ГОСТ 10888-93
(ИСО 5019-1-84, ИСО 5019-2-84,
ИСО 5019-5-84)
Группа И23
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ИЗДЕЛИЯ ВЫСОКООГНЕУПОРНЫЕ
ПЕРИКЛАЗОХРОМИТОВЫЕ ДЛЯ КЛАДКИ СВОДОВ
СТАЛЕПЛАВИЛЬНЫХ ПЕЧЕЙ
Технические условия
Periclasechromite refractories for the steelmelting furnace roofs. Specifications
МКС 81.080
ОКП 15 7200
Дата введения 1998-01-01
Предисловие
1 РАЗРАБОТАН Техническим комитетом "Огнеупоры Украины"
ВНЕСЕН Государственным комитетом Украины по стандартизации, метрологии и сертификации
2 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации 17 февраля 1993 г.
За принятие проголосовали:
Наименование государства | Наименование национального органа по стандартизации |
Азербайджанская Республика | Азгосстандарт |
Республика Армения | Армгосстандарт |
Республика Белоруссия | Госстандарт Белоруссии |
Грузия | Грузстандарт |
Республика Казахстан | Госстандарт Республики Казахстан |
Киргизская Республика | Киргизстандарт |
Республика Молдова | Молдовастандарт |
Российская Федерация | Госстандарт России |
Республика Узбекистан | Узгосстандарт |
Украина | Госстандарт Украины |
3 Стандарт соответствует международному стандарту ИСО 5019-1-84, ИСО 5019-2-84, ИСО 5019-5-84 в части размеров огнеупорных изделий
4 Постановлением Государственного комитета Российской Федерации по стандартизации, метрологии и сертификации от 21 января 1997 г. N 186 межгосударственный стандарт ГОСТ 10888-93 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 января 1998 г.
5 ВЗАМЕН ГОСТ 10888-76
6 ПЕРЕИЗДАНИЕ
ИНФОРМАЦИОННЫЕ ДАННЫЕ
ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта, подпункта |
ГОСТ 427-75 | 5.1, 5.11 |
ГОСТ 2409-95 | 5.5 |
ГОСТ 2642.0-86 | 5.2 |
ГОСТ 2642.8-97 | 5.2 |
ГОСТ 2642.9-97 | 5.2 |
ГОСТ 4070-2000 | 5.7 |
ГОСТ 4071.1-94 | 5.4 |
ГОСТ 4071.2-94 | 5.4 |
ГОСТ 5402.1-2000 | 5.9 |
ГОСТ 5402.2-2000 | 5.9 |
ГОСТ 7502-98 | 5.1 |
ГОСТ 7875.0-94 - ГОСТ 7875.2-94 | 5.8 |
ГОСТ 8179-98 | 4.2 |
ГОСТ 10905-86 | 5.10 |
ГОСТ 15136-78 | 5.12 |
ГОСТ 24717-94* | 6 |
_______________ | |
ГОСТ 25706-83 | 5.11 |
ГОСТ 25714-83 | 5.4, 5.5, 5.6 |
ГОСТ 26663-85 | 6 |
Настоящий стандарт распространяется на высокоогнеупорные обожженные периклазохромитовые изделия, предназначенные для кладки сводов мартеновских, двухванных и электросталеплавильных печей.
1 Марки
1 Марки
1.1 Высокоогнеупорные обожженные периклазохромитовые изделия в зависимости от физико-химических свойств подразделяются на марки, указанные в таблице 1.
Таблица 1
Марка | Характеристика | Применение |
ПХСП | Периклазохромитовые сводовые плотные | Своды плавильного пространства двухванных, мартеновских печей вместимостью 850-900 т, работающих с повышенной удельной интенсивностью продувки ванны кислородом (8-12 м |
ПХСУ | Периклазохромитовые сводовые уплотненные | Своды плавильного пространства мартеновских печей вместимостью 200-300 т, работающих с повышенной удельной интенсивностью продувки ванны кислородом (11-20 м |
ПХСС | Периклазохромитовые сводовые среднеплотные | Своды плавильного пространства мартеновских печей вместимостью 200-300 т, работающих с умеренной удельной интенсивностью продувки ванны кислородом (7-10 м |
ПХССТ | Периклазохромитовые сводовые среднеплотные термостойкие | Своды плавильного пространства мартеновских печей, работающих без продувки ванны кислородом, а также своды головок шлаковиков и регенераторов |
1.2 При применении изделий допускается взаимозаменяемость марок.
