ГОСТ 19661-74*
Группа Г81
ГОСУДАРСТВЕННЫЙ СТАНДAPT СОЮ3А ССР
СТАНКИ ЛЕНТОЧНЫЕ АНОДНО-МЕХАНИЧЕСКИЕ ОТРЕЗНЫЕ
Основные размеры
Anodo-mechanical bandsaw machines. Basic dimensions
Дата введения 1976-01-01
Постановлением Государственного комитета стандартов Совета Министров СССР от 3 апреля 1974 г. N 769 срок введения установлен с 01.01.76
Проверен в 1980 г.
* ПЕРЕИЗДАНИЕ (декабрь 1987 г.) с Изменением N 1, утвержденным в феврале 1981 г. (ИУС 4-81).
Основные размеры станков должны соответствовать указанным на чертеже и в таблице.
Основные размеры станков
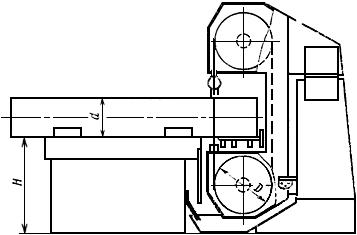
Примечание. Чертеж не определяет конструкцию станков.
мм
Наибольший диаметр | 250 | 400 | 630 | 1000* |
Диаметр | 500 | 800 | 1250 | |
Расстояние | 1120 | 1250 | 1400 | |
______________
* Станки с наибольшим диаметром устанавливаемой заготовки 1000 мм изготовляются по заказу потребителя.
(Измененная редакция, Изм. N 1).
ПРИЛОЖЕНИЕ (рекомендуемое). ДОПОЛНИТЕЛЬНЫЕ ПАРАМЕТРЫ
ПРИЛОЖЕНИЕ
Рекомендуемое
Наименование параметра | Наибольший диаметр | |||
250 | 400 | 630 | 1000 | |
Удельная металлоемкость, кг/мин·см | 160 | 250 | 400 | 630 |
Удельная энергоемкость, кВт/мин·см | 1,2 | 1,4 | 1,6 | 1,8 |
Примечание. Удельная металлоемкость - отношение массы станка (без источника технологического тока) к скорости обработки.
Удельная энергоемкость - отношение мощности источника технологического тока, потребляемой при анодно-механическом процессе, к скорости обработки.
(Введено дополнительно, Изм. N 1).