ГОСТ 11654-90
(CT СЭВ 5940-87)
Группа Г81
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СТАНКИ КРУГЛОШЛИФОВАЛЬНЫЕ.
Основные параметры и размеры. Нормы точности
External grinding machines. Basic parameters and dimensions.
Accuracy standards
ОКП 38 1311
Дата введения 1992-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
РАЗРАБОТЧИКИ
М.В.Голубева, В.Я.Черневич, А.Н.Байков, А.С.Коньшин, Ю.А.Архипов
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 10.04.90 N 832
3. Срок проверки -1995 г., периодичность проверки - 5 лет.
4. Стандарт соответствует СТ СЭВ 5940-87 в части типоразмерного ряда круглошлифовальных станков
5. Стандарт соответствует международному стандарту ИСО 2433-84
6. ВЗАМЕН ГОСТ 2983-81 и ГОСТ 11654-84
7. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта, приложения |
ГОСТ 8-82 | 2.1, приложение 2 |
ГОСТ 2323-76 | 1.1 |
ГОСТ 2424-83 | 1.1 |
ГОСТ 2789-73 | 3.5.4 |
ГОСТ 6636-69 | 1.1 |
ГОСТ 12595-85 | 1.1 |
ГОСТ 22267-76 | 2.6-2.12, 2.14, 2.15, 2.17-2.20, 3.5.3 |
ГОСТ 23597-79 | 1.2, 2.24 |
ГОСТ 24644-81 | 1.1 |
ГОСТ 25443-82 | 3.1 |
ГОСТ 25465-82 | Приложение 3 |
ГОСТ 25557-82 | 1.1 |
ГОСТ 25865-83 | Приложение 3 |
ГОСТ 25889.1-83 | 3.5.1 |
ГОСТ 25889.4-86 | 3.5.2 |
ГОСТ 27843-88 | 2.24 |
ВНЕСЕНА поправка, опубликованная в ИУС N 11, 2005 год
Поправка внесена юридическим бюро "Кодекс"
Настоящий стандарт распространяется на круглошлифовальные станки общего назначения, различной степени автоматизации, в том числе с ЧПУ, с горизонтальной осью шпинделя, с поворотными и неповоротными бабками, для продольного и (или) врезного шлифования, с креплением заготовки в центрах и (или) в патроне классов точности П, В, А и С, с наибольшим диаметром устанавливаемой заготовки до 800 мм, с наибольшей длиной устанавливаемой заготовки до 8000 мм. Настоящий стандарт не распространяется на специализированные и специальные круглошлифовальные станки.
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Основные параметры и размеры станков по табл.1 и 2.
Таблица 1
мм
Наименование показателя | Нормы | ||||
1. | |||||
в центрах | 40; 50 | 80; 100 | 125 | 250 | (560) |
63 | 140 | (280) | 630 | ||
160 | 320 | 800 | |||
200 | 400 | ||||
500 | |||||
в патроне* | 63 | 125 | 320 | 630 | |
200 | 500 | 800 | |||
2. |
|
| |||
3. | |||||
в центрах | 160 | 200 | 400 | 630 | 750 |
200 | 250 | 500 | (710) | 1000 | |
250 | 320 | 630 | 750 | 1250 | |
320 | 400 | (710) | 1000 | (1400) | |
750 | 1250 | 1500 | |||
1000 | (1400) | 2000 | |||
1500 | 2500 | ||||
2000 | (2800) | ||||
2500 | 3000 | ||||
(2800) | 4000 | ||||
3000 | 5000 | ||||
4000 | 6000 | ||||
8000 | |||||
в патроне* | 125 | 250 | 400 | 630 | |
320 | 500 | 750 | |||
400 | 630 | ||||
750 | |||||
4. | |||||
в центрах |
| ||||
в патроне |
| ||||
5. Рекомендуемый наибольший диаметр устанавливаемого на станке шлифовального круга для наружного шлифования по ГОСТ 2424 | 175 | 175 | 300 | 400 | 750 |
200 | 200 | 350 | 500 | 900 | |
250 | 250 | 400 | 600 | 1060 | |
300 | 300 | 500 | 750 | ||
350 | 350 | 600 | |||
400 | 400 | ||||
6. Условный размер конца шпинделя бабки изделия по ГОСТ 12595 | 3; 4; 5; 6; 8; 11; 15; 21 | ||||
7. Конус в шпинделе бабки изделия и в пиноли задней бабки по ГОСТ 25557: | |||||
конус Морзе | 2; 3; 4; 5; 6 | ||||
конус метрический | 80; 100 | ||||
8. Конец шлифовального шпинделя для наружного шлифования, с наружным базирующим конусом, по ГОСТ 2323 | 16 | 16 | 32 | 50 | 80 |
20 | 20 | 40 | 63 | 100 | |
32 | 32 | 50 | 80 | 125 | |
40 | 40 | 63 | 100 | ||
50 | 50 | 80 | |||
9. Конец шлифовального шпинделя (или шпинделя бабки изделия или пиноли задней бабки) с конусностью 7:24 для применения в системах автоматической смены инструмента, по ГОСТ 24644 | 30; 40; 50; 60 | ||||
Примечания:
1. Числовые значения параметров, приведенные в таблице с указанием "не менее", принимаются из ряда Ra 40 по ГОСТ 6636.
2. Числовые значения параметров, рассчитанные по приведенным в таблице формулам, округляются до ближайшего значения из ряда Ra 40 по ГОСТ 6636.
3. Для станков с ![]() 4000 мм по согласованию с заказчиком могут применяться значения
4000 мм по согласованию с заказчиком могут применяться значения ![]() , отличающиеся от указанных в таблице, а остальные величины параметров и размеров для этих станков являются рекомендуемыми.
, отличающиеся от указанных в таблице, а остальные величины параметров и размеров для этих станков являются рекомендуемыми.
4. Предпочтительные значения при установке в патроне на патронных и патронно-центровых станках отмечены *.
5. Значения в скобках не являются предпочтительными.
6. Размеры конца шпинделя по пп.8 и 9 не являются обязательными для шпинделей со встроенным балансировочным устройством.
Таблица 2
мм
Наименование дополнительного устройства и показателя | Нормы |
1. Поворотные бабки: |
|
2. Устройства для шлифования отверстий: | |
| |
от 40 до 200 | 0,8 |
от 250 до 800 | 0,7 |
| 0,1 |
3. Устройства для шлифования торцов: | |
|
|
Диаметр устанавливаемого шлифовального круга для торцового шлифования по ГОСТ 2424 | 40; 50; 80; 100; 125; 150; 200; 250 |
Размер конца шпинделя для торцового шлифования по ГОСТ 2323 | 10; 12; 16; 20; 25; 32; 40; 50; 65 |
Примечания:
1. Числовые значения параметров, указанные в табл.2, являются справочными.
2. Числовые значения параметров, приведенные в таблице с указанием "не менее" или "не более", принимаются из ряда Ra 40 по ГОСТ 6636.
3. Числовые значения параметров, рассчитанные по приведенным в таблице формулам, округляются до ближайшего значения из ряда Ra 40 по ГОСТ 6636.
1.2. Обозначение и положительное направление осей координат станка - по ГОСТ 23597.
В стандарте приняты следующие буквенные обозначения параметров и размеров:![]() - наибольший диаметр устанавливаемой заготовки;
- наибольший диаметр устанавливаемой заготовки;![]() - наибольший диаметр шлифуемой наружной цилиндрической или конической поверхности;
- наибольший диаметр шлифуемой наружной цилиндрической или конической поверхности;![]() - наибольшая длина устанавливаемой заготовки;
- наибольшая длина устанавливаемой заготовки;![]() - наибольшая длина шлифуемой наружной поверхности;
- наибольшая длина шлифуемой наружной поверхности;![]() - наибольший диаметр шлифуемой внутренней цилиндрической или конической поверхности;
- наибольший диаметр шлифуемой внутренней цилиндрической или конической поверхности;![]() - наименьший диаметр шлифуемой внутренней цилиндрической или конической поверхности;
- наименьший диаметр шлифуемой внутренней цилиндрической или конической поверхности;![]() - наибольший диаметр шлифуемой торцовой поверхности.
