ГОСТ 14227-97
Группа Г78
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
МАШИНЫ ПОСУДОМОЕЧНЫЕ
Общие технические условия
Dish washing machines. General specifications
МКС 03.100.20*
ОКСТУ 5151
_______________
* В указателе "Национальные стандарты" 2006 г. ОКС 97.040.40. -
Примечание.
Дата введения 1998-07-01
Предисловие
1 РАЗРАБОТАН Всероссийским научно-исследовательским институтом стандартизации и сертификации в машиностроении
ВНЕСЕН Госстандартом России
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол N 11-97 от 25 апреля 1997 г.)
За принятие проголосовали:
Наименование государства | Наименование национального органа по стандартизации |
Азербайджанская Республика | Азгосстандарт |
Республика Армения | Армгосстандарт |
Республика Белоруссия | Госстандарт Белоруссии |
Республика Казахстан | Госстандарт Республики Казахстан |
Киргизская Республика | Киргизстандарт |
Республика Молдова | Молдовастандарт |
Российская Федерация | Госстандарт России |
Республика Таджикистан | Таджикгосстандарт |
Туркменистан | Главная государственная инспекция Туркменистана |
Республика Узбекистан | Узгосстандарт |
Украина | Госстандарт Украины |
3 Постановлением Государственного комитета Российской Федерации по стандартизации, метрологии и сертификации от 16 декабря 1997 г. N 411 межгосударственный стандарт ГОСТ 14227-97 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 июля 1998 г.
4 ВЗАМЕН ГОСТ 14227-85
1 ОБЛАСТЬ ПРИМЕНЕНИЯ
1 ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящий стандарт распространяется на универсальные посудомоечные машины с электрообогревом (далее - машины) для мытья посуды на предприятиях общественного питания с применением моющих и ополаскивающих средств, разрешенных соответствующими органами (Минздрав, Госкомсанэпиднадзор).
Стандарт не распространяется на машины, специализированные для мытья отдельных видов посуды на предприятиях общественного питания (стаканомоечные машины, машины для мытья столовых приборов, посуды и столовых приборов из полимерных материалов, машины для мытья наплитной кухонной посуды, кухонного инвентаря и т.п.), на машины для пищеблоков морских и речных судов, вагонов-ресторанов, инфекционных больниц, на машины специального назначения для нужд аэрофлота, на машины низкотемпературного мытья с использованием специальных моюще-дезинфицирующих средств, а также на бытовые посудомоечные машины.
Требования 3.3; 4.1-4.4; 4.6-4.7; 4.9-4.12; 4.14-4.17; 4.19-4.22; 4.24-4.25; 4.28-4.29; раздела 5 являются обязательными, другие требования настоящего стандарта являются рекомендуемыми.
2 НОРМАТИВНЫЕ ССЫЛКИ
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 9.032-74 ЕСЗКС. Покрытия лакокрасочные. Группы, технические требования и обозначения
ГОСТ 9.104-79 ЕСЗКС. Покрытия лакокрасочные. Группа условий эксплуатации
ГОСТ 9.301-86 ЕСЗКС. Покрытия металлические и неметаллические неорганические. Общие требования
ГОСТ 9.303-84 ЕСЗКС. Покрытия металлические и неметаллические неорганические. Общие требования к выбору
ГОСТ 9.306-85 ЕСЗКС. Покрытия металлические и неметаллические неорганические. Обозначения
ГОСТ 9.401-91 ЕСЗКС. Покрытия лакокрасочные. Общие требования и методы ускоренных испытаний на стойкость к воздействию климатических факторов
ГОСТ 12.1.003-83 ССБТ. Шум. Общие требования безопасности
ГОСТ 12.1.028-80 ССБТ. Шум. Определение шумовых характеристик источников шума. Ориентировочный метод
ГОСТ 12.2.092-94 ССБТ. Оборудование электромеханическое и электронагревательное для предприятий общественного питания. Общие технические требования по безопасности и методы испытаний
ГОСТ 27.410-87 Надежность в технике. Методы контроля показателей надежности и планы контрольных испытаний на надежность
