ГОСТ 17734-88
(СТ СЭВ 5937-87)
Группа Г81
ГОСУДАРСТВЕННЫЙ СТАНДAPT СОЮЗА ССР
СТАНКИ ФРЕЗЕРНЫЕ КОНСОЛЬНЫЕ
Нормы точности и жесткости
Knee-type millers.
Standards of accuracy and rigidity
ОКП 38 1600
Срок действия с 01.01.90
до 01.01.95*
___________________________________
* Ограничение срока действия снято по
протоколу N 4-93 Межгосударственного Совета
по стандартизации, метрологии и сертификации.
(ИУС N 4, 1994 год). - Примечание.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
ИСПОЛНИТЕЛИ
А.Н.Байков, канд. техн. наук; С.С.Кедров, канд. техн. наук; Н.П.Семченкова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 13.06.88 N 1732
3. Срок проверки 1993 г., периодичность проверки 5 лет.
4. Стандарт соответствует СТ СЭВ 5937-87 в части норм точности станков
5. ВЗАМЕН ГОСТ 17734-81
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта, приложения |
ГОСТ 8-82 | 1.1 |
ГОСТ 7035-75 | 3.1 |
ГОСТ 22267-76 | 1.4.1, 1.4.3-1.4.18, 2.4 |
ГОСТ 24643-81 | Приложение |
ГОСТ 25347-82 | Приложение |
ГОСТ 25443-82 | 2.1 |
ГОСТ 25889.1-83 | 2.7 |
ГОСТ 25889.2-83 | 2.5 |
ГОСТ 25889.3-83 | 2.6, приложение |
Настоящий стандарт распространяется на фрезерные консольные станки с горизонтальным или вертикальным шпинделем классов точности Н (I) и П (II) (широкоуниверсальные - класса точности П (II), изготавливаемые для нужд народного хозяйства и экспорта.
Настоящий стандарт не распространяется на специальные и специализированные станки.
1. ТОЧНОСТЬ СТАНКА
1. ТОЧНОСТЬ СТАНКА
1.1. Общие требования к испытаниям станков на точность - по ГОСТ 8-82.
1.2. Методы проверки точности станков, указанные в настоящем стандарте как предпочтительные, следует применять в качестве обязательных в случае возникновения разногласий между изготовителем и потребителем в оценке качества поставляемых станков.
1.3. Номенклатура средств измерения и предъявляемые к ним основные технические требования приведены в приложении.
1.4. Нормы точности станков не должны превышать значений, указанных в пп.1.4.1-1.4.18.
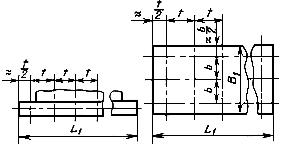
1.4.1. Прямолинейность рабочей поверхности стола в продольном и поперечном сечениях
Таблица 1
Длина измерения, мм | Допуск, мкм, для станков класса точности | |
Н | П | |
До 250 | 16 | 10 |
" 400 | 20 | 12 |
400 " 630 | 25 | 16 |
630 " 1000 | 30 | 20 |
1000 | 40 | 25 |
Выпуклость рабочей поверхности стола не допускается.
Измерения следует проводить по ГОСТ 22267-76 (разд.4, предпочтительно методы 3 или 6). Рекомендуемое расположение сечений и точек измерения - по черт.1.
Черт.1
Метод измерения 3 применяют при длине стола ![]() до 1200 мм:
до 1200 мм: ![]() , но не менее 100 мм;
, но не менее 100 мм; ![]() .
.
Методы 3 и 6 применяют при длине стола ![]() св. 1200 мм:
св. 1200 мм: ![]() , но не менее 150 мм и не более 300 мм;
, но не менее 150 мм и не более 300 мм; ![]() .
.
Стол и салазки устанавливают в среднее положение.
Для станков длиной рабочей поверхности стола св. 1000 мм поперечные сечения измерения должны быть расположены на расстоянии ![]() .
.
Количество сечений должно быть не менее трех.
При необходимости выбора другого расположения сечений или точек измерения из-за расположения Т-образных пазов и каналов для отвода смазочно-охлаждающей жидкости расположение их указывают в эксплуатационных документах на станок конкретного типоразмера
1.4.2. Прямолинейность направляющего паза
Таблица 2
Длина рабочей поверхности стола, мм | Допуск, мкм, для станков класса точности | |
Н | П | |
До 400 | 12 | 8 |
Св. 400 " 630 | 16 | 10 |
630 " 1000 | 20 | 12 |
1000 " 1600 | 25 | 16 |
1600 | 30 | 20 |
Измерение следует проводить в соответствии со схемой, указанной на черт.2.
