ГОСТ 18098-94
Группа Г81
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СТАНКИ КООРДИНАТНО-РАСТОЧНЫЕ И КООРДИНАТНО-ШЛИФОВАЛЬНЫЕ
Нормы точности
Jig-boring and jig-grinding machines. Standards of accuracy
ОКС 25.080.20
ОКП 38 1230
Дата введения 1996-07-01
Предисловие
1 РАЗРАБОТАН Техническим комитетом по стандартизации ТК 70 "Станки"
ВНЕСЕН Госстандартом Российской Федерации
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол N 6-94 от 21 октября 1994 г.)
За принятие проголосовали:
Наименование государства | Наименование национального органа стандартизации |
Азербайджанская Республика | Азгосстандарт |
Республика Армения | Армгосстандарт |
Республика Беларусь | Белстандарт |
Республика Грузия | Грузстандарт |
Республика Казахстан | Госстандарт Республики Казахстан |
Кыргызская Республика | Кыргызстандарт |
Республика Молдова | Молдовастандарт |
Российская Федерация | Госстандарт России |
Республика Узбекистан | Узгосстандарт |
Украина | Госстандарт Украины |
3 Постановлением Комитета Российской Федерации по стандартизации, метрологии и сертификации от 27.06.95 N 324 межгосударственный стандарт ГОСТ 18098-94 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 июля 1996 г.
4 ВЗАМЕН ГОСТ 18098-87
Внесена поправка, опубликованная в ИУС N 10, 1996 г.
Поправка внесена изготовителем базы данных.
1 ОБЛАСТЬ ПРИМЕНЕНИЯ
1 ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящий стандарт распространяется на одно- и двухстоечные координатно-расточные (КРС) и координатно-шлифовальные (КШС) станки общего назначения по ГОСТ 6464 классов точности С и А по ГОСТ 8 и изготовленные на их базе специальные станки, в том числе на станки с числовым программным управлением.
Требования стандарта являются обязательными.
Стандарт пригоден для сертификации.
2 НОРМАТИВНЫЕ ССЫЛКИ
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 8-82 Станки металлорежущие. Общие требования к испытаниям на точность
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 6464-78 Станки координатно-расточные и координатно-шлифовальные. Основные размеры
ГОСТ 8032-84 Предпочтительные числа и ряды предпочтительных чисел
ГОСТ 17353-89 Приборы для измерений отклонений формы и расположения поверхностей вращения
ГОСТ 22267-76 Станки металлорежущие. Схемы и способы измерений геометрических параметров
ГОСТ 25443-82 Станки металлорежущие. Образцы-изделия для проверки точности обработки. Общие технические требования
ГОСТ 25889.1-83 Станки металлорежущие. Методы проверки круглости образца-изделия
ГОСТ 25889.2-83 Станки металлорежущие. Методы проверки параллельности двух плоских поверхностей образца-изделия
ГОСТ 25889.3-83 Станки металлорежущие. Методы проверки перпендикулярности двух плоских поверхностей образца-изделия
ГОСТ 25889.4-86 Станки металлорежущие. Методы проверки постоянства диаметров образца-изделия
ГОСТ 24642-81 Основные нормы взаимозаменяемости. Допуски формы и расположения поверхностей. Основные термины и определения
ГОСТ 19300-86 Средства измерения шероховатости поверхности профильным методом. Профилограммы-профилометры контактные. Типы и основные параметры
ГОСТ 27843-88* Станки металлорежущие. Методы проверки точности позиционирования
________________
* На территории Российской Федерации действует ГОСТ 27843-2006. Здесь и далее. - Примечание изготовителя базы данных.
ГОСТ 30064-93 Концы шпинделей сверлильных, расточных и фрезерных станков. Размеры. Технические требования
3 ГЕОМЕТРИЧЕСКАЯ ТОЧНОСТЬ СТАНКА
3.1 Общие требования к испытаниям станков на точность - по ГОСТ 8.
3.2 Схемы и способы измерений геометрических параметров - по ГОСТ 22267, ГОСТ 27843 и настоящему стандарту.
3.3 Подвижные рабочие органы, не перемещаемые при проведении проверок, устанавливают в среднее положение и при наличии зажимов закрепляют.
3.4. Допуски при проверках точности станков класса точности С не должны превышать значений, указанных в 3.5-3.14. Для станков класса точности А допуски увеличивают в 1,6 раза по сравнению с указанными в настоящем стандарте с округлением до ближайшего значения по ряду R 10 ГОСТ 8032.
По требованию потребителя проводят дополнительную проверку точности станков, приведенную в приложении Б.
3.5 Плоскостность рабочей поверхности стола
|
|
|
|
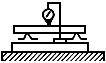
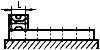
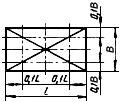
Таблица 1
Длина измерения, мм | Допуск, мкм |
До 320 | 3 |
" 500 | 4 |
" 500 " 800 | 5 |
" 800 " 1250 | 6 |
" 1250 " 2000 | 8 |
" 2000 | 10 |
Измерения - по ГОСТ 22267, раздел 4, методы 3, 4 или 6 (рисунки 1-3).
Крайние сечения должны быть расположены от края стола на расстоянии не более 0,1 его ширины ![]() и длины
и длины ![]() (рисунок 4).
(рисунок 4).
Расстояние между точками измерений 0,08-0,12 длины (ширины) стола.