ГОСТ 10354-82 Пленка полиэтиленовая. Технические условия
ГОСТ 12969-67 Таблички для машин и приборов. Технические требования
ГОСТ 12971-67 Таблички прямоугольные для машин и приборов. Размеры
ГОСТ 14192-96 Маркировка грузов
ГОСТ 14254-96 Степени защиты, обеспечиваемые оболочками (код IP)
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 23170-78 Е Упаковка для изделий машиностроения. Общие требования
ГОСТ 23511-79 Радиопомехи индустриальные от электрических устройств, эксплуатируемых в жилых домах или подключаемых к их электрическим сетям. Нормы и методы измерений
ГОСТ 27570.0-87 Безопасность бытовых и аналогичных электрических приборов. Общие требования и методы испытаний
ГОСТ 27570.50-95 Безопасность бытовых и аналогичных электрических приборов. Частные требования к электрическим посудомоечным машинам для предприятий общественного питания
3 КЛАССИФИКАЦИЯ, ОСНОВНЫЕ ПАРАМЕТРЫ
3.1 Машины изготавливают следующих типов:
I - периодического действия;
II - непрерывного действия исполнений:
1 - секционные;
2 - несекционные.
3.2 Техническую производительность машин в шт./ч рекомендуется выбирать из следующих рядов:
тип I: 125, 250, 350, 500, 700, 1000;
тип II: 1000, 1400, 2000, 2800, 4000*, 5600*, 8000*, 11200*.
________________
* Только для исполнения 1.
Производительность машин указана для тарелок вместимостью 0,5 л и диаметром 240 мм.
3.3 Машины следует изготавливать на номинальное напряжение 220 или 380 В (с нулевым проводом) трехфазного переменного тока частотой 50 Гц.
4 ОБЩИЕ ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
4.1 Машины следует изготавливать в соответствии с требованиями ГОСТ 27570.50*, с обязательными требованиями настоящего стандарта и требованиями технических условий на конкретного типа машины по рабочим чертежам, утвержденным в установленном порядке.
_______________
* Действует ГОСТ Р 51374-99, здесь и далее по тексту. - Примечание.
4.2 Машины следует изготавливать в климатическом исполнении УХЛ4 - для эксплуатации в районах с умеренным климатом и климатическом исполнении О4 - для эксплуатации в районах с тропическим климатом по ГОСТ 15150, но для работы при температурах от 15 до 40 °С и среднемесячной относительной влажности 80% при 27 °С.
Рабочее значение атмосферного давления от 86,6 до 106,6 кПа (от 651 до 801 мм рт. ст.).
4.3 Машины должны обеспечивать мытье тарелок; суповых мисок; стаканов; столовых приборов; подносов, размером не более 530 мм х 325 мм.
Примечание - Машины могут обеспечивать также мытье других видов посуды.
4.4 Машины должны обеспечивать качество вымытой посуды в соответствии с нормами санитарно-бактериологического контроля на предприятиях общественного питания, утвержденными соответствующими органами (Минздрав, Госкомсанэпиднадзор).
Остаточное содержание моющих и ополаскивающих средств в смывах с вымытой посуды - в соответствии с требованиями соответствующих органов (Минздрава, Госкомсанэпиднадзора).
4.5 Машины должны выполнять следующие технологические операции:
- очистку от мелких остатков пищи;
- мытье моющим раствором;
- предварительное ополаскивание горячей водой;
- ополаскивание горячей проточной водой.
В горячую проточную воду следует добавлять ополаскивающие средства.
Машины типа II можно оснащать устройством для сушки посуды горячим воздухом.
В машинах могут предусматриваться дополнительные технологические операции в соответствии с конструкторской документацией.
4.6 Электрические водонагреватели машин должны обеспечивать температуру проточной воды для ополаскивания на выходе из форсунок не менее 85 °С при расходе воды, заданном НД на машины конкретного типа, и при температуре, поступающей в водонагреватель:
холодной воды не менее 5 °С;
горячей воды не менее 50 °С.