2 Форма и размеры
2.1 Форма и размеры изделий должны соответствовать требованиям, указанным на рисунках 1-7, в таблицах 2-8 и приложениях 1, 2, 3.
Рисунок 1 - Кирпич прямой
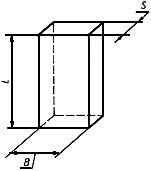
Рисунок 1 - Кирпич прямой
Таблица 2
Номер изделия |
|
|
|
мм | |||
1 | 230 | 115 | 65 |
2 | 300 | 150 | 75 |
3 | 380 | 150 | 75 |
4 | 380 | 150 | 90 |
5 | 460 | 150 | 75 |
6 | 460 | 150 | 90 |
7 | 520 | 150 | 75 |
8 | 520 | 150 | 90 |
Рисунок 2 - Клин торцевой двухсторонний
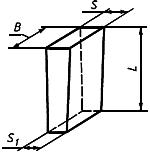
Рисунок 2 - Клин торцевой двухсторонний
Таблица 3
Номер изделия |
|
|
|
|
мм | ||||
9 | 230 | 115 | 65 | 45 |
10 | 230 | 115 | 65 | 55 |
11 | 300 | 150 | 75 | 68 |
12 | 300 | 150 | 85 | 68 |
13 | 300 | 150 | 85 | 75 |
14 | 380 | 150 | 77 | 68 |
15 | 380 | 150 | 77 | 72 |
16 | 380 | 150 | 82 | 66 |
17 | 380 | 150 | 85 | 75 |
18 | 380 | 150 | 90 | 78 |
19 | 380 | 150 | 90 | 83 |
20 | 460 | 150 | 65 | 50 |
21 | 460 | 150 | 77 | 71 |
22 | 460 | 150 | 79 | 68 |
23 | 460 | 150 | 83 | 75 |
24 | 460 | 150 | 90 | 78 |
25 | 460 | 150 | 90 | 83 |
26 | 520 | 150 | 79 | 70 |
27 | 520 | 150 | 84 | 75 |
Рисунок 3 - Клин ребровый двухсторонний
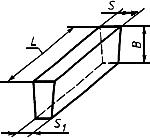
Рисунок 3 - Клин ребровый двухсторонний
Таблица 4
Номер изделия |
|
|
|
|
мм | ||||
28 | 230 | 115 | 68 | 45 |
29 | 230 | 115 | 65 | 55 |
30 | 230 | 150 | 65 | 55 |
31 | 300 | 150 | 65 | 55 |
32 | 300 | 150 | 75 | 55 |
33 | 300 | 150 | 75 | 65 |
34 | 300 | 150 | 90 | 80 |
Рисунок 4 - Клин переходный (радиальный) двухсторонний
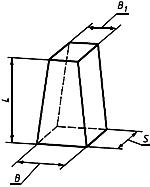
Рисунок 4 - Клин переходный (радиальный) двухсторонний
Таблица 5
Номер изделия |
|
|
|
|
мм | ||||
35 | 230 | 115 | 93 | 65 |
36 | 300 | 150 | 135 | 75 |
37 | 380 | 150 | 80 | 75 |
38 | 380 | 150 | 96 | 90 |
39 | 460 | 150 | 85 | 90 |
40 | 460 | 150 | 130 | 90 |
41 | 520 | 154 | 80 | 90 |
Рисунок 5 - Клин пирамидальный двухсторонний
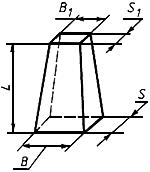
Рисунок 5 - Клин пирамидальный двухсторонний
Таблица 6
Номер изделия |
|
|
|
|
|
мм | |||||
42 | 230 | 115 | 93 | 65 | 55 |
43 | 300 | 150 | 135 | 78 | 68 |
44 | 380 | 150 | 80 | 83 | 75 |
