5.9, способ А; вогнутость посуды с теплораспределительным слоем на дне, проверяемая по п.5.9, способ Б, не должна превышать 0,35% значения диаметра.
Диаметр плоской части дна посуды для тепловой обработки пищевых продуктов с теплораспределительным слоем на дне должен быть не менее диаметра комфорок электроплит по ГОСТ 14919-83.
(Измененная редакция, Изм. N 2).
3.17. Толщина теплораспределительного слоя из меди и сплавов на ее основе должна быть не менее 1,5 мм, из алюминия и сплавов на его основе - не менее 3,0 мм.
Теплораспределительный слой должен быть прочно и надежно, без зазоров соединен с дном.
3.18. Крышки должны свободно устанавливаться, легко поворачиваться и прилегать к борту по всему периметру без перекосов и смещения.
3.17, 3.18. (Измененная редакция, Изм. N 1).
3.19. Крышки чайников и кофейников должны удерживаться на корпусе при наклоне, соответствующем полному сливу жидкости.
Крышки чайников, кроме чайников со свистком, должны быть с отверстием или устройством для отвода пара.
(Измененная редакция, Изм. N 3).
3.20. (Исключен, Изм. N 3).
3.21. Конструкция сливных устройств посуды должна обеспечивать выливание жидкости без подтекания и разбрызгивания ее на корпус изделий.
3.22. Посуда не должна иметь течи.
3.23 Посуда должна быть стойка к коррозии.
3.24. Допустимые количества миграции вредных веществ в уксуснокислые вытяжки должны быть: медь - 1,0 мг/дм![]() , цинк - 1,0 мг/дм
, цинк - 1,0 мг/дм![]() , свинец - 0,03 мг/дм
, свинец - 0,03 мг/дм![]() , никель - 0,1 мг/дм
, никель - 0,1 мг/дм![]() , хром - 0,1 мг/дм
, хром - 0,1 мг/дм![]() .
.
3.25. Посуда, имеющая крышки, решетки, поддоны и другие принадлежности, должна поставляться комплектно. Комплектующие принадлежности к посуде одного вида и размера должны быть взаимозаменяемы.
Посуда, поставляемая в комплекте, должна снабжаться памятками по эксплуатации.
3.24, 3.25. (Измененная редакция, Изм. N 3).
4. ПРАВИЛА ПРИЕМКИ
4.1. Посуду принимают партиями. При приеме посуды изготовителем партией считают количество изделий одного вида, изготовленное за смену при неизменном технологическом режиме.
При приемке изделий потребителем партией считают количество изделий, одновременно отгружаемых потребителю и сопровождаемых документом о качестве, содержащим:
наименование предприятия-изготовителя и его товарный знак;
наименование;
количество изделий в партии;
подтверждение о соответствии изделий требованиям настоящего стандарта;
обозначение настоящего стандарта (только для внутреннего рынка).
(Измененная редакция, Изм. N 3).
4.2. Для проверки соответствия посуды требованиям настоящего стандарта предприятие-изготовитель проводит приемосдаточные, периодические и типовые испытания.
4.3. При приемосдаточных испытаниях проводят сплошной и выборочный контроль.
Сплошной контроль проводят на соответствие посуды требованиям настоящего стандарта по внешнему виду, комплектности, качеству сборки, отделки и маркировки.
Выборочный контроль проводят на соответствие посуды требованиям настоящего стандарта по размерам (в части толщины теплораспределительного слоя, прилегания крышки к борту корпуса, форме дна (вогнутость и выпуклость дна), шероховатости металлических поверхностей на 0,2% изделий от партии, но не менее чем на 5 шт; отсутствию течи у посуды, прочности сварных и паяных соединений, прочности крепления ручек - на 0,1% изделий от партии, но не менее чем на 5 шт.
4.4. При получении неудовлетворительных результатов хотя бы по одному показателю проводят повторную проверку на удвоенной выборке, взятой от той же партии.
Результаты повторных испытаний распространяются на всю партию.