- наибольший диаметр шлифуемой торцовой поверхности.
2. ГЕОМЕТРИЧЕСКАЯ ТОЧНОСТЬ СТАНКА
2.1. Общие требования к испытаниям станков на точность - по ГОСТ 8.
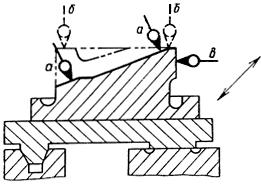
2.2. Перед проверкой точности изготовления станок выверяется в направлениях осей ![]() и
и ![]() .
.
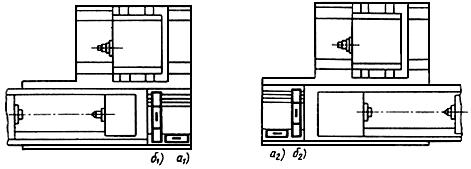
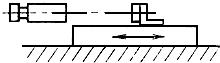
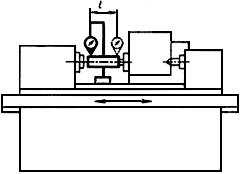
а) при выверке станка в продольном направлении (ось ![]() ) прямолинейность направляющих станины в вертикальной плоскости не должна превышать 0,02 мм на 1000 мм. На каждые 1000 мм длины направляющих допуск увеличивается на 0,015 мм.
) прямолинейность направляющих станины в вертикальной плоскости не должна превышать 0,02 мм на 1000 мм. На каждые 1000 мм длины направляющих допуск увеличивается на 0,015 мм.
Наибольшее значение допуска 0,05 мм, местное значение допуска 0,005 мм на 250 мм в любом месте по длине направляющих.
б) при выверке в поперечном направлении (в направлении оси ![]() ) отклонение направляющих от параллельности в вертикальной плоскости не должно превышать 0,02 мм на 1000 мм для станков с длиной устанавливаемой заготовки до 500 мм и 0,04 мм на 1000 мм для станков с длиной устанавливаемой заготовки свыше 500 мм.
) отклонение направляющих от параллельности в вертикальной плоскости не должно превышать 0,02 мм на 1000 мм для станков с длиной устанавливаемой заготовки до 500 мм и 0,04 мм на 1000 мм для станков с длиной устанавливаемой заготовки свыше 500 мм.
Для проверок а, б используют прецизионный уровень, а также оптический и другие методы. При этом для проверки а) уровень а![]() , а
, а![]() (черт.1) размещают в продольном направлении на направляющих станины. Для проверки б) уровень б
(черт.1) размещают в продольном направлении на направляющих станины. Для проверки б) уровень б![]() , б
, б![]() размещают в поперечном направлении на измерительном мостике, установленном на направляющих станины.
размещают в поперечном направлении на измерительном мостике, установленном на направляющих станины.
Черт.1
Черт.1
При длине шлифования ![]() 1000 мм измерения проводят при крайнем левом и крайнем правом положении стола (положения а
1000 мм измерения проводят при крайнем левом и крайнем правом положении стола (положения а![]() , а
, а![]() и б
и б![]() , б
, б![]() уровней). При длине шлифования
уровней). При длине шлифования ![]() 1000 мм измерения проводят через 500 мм по всей длине направляющих станины.
1000 мм измерения проводят через 500 мм по всей длине направляющих станины.
2.3. Допускается применение методов проверки и средств измерений, отличающихся от указанных в настоящем стандарте, при условия обеспечения выполнения требуемой точности измерения и достоверности определения проверяемых параметров точности.
2.4. Класс точности станка устанавливается в соответствии с требованиями к образцу-изделию, изложенными в разд.3.
При приемке станка не всегда необходимо проводить все проверки, указанные в настоящем стандарте. По согласованию с изготовителем потребитель может выбрать проверки, которые характеризуют интересующие его свойства, но эти проверки должны быть четко определены при заказе станка.
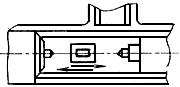
2.5. Прямолинейность направляющих станины в горизонтальной плоскости в направлении продольного перемещения*
________________
* Проверяется до сборки станка.
Допуск 0,02 мм на длине 1000 мм. При ![]() 1000 мм на каждые 1000 мм допуск увеличивается на 0,02 мм. Наибольшее значение допуска 0,05 мм. Местный допуск 0,006 мм на длине 300 мм в любом месте по длине направляющих.
1000 мм на каждые 1000 мм допуск увеличивается на 0,02 мм. Наибольшее значение допуска 0,05 мм. Местный допуск 0,006 мм на длине 300 мм в любом месте по длине направляющих.
Индикатор устанавливают на опоре ![]() , черт.2, соответствующей формы так, чтобы он мог перемещаться по направляющим, а его измерительный наконечник касался линейки, установленной параллельно направляющим.
, черт.2, соответствующей формы так, чтобы он мог перемещаться по направляющим, а его измерительный наконечник касался линейки, установленной параллельно направляющим.
Черт.2
Черт.2
2.6. Прямолинейность траектории перемещения стола, проверяемая в горизонтальной плоскости
Таблица 3
Длина перемещения, мм | Допуск, мкм, для станков класса точности П |
До 200 | 5 |
Св. 200 " 320 | 5 |
" 320 " 500 | 6 |
" 500 " 800 | 8 |
" 800 " 1250 | 10 |
" 1250 " 2000 | 12 |
" 2000 " 3200 | 16 |
" 3200 " 5000 | 20 |
" 5000 " 8000 | 32 |
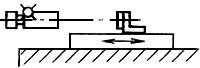
Измерения - по ГОСТ 22267, разд.3, методы 1б, 2б, 3, 5, 8 (черт.3, 4, 5, 7, 8) для станков с длиной перемещения стола до 1600 мм.
Черт.3
Черт.3
Черт.4
Черт.4
Черт.5
Черт.5
Черт.6
Черт.6
Черт.7
Черт.7
Черт.8
Черт.8
Для станков с длиной перемещения стола свыше 1600 мм - метод 3 (черт.8).
2.7. Прямолинейность траектории перемещения стола, проверяемая в вертикальной плоскости (рекомендуемая)
Таблица 4
Длина перемещения, мм | Допуск, мкм, для станков класса точности П |
До 200 | 6 |
Св. 200 " 320 | 8 |
" 320 " 500 | 10 |
" 500 " 800 | 12 |
" 800 " 1250 | 16 |
" 1250 " 2000 | 20 |
" 2000 " 3200 | 25 |
" 3200 " 5000 | 32 |
" 5000 " 8000 | 40 |
Измерения - по ГОСТ 22267, разд.3, методы 1б, 2б (черт.3, 4) для станков с длиной перемещения стола до 1600 мм.
Для станков с длиной перемещения стола свыше 1600 мм - методы 5, 7, 8 (черт.5, 6, 7).
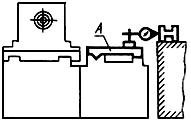
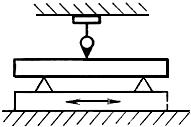
2.8. Прямолинейность и параллельность базовых поверхностей верхнего стола (для бабок) направлению и траектории продольного перемещения стола
Таблица 5
Длина перемещения, мм | Допуск, мкм, для станков класса точности П |
До 320 | 3 |
Св. 320 " 500 | 5 |
" 500 " 800 | 8 |
" 800 " 1250 | 12 |
" 1250 " 2000 | 20 |
" 2000 " 3200 | 32 |
" 3200 " 5000 | 45 |
" 5000 " 8000 | 50 |
Местное значение допуска 0,003 мм на 300 мм в любом месте по длине направляющих |
Измерения - по ГОСТ 22267, разд.6, метод 1б (черт.9).