Возможность работы водонагревателя как на холодной, так и на горячей воде или только на горячей воде через водонагреватель, а также расход воды должен быть указан в НД на машины конкретного типа.
4.7 Машины должны обеспечивать автоматическое поддержание температуры рабочей среды для обработки посуды, а также уровня воды (раствора) в ваннах, заданные в НД на машины конкретного типа.
4.8 Рекомендуются следующие температуры рабочей среды, °С:
не более 45 - при очистке посуды от мелких остатков пищи;
не менее 40 - при мытье посуды моющим раствором;
не менее 90 - при сушке посуды горячим воздухом.
4.9 Машины должны функционировать при давлении в водопроводной магистрали от 0,1 МПа до 0,6 МПа.
4.10 Машины должны обеспечивать автоматическую подачу моющего средства в ванну и контроль его наличия в бачке моющего средства.
4.11 Высота загрузки и выгрузки над уровнем пола для машин, устанавливаемых на полу, должна быть 850![]() мм.
мм.
Высота загрузки и выгрузки определяется по опорной поверхности направляющих или транспортера, на которые устанавливаются посуда или кассета с посудой.
Для конвейеров с гнездами для посуды высота загрузки и выгрузки определяется по верхним точкам грузонесущих элементов конвейера.
4.12 Конструкция машин должна предусматривать возможность ее подключения к системе вытяжной вентиляции предприятия-потребителя.
Машины, оснащенные конденсатором паров, и машины типа I производительностью до 700 шт./ч допускается не подключать к системе вытяжной вентиляции.
4.13 Расход горячей воды на обработку одной тарелки без учета горячей воды, идущей на наполнение и периодическую смену воды в ванне должен быть, как правило, не более:
для машин типа I:
с теоретической производительностью до 125 шт./ч - 1 л/шт.
с теоретической производительностью свыше 125 шт./ч - 0,188 л/шт.;
для машин типа II - 0,2 л/шт.
4.14 Расстояние от пола до рамы машины должно быть не менее 60 мм. Отдельные детали машины допускается располагать ниже рамы.
4.15 Водонагреватели должны выдерживать давление до 0,6 МПа, а при наличии в водонагревателях или на связанных с ними трубопроводах предохранительных устройств - давление, на которое они рассчитаны, но не менее 0,1 МПа.
4.16 Ванны, места стыковки секций и резьбовые соединения трубопроводов не должны иметь течи.
4.17 Материалы деталей, соприкасающихся с посудой, моющим и ополаскивающим растворами и водой, должны быть коррозионностойкими и разрешенными к применению соответствующими органами (Минздрав, Госкомсанэпиднадзор).
4.18 Наружные поверхности машин, образованные деталями из нержавеющих материалов и имеющие декоративный характер, выполняют шлифованными или полированными. Сварные швы на наружной поверхности собранной машины рекомендуется зачищать заподлицо с основным металлом.
4.19 Металлические покрытия деталей должны соответствовать в части вида и толщины слоя требованиям ГОСТ 9.306 и ГОСТ 9.303 для условий эксплуатации по группе 1 машин климатического исполнения УХЛ4 и по группе 2 - машин климатического исполнения О4.
Качество покрытий должно соответствовать требованиям ГОСТ 9.301.
4.20 Лакокрасочные покрытия должны соответствовать: по внешнему виду - требованиям ГОСТ 9.032 не ниже V класса для наружных поверхностей и не ниже VI класса - для внутренних поверхностей, определяемых на полностью собранной машине; по условиям эксплуатации - ГОСТ 9.104 по группе УХЛ4 для эксплуатации в районах с умеренным климатом, группе О4 для эксплуатации в районах с тропическим климатом по ГОСТ 9.401.
4.21 На внутренней стороне дверцы или крышки шкафа управления должна быть закреплена табличка с принципиальной электрической схемой, выполненной способом, обеспечивающим стойкость в период всего срока эксплуатации.