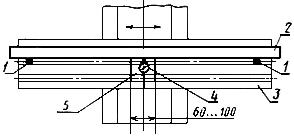
Черт.2
Проверяют выверочную сторону направляющего паза*.
________________
* За выверочную сторону направляющего паза принимают ближнюю к станине боковую сторону.
На рабочей поверхности стола 4 (черт.2) с помощью упоров 1, равных ширине паза и установленных в паз на концах стола, располагают линейку 3. Вдоль линейки, по проверяемой стороне паза от упора паза перемещают ползушку 5 с измерительным прибором 2, закрепленным так, чтобы его измерительный наконечник касался рабочей поверхности линейки и был ей перпендикулярен.
Отклонение определяют как наибольшую алгебраическую разность показаний прибора на всей длине перемещения.
1.4.3. Постоянство расстояния между траекторией продольного перемещения стола и боковой поверхностью направляющего паза
Измерение следует проводить по ГОСТ 22267-76 (разд.24, предпочтительно метод 2), в соответствии со схемой, указанной на черт.3.
Черт.3
Консоль и салазки устанавливают в среднее положение и закрепляют.
Стол перемещают в продольном направлении на всю длину хода.
Допускается проводить измерения параллельности направляющего паза стола траектории его продольного перемещения. В этом случае допуск уменьшают в 1,26 раза по сравнению с указанным в табл.3.
Таблица 3
Длина продольного перемещения стола, мм | Допуск, мкм, для станков класса точности | |
Н | П | |
До 400 | 20 | 12 |
Св. 400 " 630 | 25 | 16 |
630 " 1000 | 30 | 20 |
1000 | 40 | 25 |
1.4.4. Перпендикулярность поперечного перемещения стола к направлению его продольного перемещения
Допуск на длине перемещения ![]() до 250 мм для станков класса точности Н - 16 мкм, для станков класса точности П - 10 мкм;
до 250 мм для станков класса точности Н - 16 мкм, для станков класса точности П - 10 мкм;
на длине перемещения ![]() св. 250 мм для станков класса точности Н - 20 мкм, для станков класса точности П - 12 мкм.
св. 250 мм для станков класса точности Н - 20 мкм, для станков класса точности П - 12 мкм.
Измерение следует проводить по ГОСТ 22267-76 (разд.8, предпочтительно метод 1), в соответствии со схемой, указанной на черт.4.
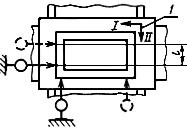
1 - направление перемещений
Черт.4
Стол и консоль устанавливают в среднее положение.
Допускается проводить измерения перпендикулярности направляющего паза стола траектории его поперечного перемещения.
1.4.5. Прямолинейность и параллельность траектории продольного перемещения стола относительно его рабочей поверхности
Таблица 4
Длина продольного перемещения стола, мм | Допуск, мкм, для станков класса точности | |
Н | П | |
До 400 | 20 | 12 |
Св. 400 " 630 | 25 | 16 |
630 " 1000 | 30 | 20 |
1000 | 40 | 30 |
Измерение следует проводить по ГОСТ 22267-76 (разд.6, предпочтительно метод 1a), в соответствии со схемой, указанной на черт.5.
Черт.5
Салазки и консоль устанавливают в среднее положение.
Поверочную линейку устанавливают в середине стола.
Стол перемещают в продольном направлении на всю длину хода.
Допускается проводить измерение без поверочной линейки.
1.4.6. Прямолинейность и параллельность траектории поперечного перемещения стола относительно его рабочей поверхности
Допуск на длине поперечного перемещения стола до 250 мм для станков класса точности Н - 16 мкм, для станков класса точности П - 10 мкм, а на длине поперечного перемещения стола св. 250 мм допуск для станков класса точности Н - 20 мкм, для станков класса точности П - 12 мкм.
Измерение следует проводить по ГОСТ 22267-76 (разд.6, предпочтительно метод 1), в соответствии со схемой, указанной на черт.6.
Черт.6
Стол и консоль устанавливают в среднее положение.
Поверочную линейку устанавливают в середине стола.
Стол перемещают в поперечном направлении на всю длину хода.
Допускается проводить измерение без поверочной линейки.
1.4.7. Прямолинейность и перпендикулярность траектории вертикального стола его рабочей поверхности
Допуск на длине вертикального перемещения до 300 мм для станков класса точности Н - 25 мкм, а для станков класса точности П - 16 мкм, ![]() 90°.
90°.
Измерение следует проводить по ГОСТ 22267-76 (разд.9, предпочтительно метод 1а), в соответствии со схемой, указанной на черт.7.