Боковую направляющую ![]() верхнего стола выверяют в нулевое положение по концам хода стола.
верхнего стола выверяют в нулевое положение по концам хода стола.
Черт.9
Черт.9
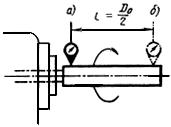
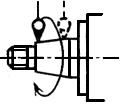
2.9. Радиальное биение отверстия шпинделя передней бабки (для станков с вращающимся шпинделем передней бабки) в вертикальной и горизонтальной плоскостях:
2.9а. У торца шпинделя
2.9б. На длине ![]() равной
равной ![]() , но не более 300 мм.
, но не более 300 мм.
(![]() - наибольший диаметр шлифования, мм)
- наибольший диаметр шлифования, мм)
Таблица 6
Наибольший диаметр устанавливаемой заготовки, мм | Номер | Допуск, мкм, для станков |
До 100 | 2.9а | 4 |
2.9б | ||
" 200 | 2.9а | 5 |
2.9б | ||
" 200 " 400 | 2.9а | 5 |
2.9б | ||
" 400 | 2.9а | 5 |
2.9б |
Измерения - по ГОСТ 22267, разд.15, метод 2 (черт.10).
Черт.10
Черт.10
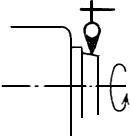
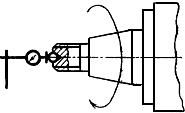
2.10. Радиальное биение наружной базовой поверхности конца шпинделя передней бабки (для станков с вращающимся шпинделем передней бабки, имеющим наружную базовую поверхность)
Таблица 7
Наибольший диаметр устанавливаемой заготовки, мм | Допуск, мкм, для станков класса точности П |
До 200 | 3 |
Св. 200 " 400 | 4 |
" 400 | 5 |
Измерение - по ГОСТ 22267, разд.15, метод 1 (черт.11).
Черт.11
Черт.11
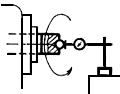
2.11. Осевое биение шпинделя передней бабки (для станков с вращающимся шпинделем передней бабки)
Таблица 8
Наибольший диаметр устанавливаемой заготовки, мм | Допуск, мкм, для станков класса точности П |
До 200 | 3 |
" 400 | 4 |
" 400 | 5 |
Измерение - по ГОСТ 22267, разд.17, метод 1 (черт.12).
Черт.12
Черт.12
2.12. Торцовое биение базовой поверхности шпинделя передней бабки (для станков с вращающимся шпинделем передней бабки, имеющим наружную торцовую базовую поверхность)
Таблица 9
Наибольший диаметр устанавливаемой заготовки, мм | Допуск, мкм, для станков класса точности П |
До 200 | 6 |
Св. 200 " 400 | 8 |
" 400 | 10 |
Измерение - по ГОСТ 22267, разд.18, метод 1 (черт.13).
Черт.13

Черт.13
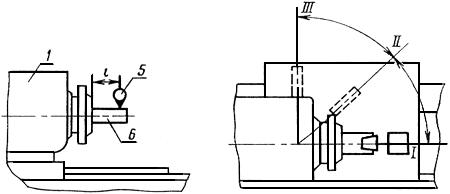
2.13. Одновысотность расположения оси шпинделя передней бабки при повороте ее вокруг вертикальной оси (для станков с поворотной передней бабкой) (рекомендуемая)
Таблица 10
Наибольший диаметр устанавливаемой заготовки, мм |
| Допуск, мкм, для станков класса точности П |
До 100 | 60 | 10 |
" 200 | 100 | 15 |
" 200 " 400 | 150 | 20 |
" 400 | 150 | 20 |
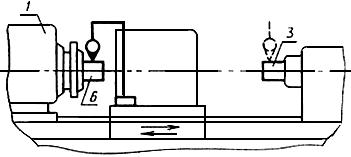
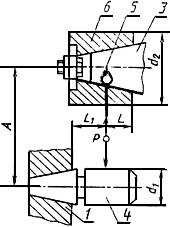
В отверстие шпинделя передней бабки 1 (черт.14) вставляют контрольную оправку 6 с цилиндрической измерительной поверхностью.
Черт.14
Черт.14
На шлифовальной бабке или на специальной плите, выверенной параллельно ходу стола и шлифовальной бабки, укрепляют индикатор 5 так, чтобы его измерительный наконечник касался верхней образующей оправки на расстоянии ![]() от торца шпинделя и был перпендикулярен ей.
от торца шпинделя и был перпендикулярен ей.
Измерения проводят в крайних (I, III) и среднем (II) положениях передней бабки при затянутых винтах. Отклонение от одновысотности определяют как алгебраическую разность показаний индикатора в трех положениях бабки.
2.14. Параллельность оси шпинделя передней бабки направлению перемещения стола:
в вертикальной плоскости;
в горизонтальной плоскости (свободный конец оправки может отклоняться только вверх и к шлифовальному кругу).
2.14.1. с невращающимся шпинделем.
2.14.2. с вращающимся шпинделем
Таблица 11
Наибольший диаметр устанавливаемой заготовки, мм | Номер |
| Допуск, мкм, для станков класса точности П |
До 100 | 2.14.1 | 100 | 8 |
2.14.2 | 3 | ||
" 200 | 2.14.1 | 150 | 12 |
2.14.2 | 5 | ||
" 200 " 400 | 2.14.1 | 200 | 16 |
2.14.2 | 6 | ||
" 400 | 2.14.1 | 300 | 25 |
2.14.2 | 10 |
Измерение - по ГОСТ 22267, разд.6, метод 3б (черт.15).
Черт.15
Черт.15
Верхний стол устанавливают в нулевое положение.
Станки с поворотной передней бабкой по методу 3б (черт.15) проверяют только в вертикальной плоскости с предварительной установкой бабки в нулевом положении в горизонтальной плоскости.
2.15. Параллельность оси отверстия пиноли задней бабки направлению перемещения стола:
2.15.1. В вертикальной плоскости
2.15.2. В горизонтальной плоскости (свободный конец оправки может отклоняться только вверх и к шлифовальному кругу)
Таблица 12
Наибольший диаметр устанавливаемой заготовки, мм | Номер пункта | 1, мм | Допуск, мкм, для станков класса точности П |
До 100 | 2.15.1 | 100 | 5 |
2.15.2 | 5 | ||
" 200 | 2.15.1 | 150 | 8 |
2.15.2 | 8 | ||
" 200 " 400 | 2.15.1 | 300 | 15 |
2.15,2 | 15 | ||
" 400 | 2.15.1 | 300 | 15 |
2.15.2 |
| 15 |
Измерение - по ГОСТ 22267, разд.6, метод 3б (черт.16).
Черт.16
Черт.16
Верхний стол устанавливают в нулевое положение.
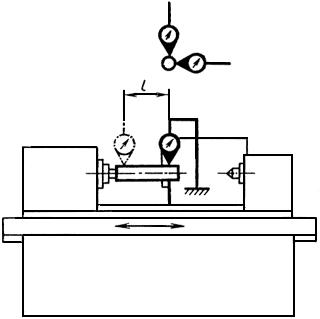
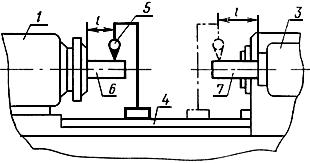
2.16. Одновысотность осей отверстий шпинделя передней бабки и пиноли задней бабки (ось отверстия пиноли задней бабки должна быть не ниже оси отверстия шпинделя передней бабки)
Таблица 13
Наибольшая длина устанавливаемой заготовки, мм | Допуск, мкм, для станков класса точности П |
До 2000 | 10 |
Св. 2000 | 20 |
Проверка для станков с длиной хода стола до 1250 мм при помощи индикатора и центровой оправки
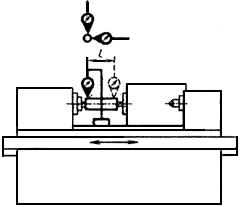
Между центрами передней 1 и задней бабки 2 (черт.17) устанавливают контрольную оправку 6 с цилиндрической поверхностью, длина которой равна наибольшей длине устанавливаемой заготовки.