4.22 Головки винтов клеммных наборов должны быть зафиксированы краской.
4.23 Каждую машину рекомендуется обкатать и отрегулировать.
4.24 Машина (или каждая из транспортных единиц машин) в упаковке должна выдерживать без повреждений транспортную тряску для условий С по ГОСТ 23170.
4.25 Уровень радиопомех, создаваемых при работе машин, не должен превышать значений, установленных ГОСТ 23511*.
_______________
* Действует ГОСТ Р 51318.14.1-99. - Примечание.
4.26 Машины должны, как правило, иметь следующие показатели надежности:
среднюю наработку на отказ, ч, не менее | 900 |
средний ресурс до капитального ремонта, лет, не менее | 4 |
среднее время восстановления работоспособного состояния, ч, не более | 2 |
4.27 Машины типа II рекомендуется оснащать устройством автоматического прекращения подачи воды на ополаскивание при отсутствии посуды в зоне окончательного ополаскивания проточной водой.
4.28 Маркировка
4.28.1 На каждой машине должна быть укреплена табличка по ГОСТ 12971, отвечающая требования ГОСТ 12969 и содержащая:
товарный знак или наименование предприятия-изготовителя;
обозначение машины;
порядковый номер по системе нумерации предприятия-изготовителя;
номинальное значение напряжения электрической сети;
номинальную мощность;
степень защиты;
дату выпуска (месяц, год).
Переменные данные вносят в табличку клеймением.
4.28.2 Маркировка транспортной тары - по ГОСТ 14192.
4.29 Упаковка
4.29.1 Машины должны быть упакованы согласно требованиям ГОСТ 23170, категории упаковки КУ в тару, изготовленную по технической документации предприятия-изготовителя, обеспечивающую сохранность оборудования.
4.29.2 Консервация машин и запасных частей - в соответствии с техническими условиями на машины конкретного типа.
4.29.3 Эксплуатационная документация на машину должна быть упакована в пакет из полиэтиленовой пленки по ГОСТ 10354 и уложена в электрошкаф.
4.30 Комплектность
Комплектность машин должна быть установлена в технических условиях на машины конкретного типа.
5 ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
5.1 Машины должны соответствовать требованиям безопасности ГОСТ 27570.50, ГОСТ 12.2.092, требованиям настоящего стандарта и техническим условиям на машины конкретного типа.
5.2 Машины по способу защиты от поражения человека электрическим током следует изготавливать 1-го класса по ГОСТ 27570.0.
5.3 Сопротивление изоляции каждого аппарата цепей управления и силовых цепей относительно корпуса машины должно быть не менее 2 МОм; сопротивление изоляции электрокомплектующих изделий НД, на которые допускается меньшее значение этого параметра, должно соответствовать значению, указанному в НД на нее, но быть не менее 0,5 МОм.
Ток утечки - по ГОСТ 27570.50.
5.4 Электрическая прочность изоляции машины - по ГОСТ 27570.50.
5.5 Заземление нетоковедущих частей, элементы заземления, сопротивления переходных контактов машин - по ГОСТ 27570.50.
5.6 Конструкция машин должна предусматривать подсоединение к питающей электросети и контуру заземления в соответствии с "Правилами устройства электроустановок", утвержденными Министерством энергетики и электрификации.
5.7 Напряжение в цепях управления должно быть не более 42 В. В случае более высокого напряжения цепи управления следует подключать к разделительному трансформатору.
Токопроводящие жидкости, которые в условиях нормальной эксплуатации доступны или могут стать доступными, не должны находиться в непосредственном контакте с токоведущими частями, кроме частей, работающих при безопасном сверхнизком напряжении, не превышающем 24 В.
5.8 Электрооборудование машин должно иметь защиту от токов короткого замыкания и защиту электродвигателей от перегрузки.
5.9 Степень защиты обслуживающего персонала от соприкасания с токоведущими и движущимися частями, находящимися внутри машины, и степень защиты от проникания воды в машины должны соответствовать IP34 ГОСТ 14254.