Черт.7
Поверочный цилиндрический угольник устанавливают примерно в середине стола.
Стол и салазки устанавливают в среднее положение.
Консоль перемещают на всю длину хода, но не более чем на 300 мм.
Измерения проводят в двух взаимно перпендикулярных вертикальных плоскостях, параллельных продольному и поперечному перемещениям стола. Влияние реверса консоли не учитывают.
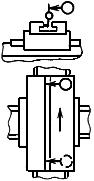
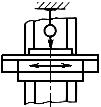
1.4.8. Перпендикулярность рабочей поверхности стола траектории вертикального перемещения ползуна в продольной плоскости (для станков с вертикальным шпинделем и механической рабочей подачей ползуна)
Допуск на всей длине перемещения ползуна для станков класса точности Н - 20 мкм, для станков класса точности П - 12 мкм.
При длине перемещения ползуна более 250 мм допуск увеличивают в 1,25 раза.
Измерение следует проводить по ГОСТ 22267-76 (разд.9, предпочтительно метод 1а), в соответствии со схемой, указанной на черт.8.
Черт.8
Стол, салазки и консоль устанавливают в среднее положение.
На рабочей поверхности стола в продольной плоскости, проходящей через середину стола на минимальном для проведения измерений расстоянии от его центра, устанавливают угольник. На неподвижной части станка закрепляют измерительный прибор так, чтобы его измерительный наконечник касался рабочей поверхности угольника, был ей перпендикулярен и располагался на уровне торца шпинделя станка. Ползун перемещают в вертикальном направлении.
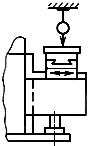
1.4.9. Перпендикулярность рабочей поверхности стола траектории вертикального перемещения ползуна в поперечной плоскости (для станков с вертикальным шпинделем и механической рабочей подачей ползуна)
Допуск на всей длине перемещения ползуна для станков класса точности Н - 20 мкм, для станков класса точности П - 12 мкм.
При длине перемещения ползуна более 250 мм допуск увеличивают в 1,25 раза.
Наклон стола в сторону от стойки не допускается.
Измерение следует проводить по ГОСТ 22267-76 (разд.9, предпочтительно метод 1а), в соответствии со схемой, указанной на черт.9.
Черт.9
Стол, салазки и консоль устанавливают в среднее положение.
На рабочей поверхности стола на одинаковом минимальном для проведения измерений расстоянии от поперечной плоскости, проходящей через ось шпинделя, устанавливают поверочные угольники. На неподвижной части станка закрепляют измерительные приборы так, чтобы их измерительные наконечники касались рабочих поверхностей угольников, были им перпендикулярны и расположены на уровне торца шпинделя станка. Ползун перемещают в вертикальном направлении.
Отклонение определяют как наибольшую алгебраическую разность алгебраических полусумм одновременно фиксируемых показаний обоих приборов.
1.4.10. Осевое биение фрезерного шпинделя
Допуск для станков класса точности Н - 10 мкм, для станков класса точности П - 6 мкм.
Измерение следует проводить по ГОСТ 22267-76 (разд.17, предпочтительно метод 1), в соответствии со схемой, указанной на черт.10.

Черт.10
1.4.11. Торцевое биение опорного торца шпинделя (для станков с базированием фрез по торцевой поверхности)
Допуск для станков класса точности Н - 18 мкм, для станков класса точности П - 10 мкм.
Измерение следует проводить по ГОСТ 22267-76 (разд.18), в соответствии со схемой, указанной на черт.11.
Черт.11
1.4.12. Радиальное биение наружной центрирующей поверхности шпинделя (для станков с центрированием фрез по наружной центрирующей поверхности)
Допуск для станков класса точности Н - 10 мкм, для станков класса точности П - 6 мкм.
Измерение следует проводить по ГОСТ 22267-76 (разд.15, предпочтительно метод 1), в соответствии со схемой, указанной на черт.12.
Черт.12
1.4.13. Радиальное биение конического отверстия фрезерного шпинделя
Таблица 5
Ширина стола, мм | Длина измерения | Сечение измерения | Допуск, мкм, для станков класса точности | |
Н | П | |||
До 250 | - | А | 10 | 6 |
150 | В | 12 | 8 | |
Св. 250 | - | А | 10 | 6 |
300 | В | 20 | 12 | |
Измерение следует проводить по ГОСТ 22267-76 (разд.15, предпочтительно метод 2), в соответствии со схемой, указанной на черт.13.