Черт.17
Черт.17
На неподвижной части станка укрепляют индикатор 5 так, чтобы измерительный наконечник касался измерительной поверхности оправки и был направлен к ее оси перпендикулярно образующей.
Верхний стол 4 устанавливают в нулевое положение, а для станков с поворотной передней бабкой последняя также должна быть установлена в нулевое положение.
Стол перемещают так, чтобы измерительный наконечник индикатора коснулся оправок на расстоянии от торца шпинделя передней бабки и от пиноли задней бабки, ориентировочно равном вылету центров.
Отклонение от одновысотности равно алгебраической разности показаний индикатора.
Проверка для станков с длиной хода стола свыше 1250 мм при помощи индикатора и двух коротких оправок.
В отверстие шпинделя передней бабки 1 и пиноли задней бабки 2 (черт.18) вставляют цилиндрические оправки 6 и 3 одинакового диаметра, расстояние между которыми ориентировочно равно наибольшей длине устанавливаемого изделия.
Черт.18
Черт.18
В остальном проверку проводят аналогично проверке для станков с длиной хода стола до 1250 мм.
2.17. Параллельность оси шлифовального шпинделя направлению перемещения стола:
в вертикальной плоскости
в горизонтальной плоскости (свободный конец оправки может отклоняться только вверх и к линии центров). Станки с поворотной шлифовальной бабкой проверяют только в вертикальной плоскости, предварительно установив бабку в нулевое положение в горизонтальной плоскости.
Допуск при наибольшем диаметре устанавливаемой заготовки до 400 мм и св. 400 мм (в вертикальной и горизонтальной плоскостях) для станков класса точности П равен 10 мкм.
Измерение - по ГОСТ 22267, разд.6, метод 3а (черт.19).
Черт.19
Черт.19
2.18. Радиальное биение базирующего конца шлифовального шпинделя под круг
Таблица 14
Наибольший диаметр устанавливаемой заготовки, мм | Допуск, мкк, для станков класса точности П |
До 200 | 4 |
" 400 | 5 |
" 400 | 5 |
Измерение - по ГОСТ 22267, разд.15, метод 1 (черт.20). Контроль в двух сечениях.
Черт.20
Черт.20
2.9. Осевое биение шлифовального шпинделя под круг
Таблица 15
Наибольший диаметр устанавливаемой заготовки, мм | Допуск, мкм, для станков класса точности П |
До 100 | 5 |
Св. 100 " 200 | 8 |
" 200 " 400 | 10 |
" 400 | 10 |
Измерение - по ГОСТ 22267, разд.7, метод 1 (черт.21).
Черт.21
Черт.21
2.20. Параллельность оси гнезда кронштейна для внутришлифовального шпинделя направлению перемещения стола в вертикальной и горизонтальной плоскостях на длине ![]() 100 мм (отклонение свободного конца оправки допускается вверх и к оси центров) (рекомендуемая)
100 мм (отклонение свободного конца оправки допускается вверх и к оси центров) (рекомендуемая)
Допуск при наибольшем диаметре устанавливаемой заготовки до 400 мм и св. 400 мм для станков класса точности П равен 10 мкм.
Станки с поворотной шлифовальной бабкой проверяют только в вертикальной плоскости, предварительно установив бабку в нулевое положение в горизонтальной плоскости.
Измерение - по ГОСТ 22267, разд.6, метод 3а (черт.22).
Черт.22
Черт.22
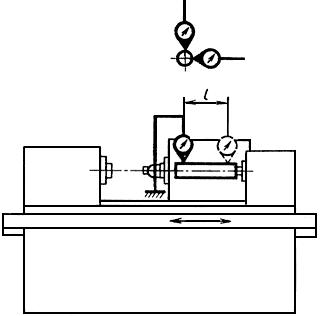
2.21. Одновысотность расположения осей отверстий шпинделя передней бабки и в кронштейне для внутришлифовального шпинделя над столом (для станков с вращающимся шпинделем передней бабки, ось шпинделя передней бабки должна быть не ниже оси гнезда в кронштейне для внутришлифовального шпинделя) (рекомендуемая)
Таблица 16
Наибольший диаметр устанавливаемой заготовки, мм | Допуск, мкм, для станков класса точности П |
До 100 | 12 |
" 200 | 16 |
" 200 | 20 |
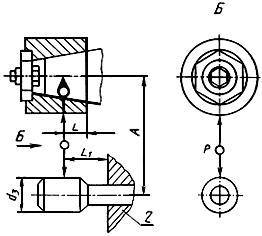
В отверстие шпинделя передней бабки 1 и гнездо кронштейна 3 (черт.23) для внутришлифовального шпинделя вставляют цилиндрические оправки 6 и 7 одинакового диаметра (оправку 7 зажимают). На столе 4 устанавливают индикатор 5 так, чтобы его измерительный наконечник поочередно касался измерительных поверхностей оправок на расстоянии ![]() 100 мм и был направлен к их оси перпендикулярно образующим.
100 мм и был направлен к их оси перпендикулярно образующим.
Черт.23
Черт.23
Измерения проводят по двум диаметрально противоположным образующим оправки при повороте шпинделя на 180°.
Отклонение от одновысотности равно наибольшей алгебраической разности среднеарифметических показаний индикатора, полученных при первоначальном и повернутом на 180° положениях шпинделя.
2.22. Прямолинейность и перпендикулярность перемещения шлифовальной бабки направлению перемещения стола (при перемещении шлифовальной бабки к линии центров отклонение ее допускается только в сторону передней бабки)
Таблица 17
Наибольший диаметр устанавливаемой заготовки, мм | Наименьшая длина перемещения, мм | Допуск, мкм, для станков класса точности П |
До 100 | Не более 50 | 8 |
" 200 | 100 | 12 |
" 200 " 400 | 200 | 16 |
" 400 | 300 | 20 |
Между центрами передней бабки 1 и задней бабки 2 (черт.24) устанавливают контрольную оправку, длина которой ![]() равна длине рабочего хода, но не более 1000 мм.
равна длине рабочего хода, но не более 1000 мм.
Черт.24
Черт.24
Показания индикатора по концам оправки в горизонтальной плоскости, параллельной ходу стола, должны быть одинаковыми.
Затем устанавливают другую контрольную оправку 4 с фланцем или угольником, торец которого перпендикулярен оси оправки.
На шлифовальной бабке 3 укрепляют индикатор 5 так, чтобы его измерительный наконечник касался измерительной торцовой поверхности фланца оправки (угольника) и был перпендикулярен ей.
Шлифовальную бабку перемещают в поперечном направлении на длину наибольшего радиуса устанавливаемой заготовки.
Отклонение от прямолинейности и перпендикулярности равно наибольшему значению алгебраической разности показаний индикатора.
2.23. Повторяемость установки шлифовальной бабки при чистовой подаче
0,002 мм при ![]() 500 мм и 0,004 мм при
500 мм и 0,004 мм при ![]() 500 мм
500 мм
Проверку выполняют при помощи индикатора с круговой шкалой. Проводят шесть последовательных проверок позиционирования шлифовального круга в режиме быстрого подвода, затем медленного перемещения.
2.24. Точность линейного позиционирования рабочих органов для станков с программным управлением по управляемой координате (рекомендуемая).
2.24.1. Повторяемость одностороннего позиционирования ![]() или
или ![]() Допуск
Допуск ![]() (
(![]() ) указан в табл.18.
) указан в табл.18.