5.10 На конечном участке конвейера машин типа II должно быть установлено блокирующее устройство, обеспечивающее прекращение движения конвейера при несвоевременном съеме посуды оператором.
5.11 Машины типа I должны иметь блокирующее устройство, обеспечивающее прекращение работы машины при поднятии кожуха на высоту не более 50 мм.
5.12 Электрические водонагреватели должны иметь защиту, предотвращающую выход из строя нагревательных элементов и терморегуляторов при отсутствии воды.
5.13 Подъемные кожухи и двери моечных камер должны фиксироваться в верхнем положении способом, исключающим их самопроизвольное падение.
5.14 Конструкция машин должна исключать возможность снятия крышек водонагревателя, облицовок, закрывающих опасные зоны, открытия дверей электрошкафа и пульта управления без применения инструмента.
5.15 Пульт управления должен быть снабжен световой сигнализацией подачи напряжения и готовности машины к работе.
5.16 Расположение средств аварийного выключения машин должно обеспечивать возможность их выключения с рабочего места каждого оператора.
5.17 Органы управления, при помощи которых осуществляют выключение машины, должны быть окрашены в красный цвет.
5.18 Органы управления и регулирования машин должны быть снабжены символами или надписями, указывающими их назначение.
5.19 Превышение температуры нагрева частей машин в условиях нормальной теплоотдачи над температурой окружающей среды не должно быть более, °С:
35 - для металлических ручек;
45 - для керамических ручек;
60 - для пластмассовых ручек;
75 - для мест, доступных для случайного прикасания.
5.20 Уровни звукового давления в октавных полосах частот, уровни звука и эквивалентные уровни звука (дБА) на рабочих местах не должны превышать значений, допустимых ГОСТ 12.1.003.
Значения показателей должны быть указаны в технических условиях на машины конкретного типа.
6 ПРАВИЛА ПРИЕМКИ
6.1 Машины подвергают приемо-сдаточным, периодическим, типовым испытаниям и испытаниям на надежность.
6.2 Приемо-сдаточным испытаниям подвергают каждую выпускаемую машину в объеме, указанном в таблице 1.
Таблица 1
Наименование испытания | Пункты | |
технических требований | методов испытаний | |
1 Проверка внешнего вида | 4.1 (в части общей сборки), 4.18, 4.20 (в части класса покрытия), 4.21, 4.22, 5.15, 5.17, 5.18, 4.28.1, 4.29.3 | 7.4 |
2 Проверка фиксации подъемных кожухов и дверей в верхнем положении | 5.13 | 7.23 |
3 Проверка блокирующих устройств при отсутствии посуды на конвейере в зоне ополаскивания при несвоевременном снятии посуды при поднятии кожуха на высоту более 50 мм | 4.27 | 7.15 |
4 Проверка температуры горячей воды на ополаскивание | 4.8 | 7.6 |
5 Проверка отсутствия течи | 4.16 | 7.10 |
6 Проверка защиты водонагревателя | 4.15 | 7.9 |
7 Проверка электрического сопротивления изоляции | 5.3 | 7.16 |
8 Проверка электрической прочности изоляции | 5.4 | 7.16 |
9 Регулировка и обкатка машины | 4.23 | 7.11 |
10 Проверка комплектности машин | 4.30 | 7.4 |
6.3 Порядок предъявления к приемке и проведения приемки продукции, размер предъявляемых партий, контрольные нормативы, время выдержки продукции до начала приемки, порядок оформления результатов приемки (документ о качестве, клеймо), порядок и место проставления клейм, подтверждающих приемку продукции органами контроля, программы испытаний (приемосдаточных и периодических), порядок использования (хранения) продукции, проходившей испытания, необходимость отбора и хранения образцов для повторного (дополнительного) испытания, периодичность проведения каждого испытания, проверяемые характеристики продукции, свойства и последовательность их проверки устанавливают в разделе "Правила приемки" технических условий на машины конкретного типа.