3.6 Постоянство углового положения подвижного рабочего органа:
а) в горизонтальной и вертикальной плоскостях, параллельных направлению его перемещения;
б) в вертикальной плоскости, перпендикулярной направлению его перемещения;
в) в двух взаимно перпендикулярных вертикальных плоскостях, параллельных направлению его перемещения
|
| ||
|
|
| |
|
| ||
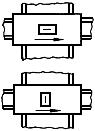

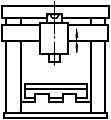
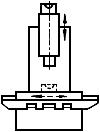
Таблица 2
Наибольшая длина перемещения рабочего органа, мм | Допуск |
До 800 | 2" |
Св. 800 " 2000 | 2,5 |
" 2000 | 3" |
При проверке а) в вертикальной плоскости допуск увеличивают в 1,6 раза для длин перемещений до 1250 мм и в 1,25 раза для длин перемещений св. 1250 мм.
Измерения - по ГОСТ 22267, раздел 3, методы 7 (рисунки 5 и 9), 8 (рисунок 6); раздел 13, метод 1 (рисунки 7 и 8) - для горизонтально перемещающихся рабочих органов (стола, салазок, шпиндельной головки по поперечине - проверки 3.6а и 3.6б) и для вертикально перемещающихся рабочих органов (поперечины, шпиндельной головки) - рисунки 10 и 11.
Расстояние между точками измерений не должно превышать 0,1...0,2 длины перемещения, но не более 200 мм.
Если при перемещении проверяемого рабочего органа положение станка в вертикальной плоскости изменяется, то измерения проводят по методу 2 раздела 13 ГОСТ 22267 с использованием двух уровней (рисунок 11 - с добавлением уровня, показанного штриховой линией).
3.7 Перпендикулярность направления перемещения подвижного рабочего органа к траектории перемещения других рабочих органов в плоскостях ![]() ,
, ![]() и
и ![]() .
.
|
|
|
|
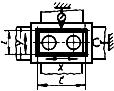
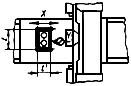
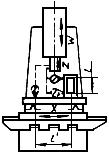
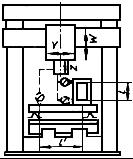
Таблица 3
Наибольшая длина перемещения рабочего органа, мм | Длина измерения | Допуск, мкм |
До 320 | 200 | 2 |
Св. 320 " 800 | 300 | 3 |
" 800 " 2000 | 400 | 4 |
" 2000 | 500 | 5 |
Для неформообразующих перемещений ![]() шпиндельной головки и поперечины допуск увеличивают в 1,25 раза.
шпиндельной головки и поперечины допуск увеличивают в 1,25 раза.
Измерения - по ГОСТ 22267, раздел 8, методы 1 и 2 (рисунки 12-15).
Поверочный угольник (раму) располагают на столе (проверка в плоскости ![]() ) или на регулируемой по высоте поверочной линейке (проверка в плоскостях
) или на регулируемой по высоте поверочной линейке (проверка в плоскостях ![]() и
и ![]() ) в средней части стола. Перемещение узла
) в средней части стола. Перемещение узла ![]() , на котором выставляется по нулям поверочная линейка (сторона угольника, рамы), должно быть не менее 1,1 длины измерения
, на котором выставляется по нулям поверочная линейка (сторона угольника, рамы), должно быть не менее 1,1 длины измерения ![]() проверяемого рабочего органа, расстояние между точками измерения траектории должно быть не более 0,2
проверяемого рабочего органа, расстояние между точками измерения траектории должно быть не более 0,2![]()
3.8 Параллельность рабочей поверхности стола траектории перемещения стола и других рабочих органов (салазок, шпиндельной головки по поперечине)
|
|


Таблица 4
Наибольшая длина перемещения рабочего органа, мм | Допуск, мкм |
До 320 | 4 |
Св. 320 " 500 | 5 |
" 500 " 800 | 6 |
" 800 " 1250 | 8 |
" 1250 " 2000 | 10 |
" 2000 | 12 |
Измерения - по ГОСТ 22267, раздел 6, методы 1б (рисунок 16) и 2б (рисунок 17).
Проверку проводят в трех продольных и трех поперечных сечениях стола (среднем и двух крайних). Крайние сечения должны быть расположены от краев стола на расстоянии не более 0,1 его длины (ширины). Расстояние между точками измерения должно быть в пределах 0,1...0,2 величины продольного (поперечного) перемещения стола (салазок, шпиндельной головки по поперечине), но не более 200 мм.
3.9 Радиальное биение конического отверстия шпинделя:
а) у торца шпинделя;
б) на расстоянии от торца шпинделя 100 см
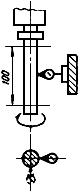
Рисунок 18
Таблица 5
Конец шпинделя по ГОСТ 30064 | Допуск, мкм | ||
с конусом 7:24 | с конусом Морзе | 3.9а | 3.9б |
30 | 0; 1; 2 | 2 | 3 |
40; 45; 50 | 3 | 3 | 4 |
Измерения - по ГОСТ 22267, раздел 15, метод 2 (рисунок 18).
3.10 Радиальное биение оси вращения планетарного шпинделя КШС
|
|


Допуск, мкм, для станков с диаметром шейки в передней опоре: до 63 мм - 1,6, св. 63 мм - 2,5.
Измерения - по ГОСТ 22267, раздел 16, методы 1 или 3 (рисунки 19 и 20).
3.11 Осевое биение шпинделя КРС, планетарного шпинделя КШС
|
|
Таблица 6
Конец шпинделя КРС по ГОСТ 30064 | Диаметр шейки планетарного шпинделя КШС в передней опоре, мм | Допуск, мкм | |
с конусом 7:24 | с конусом Морзе | ||
30 | 0; 1; 2 | До 63 | 1,6 |
40; 45; 50 | 3 | Св. 63 | 2,5 |
Измерения - по ГОСТ 22267, раздел 17, метод 1 (рисунок 21 или 22).