4.5. Периодические испытания посуды проводит изготовитель на соответствие требованиям настоящего стандарта по размерам, вместимости, прочности сцепления теплораспределительного слоя с дном, сливной способности посуды, легкости вращения подвижных ручек, отсутствию выпадения ручек из мест соединения, стойкости к коррозии, удержанию крышки на корпусе, содержанию меди, цинка, свинца, никеля и хрома не реже 1 раза в квартал на 0,5% посуды от партии, но не менее чем на 3 шт.
При получении неудовлетворительных результатов хотя бы по одному из показателей периодические испытания по этому показателю переводят в приемосдаточные. После получения положительных результатов на 10 партиях посуды подряд испытания вновь переводят в периодические.
(Измененная редакция, Изм. N 1, 3).
4.6. Типовые испытания проводят при изменении конструкции, материалов, рецептур или технологических процессов на соответствие требованиям настоящего стандарта на 3% изделий от партии, но не менее чем на 5 шт.
4.7. Потребитель проверяет посуду на соответствие требованиям настоящего стандарта на 2% изделий каждого вида от партии, но не менее чем на 6 шт.
5. МЕТОДЫ ИСПЫТАНИЙ
5.1. Внешний вид, комплектность, качество сборки, отделки и маркировки посуды проверяют визуально сравнением с образцом-эталоном, утвержденным в установленном порядке.
5.2. Вместимость посуды проверяют при помощи мерной посуды по ГОСТ 1770-74 до смачивания крышки, переливания через сливное устройство или через борт (для изделий, изготовляемых без крышек).
5.3. Размеры посуды, зазоры и смещение ручек от оси симметрии корпуса проверяют измерительными инструментами по ГОСТ 427-75, ГОСТ 166-89 или шаблонами по нормативно-технической документации.
5.4. Шероховатость металлической поверхности посуды проверяют сравнением с образцовой деталью, аттестованной в установленном порядке.
5.5. Легкость вращения подвижных ручек в ушках, отсутствие выпадания ручек из мест соединения, легкость поворота и плотность прилегания крышек к борту корпуса проверяют визуально опробованием.
5.6. Прочность крепления ручек и прочность сварных и паяных соединений проверяют закреплением или подвешиванием изделия за ручки и приложением к изделию в течение 5 мин статической нагрузки, равной утроенной массе воды, вмещаемой в изделие.
В результате проверки не должно быть остаточной деформации или ослабления крепления ручек к посуде, течи через сварные и паяные соединения.
5.7. (Исключен, Изм. N 3).
5.8. Плоскостность дна проверяют установкой изделия на поверочную плиту класса точности не ниже 1 по ГОСТ 10905-86. Изделие должно плотно прилегать к поверочной плите. Зазоры не допускаются.
5.9. Вогнутость дна изделия проверяют двумя способами:
Способ А. Посуду при комнатной температуре помещают на горизонтальную поверхность вверх дном. Затем определяют значение вогнутости дна индикаторами часового типа по ГОСТ 577-68, штангенциркулем по ГОСТ 166-89 типа 1 или Т1, щупами по нормативной документации, помещенными между установленной на ребро металлической измерительной линейкой по ГОСТ 427-75 и дном посуды по центру изделия.
Способ Б. Посуду заполняют индустриальным маслом по ГОСТ 20799-88 на высоту (30±5) мм и нагревают на электрической плитке с закрытыми нагревателями номинальной мощностью 800 Вт до температуры (200±5) °С. Затем изделие снимают с электрической плитки и замеряют значение вогнутости дна с помощью индикатора по ГОСТ 577-68, ГОСТ 5584-75.
(Измененная редакция, Изм. N 1, 2, 3).
5.10, 5.11. (Исключены, Изм. N 1).
5.12. Прочность сцепления теплораспределительного слоя с дном изделия проверяют путем последовательного нагрева и охлаждения посуды не менее 50 раз. Посуду нагревают в сухом состоянии до температуры (200±5) °С на электроплитке мощностью 800 Вт, затем заполняют на ![]() общей вместимости водой с температурой (15±5) °С. После этого посуду снимают с электроплитки и охлаждают холодной водой до температуры (20±5) °С. Перед каждым процессом нагревания электроплитка должна быть охлаждена. Температура электроплитки после нагрева должна быть снижена не менее чем на 50 °С.