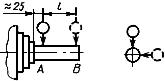
Черт. 13
1.4.14. Параллельность оси вращения горизонтального фрезерного шпинделя относительно рабочей поверхности стола
Таблица 6
Ширина стола, мм | Длина измерения | Допуск, мкм, для станков класса точности | |
Н | П | ||
До 160 | 100 | 8 | 5 |
Св. 160 " 250 | 150 | 12 | 8 |
" 250 | 300 | 25 | 16 |
Отклонение шпинделя вверх не допускается.
Измерение следует проводить по ГОСТ 22267-76 (разд.7, предпочтительно метод 1), в соответствии со схемой, указанной на черт.14.
Черт.14
Стол устанавливают в среднее положение в продольном направлении.
Поверочную линейку устанавливают в середине стола в поперечном направлении.
Допускается проводить измерения по ГОСТ 22267-76 (разд.7, метод 2).
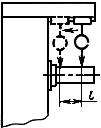
1.4.15. Параллельность направляющих хобота относительно оси вращения горизонтального фрезерного шпинделя в вертикальной и горизонтальной плоскостях
Таблица 7
Ширина стола, мм | Длина измерения | Допуск, мкм, для станков класса точности | |
Н | П | ||
До 160 | 100 | 10 | 6 |
Св. 160 " 250 | 150 | 12 | 8 |
" 250 | 300 | 20 | 12 |
Отклонение хобота вверх не допускается.
Измерение следует проводить по ГOCT 22267-76 (разд.6, предпочтительно метод 3а), в соответствии со схемой, указанной на черт.15.
Черт.15
Специальную державку с прибором для измерения длин устанавливают на направляющих хобота так, чтобы наконечник измерительного прибора касался цилиндрической поверхности контрольной оправки в вертикальной плоскости.
Державку с прибором для измерения длин перемещают по направляющим хобота на заданную длину ![]() .
.
Измерения проводят в начале и конце перемещения. Затем контрольную оправку поворачивают на 180° и измерения повторяют.
Отклонение от параллельности направляющих хобота и оси вращения горизонтального фрезерного шпинделя в вертикальной плоскости равно среднему арифметическому двух значений алгебраической разности показаний измерительного прибора, полученных до и после поворота оправки.
Аналогично проводят проверку и определяют отклонение от параллельности в горизонтальной плоскости.
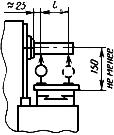
1.4.16. Соосность отверстия серьги и горизонтального фрезерного шпинделя в вертикальной и горизонтальной плоскостях
Допуск при ширине стола до 250 мм на расстоянии ![]() 150 мм от заданного сечения до базовой плоскости для станков класса точности Н - 25 мкм, для станков класса точности П - 16 мкм; при ширине стола св. 250 мм на расстоянии
150 мм от заданного сечения до базовой плоскости для станков класса точности Н - 25 мкм, для станков класса точности П - 16 мкм; при ширине стола св. 250 мм на расстоянии ![]() 300 мм допуск для станков класса точности Н - 30 мкм, для станков класса точности П - 20 мкм.
300 мм допуск для станков класса точности Н - 30 мкм, для станков класса точности П - 20 мкм.
Ось отверстия серьги в вертикальной плоскости может быть только ниже оси вращения фрезерного шпинделя.
Измерение следует проводить по ГОСТ 22267-76 (разд.14, предпочтительно метод 5), в соответствии со схемой, указанной на черт.16.
Черт.16
Контрольную оправку симметрично устанавливают в отверстие серьги. Наконечник измерительного прибора должен касаться контрольной оправки вблизи серьги.
Серьгу закрепляют в хоботе.
Диаметр контрольной оправки ![]() равен диаметру отверстия серьги.
равен диаметру отверстия серьги.
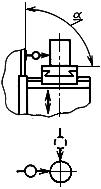
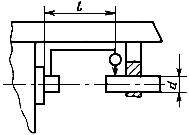
1.4.17. Перпендикулярность оси вращения горизонтального шпинделя направляющему пазу стола (для станков с неповоротным столом или для станков с фиксатором нулевого положения)
Допуск для станков класса точности Н - 20 мкм, для станков класса точности П - 12 мкм.
Измерение следует проводить по ГОСТ 22267-76 (разд.10, предпочтительно метод 5), в соответствии со схемой, указанной на черт.17.
Черт.17
Консоль, стол и салазки устанавливают в среднее положение и закрепляют.
В шпинделе станка закрепляют коленчатую оправку с измерительным прибором.