3.12 Перпендикулярность оси вращения шпинделя направлениям перемещения рабочих органов по осям ![]() (стол продольно) и
(стол продольно) и ![]() (салазки, шпиндельная головка по поперечине)
(салазки, шпиндельная головка по поперечине)
|
|
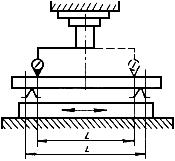
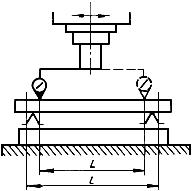
Таблица 7
Ширина рабочей поверхности стола, мм |
| Допуск, мкм |
До 320 | 150 | 5 |
Св. 320 " 500 | 200 | 6 |
" 500 " 800 | 300 | 8 |
" 800 | 500 | 10 |
Измерения - по ГОСТ 22267, раздел 9, метод 3 (рисунок 23) - при перемещении стола, салазок; метод 3а (рисунок 24) - при перемещении шпиндельной головки по поперечине.
Поверочная линейка устанавливается в средних сечениях (продольном и поперечном) стола и выставляется по нулям по осям ![]() и
и ![]() при средних положениях шпинделя и шпиндельной головки по высоте. Измерения проводят при перемещениях рабочих органов на длину
при средних положениях шпинделя и шпиндельной головки по высоте. Измерения проводят при перемещениях рабочих органов на длину ![]() , равную 1,25
, равную 1,25![]() .
.
3.13 Точность линейных координатных перемещений рабочего органа (для станков с ручным управлением, с цифровой индикацией и предварительным набором координат без точной установки рабочего органа в автоматическом режиме)
|
|
|



Таблица 8
Наибольшая длина перемещения проверяемого рабочего органа, мм | Допуск, мкм |
До 320 | 2,5 |
Св. 320 " 500 | 3,0 |
" 500 " 800 | 4,0 |
" 800 " 1250 | 5,0 |
" 1250 " 2000 | 6,0 |
" 2000 | 8,0 |
Примечания:
1 Для станков с отношением перемещений ![]() не более 1,6 допуск устанавливают по наибольшему из указанных перемещений.
не более 1,6 допуск устанавливают по наибольшему из указанных перемещений.
2 Допуски по осям координат ![]() и
и ![]() устанавливают, при необходимости, в технических условиях.
устанавливают, при необходимости, в технических условиях.
Измерения - по ГОСТ 22267, раздел 19, методы 1 (рисунок 25), 2 (рисунок 26) или 3 (рисунок 27).
Измерения проводят по каждой оси координат, при расстоянии между точками измерений не более 0,02 длины перемещения. Установка координат производится вручную. Подход рабочего органа в заданные позиции - односторонний.
Измерения проводят в плоскости по возможности приближенной к рабочей поверхности стола к средней (осевой) линии или плоскости рабочего пространства. При использовании микроскопа его укрепляют на шпиндельной головке возможно ближе к оси шпинделя, перпендикулярно направлению проверяемого перемещения.
Для специальных станков положение измерительных устройств устанавливают в технических условиях.
3.14 Точность линейного позиционирования рабочего органа (для станков с автоматической точной установкой рабочего органа):
3.14.1 Точность двухстороннего позиционирования ![]() ;
;
3.14.2 Повторяемость двухстороннего позиционирования ![]() ;
;
3.14.3 Максимальная зона нечувствительности ![]() ;
;
3.14.4 Точность одностороннего позиционирования ![]() ;
; ![]() ;
;
3.14.5 Повторяемость одностороннего позиционирования ![]() ,
, ![]()
|
|
|



Таблица 9
Наибольшая длина перемещения проверяемого рабочего органа, мм | Допуск ( | ||||
|
|
|
|
| |
До 320 | 5 | 2,5 | 2,0 | 4 | 2,0 |
Св. 320 " 500 | 6 | 3,0 | 2,5 | 5 | 2,5 |
" 500 " 800 | 8 | 4,0 | 3,0 | 6 | 3,0 |
" 800 " 1250 | 10 | 5,0 | 4,0 | 8 | 4,0 |
" 1250 " 2000 | 12 | 6,0 | 5,0 | 10 | 5,0 |
" 2000 | 16 | 8,0 | 6,0 | 12 | 6,0 |
Примечания
1 Для станков с отношением перемещений ![]() не более 1,6 допуск устанавливают по наибольшему из указанных перемещений для всех осей координат.
не более 1,6 допуск устанавливают по наибольшему из указанных перемещений для всех осей координат.
2 Допуски по осям координат ![]() и
и ![]() в технически обоснованных случаях могут быть увеличены по сравнению с указанными в таблице, но не более чем в 2,5 раза.
в технически обоснованных случаях могут быть увеличены по сравнению с указанными в таблице, но не более чем в 2,5 раза.
3 Допуски на точность позиционирования при одностороннем подходе и повторяемость позиционирования при одностороннем подходе устанавливают при необходимости гарантирования максимально возможной точности при программировании обработки с односторонним подходом.
Измерения - по ГОСТ 27843, раздел 3, методы 1 (рисунки 28 и 29) или 4 (рисунок 30).
При измерении точности линейного позиционирования образцовую штриховую меру располагают как в проверке 3.13.
Измерение точности линейного позиционирования проводят по каждой оси координат в исходном и ![]() заданных положениях рабочего органа.
заданных положениях рабочего органа.