Таблица 18
Длина перемещения, мм | Номер пункта* | Допуск | ||
П, В | А | С | ||
До 320 | 2.24.1a | 2 | 2 | 1 |
2.24.1б | 10 | 6 | 4 | |
" 500 | 2.24.1a | 4 | 3 | 2 |
2.24.1б | 12 | 8 | 5 | |
" 500 " 800 | 2.24.1а | - | - | - |
2.24.1б | 15 | 8 | 6 | |
" 800 " 1250 | 2.24.1а | - | - | - |
2.24.1б | 20 | 12 | 8 | |
" 1250 " 2000 | 2.24.1а | - | - | - |
2.24.1б | 25 | 15 | 10 | |
" 2000 " 3200 | 2.24.1а | - | - | - |
2.24.1б | 30 | 20 | 12,5 | |
" 3200 " 5000 | 2.24.1а | - | - | - |
2.24.1б | 40 | 25 | - | |
" 5000 " 8000 | 2.24.1а | - | - | - |
2.24.1б | 50 | 35 | - | |
_________________
* а - для осей координат ![]() (
(![]() ,
, ![]() ); б - для осей координат
); б - для осей координат ![]() (
(![]() ,
, ![]() )
)
2.24.2. Максимальная зона нечувствительности ![]() . Допуск
. Допуск ![]() указан в табл.19.
указан в табл.19.
Таблица 19
Длина перемещения, мм | Номер пункта* | Допуск | ||
П, В | А | С | ||
До 125 | 2.24.2а | 2 | 1 | 1 |
2.24.2б | 3 | 2 | 2 | |
Св. 125 " 200 | 2.24.2а | 2 | 1,5 | 1 |
2.24.2б | 4 | 2 | 2 | |
" 200 " 320 | 2.24.2а | 3 | 1,5 | 1,5 |
2.24.2б | 5 | 3 | 3 | |
" 320 " 500 | 2.24.2а | 4 | 2 | - |
2.24.2б | 6 | 4 | 3 | |
" 500 " 800 | 2.24.2а | - | - | - |
2.24.2б | 8 | 5 | 3 | |
" 800 " 1250 | 2.24.2а | - | - | - |
2.24.2б | 10 | 6 | 4 | |
1250 " 2000 | 2.24.2а | - | - | - |
2.24.2б | 12 | 8 | 5 | |
" 2000 " 3200 | 2.24.2а | - | - | - |
2.24.2б | 15 | 10 | 6 | |
" 3200 " 5000 | 2.24.2а | - | - | - |
2.24.2б | 20 | 12 | - | |
" 5000 " 8000 | 2.24.2а | - | - | |
2.24.2б | 25 | 16 | - | |
_________________
* а - для осей координат ![]() (
(![]() ,
, ![]() ); б - для осей координат
); б - для осей координат ![]() , (
, (![]() ,
, ![]() )
)
Примечания к табл.18 и 19:
1. Обозначение осей координат по ГОСТ 23597.
2. Допуск по осям ![]() (
(![]() ,
, ![]() ) дан для дискреты 0,0005 мм, а по осям
) дан для дискреты 0,0005 мм, а по осям ![]() , (
, (![]() ,
, ![]() ) - для дискреты 0,001 мм.
) - для дискреты 0,001 мм.
3. Термины и определения, методы проверки - по ГОСТ 27843.
3. ТОЧНОСТЬ ОБРАЗЦА-ИЗДЕЛИЯ
3.1. Общие требования к образцу-изделию - по ГОСТ 25443.
3.2. Для проверок по пп.3.5.1, 3.5.2 и 3.5.4
3.2.1. При обработке в центрах. Образец - валик цилиндрической формы (черт.25) с размерами ![]() 10 закрепляют (без люнета) между центрами станка и обрабатывают его цилиндрическую поверхность.
10 закрепляют (без люнета) между центрами станка и обрабатывают его цилиндрическую поверхность.
Черт.25
Черт.25
Таблица 20
Размеры образца, мм
Наибольшая длина шлифования, |
|
|
До 315 | 160 | 16 |
Св. 315 " 630 | 315 | 32 |
" 630 " 1600 | 630 | 63 |
" 1600 " 3000 | 1000 | 100 |
" 3000 | 1500 | 150 |
3.2.2. При обработке в патроне
Образец - валик (или диск) цилиндрической формы (черт.26) с размерами ![]() *,
*, ![]() , где
, где ![]() - наибольший диаметр устанавливаемой заготовки, закрепляют в патроне (или в отверстии шпинделя) и обрабатывают его наружную цилиндрическую поверхность.
- наибольший диаметр устанавливаемой заготовки, закрепляют в патроне (или в отверстии шпинделя) и обрабатывают его наружную цилиндрическую поверхность.
__________________
* Формула соответствует оригиналу. - Примечание.
Черт.26
Черт.26
Для станков с длиной шлифования ![]() 1500 мм -
1500 мм - ![]() 40 мм и
40 мм и ![]() 100 мм; для станков с длиной шлифования
100 мм; для станков с длиной шлифования ![]() 1500 мм -
1500 мм - ![]() 100 мм и
100 мм и ![]() 400 мм.
400 мм.
Образец - втулка цилиндрической формы (черт.27) с основными размерами ![]() и
и ![]() , где
, где ![]() - наибольший диаметр отверстия, шлифуемого на станке (
- наибольший диаметр отверстия, шлифуемого на станке (![]() и
и ![]() - соответственно диаметр и длина шлифуемого отверстия образца), закрепляют в патроне и шлифуют внутреннюю цилиндрическую поверхность.
- соответственно диаметр и длина шлифуемого отверстия образца), закрепляют в патроне и шлифуют внутреннюю цилиндрическую поверхность.
Черт.27
Черт.27
3.3. Для проверок по пп.3.5.3 и 3.5.4
Образец-диск диаметром ![]() , где
, где ![]() - наибольший диаметр устанавливаемой заготовки, закрепляют в патроне и обрабатывают торцовую поверхность.
- наибольший диаметр устанавливаемой заготовки, закрепляют в патроне и обрабатывают торцовую поверхность.
Допускается обработка не менее трех отдельных кольцевых поясков (на периферии, в середине и у центра).
3.4. Условия обработки образцов-изделий
Изготовитель устанавливает в технических условиях или других документах, его заменяющих, условия обработки образца-изделия:
для проверок 3.5.1, 3.5.2 и 3.5.4 (обработка образца в центрах) - материал и твердость поверхности, качество и размеры шлифовального круга, условия шлифования и др.
для проверок по пп.3.5.1, 3.5.2, 3.5.3 и 3.5.4 (обработка образца-изделия в патроне) - материал и твердость поверхности образца, качество и размеры шлифовальных кругов, условия зажима образца и шлифования. Потребитель имеет право установить специальные требования к условиям обработки образца-изделия, оговариваемые при заказе.
3.5. Точность цилиндрических поверхностей образца:
3.5.1. Круглость
Таблица 21
Обработка | Наибольший диаметр устанавливаемой заготовки, мм | Допуск, мкм, для станков классов точности | |||
П | В | А | С | ||
В центрах | До 200 | 1,6 | 1,0 | 0,6 | 0,4 |
Св. 200 " 400 | 2,5 | 1,6 | 1,0 | 0,6 | |
" 400 | 3,0 | 2,5 | 1,6 | 1,0 | |
В патроне | До 400 | ||||
Св. 400 (для | 2,5 | 1,6 | 1,0 | 0,6 | |
Метод проверки - по ГОСТ 25889.1
3.5.2. Постоянство диаметра в продольном сечении (при обработке в центрах)
Таблица 22
Длина | Допуск, мкм, для станков классов точности | |||
П | В | А | С | |
| 3 | 3 | 2 | 1 |
315 | 5 | 4 | 3 | 2 |
630 | 8 | 6 | 4 | 3 |
1000 | 10 | 8 | 6 | 4 |
1500 | 15 | 12 | 10 | 8 |
Метод проверки - по ГОСТ 25889.4
3.5.3. Плоскостность торцовой поверхности образца (выпуклость не допускается)
Таблица 23
Наибольший диаметр устанавливаемой заготовки, мм | Допуск, мкм, для станков классов точности | |||
П | В | А | С | |
До 200 | 6 | 5 | 4 | 3 |
" 400 | 8 | 6 | 5 | 4 |
" 400 | 10 | 8 | 6 | 5 |
Отклонение от плоскостности определяется как разность наибольшего и наименьшего показаний измерительного прибора в различных точках проверяемой поверхности, полученных при перемещении прибора по базовой плоскости. Наконечник измерительного прибора устанавливается перпендикулярно проверяемой поверхности.