1.4.18. Перпендикулярность оси вращения вертикального фрезерного шпинделя рабочей поверхности стола в плоскостях, параллельной и перпендикулярной к продольному перемещению стола
Допуск при ширине стола до 250 мм на длине измерения ![]() 150 мм для станков класса точности Н - 12 мкм, для станков класса точности П - 8 мкм; при ширине стола св. 250 мм на длине
150 мм для станков класса точности Н - 12 мкм, для станков класса точности П - 8 мкм; при ширине стола св. 250 мм на длине ![]() 300 мм допуск для станков класса точности Н - 25 мкм, для станков класса точности П - 16 мкм.
300 мм допуск для станков класса точности Н - 25 мкм, для станков класса точности П - 16 мкм.
В плоскости, перпендикулярной к продольному перемещению стола ![]() 90°.
90°.
Измерение следует проводить по ГОСТ 22267-76 (разд.10, предпочтительно метод 1), в соответствии со схемой, указанной на черт.18.
Черт.18
Стол, салазки и консоль устанавливают в среднее положение.
Поверочную линейку устанавливают в середине стола.
Пиноль вдвигают.
Для станков с подвижной бабкой проверку производят в крайних верхнем и нижнем положениях бабки.
2. ТОЧНОСТЬ ОБРАЗЦА-ИЗДЕЛИЯ
2.1. Общие требования к образцам-изделиям - по ГОСТ 25443-82.
2.2. Нормы точности образцов-изделий не должны превышать значений, указанных в пп.2.4-2.7.
2.3. Форма и размеры образцов-изделий
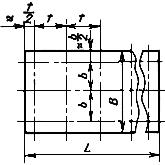
Форма и размеры образцов-изделий в соответствии с черт.19 и 20.
Образец-изделие для станков с горизонтальным фрезерным шпинделем
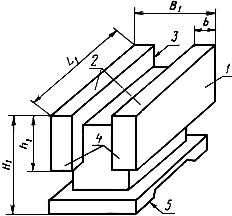
Черт.19
Образец-изделие для станков с вертикальным фрезерным шпинделем
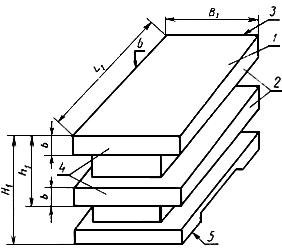
Черт.20
![]() , но не более 450 мм;
, но не более 450 мм;![]() , но не более 160 мм;
, но не более 160 мм;![]() , но не более 120 мм;
, но не более 120 мм;![]() 16 мм
16 мм![]() мм,
мм,
где ![]() - наибольшее продольное перемещение стола;
- наибольшее продольное перемещение стола;![]() - наибольшее поперечное перемещение стола;
- наибольшее поперечное перемещение стола;![]() - наибольшее расстояние от торцевой поверхности фрезерного шпинделя до стола станка (у станков с вертикальным шпинделем), либо от оси фрезерного шпинделя до стола станка (у станков с горизонтальным шпинделем).
- наибольшее расстояние от торцевой поверхности фрезерного шпинделя до стола станка (у станков с вертикальным шпинделем), либо от оси фрезерного шпинделя до стола станка (у станков с горизонтальным шпинделем).
Образцы-изделия должны изготовляться из чугуна с временным сопротивлением ![]() от 200 до 250 Н/мм
от 200 до 250 Н/мм![]() (МПа) или из стали с временным сопротивлением
(МПа) или из стали с временным сопротивлением ![]() от 350 до 450 Н/мм
от 350 до 450 Н/мм![]() (МПа).
(МПа).
Поверхности 1-4 образцов-изделий должны быть предварительно обработаны методом фрезерования.
Поверхности 1 (черт.19) или 6 (черт.20) выверяют параллельно траектории продольного перемещения стола.
Поверхности 1 должны быть обработаны за два прохода с перекрытием 10-15 мм.
Допускается применять серьги при обработке поверхностей 2, 3 и 4 образца-изделия по черт.19.
Тип, материал, размеры и требования к режущему инструменту, а также режимы и последовательность чистовой обработки образца-изделия и место его расположения на поверхности стола должны соответствовать указанным в эксплуатационных документах на станок
2.4. Прямолинейность поверхностей 1 и 2
Таблица 8
Длина измерения, мм | Допуск, мкм, для станков класса точности | |
Н | П | |
До 100 | 12 | 8 |
Св. 100 " 160 | 16 | 10 |
" 160 " 250 | 20 | 12 |
" 250 " 400 | 25 | 16 |
" 400 | 30 | 20 |
Измерение следует проводить по ГОСТ 22267-76 (разд.4, предпочтительно метод 3), в соответствии со схемой, указанной на черт.21.
Черт.21
Рекомендуемое расположение сечений и точек измерения при проверке поверхностей образцов-изделий в соответствии со схемами, указанными на черт.22.