6.4 Периодическим испытаниям следует подвергать не менее двух машин не реже одного раза в три года на соответствие всем требованиям настоящего стандарта, кроме 4.26.
При неудовлетворительном результате проводят повторные испытания, причем число испытываемых машин удваивают.
Результаты повторных испытаний являются окончательными.
6.5 Типовым испытаниям машины подвергаются всякий раз после внесения изменений в конструкцию или технологический процесс с целью проверки их эффективности и целесообразности.
6.6 Испытания на надежность следует проводить один раз в три года.
7 МЕТОДЫ ИСПЫТАНИЙ
7.1 Техническую производительность ![]() (3.2), шт./ч, определяют в процессе мытья партии тарелок при полной загрузке машины и рассчитывают по формуле
(3.2), шт./ч, определяют в процессе мытья партии тарелок при полной загрузке машины и рассчитывают по формуле
![]() , (1)
, (1)
где ![]() - теоретическая производительность, шт./ч;
- теоретическая производительность, шт./ч;![]() - время, затраченное на мытье партии тарелок во время испытаний, ч (рекомендуется принимать
- время, затраченное на мытье партии тарелок во время испытаний, ч (рекомендуется принимать ![]() не менее 2 ч);
не менее 2 ч);![]() - время, затраченное на выполнение вспомогательных операций (время выхода машины в рабочий режим, слива воды из ванн и санобработки, а также время на техническое обслуживание и устранение мелких неисправностей во время испытаний), ч;
- время, затраченное на выполнение вспомогательных операций (время выхода машины в рабочий режим, слива воды из ванн и санобработки, а также время на техническое обслуживание и устранение мелких неисправностей во время испытаний), ч;![]() - коэффициент чистоты посуды (определяют согласно разделу 7).
- коэффициент чистоты посуды (определяют согласно разделу 7).
Теоретическую производительность машин ![]() , шт./ч, рассчитывают по формуле
, шт./ч, рассчитывают по формуле
для непрерывного действия:
![]() , (2)
, (2)
для периодического действия:
![]() , (3)
, (3)
где ![]() - скорость движения транспортера, м/мин;
- скорость движения транспортера, м/мин;![]() - число тарелок, установленных на транспортере в один ряд по ширине;
- число тарелок, установленных на транспортере в один ряд по ширине;![]() - шаг звена, м;
- шаг звена, м;![]() - количество тарелок в кассете, шт.;
- количество тарелок в кассете, шт.;![]() - время цикла мытья в машине, с;
- время цикла мытья в машине, с;![]() - время на перестановку кассет, с (рекомендуется принимать
- время на перестановку кассет, с (рекомендуется принимать ![]() =10 с).
=10 с).
При испытании машин периодического действия машина должна отработать без перерывов целое число циклов, продолжительность одного цикла
![]() .
.
7.2 Массу машины проверяют взвешиванием.
7.3 Габаритные размеры проверяют измерительной рулеткой по ГОСТ 7502*.
_______________
* Действует ГОСТ 7502-98. - Примечание.
7.4 Внешним осмотром проверяют качество сборки: 4.1, 4.2, 4.5, 4.9, 4.12, 4.14, 4.17, 4.22, 5.2, 5.5 (в части элементов заземления), 4.29, 4.30, 5.6-5.8, 5.14-5.18 (в части соответствия конструкторской документации), 4.18-4.20 (в части отделки поверхностей), 4.21, 4.28, 5.18 (в части наличия табличек, надписей, маркировки).
7.5 Проверку качества мытья предметов (4.3) на соответствие санитарным нормам (4.4) проводят одновременно с определением производительности машины. При проведении испытаний берут посуду, обработанную регламентированным загрязнителем, по методике, указанной в НД на машины конкретного типа. Допускается проверку качества мытья проводить на посуде, использованной на предприятии общественного питания. Продолжительность хранения загрязненной посуды не должна превышать 0,5 ч.