Проверка по ГОСТ 22267, разд.4
3.5.4. Шероховатость обработанных на станке поверхностей образцов-изделий:
а) цилиндрической наружной;
б) цилиндрической внутренней;
в) плоской торцовой
Таблица 24
Номер пункта | Параметр | |||
П | В | А | С | |
3.5.4а | 0,32 | 0,16 | 0,08 | 0,04 |
3.5.4б | 0,63 | 0,32 | 0,16 | 0,08 |
3.5.4в | 1,25 | 0,63 | 0,32 | 0,16 |
Образцы-изделия берут те же, что в проверках по пп.3.5.1, 3.5.2 и 3.5.3. Проверку проводят при помощи универсальных средств контроля шероховатости поверхности.
ПРИЛОЖЕНИЕ 1 (справочное). Нормы точности станков в зависимости от классов точности
ПРИЛОЖЕНИЕ 1
Справочное
Таблица 25
Номер пункта | Наибольший диаметр | Допуск, мкм, для станков классов точности | ||
В | А | С | ||
2.6 |
| |||
До 200 | 4 | 3 | 2 | |
" 320 | 4 | 3 | 2 | |
" 320 " 500 | 5 | 4 | 3 | |
" 500 " 800 | 6 | 5 | 4 | |
" 800 " 1250 | 8 | 6 | 5 | |
" 1250 " 2000 | 10 | 8 | 6 | |
" 2000 " 3200 | 12 | 10 | 8 | |
" 3200 " 5000 | 16 | 12 | 10 | |
" 5000 " 8000 | 25 | 16 | 12 | |
2.8 |
| |||
До 320 | 3 | 3 | 2 | |
" 500 | 5 | 4 | 3 | |
" 500 " 800 | 8 | 6 | 5 | |
" 800 " 1250 | 10 | 8 | 6 | |
" 1250 " 2000 | 16 | 12 | 10 | |
" 2000 " 3200 | 25 | 16 | 12 | |
" 3200 " 5000 | 32 | 25 | - | |
" 5000 " 8000 | 45 | 32 | - | |
2.9 |
| |||
До 100 | 4 | 2,5 | 1,5 | |
6 | 4 | 2,5 | ||
" 200 | 4 | 3 | 2 | |
6 | 5 | 4 | ||
" 200 " 400 | 4 | 3 | 2 | |
8 | 6 | 5 | ||
" 400 | 4 | 3 | 2 | |
12 | 10 | 8 | ||
| ||||
2.10 | До 200 | 3 | 2 | 2 |
200 " 400 | 4 | 3 | 3 | |
" 400 | 5 | 4 | 4 | |
2.11 |
| |||
До 200 | 3 | 2,5 | 2 | |
" 400 | 4 | 3 | 2,5 | |
" 400 | 5 | 4 | 3 | |
2.12 |
| |||
До 200 | 5 | 4 | 3 | |
" 400 | 6 | 5 | 4 | |
" 400 | 8 | 6 | 5 | |
2.14 |
| |||
До 100 | 8 | 8 | 5 | |
3 | 3 | 3 | ||
" 200 | 10 | 8 | 6 | |
5 | 4 | 3 | ||
" 200 " 400 | 12 | 10 | 8 | |
6 | 5 | 4 | ||
" 400 | 16 | 12 | 10 | |
8 | 6 | 5 | ||
2.15 |
| |||
До 100 | 5 | 5 | 5 | |
5 | 5 | 5 | ||
" 200 | 8 | 6 | 4 | |
8 | 6 | 4 | ||
" 200 " 400 | 12 | 10 | 8 | |
12 | 10 | 8 | ||
" 400 | 12 | 10 | 8 | |
12 | 10 | 8 | ||
2.16 |
| |||
2000 | 10 | 10 | 10 | |
Св. 2000 | 20 | 20 | 20 | |
| ||||
2.17 | До 400 | 10 | 10 | 6 |
6 | 4 | 3 | ||
Св. 400 | 10 | 10 | 6 | |
6 | 4 | 3 | ||
| ||||
2.18 | До 200 | 4 | 3 | 2 |
200 " 400 | 4 | 3 | 2 | |
" 400 | 5 | 4 | 3 | |
| ||||
2.19 | До 100 | 4 | 3 | 2 |
" 200 | 6 | 5 | 4 | |
" 200 " 400 | 8 | 6 | 5 | |
" 400 | 8 | 6 | 5 | |
| ||||
2.22 | До 100 | 8 | 5 | 3 |
" 200 | 10 | 8 | 5 | |
" 200 " 400 | 12 | 10 | 8 | |
" 400 | 16 | 12 | 10 | |
ПРИЛОЖЕНИЕ 2 (рекомендуемое). ЖЕСТКОСТЬ СТАНКА
ПРИЛОЖЕНИЕ 2
Рекомендуемое
1. Общие требования испытания станков на жесткость - по ГОСТ 8.
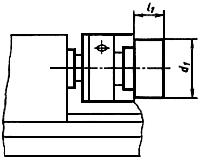
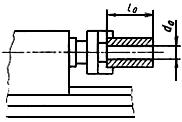
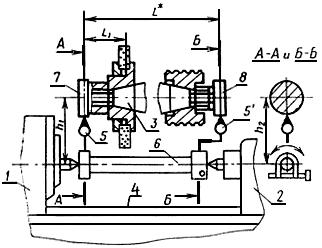
1.1. Относительное перемещение под нагрузкой оправок, закрепленных на шпинделе шлифовальной бабки и в конусе шпинделя передней и пиноли задней бабок (положение узлов, деталей станка и точки приложения силы ![]() , а также направление ее действия должны соответствовать черт.28 и 29 и определяться размерами, указанными в табл.26).
, а также направление ее действия должны соответствовать черт.28 и 29 и определяться размерами, указанными в табл.26).
Черт.28
Черт.28
Черт.29
Черт.29
Таблица 26
Размер, мм | Значения для станков | ||||||||||||
с поворотной шлифовальной и передней бабками | с неповоротной шлифовальной и передней бабками | ||||||||||||
| 125 | 250 | 125 | 250 | |||||||||
140 | 280 | 500 | 140 | 280 | 500 | ||||||||
100 | 160 | 200 | 320 | 400 | 630 | 100 | 160 | 200 | 320 | 400 | 630 | 800 | |
| 45 | 60 | 80 | 106 | 140 | 190 | 60 | 80 | 106 | 140 | 190 | 250 | 335 |
| 15 | 19 | 24 | 30 | 38 | 48 | 24 | 30 | 38 | 48 | 60 | 75 | 95 |
| 95 | 118 | 150 | 190 | 236 | 300 | 150 | 190 | 236 | 300 | 375 | 475 | 600 |
| 17 | 20 | 24 | 28 | 34 | 40 | 20 | 24 | 28 | 34 | 40 | 48 | 56 |
| 24 | 30 | 38 | 48 | 60 | 75 | 30 | 38 | 48 | 60 | 75 | 95 | 118 |
Вылет пиноли задней бабки | - | - | - | - | - | 16 | - | - | - | - | 16 | 22 | 32 |
Примечания:
1. В табл.26 обозначены:![]() - расстояние между осями оправок;
- расстояние между осями оправок;![]() - наибольший диаметр устанавливаемой заготовки;
- наибольший диаметр устанавливаемой заготовки;![]() ,
, ![]() - диаметр оправки, устанавливаемой в конусном отверстии шпинделя передней бабки (пиноли задней бабки);
- диаметр оправки, устанавливаемой в конусном отверстии шпинделя передней бабки (пиноли задней бабки);![]() - диаметр оправки, закрепляемой на шпинделе шлифовальной бабки;
- диаметр оправки, закрепляемой на шпинделе шлифовальной бабки;![]() - расстояние от основания конуса шпинделя шлифовальной бабки до точки приложения силы
- расстояние от основания конуса шпинделя шлифовальной бабки до точки приложения силы ![]() ;
;![]() - расстояние от точки приложения силы
- расстояние от точки приложения силы ![]() до торца шпинделя передней бабки (пиноли задней бабк
до торца шпинделя передней бабки (пиноли задней бабк
2. Для станков с наибольшим диаметром устанавливаемой заготовки ![]() 100 мм размеры оправок и расстояние между оправками принимают исходя из следующих зависимостей:
100 мм размеры оправок и расстояние между оправками принимают исходя из следующих зависимостей:
![]() ,
, ![]() ,
, ![]()
Нагрузки и перемещения, указанные в табл.27, относятся к станкам классов точности П и В. Для станков класса точности А и С нагрузки должны быть соответственно менее 1,25 и 1,6 раза, а перемещения менее в 1,6 и 2,5 раза.