Черт.22
Образец-изделие устанавливают на поверочной плите или столе станка в незажатом положении.
Измерения прямолинейности поверхности 1 проводят в продольном и поперечном сечениях, поверхности 2 - в продольном.
Расстояние между точками измерения ![]() , но не менее 80 мм;
, но не менее 80 мм; ![]() .
.
2.5. Параллельность поверхностей 2 относительно поверхности 5 (для образцов-изделий по черт.19) и поверхности 1 относительно поверхности 5 (для образцов-изделий по черт.20) в продольном и поперечном сечениях
Таблица 9
Длина измерения, мм | Допуск, мкм, для станков класса точности | |
Н | П | |
До 100 | 12 | 8 |
Св. 100 " 160 | 16 | 10 |
" 160 " 250 | 20 | 12 |
" 250 " 400 | 25 | 16 |
" 400 | 30 | 20 |
Примечание. За длину измерения для прямоугольных образцов-изделий принимают длину наибольшей стороны.
Измерение следует проводить по ГОСТ 25889.2-83 (предпочтительно метод 2), в соответствии со схемами, указанными на черт.23.
Черт.23
2.6. Перпендикулярность поверхности 1 к поверхностям 2 и 4, поверхности 2 к поверхностям 3 и 4
Допуск на расстоянии измерения ![]() 100 мм для станков класса точности Н - 20 мкм, для станков класса точности П - 12 мкм.
100 мм для станков класса точности Н - 20 мкм, для станков класса точности П - 12 мкм.
Измерение следует проводить по ГОСТ 25889.3-83 (предпочтительно метод 2), в соответствии со схемами, указанными на черт.24.
Черт.24
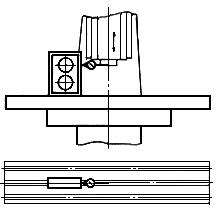
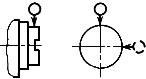
2.7. Круглость воспроизведенной при контурном фрезеровании цилиндрической поверхности образца-изделия
Для проверки используют образец-изделие (черт.25) в виде диска диаметром ![]() и толщиной
и толщиной ![]() . Материал: алюминиевый сплав, серый чугун или сталь. Образец предварительно обработан.
. Материал: алюминиевый сплав, серый чугун или сталь. Образец предварительно обработан.
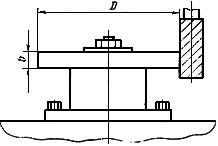
Черт.25
Образец закрепляют в средней части стола и обрабатывают цилиндрическую поверхность на чистовых режимах резания при помощи концевых фрез.
Измерение следует проводить по ГОСТ 25889.1-83 (предпочтительно методы 1 или 2), в соответствии со схемами, указанными на черт.26.
Черт.26
Допускается оценивать точность формы постоянством диаметра. В этом случае допуск увеличивают в два раза по сравнению с указанными в табл.10.
Таблица 10
Ширина стола, мм | Диаметр образца-изделия | Допуск, мкм, для станков класса точности | |
Н | П | ||
До 200 | 65 | 80 | 50 |
Св. 200 | 100 | 100 | 65 |
3. ЖЕСТКОСТЬ СТАНКА
3.1. Общие условия испытания станков на жесткость - по ГОСТ 7035-75.
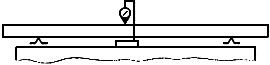
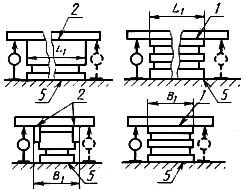
3.2. Перемещение под нагрузкой стола относительно оправки, закрепленной в шпинделе
Значения допусков перемещения под нагрузкой стола должно соответствовать указанным в табл.11.
Таблица 11
Ширина стола, мм | Класс точности станка | Нагружающая сила, кН | Допуск, мм |
200 | Н | 5 | 0,32 |
П | 4 | 0,20 | |
250 | Н | 8 | 0,40 |
П | 6,3 | 0,25 | |
320 | Н | 12,5 | 0,50 |
П | 10 | 0,32 | |
400 | Н | 20 | 0,63 |
П | 16 | 0,40 |
Для широкоуниверсальных станков нормы жесткости указанного класса точности относят только к основному шпинделю.
Для универсальных станков с поворотным столом допуск может быть увеличен в 1,12 раза.
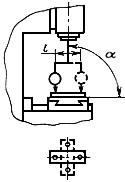
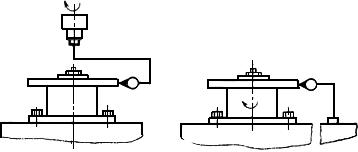
Направление действия силы должно соответствовать указанному на черт.27.