45 | 460 | 150 | 90 | 78 | 68 |
46 | 520 | 150 | 90 | 78 | 68 |
Рисунок 6 - Кирпич фасонный опорный
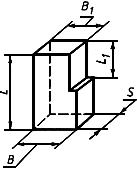
Рисунок 6 - Кирпич фасонный опорный
Таблица 7
Номер изделия |
|
|
|
|
|
мм | |||||
47 | 380 | 220 | 150 | 125 | 90 |
48 | 460 | 220 | 150 | 125 | 90 |
49 | 520 | 220 | 150 | 125 | 90 |
Рисунок 7 - Кирпич пятовый
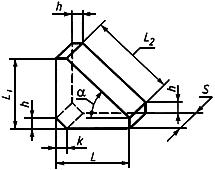
Рисунок 7 - Кирпич пятовый
Таблица 8
Номер |
|
|
|
|
|
|
|
мм | |||||||
50 | 225 | 276 | 300 | 75 | 40 | 25 | 52° |
51 | 252 | 252 | 300 | 75 | 40 | 25 | 45° |
52 | 275 | 341 | 382 | 75 | 40 | 25 | 52° |
53 | 310 | 310 | 381 | 75 | 40 | 25 | 45° |
54 | 330 | 285 | 380 | 75 | 40 | 25 | 40° |
55 | 325 | 405 | 463 | 75 | 40 | 25 | 52° |
56 | 365 | 365 | 460 | 75 | 40 | 25 | 45° |
57 | 390 | 335 | 460 | 75 | 40 | 25 | 40° |
2.2 Расчетные объем и масса изделий приведены в приложении 4.
2.3 Изделия, приведенные на рисунках 1, 2, 4-6, кроме изделий длиной 230 мм, изготовляются с отверстиями для штырей по рисункам 8-11. Размеры, не указанные на рисунках 9-11, должны соответствовать данным рисунка 8.
Рисунок 8
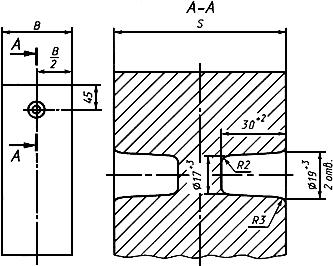
Рисунок 8
Рисунок 9
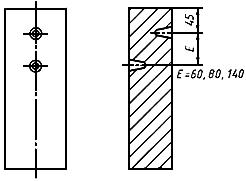
Рисунок 9
Рисунок 10
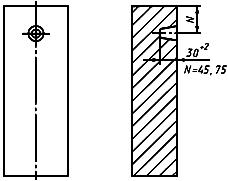
Рисунок 10
Рисунок 11
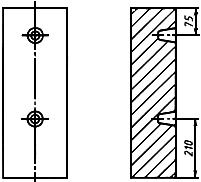
Рисунок 11
Таблица 9
Размер | Предельное отклонение, мм, для изделий марок | |
ПХСП, ПХСУТ, ПХСУ | ПХСС, ПХССТ | |
Длина ( | ||
до 230 мм включительно | ±3 | ±4 |
свыше 230 до 380 мм включительно | ±4 | ±6 |
свыше 380 до 520 мм включительно | ±5 | ±8 |
Ширина ( | ±3 | ±4 |
Толщина ( | ±2 | ±3 |
Рабочей поверхностью изделий с номерами 9-46 считается поверхность по торцевой грани ![]() (рисунок 2),
(рисунок 2), ![]() (рисунок 3),
(рисунок 3), ![]() (рисунки 4, 5).
(рисунки 4, 5).
Нормы для показателей внешнего вида, приведенные в таблице 10 для изделий, форма которых не позволяет определить рабочую поверхность, относятся только к одной из поверхностей.
Рабочая поверхность изделий, изготовляемых по рисункам, согласованным между изготовителем и потребителем, должна быть указана на рисунках.