Произвольные ![]() положений устанавливают с интервалами
положений устанавливают с интервалами ![]() близкими, но не равными между собой и не кратными шагу измерительного устройства. Количество положений, в которых проводят измерения (помимо исходного), должно быть не менее 13, а расстояния между ними не более 100 мм. Крайние из
близкими, но не равными между собой и не кратными шагу измерительного устройства. Количество положений, в которых проводят измерения (помимо исходного), должно быть не менее 13, а расстояния между ними не более 100 мм. Крайние из ![]() положений устанавливают на расстоянии не более 0,25 среднего значения
положений устанавливают на расстоянии не более 0,25 среднего значения ![]() от концов перемещения проверяемого рабочего органа.
от концов перемещения проверяемого рабочего органа.
В исходном положении измеряют повторяемость позиционирования при одностороннем и двустороннем подходе рабочего органа (если исходное положение находится не на одном из концов перемещения).
В ![]() произвольных положениях измеряют точность и повторяемость позиционирования и максимальную зону нечувствительности при реверсировании.
произвольных положениях измеряют точность и повторяемость позиционирования и максимальную зону нечувствительности при реверсировании.
При измерении точности линейного позиционирования проводят последовательные автоматические перемещения проверяемого рабочего органа в заданные положения на скорости, устанавливаемой в эксплуатационных документах на станок без нагружения рабочего органа силами резания или массой обрабатываемой детали; при измерении точности и повторяемости позиционирования при одностороннем подходе - в одном направлении, установленном в эксплуатационных документах на станок, не менее пяти раз, при измерении точности и повторяемости позиционирования при двустороннем подходе и максимальной зоны нечувствительности при реверсировании - в обоих противоположных направлениях не менее пяти раз в каждом направлении.
Основные определения, методика математической обработки и порядок оформления результатов измерения точности позиционирования - по ГОСТ 27843.
Для станков класса точности С по согласованию между изготовителем и потребителем допускается определение статистических параметров точности позиционирования рабочих органов с доверительной вероятностью 0,95. Для этого случая уточненные формулы расчета параметров ![]() и
и ![]() приведены в приложении А.
приведены в приложении А.
4 ТОЧНОСТЬ ОБРАЗЦА-ИЗДЕЛИЯ
Для испытания на точность используют образцы-изделия из чугуна с временным сопротивлением на разрыв ![]() от 200 до 250 Н/мм
от 200 до 250 Н/мм![]() , или стали с
, или стали с ![]() от 350 до 450 Н/мм
от 350 до 450 Н/мм![]() , или цветных металлов и сплавов с
, или цветных металлов и сплавов с ![]() от 120 до 240 Н/мм
от 120 до 240 Н/мм![]() . Поверхности, используемые как технологические или контрольные базы, должны быть обработаны окончательно.
. Поверхности, используемые как технологические или контрольные базы, должны быть обработаны окончательно.
Общие требования к образцам-изделиям - по ГОСТ 25443. Размеры образцов-изделий должны соответствовать указанным на рисунках 31-35, 46 и в таблицах 10, 11, 13, 18. На срок до 31.12.1996 г. допускается вместо обработки основного образца-изделия по рисунку 35 (4.2) проводить обработку образца-изделия по рисунку 46 с размерами по таблице 18 (4.4).
Допускаемые отклонения размеров от номинального значения ±10%.
Методы проверки точности образцов-изделий - по ГОСТ 25889.1, ГОСТ 25889.2, ГОСТ 25889.3, ГОСТ 25889.4 и указанному в 4.2.7.
Термины и определения, относящиеся к основным видам отклонений, допусков формы и расположения поверхностей - по ГОСТ 24642.
Образец-изделие следует устанавливать в средней части станка симметрично средней линии стола.
Допуски при проверках точности образцов-изделий станков класса точности С не должны превышать значений, указанных в 4.1-4.4 (для образцов-изделий станков класса точности А допуски увеличивают в 1,6 раза).
4.1 Точность обработки образцов-изделий на станках с ручным управлением (с цифровой индикацией и предварительным набором координат без точной установки рабочего органа в автоматическом режиме)
4.1.1 Точность межосевых расстояний отверстий образца после чистовой обработки
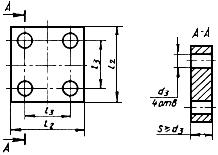
Рисунок 31
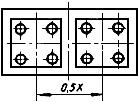
Рисунок 32
Таблица 10
В миллиметрах
Ширина стола |
|
|
|
500 | 125 | 80 | 12-20 |
500 " 1250 | 160 | 100 | 20-30 |
" 1250 | 200 | 125 | 30-40 |
В образце-изделии с размерами по таблице 10 проводят чистовое растачивание (шлифование) отверстий (рисунки 31, 32).
При наибольшем перемещении стола ![]() 800 мм рекомендуется использовать два образца-изделия (рисунок 31), симметрично расположенных вдоль оси
800 мм рекомендуется использовать два образца-изделия (рисунок 31), симметрично расположенных вдоль оси ![]() на расстоянии между осями образцов-изделий, равном 0,5 перемещения по оси
на расстоянии между осями образцов-изделий, равном 0,5 перемещения по оси ![]() (рисунок 32).
(рисунок 32).
Измерения проводят с помощью:
1 - специального приспособления, предназначенного для измерения межосевых расстояний;
2 - координатно-измерительной машины, микроскопа.
В случае 1 проверку проводят не снимая образца со станка.
Допуск, мкм, для станков с шириной стола, мм: до 500 - 4, св. 500 до 1250 - 5, св. 1250 - 6.
Погрешность межосевых расстояний ![]() равна разности фактического и заданного расстояний между осями отверстий.
равна разности фактического и заданного расстояний между осями отверстий.