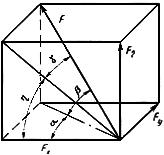
Черт.27
![]() 40° - угол между проекцией нагружающей силы на горизонтальную плоскость и направлением продольной подачи стола;
40° - угол между проекцией нагружающей силы на горизонтальную плоскость и направлением продольной подачи стола;![]() 30° - угол между направлением нагружающей силы и ее проекцией на горизонтальную плоскость;
30° - угол между направлением нагружающей силы и ее проекцией на горизонтальную плоскость;![]() 34° - для станков с горизонтальным шпинделем;
34° - для станков с горизонтальным шпинделем;![]() 30° - для станков с вертикальным шпинделем;
30° - для станков с вертикальным шпинделем;![]() - угол наклона части образующей диска оправки и ее оси;
- угол наклона части образующей диска оправки и ее оси;![]() 37° - угол между проекцией нагружающей силы на вертикальную плоскость и направлением продольной подачи стола.
37° - угол между проекцией нагружающей силы на вертикальную плоскость и направлением продольной подачи стола.
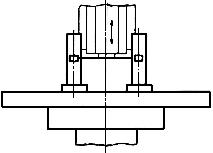
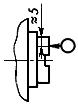
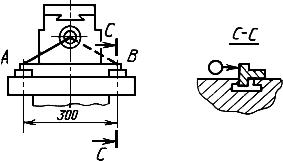
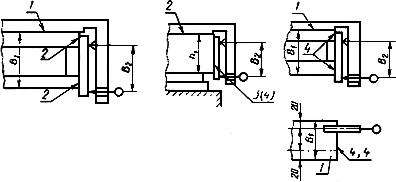
Расположение точки приложения нагружающей силы по отношению к деталям станка должно соответствовать указанным в табл.12 и на черт.28 и черт.29 для станков с горизонтальным и вертикальным шпинделем соответственно.
Таблица 12
мм
Размер, определяющий расположение точки приложения силы | Нормы | |||
Ширина стола | 200 | 250 | 320 | 400 |
Расстояние | 125 | 140 | 160 | 180 |
Расстояние | 160 | 180 | 200 | 224 |
Расстояние | 52 | 67 | 80 | 95 |
Расстояние | 270 | 280 | 320 | 450 |
Расстояние | 132 | 140 | 160 | 224 |
Расстояние | 305 | 315 | 375 | 505 |
Расстояние | 60 | 67 | 95 | 106 |
Диаметр | 80 | 100 | 125 | 160 |
Диаметры цилиндрической части испытательной оправки: | ||||
| 45 | 55 | 65 | 75 |
| 45 | 55 | 60 | 71 |
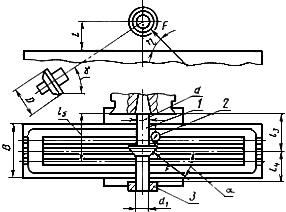
Черт.28
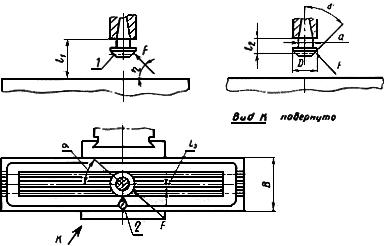
Черт.29
В отверстие шпинделя устанавливают оправку 1 (черт.28, черт.29) и закрепляют. В станках с горизонтальным шпинделем на свободный конец оправки надевают серьгу 3 и закрепляют на хоботе в заданном положении.
Шпиндельную гильзу или ползун в станках с вертикальным шпинделем устанавливают в верхнее положение, поворотную головку - в нулевое положение. Хобот устанавливают заподлицо с задней стенкой станины.
На столе закрепляют устройство для создания нагружающей силы ![]() , для измерения которой используют динамометр.
, для измерения которой используют динамометр.
Перед каждым испытанием хоботу с серьгой, консоли, салазкам, столу и шпиндельной гильзе сообщают перемещения с последующей установкой их в заданное положение, а шпиндель поворачивают. При этом консоль подводят в положение проверки перемещением снизу-вверх, салазки - перемещением к зеркалу станины, хобот с серьгой - перемещением от зеркала станины, а стол устанавливают в среднее положение перемещением справа-налево.
При испытаниях консоль, поворотный стол, хобот и шпиндельную гильзу закрепляют.
Показывающий прибор 2 закрепляют на столе так, чтобы его измерительный наконечник касался:
торца диска оправки в точке, расположенной у периферии в горизонтальной плоскости, проходящей через ось оправки - на станках с горизонтальным шпинделем;
образующей цилиндрического пояска, лежащей в плоскости, проходящей через ось оправки и перпендикулярной зеркалу станины - на станках с вертикальным шпинделем.