2.4 Для установки усиленной металлической подвески в изделиях со штыревыми отверстиями изготовляются углубления по рисункам 12-15. Размеры, не указанные на рисунках 13-15, должны соответствовать данным рисунка 12.
Рисунок 12
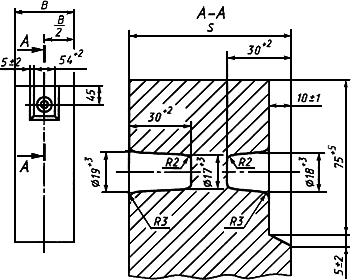
Рисунок 12
Рисунок 13
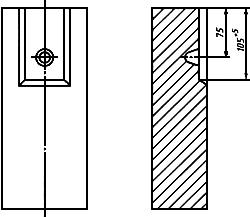
Рисунок 13
Рисунок 14
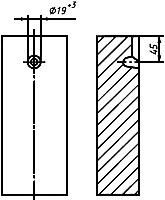
Рисунок 14
Рисунок 15
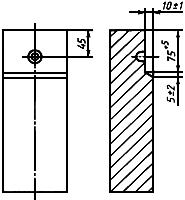
Рисунок 15
2.5 Размеры, определяющие расположение штыревых отверстий (рисунки 8-15), а также радиусы закруглений (рисунки 8, 12) и размер (5±2) мм (рисунки 12, 15) подлежат контролю только при изготовлении пресс-формы.
2.6 Размеры ![]() ,
, ![]() ,
, ![]() (рисунок 7 и таблица 8) не подлежат контролю и даны только для использования при изготовлении пресс-формы.
(рисунок 7 и таблица 8) не подлежат контролю и даны только для использования при изготовлении пресс-формы.
2.7 Предельные отклонения по размерам изделий должны соответствовать размерам, указанным в таблице 9.
2.8 Предельные отклонения по размерам штыревых отверстий и углублений для подвески указаны на рисунках 8-15. В пределах указанных отклонений диаметров допускается овальность штыревых отверстий. Для изделий, имеющих отверстие, допускается конус 1 мм на 100 мм толщины изделия.
2.9 Изготовление изделий других форм и размеров с другой конфигурацией и расположением штыревых отверстий и углублений для подвески, а также предельные отклонения по размерам допускается устанавливать по соглашению сторон.
3 Технические требования
3.1 По физико-химическим свойствам и показателям внешнего вида изделия должны соответствовать требованиям, указанным в таблице 10.
Таблица 10
Наименование показателя | Норма для изделий марок | ||||
ПХСП | ПХСУТ | ПХСУ | ПХСС | ПХССТ | |
Массовая доля, %, | |||||
Сr | 7-15 | 7-15 | 7-15 | 7-15 | 7-18 |
MgO, не менее | 70 | 70 | 65 | 65 | 65 |
Предел прочности при сжатии, Н/мм | 37,5 | 35,0 | 32,5 | 27,5 | 25,0 |
Пористость открытая, %, не более | 16 | 18 | 20 | 22 | 22 |
Температура начала размягчения, °С, не менее | 1560 | 1540 | 1540 | 1520 | 1500 |
Термическая стойкость (нагрев до 1300 °С, охлаждение водяное), теплообмен, не менее | 4 | 6 | 5 | 3 | 5 |
Дополнительная линейная усадка при 1650 °С с выдержкой 3 ч, %, не более | 0,7 | 0,7 | 0,8 | 0,9 | 0,9 |
Кривизна, мм, не более, для изделий длиной: | |||||
до 380 мм | 2 | 2 | 2 | 3 | 3 |
свыше 380 мм | 3 | 3 | 3 | 4 | 4 |
Отбитость углов глубиной, мм, не более, для изделий длиной: | |||||
до 380 мм | 7 | 7 | 7 | 10 | 10 |
свыше 380 мм | 10 | 10 | 10 | 12 | 12 |
Отбитость ребер глубиной, мм, не более | 5 | 5 | 5 | 8 | 8 |
Посечки шириной до 0,50 мм включительно (отдельные длиной до 40 мм) | Не нормируются | ||||
Трещины шириной | |||||
свыше 0,50 до 1,00 мм | Не допускаются | Допускаются отдельные | |||
свыше 1,00 мм | Не допускаются | ||||
Примечания | |||||
3.2 Изделия в изломе должны иметь однородное строение, без пустот и расслоений.