общей вместимости водой с температурой (15±5) °С. После этого посуду снимают с электроплитки и охлаждают холодной водой до температуры (20±5) °С. Перед каждым процессом нагревания электроплитка должна быть охлаждена. Температура электроплитки после нагрева должна быть снижена не менее чем на 50 °С.
После 50 циклов испытаний не должно быть видимых изменений поверхности теплораспределительного слоя и зоны его сцепления с дном изделия.
5.13. Удержание крышки на корпусе чайников и кофейников определяют наклоном посуды, наполненной водой до объема, равного ее вместимости, на угол, соответствующий полному сливу жидкости. Посуда считается выдержавшей испытание, если крышка не выпадает с корпуса.
5.14. (Исключен, Изм. N 3).
5.15. Сливную способность посуды проверяют при выливании воды из изделия, наполненного до объема, равного его вместимости, до полного слива. Посуда прошла испытание, если при наклоне посуды из сливного устройства вода выливается в виде сформированной струи, без брызг и без подтекания на корпус.
5.16. Отсутствие течи у сварной и паяной посуды проверяют наливом воды до полной ее вместимости и выдерживанием изделия с водой в течение 1 ч. После испытания на наружной поверхности посуды не должно быть следов воды.
5.17. Стойкость изделий к коррозии проверяют путем погружения и выдерживания изделия или образца размером 30х160 мм, вырезанного из посуды, в течение 6 ч в растворе хлористого натрия с массовой долей 1%, с температурой 60 °С. Затем проводят визуальный осмотр поверхности. После испытания на поверхности изделия или образца не должно быть следов коррозии.
(Измененная редакция, Изм. N 2).
5.18. Содержание меди, цинка, свинца, никеля, хрома определяют по ГОСТ 24295-80.
Выбор модельных сред и условий подготовки вытяжек осуществляют в соответствии с документами, утвержденными национальными органами здравоохранения.
При анализе вытяжек допускается применять другие методы, не уступающие по точности указанным выше методам анализа.
(Измененная редакция, Изм. N 3).
5.19. (Исключен, Изм. N 1).
6. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
6.1. На посуду должна быть четко нанесена маркировка, содержащая товарный знак предприятия-изготовителя, вместимость для кастрюль, чайников и бидонов и условное обозначение материала "Нерж".
Маркировку наносят ударным методом или способом электрохимического травления. Место и способ нанесения маркировки устанавливают в рабочих чертежах на изделия.
При сертификации изделий знак соответствия по ГОСТ 28197-90* наносят на изделие или тару-упаковку, или на бумажную этикетку, или на сопроводительную документацию.
_____________
* На территории Российской Федерации действует ГОСТ Р 50460-92.
(Измененная редакция, Изм. N 2, 3).
6.2. Транспортная маркировка должна наноситься по ГОСТ 14192-96 с нанесением манипуляционных знаков "Беречь от влаги" и "Верх".
6.3. При упаковывании изделия и комплектующие детали должны быть обернуты или переложены упаковочными материалами.
Посуду укладывают в потребительскую тару - коробки типа I из картона и комбинированных материалов на основе картона по ГОСТ 12301-81*, пачки типов I и II из картона и комбинированных материалов на основе картона по ГОСТ 12303-80, пакеты бумажные и из комбинированных материалов по ГОСТ 24370-80, пакеты типов I и II из полимерных материалов по ГОСТ 12302-83 или обертывают в бумагу марок А, Б, В, Г по ГОСТ 8273-75.
_______________
* На территории Российской Федерации действует ГОСТ 12301-2006. - Примечание изготовителя базы данных.
Посуда, упакованная в потребительскую тару или в оберточную бумагу, должна быть заклеена клеевой лентой или обвязана шпагатом по ГОСТ 17308-88.
Масса брутто посуды в потребительской таре должна быть не более 15 кг.