Таблица 27
Наименование | Наибольший диаметр устанавливаемой заготовки, мм | |||||||
125 | 250 | 500 | ||||||
100 | 140 | 200 | 280 | 400 | 630 | 800 | ||
160 | 320 | |||||||
Станки с поворотными шлифовальной и передней бабками | Нагружающая сила | 60 | 90 | 140 | 210 | 320 | 480 | - |
Наибольшее допускаемое перемещение, мм | 0,03 | 0,04 | 0,05 | 0,06 | 0,07 | 0,08 | - | |
Станки с неповоротными шлифовальной и передней бабками | Нагружающая сила | 140 | 210 | 320 | 480 | 720 | 1050 | 1600 |
Наибольшее допускаемое перемещение, мм | 0,04 | 0,05 | 0,06 | 0,07 | 0,08 | 0,1 | 0,12 | |
На конусе шпинделя 3 шлифовальной бабки вместо шлифовального круга укрепляют оправку 6. В отверстиях шпинделя передней бабки 1 и закрепленной пиноли задней бабки 2 устанавливают оправку 4 с нагрузочным устройством (черт.28 и 29).
Размеры оправок указаны в табл.26.
Поворотный стол, шлифовальную и переднюю бабки устанавливают в нулевое положение и закрепляют. Перед каждым испытанием шпиндель шлифовальной бабки поворачивают, а стол и шлифовальную бабку устанавливают так, чтобы их взаимное расположение соответствовало чертежу и определялось размерами ![]() ,
, ![]() и
и ![]() , значения которых указаны в табл.26.
, значения которых указаны в табл.26.
Последнее (перед испытанием) перемещение шлифовальной бабки должно быть только в сторону стола.
Между шпинделями шлифовальной и передней бабок (пинолью задней бабки) создают плавно возрастающую до заданного предела силу ![]() , направленную по линии, соединяющей оси шпинделей (или шпинделя и пиноли).
, направленную по линии, соединяющей оси шпинделей (или шпинделя и пиноли).
Силу ![]() измеряют динамометрами.
измеряют динамометрами.
Одновременно в том же направлении при помощи прибора для измерения длины (черт.28) измеряют перемещение шпинделя шлифовальной бабки относительно шпинделя передней бабки (пиноли задней бабки).
За относительное перемещение принимают среднее арифметическое результатов двух испытаний.
ПРИЛОЖЕНИЕ 3 (рекомендуемое). Колебания станка на холостом ходу
ПРИЛОЖЕНИЕ 3
Рекомендуемое
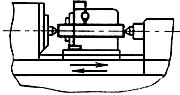
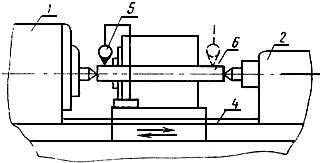
1. Колебания шлифовальной бабки относительно оправки, зажатой в центрах, при одновременном вращении шлифовального шпинделя и планшайбы передней бабки на холостом ходу.
2. Схема расположения измерительных .приборов в процессе измерения колебаний приведена на черт.30.
Черт.30
Черт.30
3. Амплитуды относительных колебаний между шлифовальной бабкой и оправкой, установленной в центрах станка, определяются в результате обработки данных измерений абсолютных колебаний шлифовальной бабки и оправки. Измерения и обработка данных выполняются для октавных полос частот колебаний.
4. Методика измерения абсолютных колебаний.
4.1. Перед измерением точность установки станка в продольном и поперечном направлениях должна быть не грубее 0,02 мм/1000 мм.
4.2. Заднюю бабку 6 размещают так, чтобы между центрами передней и задней бабок устанавливалась оправка 4, применяемая при испытаниях станка в работе (см. раздел 3, п.3.2.1, табл.20 настоящего стандарта).
4.3. На шлифовальной бабке 3 устанавливают отбалансированный и заправленный шлифовальный круг.
4.4. Между центрами передней и задней бабок устанавливают оправку 4. Центровые гнезда оправки должны быть притерты.
Оправку предохраняют от проворачивания.
Шлифовальную и переднюю бабки устанавливают на возможно наименьшем расстоянии друг от друга.
4.5. Датчики абсолютных колебаний устанавливают:
1 - на шлифовальной бабке вблизи ее переднего подшипника;
2 - на оправке. Оси датчиков располагают горизонтально на уровне высоты центров станка вдоль одной и той же оси ![]() .
.
4.6. Шлифовальный круг и планшайбу передней бабки приводят во вращение на холостом ходу с числами оборотов, установленными при отсутствия требований от заказчика, изготовителем станка в соответствии с п.3.4 настоящего стандарта для проверок 3.5.1 и 3.5.2 и фиксируют показания приборов.
4.7. Для каждого датчика определяют амплитуды составляющих спектра колебаний в диапазоне частот до 1000 Гц для среднегеометрических частот октавных полос 16, 31,5, 63, 125, 250, 500 и 1000 Гц.
5. Методика обработки данных для оценки относительных колебаний по результатам измерения абсолютных колебаний.
5.1. Для каждой октавной полосы расчет амплитуды относительных колебаний ![]() проводят по следующей формуле:
проводят по следующей формуле:
![]() , (1)
, (1)
где ![]() - амплитуда колебаний (виброперемещений или виброскорости) датчика 1 для
- амплитуда колебаний (виброперемещений или виброскорости) датчика 1 для ![]() -ой октавной полосы;
-ой октавной полосы;![]() - амплитуда колебаний (виброперемещений или виброскорости) датчика 2 для
- амплитуда колебаний (виброперемещений или виброскорости) датчика 2 для ![]() -ой октавной полосы;
-ой октавной полосы;![]() - номер октавной полосы:
- номер октавной полосы:![]() 1,4 - коэффициент запаса.
1,4 - коэффициент запаса.
Примечание. Если ![]() или
или ![]() , то
, то ![]() 1.
1.
5.2. Амплитуда каждой составляющей октавной полосы не должна превышать допускаемого значения относительных колебаний, указанного в табл.28 настоящего приложения соответственно для виброперемещения или виброскорости.
Таблица 28
Наибольший диаметр устанавливаемой заготовки, мм | Допускаемая амплитуда виброперемещений для всех октавных полос, мкм | Допускаемая амплитуда виброскорости, мм/с для среднегеометрических частот октавных полос, Гц | ||||||
16 | 31,5 | 63 | 125 | 250 | 500 | 1000 | ||
До 125 | 0,5 | 0,05 | 0,1 | 0,2 | 0,4 | 0,44 | 0,44 | 0,44 |
" 320 | 0,8 | 0,08 | 0,16 | 0,31 | 0,62 | 0,71 | 0,71 | 0,71 |
" 320 | 1,25 | 0,12 | 0,25 | 0,5 | 1,0 | 1,1 | 1,1 | 1,1 |
Примечание. В табл.28 допускаемая амплитуда относительных колебаний виброперемещения или виброскорости указана для станков классов точности П и В. Для станков классов точности А и С значения, указанные в табл.28. должны быть уменьшены соответственно в 1,6 и 2,5 раза.