4.1.2 Точность геометрической формы отверстия:
4.1.2.1. круглость;
4.1.2.2. постоянство диаметра в любом продольном сечении
|
|
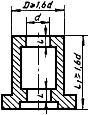
Таблица 11
мм
Размер, мм | Конец шпинделя КРС по ГОСТ 30064 | Диаметр шейки шпинделя КШС в передней опоре, мм | ||||
с конусом 7:24 | с конусом Морзе | |||||
30 | 40; 45; 50 | 0; 1; 2 | 3 | до 63 | св. 63 | |
| 20+40 | 40+120 | 20+40 | 40+120 | - | - |
| 5+10 | 10+30 | 5+10 | 10+30 | - | - |
| - | - | - | - | 20+40 | 40+120 |
В образцах-изделиях по рисунку 33 (для КРС) и 34 (для КШС) с размерами по таблице 11 проводят чистовое растачивание (шлифование) отверстий.
Проверка круглости - по ГОСТ 25889.1, метод 1 с помощью кругломера по ГОСТ 17353.
Проверка постоянства диаметра отверстия - по ГОСТ 25889.4 с помощью универсальных средств для измерения отверстий. Отклонение равно наибольшей алгебраической разности значений размера ![]() .
.
Для станков класса точности А допускается вместо проверки 4.1.2.1 проводить проверку постоянства диаметра в поперечном сечении с увеличением допускаемых отклонений в два раза.
Таблица 12
Коней шпинделя КPC | Диаметр шейки планетарного шпинделя КШС в передней опоре, мм | Проверка | Допуск, мкм | |
с конусом 7:24 | с конусом Морзе | |||
30 | 0; 1; 1 | До 63 | 4.1.2.1 | 1,6 |
4.1.2.2 | 3,0 | |||
40; 45; 50 | 3 | св. 63 | 4.1.2.1 | 2,0 |
4.1.2.2 | 4,0 | |||
4.2 Точность обработки образца-изделия на станках, оснащенных устройством числового программного управления
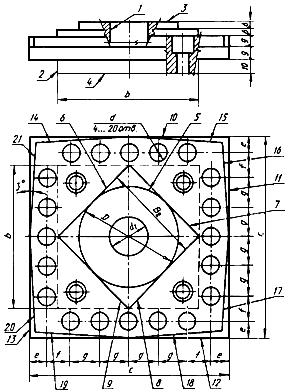
Рисунок 35
Примечания
1 Четыре обязательных отверстия диаметром ![]() располагают на осях симметрии квадрата со стороной
располагают на осях симметрии квадрата со стороной ![]() , дополнительные отверстия выбираются произвольно из указанных на рисунке 35.
, дополнительные отверстия выбираются произвольно из указанных на рисунке 35.
2 Допускается увеличение размеров по высоте обрабатываемых поверхностей образца и расстояний их от базы и между собой.
Таблица 13
Ширина стола, мм |
|
|
|
|
|
|
|
|
До 800 | 113 | 160 | 80 | 12...16 | 30 | 14,5 | 15,5 | 25 |
Св. 800 | 226 | 320 | 160 | 16...25 | 50 | 30 | 30 | 50 |
Условия обработки образца-изделия по рисунку 35 с размерами по таблице 13 на станках с контурными устройствами ЧПУ:
Поверхности 3, 5, 6-9, 10-21 образца-изделия на рисунке 35 должны быть предварительно обработаны до получения окончательной формы образца-изделия с припуском на чистовую обработку (для КШС предварительно обрабатываются также отверстия ![]() и
и ![]() ).
).
Поверхность 4 обработана окончательно.
Образец-изделие по рисунку 35 закрепляют в середине стола, причем поверхность 12 выверяют параллельно траектории продольного перемещения стола.
Для станков с наибольшим перемещением стола ![]() 800 мм рекомендуется использовать два образца-изделия, которые должны закрепляться на расстоянии между осями их симметрии, равном 0,5 наибольшего рабочего перемещения
800 мм рекомендуется использовать два образца-изделия, которые должны закрепляться на расстоянии между осями их симметрии, равном 0,5 наибольшего рабочего перемещения ![]() по оси
по оси ![]() , и симметрично относительно средних сечений рабочей поверхности стола.
, и симметрично относительно средних сечений рабочей поверхности стола.
Обработку образца-изделия по рисунку 35 проводят в следующей последовательности:
- сверление, рассверливание и предварительное растачивание (для КШС - предварительное шлифование ранее обработанного с припуском) отверстия ![]() ;
;
- чистовое фрезерование (шлифование) поверхности 3 "круга" в три прохода с обеспечением ширины фрезерования (шлифования) (полос), примерно равной 0,3 диаметра ![]() поверхности 3, и с перекрытием между проходами не более 15 мм;
поверхности 3, и с перекрытием между проходами не более 15 мм;
- чистовое фрезерование (шлифование) поверхности 5 "круга";
- чистовое фрезерование (шлифование) поверхностей 6...9 "ромба";
- чистовое фрезерование (шлифование) поверхностей 10...13 "квадрата";
- чистовое фрезерование (шлифование) наклонных поверхностей 14...21 (угол наклона 3°);
- сверление, рассверливание (при необходимости) и растачивание (для КШС - шлифование предварительно обработанных) отверстий ![]() ;
;
- работа на холостом ходу с периодическим включением перемещения рабочих органов и непрерывным вращением шпинделя с частотой вращения, равной половине максимальной частоты вращения, в течение не менее одного часа (с учетом времени обработки) (для КШС - планетарного шпинделя и шлифовального шпинделя со средней частотой вращения из комплекта шлифовальных шпинделей, поставляемого со станком);
- чистовое растачивание (шлифование) отверстия ![]() .
.
Тип, материал, размеры и требования к режущему инструменту, а также режимы чистовой обработки образца-изделия, должны соответствовать установленным в эксплуатационных документах на станок. На станках с позиционными устройствами ЧПУ обрабатывают образцы по 4.1 с расширением допусков при обработке образцов по 4.1.1 в 1,25 раза по сравнению с указанными в 4.1.