3.3 На ребровых гранях допускается шероховатость.
3.4 Требования по показателям внешнего вида допускается устанавливать по соглашению сторон.
4 Правила приемки
4.1 Изделия поставляют партиями. Масса партии должна быть не более 150 т. Партия должна состоять из изделий одной марки.
4.2 Правила приемки - по ГОСТ 8179 с дополнением: для приемки изделий применяют план контроля номер 3, для приемки изделий, не прошедших предварительную разбраковку: нормальных размеров - номер 4, фасонных - номер 5.
4.3 При проверке соответствия качества изделий требованиям настоящего стандарта проводят приемосдаточные испытания в соответствии с требованиями, приведенными в таблице 11.
Таблица 11
Наименование показателя | Периодичность отбора образцов и проб для проведения испытаний |
Внешний вид и размеры | От каждой партии |
Строение в изломе | То же |
Массовая доля Сr | От каждой второй партии |
Открытая пористость | От каждой партии |
Предел прочности при сжатии | От каждой партии |
Температура начала размягчения | От каждой пятой партии |
Термическая стойкость | То же |
Дополнительная линейная усадка | " |
5 Методы испытаний
5.1 Размеры изделий проверяют металлической линейкой по ГОСТ 427 с ценой деления 1 мм, рулеткой по ГОСТ 7502 с ценой деления 1 мм или соответствующими шаблонами, обеспечивающими заданную точность измерения. Размеры изделий (длину, ширину, толщину) измеряют посередине каждой грани. За результат измерения принимают среднее значение. Каждое измерение не должно превышать предельно допустимых отклонений.
5.2 Отбор и подготовку проб для химического анализа проводят по ГОСТ 2642.0. Массовую долю MgO, Сr![]() O
O![]() определяют по ГОСТ 2642.8, ГОСТ 2642.9 или другими методами, обеспечивающими требуемую точность определений. При возникновении разногласий в оценке качества изделий определения проводят по ГОСТ 2642.8 и ГОСТ 2642.9. В указанных стандартах приведены нормы точности результатов комплексных химических анализов.
определяют по ГОСТ 2642.8, ГОСТ 2642.9 или другими методами, обеспечивающими требуемую точность определений. При возникновении разногласий в оценке качества изделий определения проводят по ГОСТ 2642.8 и ГОСТ 2642.9. В указанных стандартах приведены нормы точности результатов комплексных химических анализов.
5.3 Образцы для определения качественных показателей вырезают с рабочей стороны изделий. Образцы, вырезанные из изделий для определения качественных показателей, не должны иметь каких-либо видимых дефектов (трещин, отбитостей).
5.4 Предел точности при сжатии определяют по ГОСТ 4071.1, ГОСТ 4071.2 или ГОСТ 25714. Контрольный метод - по ГОСТ 4071.1, ГОСТ 4071.2.
5.5 Открытую пористость определяют по ГОСТ 2409 или ГОСТ 25714. Контрольный метод - по ГОСТ 2409.
5.6 Определение предела прочности при сжатии и открытой пористости по ГОСТ 25714 проводят на удвоенном количестве образцов.
5.7 Температуру начала размягчения определяют по ГОСТ 4070.
5.8 Термическую стойкость определяют по ГОСТ 7875.0 - ГОСТ 7875.2.
5.9 Дополнительную линейную усадку определяют по ГОСТ 5402.1, ГОСТ 5402.2.
5.10 Кривизну изделий определяют на проверочной плите по ГОСТ 10905 или аттестованной металлической плите шаблоном (щупом) шириной 10 мм и толщиной, превышающей на 0,1 мм установленную норму кривизны. Шаблон не должен входить в зазор между плитой и изделием.