6. Допускается вместо двух датчиков использовать один. В этом случае его устанавливают на шлифовальной бабке и измеряют амплитуды колебаний во всех октавных полосах, а затем устанавливают на оправку и повторяют измерения.
Вычисления выполняют по формуле аналогичной формуле (1), но в которой индексы 1 и 2 обозначают не первый и второй датчик, а первое и второе положение одного датчика.
7. Требования к приборам, применяемым для измерения абсолютных колебаний шлифовальных станков, и примеры типов (моделей) приборов приведены в табл.29.
Таблица 29
Наименование прибора | Обозначение | Рекомен- дуемый датчик* | Основные технические характеристики | ||||
измеряемые | пределы измерений | частотный диапазон, Гц | габариты, | масса, | |||
Виброметр по ГОСТ 25865 | Прибор электрический ПИ-19 | Вибропре- образователь ДН-5 | вибропере- мещение | 0,25-100 мкм | 10-500 | ПИ-19 358х295х190 | 10 |
вибропре- образователь ДН-3 | виброскорость | 0,05-52 мм/с | 10-2800 | Фильтры | 5 | ||
Измеритель шума и вибрации по ГОСТ 25465 | ВШВ-003 | ДН-3 | виброскорость | 0,05- | 2800 | 280х100х240 | 4,5 |
_______________
* Допускается применение других датчиков с аналогичными техническими характеристиками.
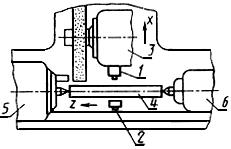
ПРИЛОЖЕНИЕ 4 (рекомендуемое). Стабильность взаимного расположения рабочих органов станка под тепловой нагрузкой
ПРИЛОЖЕНИЕ 4
Рекомендуемое
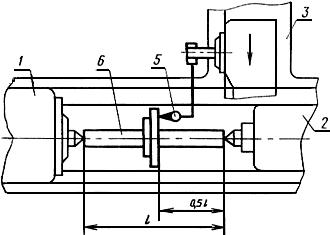
1. Линейное (в плоскости А-А) и угловое смещение от оси шпинделя шлифовального круга относительно оси центров передней и задней бабок в результате разогрева станка на холостом ходу. При установившемся серийном выпуске станков допускается проверку по п.1 заменить проверкой температуры узлов, определяющих температурные деформации станка: в этом случае проверку по п.1 в соответствии с настоящим стандартом проводят выборочно.
Таблица 30
Наибольший диаметр устанавливаемой заготовки, мм | 100 | 125 | 140 | 160 | 200 | 250 | 280 | 320 | 400 | 500 | 560 | 630 | 800 |
Допуск линейного смещения | 20 | 21 | 22 | 23 | 25 | 27 | 28 | 30 | 32 | 35 | 36 | 38 | 40 |
Допуск углового смещения | 2,5 | ||||||||||||
Указанные допуски относятся к станкам классов точности П и В.
Допуски для станков классов точности А и С должны быть менее указанных соответственно в 1,6 и 2,5 раза.
Положение узлов станка и измерительного прибора при измерениях.
Между центрами передней бабки 1 и задней бабки 2 устанавливают оправку 6 прибора для измерения температурных смещений (черт.31).
Верхний стол 4 станка устанавливают в нулевое положение.
На шлифовальном шпинделе 3 вместо гаек (винтов), крепящих фланец круга и шкив, устанавливают специальные гайки (винты) 7 и 8 с контрольным пояском. Узлы станка устанавливают согласно черт.31 и табл.31. Шлифовальную бабку устанавливают ориентировочно в среднее положение, перемещая ее в направлении линии центров.
Черт.31
________________
* Расстояние между измерительными наконечниками приборов для измерения перемещения
Черт.31
Таблица 31
Наибольший диаметр устанавливаемой заготовки, мм | до 100 | св. 100 | 200 | 280 | 400 | 560 | 800 |
|
| 95 | 123 | 170 | 225 | 300 | 400 |
Примечание. Значения ![]() , приведенные в табл.31, являются ориентировочными.
, приведенные в табл.31, являются ориентировочными.
Для ориентировки шпинделя относительно измерительного прибора на торцовой стороне шлифовального круга и его кожухе делают отметки, обозначающие места касания измерительными наконечниками головок 5 и 5' прибора одних и тех же образующих контрольных поясков специальных гаек (винтов). Включают все механизмы и агрегаты станка, кроме приводов шпинделя шлифовального круга, шпинделя изделия и подачи стола. Сразу после этого, касаются контрольных поясков специальных гаек (винтов) измерительными наконечниками головок, укрепленных на штангах оправки, и отмечают в плоскостях А-А и Б-Б начальные расстояния ![]() и
и ![]() от оси шпинделя шлифовального круга до оси центров бабок.
от оси шпинделя шлифовального круга до оси центров бабок.
Не перемещая узлов станка, включают привод вращения шпинделя шлифовального круга, число оборотов которого должно обеспечивать заданную скорость резания при наибольшем диаметре шлифовального круга.
Включают привод вращения изделия. Число оборотов должно быть равно 0,5![]() (при невозможности отключения вращения центра передней бабки оправку прибора снимают с центров станка).
(при невозможности отключения вращения центра передней бабки оправку прибора снимают с центров станка).
В течение 60 мин разогревают станок на холостом ходу (стол должен быть неподвижным) и останавливают шпиндель шлифовального круга (а при необходимости и привод изделия); ориентируют его относительно измерительного прибора смещением отметок на круге и кожухе и повторяют измерения.
Линейное смещение ![]() (табл.30), измеренное в плоскости А-А, определяют как разность показаний
(табл.30), измеренное в плоскости А-А, определяют как разность показаний ![]() головки в холодном и нагретом состояниях станка:
головки в холодном и нагретом состояниях станка:
![]()
Угловое смешение ![]() определяют как отношение разности линейных смещений
определяют как отношение разности линейных смещений ![]() и
и ![]() , измеряемых обеими головками в холодном и нагретом состояниях станка, к расстоянию
, измеряемых обеими головками в холодном и нагретом состояниях станка, к расстоянию ![]() между плоскостями А-А и Б-Б измерения:
между плоскостями А-А и Б-Б измерения:
![]() .
.
Снимать кожух шлифовального круга не допускается.
При необходимости на время испытания допускается снять торцовую крышку кожуха, соблюдая при этом правила техники безопасности.
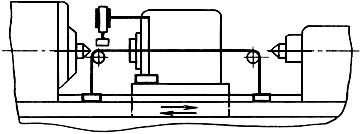
ПРИЛОЖЕНИЕ 5 (рекомендуемое). Пример обозначения положительного направления осей координат
ПРИЛОЖЕНИЕ 5
Рекомендуемое
Черт.32
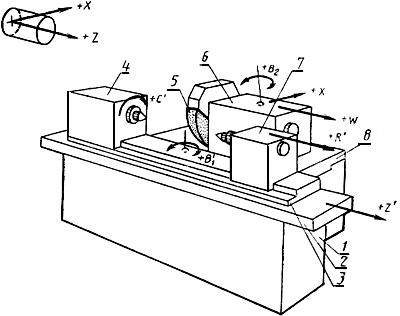
1 - станина; 2 - салазки изделия; 3 - стол изделия, подвижный; 4 - бабка изделия; 5 - шлифовальный круг;
6 - шлифовальная бабка; 7 - задняя бабка; 8 - салазки шлифовальной бабки
Черт.32