4.2.1 Прямолинейность поверхностей:
а) торца (поверхность 3);
б) боковых сторон (поверхности 6...21)
|
|
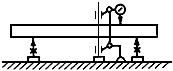
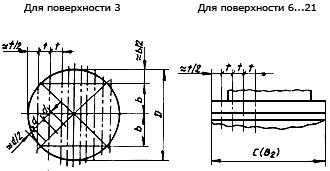
Таблица 14
Ширина стола, мм | Проверка | Допуск, мкм |
До 800 | 4.2.1а | 4 |
4.2.1б | 5 | |
Св. 800 | 4.2.1а | 5 |
4.2.1б | 6 |
На поверочную плиту устанавливают: образец-изделие на опорах, измерительный прибор, закрепленный в стойке так, чтобы его измерительный наконечник касался верхней поверхности образца-изделия (рисунок 36).
Проверяемая поверхность образца-изделия устанавливается так, чтобы крайние точки измеряемого профиля находились на одинаковом расстоянии от поверочной плиты.
Стойку с измерительным прибором перемещают. Измерения прямолинейности поверхности 3 проводят в продольных, поперечных и диагональных сечениях.
Расстояние между точками измерения равно ![]() ;
; ![]() .
.
4.2.2 Параллельность поверхности 3 относительно поверхности 4 в продольном и поперечном сечениях
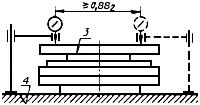
Рисунок 38
Допуск, мкм, для станков с шириной стола: до 800 мм - 4, св. 800 мм - 5.
Измерения - по ГОСТ 25889.2, метод 1 (рисунок 38).
Измерения прямолинейности поверхностей 6...21 проводят в продольном сечении, расположенном посередине высоты обработанной поверхности.
Расстояние между точками измерения равно ![]() (
(![]() ).
).
Рекомендуемое расположение сечений и точек измерения по рисунку 37.
За результат проверки принимают наибольшее отклонение из всех измеренных сечений обработанных образцов-изделий.
4.2.3 Перпендикулярность сторон прямого и наклонного квадратов (поверхности 6...13)
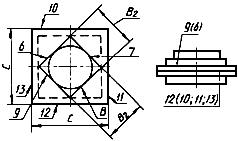
Рисунок 39
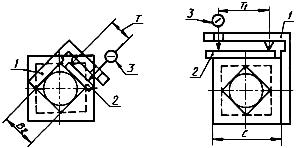
Рисунок 40
Таблица 15
Ширина стола, мм | Длина измерения | Допуск, мкм |
До 800 |
| 6 |
| 5 | |
Св. 800 |
| 10 |
| 8 |
Измерения - по ГОСТ 25889.3, метод 2 (рисунки 39, 40).
При проверке угловой держатель 1 с измерительным прибором 3 устанавливают на одной из обработанных сторон 6, 8, 10, 12 (по возможности в середине этой стороны по высоте), а линейку 2 прикладывают к перпендикулярной стороне квадрата. Измерения последовательно проводят по всем четырем углам.
База измерения ![]() должна быть не менее 0,8
должна быть не менее 0,8![]() .
.
4.2.4 Точность положения наклонных поверхностей 14...21
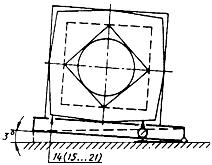
Рисунок 41
Допуск, мкм, для станков с шириной стола: до 800 мм - 6, св. 800 мм - 10.
Измерения проводят на поверочной плите с использованием универсальных измерительных средств, либо специального приспособления (рисунок 41).
Измерения проводят в среднем по высоте сечения проверяемой поверхности на длине измерения, крайние точки которой расположены на расстоянии, равном приблизительно 5 мм от концов поверхности. Погрешность расположения равна алгебраической разности показаний измерительного прибора в крайних точках длины измерения.
4.2 Круглость:
а) отверстия ![]() ;
;
б) поверхности 5
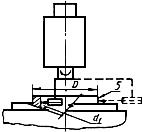
Рисунок 42
Таблица 16
Ширина стола, мм | Проверка | Допуск, мкм |
До 800 | 4.2.5а | 2 |
4.2.5б | 8 | |
Св. 800 | 4.2.5а | 2 |
4.2.5б | 10 |
Измерения - по ГОСТ 25889.1, метод 1 (рисунок 42).
Проверку расточенного (шлифованного) отверстия проводят в двух сечениях на расстоянии, равном приблизительно 5 мм от его торцов; проверку наружной фрезерованной (шлифованной) поверхности проводят в среднем (или близком к нему) сечении по высоте.
Допускается проводить измерение универсальными измерительными средствами.
Для станков класса точности А допускается вместо проверки методом 1 ГОСТ 25889.1 проводить проверку постоянства диаметра в поперечном сечении с увеличением допускаемых отклонений в 2 раза.
4.2.6 Постоянство диаметра в продольном сечении отверстия ![]()
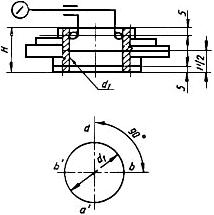
Рисунок 43
Допуск, мкм, для станков с шириной стола: до 800 мм - 2,5; св. 800 мм - 4.
Измерения - по ГОСТ 25889.4 в сечениях ![]() и
и ![]() (рисунок 43).
(рисунок 43).
4.2.7 Соосность отверстия ![]() с поверхностью 5
с поверхностью 5
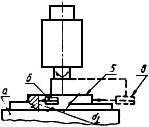
Рисунок 44
Допуск, мкм, для станков с шириной стола: до 800 мм - 6; св. 800 мм - 10.