5.11 Ширину посечек и трещин определяют при помощи измерительной лупы по ГОСТ 25706. Лупу располагают таким образом, чтобы ее шкала была перпендикулярной к плоскости-посечки или трещины. Между измерительной шкалой и поверхностью изделия помещают полоску бумаги, которую располагают вдоль шкалы вплотную к ее делениям. Ширину посечки или трещины определяют в месте ее максимальной величины. Длину посечки или трещины определяют металлической линейкой по ГОСТ 427 с ценой деления 1 мм по прямой линии, соединяющей начало и конец посечки или трещины.
5.12 Глубину отбитости углов и ребер определяют по ГОСТ 15136.
5.13 Строение изделий в изломе определяют визуально.
6 Маркировка, упаковка, транспортирование и хранение
Маркировка, упаковка, транспортирование и хранение изделий - по ГОСТ 24717 с дополнением: транспортирование грузов пакетами - по ГОСТ 26663.
Маркировку, упаковку, транспортирование и хранение изделий допускается осуществлять по соглашению сторон при условии гарантии сохранения эксплуатационных показателей.
ПРИЛОЖЕНИЕ 1 (рекомендуемое). МЕЖДУНАРОДНЫЙ СТАНДАРТ. ИЗДЕЛИЯ ОГНЕУПОРНЫЕ. Размеры. Часть 1. Прямоугольный кирпич
ПРИЛОЖЕНИЕ 1
(рекомендуемое)
ИЗДЕЛИЯ ОГНЕУПОРНЫЕ
Размеры
Часть 1. Прямоугольный кирпич
Refractory bricks. Dimensions. Part 1. Rectangular bricks
В настоящем стандарте приведены размеры огнеупорных изделий, наиболее часто употребляемые во многих странах для футеровки печей.
Данный перечень размеров нельзя считать полным.
Примечание - Размеры кирпича, изготавливаемого в Северной Америке, очень близки к приведенным в таблице 1.
1 Объем и область применения
1.1 Эта часть ИСО 5019 устанавливает размеры двух серий прямоугольного огнеупорного кирпича.
1.2 Эти две серии кирпича могут применять вместе с сериями сводового кирпича, размеры которого приведены в ИСО 5019-2 (приложение 2).
2 Ссылка
ИСО 5019-2 Изделия огнеупорные. Размеры. Часть 2. Сводовый кирпич
3 Размеры прямоугольного огнеупорного кирпича
3.1 Размеры прямоугольного огнеупорного кирпича приведены в таблице 1.
3.2 Предпочтительно применять серию кирпича 76 мм.
4 Допускаемые отклонения
Допускаемые отклонения размеров, приведенных в таблице 1, должны быть согласованы между поставщиком и потребителем.
Таблица 1 - Размеры прямоугольного огнеупорного кирпича (прямой, лещадка, плитка), мм
Тип кирпича | Серия 64 мм | Серия 76 мм |
Прямоугольный*
|
|
|
Лещадка
|
|
|
Плитка
|
|
|
________________ | ||
** Буквы, которыми обозначены размеры, относятся только к рисункам данной таблицы. | ||


ПРИЛОЖЕНИЕ 2 (рекомендуемое). МЕЖДУНАРОДНЫЙ СТАНДАРТ. ИЗДЕЛИЯ ОГНЕУПОРНЫЕ. Размеры. Часть 2. Сводовый кирпич
ПРИЛОЖЕНИЕ 2
(рекомендуемое)
ИЗДЕЛИЯ ОГНЕУПОРНЫЕ
Размеры
Часть 2. Сводовый кирпич
Refractory bricks. Dimensions. Part 2. Arch bricks
Применяются две взаимоисключающие системы определения размеров огнеупорного сводового кирпича с использованием постоянного, среднего размера и постоянного размера задней стороны.
Примечание - Размеры сводового кирпича с постоянным размером задней стороны, изготовляемого в Северной Америке, очень близки к приведенным в таблице 2.
1 Объем и область применения
1.1 Эта часть ИСО 5019 уточняет размеры двух серий огнеупорного сводового кирпича с постоянным средним размером и одну серию огнеупорного сводового кирпича с постоянным размером задней стороны.