6.3.1. Наборы упаковывают в индивидуальную, художественно оформленную тару (коробки), посуду для экспорта - в ящики из картона по ГОСТ 7993-90.
6.4. На каждую единицу потребительской тары должен быть наклеен ярлык с указанием:
товарного знака и наименования предприятия-изготовителя;
наименование изделия (набора), артикула;
обозначения настоящего стандарта;
количества изделий;
даты изготовления;
штампа технического контроля.
6.3.1, 6.4. (Измененная редакция, Изм. N 2).
6.5. Посуду, упакованную в потребительскую тару (коробки, пакеты, пачки) или в оберточную бумагу, укладывают в ящики из гофрированного картона, в дощатые ящики типов I-III по ГОСТ 2991-85, ящики из листовых древесных материалов типов I-V по ГОСТ 5959-80, дощатые обрешетки типов I-Ill по ГОСТ 12082-82 или в контейнеры по ГОСТ 15102-75, ГОСТ 20435-75, ГОСТ 22225-76.
При укладывании посуды, обернутой в бумагу, в дощатые ящики, ящики из листовых древесных материалов, дощатые обрешетки или контейнеры, выстланные внутри упаковочной водонепроницаемой двухслойной бумагой по ГОСТ 8828-89 или другими водонепроницаемыми материалами, перекладывают ее мягким упаковочным материалом, исключающим перемещение посуды при транспортировании и погрузо-разгрузочных работах.
Масса брутто грузового места не должна быть более 30 кг.
(Измененная редакция, Изм. N 1).
6.6. Посуду транспортируют всеми видами транспорта в крытых транспортных средствах и универсальных контейнерах по Правилам перевозки грузов, действующим на данном виде транспорта.
6.6.1. Железнодорожным транспортом посуду транспортируют повагонными отправками.
6.6.2. Допускается транспортирование посуды, упакованной в контейнеры в открытых автомашинах.
По согласованию с потребителем посуду, упакованную в потребительную* тару, транспортируют при внутригородских перевозках в крытых автомашинах.
________________
* Текст соответствует оригиналу. - Примечание изготовителя базы данных.
6.6.3. Транспортирование посуды речным и морским транспортом должно проводиться в контейнерах.
6.6.4. Транспортирование посуды транспортными пакетами - по ГОСТ 26663-85.
Пакет формируют на плоских универсальных поддонах по ГОСТ 9078-84, размерами 800х1200, грузоподъемностью до 1 т. Высота пакета не должна превышать 1350 мм.
Для скрепления грузов в транспортных пакетах применяют стальную упаковочную ленту по ГОСТ 3560-73, синтетическую ленту по нормативно-технической документации, материалы, соответствующие требованиям ГОСТ 21650-76.
6.7. Посуду, отправляемую в районы Крайнего Севера и труднодоступные районы, упаковывают по ГОСТ 15846-79*.
_______________
* На территории Российской Федерации действует ГОСТ 15846-2002. - Примечание изготовителя базы данных.
6.8. Хранение посуды - по группе 3 (ЖЗ) ГОСТ 15150-69.
7. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
7.1. Изготовитель гарантирует соответствие посуды требованиям настоящего стандарта, при соблюдении условий эксплуатации, хранения и транспортирования, установленных настоящим стандартом.
7.2. Гарантийный срок эксплуатации посуды - 24 мес со дня продажи через розничную торговую сеть.
7.1, 7.2. (Измененная редакция, Изм. N 3).
ПРИЛОЖЕНИЕ (справочное). СХЕМА ИЗМЕРЕНИЯ ДИАМЕТРОВ ПОСУДЫ
ПРИЛОЖЕНИЕ
Справочное
За величину диаметра кастрюль, сковород, цедилок принимается внутренний диаметр корпуса
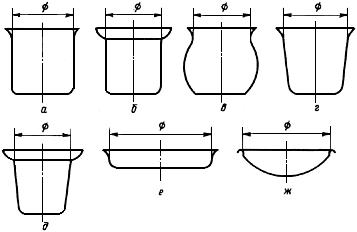
а-д - кастрюли; е - сковорода; ж - цедилка