Измерения проводят с использованием прибора для определения круглости, в котором круговое движение совершает измерительный наконечник прибора (рисунок 44).
На предметный столик ![]() прибора устанавливают образец-изделие, на шпиндель прибора устанавливают наконечник
прибора устанавливают образец-изделие, на шпиндель прибора устанавливают наконечник ![]() , совмещают ось отверстия
, совмещают ось отверстия ![]() с осью шпинделя прибора и записывают на бланке круглограмму поверхности отверстия
с осью шпинделя прибора и записывают на бланке круглограмму поверхности отверстия ![]() . He смещая образец-изделие и не меняя масштаба М записи устанавливают на шпиндель прибора наконечник
. He смещая образец-изделие и не меняя масштаба М записи устанавливают на шпиндель прибора наконечник ![]() и записывают на этом же бланке круглограмму поверхности 5. С помощью шаблона с концентрическими окружностями фиксируют положения центров обеих круглограмм и измеряют расстояние
и записывают на этом же бланке круглограмму поверхности 5. С помощью шаблона с концентрическими окружностями фиксируют положения центров обеих круглограмм и измеряют расстояние ![]() между ними. Допуск соосности
между ними. Допуск соосности ![]() отверстия
отверстия ![]() и поверхности 5 будет равен:
и поверхности 5 будет равен:
![]() .
.
Допускается проводить измерение специальным контрольным приспособлением или на координатно-измерительной машине.
4.2.8 Точность межосевых расстояний:
а) между соседними отверстиями в одном ряду;
б) между любыми двумя отверстиями в одном ряду
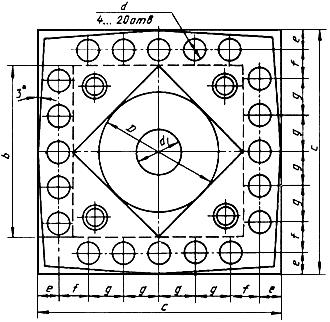
Рисунок 45
Таблица 17
Ширина стола (стола-спутника), мм | Проверка | Допуск, мкм |
До 800 | 4.2.8а | 4 |
4.2.8б | 6 | |
Св. 800 | 4.2.8а | 5 |
4.2.8б | 8 |
Измерения проводят с использованием координатно-измерительной машины, микроскопа или специальных приспособлений, предназначенных для измерения межосевых расстояний.
Погрешность межосевых расстояний равна разности фактического и заданного расстояний между осями двух соседних отверстий в каждом из двух горизонтальных и двух вертикальных рядов (а) или между любыми двумя отверстиями в этих же рядах (б).
4.3 Шероховатость обработанной поверхности при шлифовании образца
Проверка проводится на КШС при обработке образца по рисунку 35, изготовленного из стали твердостью не менее 56,5 HRC![]() .
.
Параметр шероховатости ![]() по ГОСТ 2789 должен быть не более 0,16 мкм.
по ГОСТ 2789 должен быть не более 0,16 мкм.
Измерение шероховатости проводят с помощью контактного профилометра по ГОСТ 19300.
4.4 Точность обработки образца-изделия на станках, оснащенных устройством числового программного управления
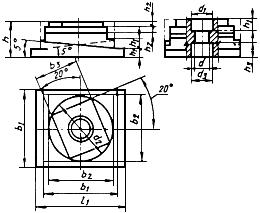
Рисунок 46
Примечания:
1 Штриховой линией показаны контуры заготовки, несовпадающие с контурами окончательно обработанного образца-изделия.
2 Отверстие ![]() должно быть предварительно выполнено в заготовке.
должно быть предварительно выполнено в заготовке.
3 Допускается выполнение на образце-изделии крепежных отверстий (пазов).
4 На образце для КШС при необходимости на обрабатываемых поверхностях предварительно выполняют канавки для выхода инструмента.
5 Для станков, не имеющих по оси ![]() перемещений в следящем режиме, поверхность под углом 5° не обрабатывается.
перемещений в следящем режиме, поверхность под углом 5° не обрабатывается.
Таблица 18
Ширина стола |
|
|
|
|
|
|
|
|
|
|
До 800 | 200 | 160 | 77,782 | 250 | 100 | 25 | 15 | 60 | 65 | 70 |
Св. 800 | 260 | 220 | 155,563 | 320 | 120 | 30 | 20 | 95 | 100 | 100 |
4.4.1 Плоскостность торцовой поверхности повернутого параллелепипеда:
а) общая;
б) перепад между полосами от переходов инструмента
Допуск, мкм, для стола шириной, мм:
до 800 | а) 4; б) 3 | |||
св. 800 | а) 5; б) 4 | |||
4.4.2 Параллельность торцовой поверхности повернутого параллелепипеда основанию образца-изделия
Допуск, мкм, для стола шириной, мм:
до 800 | 4 | |||
св. 800 | 5 | |||
4.4.3 Прямолинейность боковых поверхностей повернутого параллелепипеда
Допуск, мкм, для стола шириной, мм:
до 800 | 5 | |||
св. 800 | 6 | |||
4.4.4 Перпендикулярность боковых поверхностей повернутого параллелепипеда
Допуск, мкм, для стола шириной, мм:
до 800 | 6 | |||
св. 800 | 8 | |||
4.4.5 Точность положения наклонной под углом 5° поверхности
Допуск, мкм, для стола шириной, мм:
до 800 | 6 | |||
св. 800 | 8 | |||
4.4.6 Круглость наружной цилиндрической поверхности при контурной обработке
Допуск, мкм, для стола шириной, мм:
до 800 | 8 | |||
св. 800 | 10 | |||
4.4.7 Соосность отверстий ![]() и
и ![]()
Допуск, мкм, для стола шириной, мм:
до 800 | 6 | |||
св. 800 | 8 | |||
На станки класса точности А не распространяется.