1.2. Эти серии кирпича могут применяться вместе с двумя сериями прямоугольного кирпича, размеры которого определяются в ИСО 5019-1 (приложение 1).
2 Ссылка
ИСО 5019-1 Изделия огнеупорные. Размеры. Часть 1. Прямоугольный кирпич
3 Размеры огнеупорного сводового кирпича
3.1 Размеры огнеупорного сводового кирпича должны соответствовать указанным в таблице 2.
3.2 Предпочтительно применять серию кирпича 76 мм.
4 Допускаемые отклонения
Допускаемые отклонения размеров, приведенных в таблице 2, должны быть согласованы между поставщиком и потребителем.
Таблица 2 - Размеры огнеупорного сводового кирпича, мм
Тип кирпича* | Кирпич с постоянным средним размером | Кирпич с постоянным размером задней стороны | |
Серия 64 мм | Серия 76 мм | ||
Ребровый двусторонний клин**
|
|
|
|
Торцевой клин**
|
|
|
|
Торцевой полуторный клиновой кирпич
|
|
|
|
Большой сводовый кирпич**
|
|
|
|
________________ | |||



ПРИЛОЖЕНИЕ 3 (рекомендуемое). МЕЖДУНАРОДНЫЙ СТАНДАРТ. ИЗДЕЛИЯ ОГНЕУПОРНЫЕ. Размеры. Часть 5. Прямоугольный кирпич
ПРИЛОЖЕНИЕ 3
(рекомендуемое)
ИЗДЕЛИЯ ОГНЕУПОРНЫЕ
Размеры
Часть 5. Прямоугольный кирпич
Refractory bricks. Dimensions. Part 5. Skew backs
1 Объем и область применения
1.1 Эта часть ИСО 5019 устанавливает размеры двух видов, серий пятовых кирпичей: применяемого с кирпичом горизонтального ряда кладки высотой 64 мм и применяемого с кирпичом горизонтального ряда кладки высотой 76 мм.
Примечание - Размеры пятового кирпича, изготовляемого в Северной Америке, очень близки к приведенным на рисунках 1 и 2.
1.2 Эти виды пятового кирпича применяются вместе с соответствующими сериями сводового кирпича, размеры которого указаны в ИСО 5019-2 (приложение 2).
2 Ссылка
ИСО 5019-2 Изделия огнеупорные. Размеры. Часть 2. Сводовый кирпич
3 Размеры пятового кирпича
3.1 Размеры пятового кирпича, применяемого с кирпичом горизонтального ряда кладки высотой 64 мм, должны соответствовать указанным на рисунке 1.
Рисунок 1 - Пятовый кирпич для применения вместе с кирпичом горизонтального ряда кладки высотой 64 мм
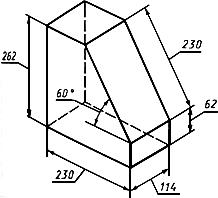
Объем 5,57 дм![]()
Рисунок 1 - Пятовый кирпич для применения вместе с кирпичом горизонтального
ряда кладки высотой 64 мм
3.2 Размеры пятового кирпича, применяемого с кирпичом горизонтального ряда кладки высотой 76 мм, должны соответствовать указанным на рисунке 2.
Рисунок 2 - Пятовый кирпич для применения вместе с кирпичом горизонтального ряда кладки высотой 76 мм
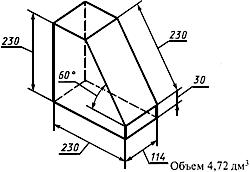
Рисунок 2 - Пятовый кирпич для применения вместе с кирпичом горизонтального
ряда кладки высотой 76 мм
3.3 Предпочтительно применять серию кирпича 76 мм.
4 Допускаемые отклонения
Допускаемые отклонения размеров, указанных на рисунках 1 и 2, должны быть согласованы между поставщиком и потребителем.