Для определения качества мытья на машине обрабатывают партию (не менее 100 шт.) тарелок. Качество вымытой посуды проверяют визуально и в соответствии с действующей методикой санитарно-бактериологического контроля на предприятиях общественного питания, утвержденной органом здравоохранения.
При осмотре качество мытья тарелки оценивают как "чистое", "среднее", "неприемлемое". Время осмотра каждой вымытой тарелки не более 5 с.
"Чистое" означает, что изделие совершенно свободно от видимых загрязнений. В этом случае изделие получает 2 балла.
"Среднее" означает, что общая площадь загрязнений, оставшихся после мытья, составляет не более 4 мм![]() или образовано не более чем четырьмя частичками загрязнителя. В этом случае изделие получает 1 балл.
или образовано не более чем четырьмя частичками загрязнителя. В этом случае изделие получает 1 балл.
"Неприемлемое" означает, что общая загрязненная площадь изделия после мытья превышает 4 мм![]() или поверхность загрязнена более чем четырьмя частичками загрязнителя. В этом случае изделие получает 0 баллов.
или поверхность загрязнена более чем четырьмя частичками загрязнителя. В этом случае изделие получает 0 баллов.
Качество мытья (коэффициент чистоты посуды) определяют делением количества баллов, полученных в результате оценки, на возможное количество баллов, если бы каждое проверенное изделие получило по 2 балла.
Коэффициент чистоты посуды должен быть не менее 0,85.
Бактериологический контроль и контроль остаточного содержания моющих средств в смывах с вымытой посуды - по методикам органа здравоохранения.
7.6 Температуру ополаскивающей воды и температуру воздуха для сушки (4.6 и 4.7) проверяют термоэлектрическим термометром с погрешностью измерений не более 2 °С или термометром с ценой деления 1 °С. Измерение температуры проводят в установившемся режиме после того, как машина проработает непрерывно не менее 15 мин.
Для проверки температуры воды для ополаскивания можно применять специальное приспособление, отводящее воду из ополаскивающего душа к месту измерения температуры термометром.
При приемо-сдаточных испытаниях проверку температуры ополаскивающей воды допускается проводить по приборам, установленным в водонагревателе.
7.7 Проверку требований 4.10 осуществляют при обкатке и регулировании машины.
7.8 Расход горячей воды через водонагреватель (4.13) определяется количеством воды, измеренным мерным сосудом из трубы слива при установившемся режиме работы:
для машин типа I - за время одного цикла;
для машин типа II - за определенный промежуток времени.
7.9 Водонагреватели испытывают на избыточное давление (4.15) на стенде по методике предприятия-изготовителя.
7.10 Отсутствие течи в сварных швах ванн, в местах стыковки секции и в резьбовых соединениях трубопровода (4.16) проверяется визуально в процессе обкатки машины.
7.11 Регулирование и обкатку машины (4.23) проводят по программам и методикам предприятия-изготовителя.
7.12 Испытания машин на транспортную тряску (4.24) проводят в упаковке на стенде имитации транспортирования, обеспечивающем перегрузки с ускорением 25 м/с![]() при частоте ударов от 80 до 120 в минуту. Время испытания - 2 ч.
при частоте ударов от 80 до 120 в минуту. Время испытания - 2 ч.
Допускается проводить испытания на транспортную тряску путем перевозки упакованных машин в грузовой автомашине по грунтовым и улучшенным дорогам со средней скоростью 30-40 км/ч на расстояние не менее 200 км.
По окончании испытаний на транспортную тряску испытуемый образец должен пройти проверку в объеме приемо-сдаточных испытаний.
7.13 Испытания машин на радиопомехи (4.25) - по ГОСТ 23511.
7.14 Испытания на надежность (4.26) - по ГОСТ 27.410.
7.15 Проверку автоматического прекращения подачи воды на ополаскивание при отсутствии посуды в зоне окончательного ополаскивания проточной водой (4.27) проводят путем воздействия (имитации давления предметов) на рычаг включения, при этом вода должна подаваться. При опускании рычага включения подача воды должна прекратиться.