Обработку на КPC проводят по контрольной программе в следующем порядке:
чистовое растачивание отверстия ![]() ;
;
чистовое фрезерование торцовой поверхности повернутого под углом 20° параллелепипеда в три прохода с обеспечением ширины фрезерования (полос) примерно равной 0,3 стороны торцовой поверхности и с перекрытием между проходами не более 15 мм;
чистовое фрезерование боковых поверхностей повернутого параллелепипеда со стороной ![]() ;
;
чистовое фрезерование наружной цилиндрической поверхности диаметром ![]() ;
;
чистовое фрезерование двух боковых поверхностей параллелепипеда со стороной ![]() и поверхностей, параллельных основанию образца-изделия;
и поверхностей, параллельных основанию образца-изделия;
чистовое фрезерование двух боковых поверхностей параллелепипеда со стороной ![]() и поверхностей, наклонных под углом 5° к основанию образца-изделия;
и поверхностей, наклонных под углом 5° к основанию образца-изделия;
работа на холостом ходу с периодическим включением перемещений рабочих органов и непрерывным вращением шпинделя с частотой вращения, равной половине максимальной частоты вращения, в течение не менее 1 ч (с учетом времени обработки);
чистовое растачивание отверстия ![]() .
.
На образце-изделии для КШС по рисунку 46 обрабатывают последовательно только отверстие ![]() , боковые поверхности повернутого параллелепипеда со стороной
, боковые поверхности повернутого параллелепипеда со стороной ![]() , наружную цилиндрическую поверхность
, наружную цилиндрическую поверхность ![]() и отверстие
и отверстие ![]() .
.
Измерение образца-изделия проводят:
в проверке 4.4.1 - по ГОСТ 22267, раздел 4, методы 2 или 3 в трех продольных (перпендикулярно направлению проходов при фрезеровании или шлифовании) и двух диагональных сечениях;
в проверке 4.4.2 - по ГОСТ 25889.2, метод 1;
в проверке 4.4.3 - с использованием измерительного прибора, установленного так, чтобы измерительный наконечник касался проверяемой боковой поверхности повернутого параллелепипеда (в среднем сечении) и перемещающегося по поверочной линейке, установленной так, чтобы показания измерительного прибора были одинаковыми на концах проверяемой боковой поверхности. Отклонение равно наибольшей алгебраической разности показаний прибора для измерения длины;
в проверке 4.4.4 - по ГОСТ 25889.3, метод 2;
в проверке 4.4.5 - на поверочной плите с использованием универсальных измерительных средств либо специального контрольного приспособления. Отклонение равно алгебраической разности фактической и расчетной разновысотности точек, расположенных на расстоянии 5 мм от края среднего сечения наклонной поверхности;
в проверке 4.4.6 - по ГОСТ 25889.1, метод 1. Допускается проводить измерение с использованием универсальных средств для измерения диаметров;
в проверке 4.4.7 - с использованием прибора для измерения круглости либо специального контрольного приспособления.
Допускается проводить измерения с использованием координатно-измерительной машины или универсального измерительного микроскопа.
ПРИЛОЖЕНИЕ А (обязательное). УТОЧНЕННЫЕ ФОРМУЛЫ РАСЧЕТА ПАРАМЕТРОВ R(j) И A
ПРИЛОЖЕНИЕ А
Обязательное
УТОЧНЕННЫЕ ФОРМУЛЫ РАСЧЕТА ПАРАМЕТРОВ ![]() И
И ![]()
В случае, если по согласованию между изготовителем и потребителем для станков класса точности С при определении статистических параметров точности позиционирования рабочих органов принимается доверительная вероятность 0,95, то вычисление параметров ![]() и
и ![]() по ГОСТ 27843 должно проводиться со следующими изменениями:
по ГОСТ 27843 должно проводиться со следующими изменениями:
1 Формула (7) в измененном виде:
![]() или
или ![]()
2 формула (8) в измененном виде:
![]() *
*
________________
* Формула соответствует оригиналу. - Примечание изготовителя базы данных.
3 формула (10) в измененном виде:
![]()
В остальном методика математической обработки и порядок оформления результатов измерения точности позиционирования по ГОСТ 27843 сохраняются неизменными.
ПРИЛОЖЕНИЕ Б (рекомендуемое). ПАРАЛЛЕЛЬНОСТЬ БОКОВЫХ СТОРОН НАПРАВЛЯЮЩЕГО ПАЗА (КОНТРОЛЬНОЙ КРОМКИ) СТОЛА ТРАЕКТОРИИ ПЕРЕМЕЩЕНИЯ СТОЛА
ПРИЛОЖЕНИЕ Б
Рекомендуемое
|
|


Таблица Б.1
Наибольшая длина перемещения стола, мм | Допуск, мкм |
До 320 | 3 |
Св. 320 " 500 | 4 |
" 500 " 800 | 5 |
" 800 " 1250 | 6 |
" 1250 " 2000 | 8 |
" 2000 | 10 |
Измерения - по ГОСТ 22267, раздел 6, метод 1б (рисунок Б.1) или 1а (рисунок Б.2).
Расстояние между точками измерения не должно превышать 0,1 длины перемещения, но не более 200 мм. Начальная точка измерения должна отстоять от края направляющего паза (контрольной кромки) примерно на 0,5 длины интервала измерений.
Измерения проводят по обеим боковым сторонам направляющего паза.
Рабочий орган перемещают на всю длину рабочего перемещения, но не более длины паза (контрольной кромки).