Между столом и оправкой создают плавно возрастающую до заданного значения силу ![]() , направление которой определяют углами
, направление которой определяют углами ![]() ,
, ![]() и
и ![]() . Нагружающую силу прилагают к конусной части диска оправки и направляют через ось оправки.
. Нагружающую силу прилагают к конусной части диска оправки и направляют через ось оправки.
Одновременно при помощи индикатора измеряют перемещение оправки относительно стола в направлении поперечной подачи.
Проводят двукратные испытания.
Наибольшее допускаемое перемещение определяют как среднее арифметическое результатов двух испытаний.
ПРИЛОЖЕНИЕ (справочное). Номенклатура средств измерения, используемых для проверки точности фрезерных консольных станков
ПРИЛОЖЕНИЕ
Справочное
1. Прибор для измерения длины (пп.1.4.1-1.4.18, 2.4-2.7)
Основные технические требования должны соответствовать указанным в табл.13
Таблица 13
мкм
Для измерения показателей точности с допусками | Цена деления шкалы прибора | Вариации показаний (наибольший гистерезис) |
До 8 | 1 | 0,5 |
Св. 8 " 40 | 2 | 1,0 |
" 40 | 10 | 5,0 |
2. Поверочная линейка (пп.1.4.1, 1.4.2, 1.4.5, 1.4.6, 1.4.14, 1.4.18, 2.4, 2.5)
Основные технические требования должны соответствовать указанным в табл.14
Таблица 14
мкм
Длина линейки, мм | Допуск прямолинейности рабочих поверхностей линейки | Допуск параллельности рабочих поверхностей линейки |
300 | 2,5 | 4 |
500 | 3,0 | 5 |
1000 | 4,0 | 6 |
1600 | 5,0 | 8 |
3. Специальное приспособление для измерения перпендикулярности по ГОСТ 25889.3-83 (п.2.6)
Основные технические требования должны соответствовать указанным в табл.15
Таблица 15
Длина измерительных поверхностей | Допуск прямолинейности, мкм |
До 100 | 1,2 |
Св. 100 " 160 | 1,6 |
" 160 " 250 | 2,0 |
" 250 | 2,5 |
4. Поверочный угольник (п.1.4.4)
Основные технические требования должны соответствовать указанным в табл.16
Таблица 16
мкм
Длина плеч, мм | Допуск прямолинейности измерительных поверхностей | Допуск перпендикулярности измерительных поверхностей |
500/300 | 3 | 5 на длине 300 мм |
5. Поверочный цилиндрический угольник (пп.1.4.7, 1.4.8, 1.4.9)
Основные технические требования должны соответствовать указанным в табл.17
Таблица 17
мкм
Длина, мм | Допуск круглости | Допуск прямолинейности образующих | Допуск параллельности образующих | Допуск торцевого биения |
300 | 1,2 | 2,5 | 4 | 2 на радиус 50 мм |
6. Контрольная цилиндрическая консольная оправка (пп.1.4.13, 1.4.14, 1.4.15)
Основные технические требования должны соответствовать указанным в табл.18
Таблица 18
мкм
Длина измерения, мм | Допуск круглости | Допуск прямолинейности образующих | Допуск радиального биения |
150 | 1 | 1,0 | 3 |
300 | 1 | 1,5 | 3 |
7. Контрольная цилиндрическая оправка (п.1.4.16)
Основные технические требования должны соответствовать указанным в табл.19
Таблица 19
Допуск на диаметр | Допуск круглости | Допуск профиля | Допуск радиального биения |
g6 | Степень точности 3 по табл.3 ГОСТ 24643-81 | Степень точности 3 по табл.5 ГОСТ 24643-81 | |
8. Специальный поверочный угольник (п.1.4.17)
Основные технические требования должны соответствовать указанным в табл.20
Таблица 20
мкм
Длина угольника, мм, не менее | Допуск прямолинейности измерительной поверхности | Допуск перпендикулярности измерительной поверхности | |
в продольном направлении | в поперечном направлении | ||
300 | 5 на длине 300 мм | 3 на длине 100 мм | 3 на длине 100 мм |
9. Поверочная плита (п.2.5)
Основные технические требования должны соответствовать указанным в табл.21
Таблица 21
Габаритные размеры | Допуск прямолинейности в любых направлениях, мкм | ||
на всю длину измерения | местный на длине, мм | ||
160 | 250 | ||
Не менее размеров образца-изделия | 6 | 2,5 | 3 |