7.16 Проверка электрического сопротивления изоляции токоведущих частей, сопротивления переходных контактов (5.3) и проверка электрической прочности изоляции (5.4) - по ГОСТ 27570.50.
При измерении сопротивления изоляции должны быть отключены нагревательные элементы, а также электронные устройства и элементы цепей управления, работающие на напряжении 42 В и менее.
7.17 Токи утечки (5.3) измеряют по методике ГОСТ 27570.50 на стенде, схема которого изображена на рисунке 1.
Рисунок 1 - Схема измерения токов утечки посудомоечных машин
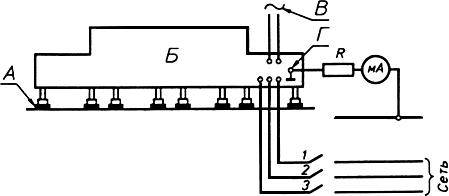
А - подставка из изоляционного материала; Б - посудомоечная машина; В - питание цепей управления;
Г - болт заземления; 1, 2, 3 - однополюсные выключатели; мА - миллиамперметр класса 1,0; R - резистор
Рисунок 1 - Схема измерения токов утечки посудомоечных машин
Примечание - Сопротивление измерительной цепи (миллиамперметра и резистора) должно быть (2000±100) Ом.
7.18 Степень защиты обслуживающего персонала от соприкасания с токоведущими и движущимися частями, находящимися внутри машины, и от проникания воды внутрь оболочки машины (5.9) следует проверять по ГОСТ 14254.
7.19 Проверку работы блокирующего устройства, обеспечивающего отключение транспортера при несвоевременном съеме предметов (5.10), проводят нажатием (имитацией давления предметов) на рычаг останова, при этом транспортер следует остановить. При отпускании рычага останова транспортер должен начать двигаться.
7.20 Насосы, редукторы испытывают по программам-методикам предприятия-изготовителя.
7.21 Проверка блокирующих устройств (5.11) осуществляется медленным и плавным поднятием кожуха. После прекращения работы машины высота поднятия кожуха измеряется штангенциркулем.
7.22 Автоматическую защиту водонагревателя (5.12) проверяют путем трехкратного включения водонагревателя без воды, при этом нагревательные элементы и терморегуляторы не должны выходить из строя.
7.23 Проверку фиксации кожухов в верхнем положении для машин типа I (5.13) проводят путем подъема их вверх, при этом не должно быть самопроизвольного их падения.
Проверку фиксации дверей в верхнем положении для машин типа II проводят путем подъема их вверх и стопорения, при этом не должно быть самопроизвольного их падения.
7.24 Температуру нагрева наружных поверхностей, ручек, мест, доступных для случайного прикасания (5.19), измеряют в рабочем режиме термоэлектрическими приборами в средних точках (точка пересечения диагоналей) поверхности.
7.25 Определение шумовых характеристик - по ГОСТ 12.1.028*.
_______________
* Действует ГОСТ Р 51402-99. - Примечание.
8 ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
8.1 Транспортирование
8.1.1 Транспортирование машин осуществляется в упакованном виде любым видом транспорта в соответствии с "Правилами перевозок грузов", действующими на каждом виде транспорта.
8.1.2 Условия транспортирования машин в части воздействия климатических факторов для районов с умеренным и холодным климатом на суше - по условиям хранения 8 (ОЖ3), для районов с тропическим климатом и при морских перевозках - 9 (ОЖ1) по ГОСТ 15150, а в части воздействия механических факторов - С при транспортировании железнодорожным, автомобильным и речным транспортом; Ж - при морских перевозках по ГОСТ 23170.
8.2 Хранение
8.2.1 Группа условий хранения машин - 4 по ГОСТ 15150.
9 ГАРАНТИИ ИЗГОТОВИТЕЛЯ
9.1 Изготовитель гарантирует соответствие машин требованиям настоящего стандарта при соблюдении условий эксплуатации, транспортирования и хранения.
9.2 Гарантийный срок эксплуатации - 24 мес со дня ввода машины в эксплуатацию.