ПРИЛОЖЕНИЕ 4 (справочное). Расчетные объем и масса изделий
ПРИЛОЖЕНИЕ 4
(справочное)
Таблица 1
Номер изделия | Объем, см | Масса, кг, изделий марок | ||
ПХСП, ПХСУТ | ПХСУ | ПХСС, ПХССТ | ||
1 | 1719 | 5,36 | 5,23 | 5,16 |
2 | 3375 | 10,53 | 10,26 | 10,13 |
3 | 4275 | 13,34 | 13,00 | 12,83 |
4 | 5130 | 16,00 | 15,60 | 15,39 |
5 | 5175 | 16,15 | 15,73 | 15,53 |
6 | 6210 | 19,38 | 18,88 | 18,63 |
7 | 5850 | 18,25 | 17,78 | 17,55 |
8 | 7020 | 21,90 | 21,34 | 21,06 |
9 | 1455 | 4,54 | 4,42 | 4,37 |
10 | 1587 | 4,95 | 4,82 | 4,76 |
11 | 3218 | 10,04 | 9,78 | 9,65 |
12 | 3443 | 10,74 | 10,47 | 10,33 |
13 | 3600 | 11,23 | 10,94 | 10,60 |
14 | 4133 | 12,89 | 12,56 | 12,40 |
15 | 4247 | 13,25 | 12,91 | 12,74 |
16 | 4218 | 13,16 | 12,82 | 12,65 |
17 | 4560 | 14,23 | 13,86 | 13,68 |
18 | 4788 | 14,94 | 14,56 | 14,36 |
19 | 4931 | 15,38 | 14,99 | 14,79 |
20 | 3968 | 12,38 | 12,06 | 11,90 |
21 | 5106 | 15,93 | 15,52 | 15,32 |
22 | 5072 | 15,82 | 15,42 | 15,22 |
23 | 5451 | 17,00 | 16,37 | 16,35 |
24 | 5796 | 18,08 | 17,62 | 17,39 |
25 | 5969 | 18,62 | 18,15 | 17,91 |
26 | 5811 | 18,13 | 17,65 | 17,43 |
27 | 6201 | 19,35 | 18,85 | 18,60 |
28 | 1455 | 4,54 | 4,42 | 4,37 |
29 | 1587 | 4,95 | 4,82 | 4,76 |
30 | 2070 | 6,46 | 6,29 | 6,21 |
31 | 2700 | 8,42 | 8,21 | 8,10 |
32 | 2925 | 9,13 | 8,89 | 8,78 |
33 | 3150 | 9,83 | 9,58 | 9,45 |
34 | 3825 | 11,93 | 11,63 | 11,48 |
35 | 1555 | 4,85 | 4,73 | 4,76 |
36 | 3206 | 10,00 | 9,75 | 9,65 |
37 | 3278 | 10,23 | 9,97 | 9,83 |
38 | 4207 | 13,13 | 12,79 | 12,62 |
39 | 4865 | 15,18 | 14,79 | 14,60 |
40 | 5796 | 18,08 | 17,62 | 17,39 |
41 | 5476 | 17,09 | 16,65 | 16,43 |
42 | 1485 | 4,48 | 4,36 | 4,31 |
43 | 2993 | 9,34 | 9,10 | 8,98 |
44 | 3452 | 10,77 | 10,49 | 10,36 |
45 | 4030 | 12,57 | 12,25 | 12,09 |
46 | 4555 | 14,21 | 13,85 | 13,67 |
47 | 5075 | 15,83 | 15,43 | 15,23 |
48 | 6155 | 19,20 | 18,71 | 18,47 |
49 | 6965 | 21,73 | 21,17 | 20,90 |
50 | 2997 | 9,35 | 9,11 | 8,99 |
51 | 3054 | 9,53 | 9,28 | 9,16 |
52 | 4357 | 13,59 | 13,25 | 13,07 |
53 | 4450 | 13,88 | 13,53 | 13,35 |
54 | 4366 | 13,62 | 13,27 | 13,10 |
55 | 5948 | 13,56 | 18,08 | 17,84 |
56 | 6008 | 18,74 | 18,26 | 18,02 |
57 | 5903 | 18,42 | 17,95 | 17,71 |
Примечание - При расчете массы изделий средняя кажущаяся плотность их принята равной: для марок ПХСП, ПХСУТ - 3,12 г/см | ||||