ГОСТ Р МЭК 1029-2-8-2000
Группа Г24
ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
МАШИНЫ ПЕРЕНОСНЫЕ ЭЛЕКТРИЧЕСКИЕ
Частные требования безопасности и методы испытаний одношпиндельных вертикальных фрезерно-модельных машин
Electric transportable tools. Particular safety requirements and methods of testing
single spindle vertical moulders
ОКС 91.220
ОКС 79.120.10
ОКП 48 3331
Дата введения 2001-01-01
Предисловие
1 РАЗРАБОТАН И ВНЕСЕН Техническим комитетом по стандартизации ТК 262 "Инструмент механизированный и ручной"
2 ПРИНЯТ И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Госстандарта России от 19 января 2000 г. N 8-ст
3 Настоящий стандарт содержит полный аутентичный текст международного стандарта МЭК 1029-2-8-95 "Безопасность переносных электрических машин. Часть 2. Частные требования к одношпиндельным вертикальным фрезерно-модельным машинам"
4 ВВЕДЕН ВПЕРВЫЕ
Настоящий стандарт устанавливает требования безопасности и методы испытаний электрических переносных одношпиндельных вертикальных фрезерно-модельных машин, которые дополняют, заменяют или исключают соответствующие разделы и (или) пункты ГОСТ Р МЭК 1029-1.
Номера пунктов и рисунков настоящего стандарта, которые дополняют пункты и рисунки ГОСТ Р МЭК 1029-1, начинаются с цифры 101.
Настоящий стандарт применяют совместно с ГОСТ Р МЭК 1029-1.
Требования к методам испытаний выделены курсивом.
Требования настоящего стандарта являются обязательными.
1 Область применения
1 Область применения
По ГОСТ Р МЭК 1029-1 со следующим изменением
1.1 Замена первого абзаца
Настоящий стандарт распространяется на переносные одношпиндельные вертикальные фрезерно-модельные машины (далее - машины) с режущим узлом диаметром не более 180 мм.
2 Нормативные ссылки
По ГОСТ Р МЭК 1029-1.
3 Определения
По ГОСТ Р МЭК 1029-1 со следующим изменением
3.21 Замена
нормальная нагрузка: Нагрузка при непрерывной работе машины и крутящем моменте на шпинделе, имеющем значение, при котором потребляемая мощность в ваттах равна номинальной потребляемой мощности.
3.101 одношпиндельная вертикальная фрезерно-модельная машина: Машина, предназначенная для строгания и фасонной выборки древесины или других подобных материалов посредством вертикального вращающегося режущего узла, выступающего через прорезь в столе, служащем опорой и базой для обрабатываемого изделия, которое подают к режущему узлу вручную (рисунок 101).
Электродвигатель в сборе с механизмом привода режущего узла располагают ниже уровня стола.
Режущий узел или стол могут регулироваться.
3.102 режущий узел: Вращающийся механизм, состоящий из резцедержателя и режущего инструмента.
3.103 резцедержатель: Жесткий шпиндель, соединенный с валом двигателя и предназначенный для фиксации режущего инструмента или съемного шпинделя.
3.104 съемный шпиндель: Узел, состоящий из шпинделя, на котором крепится режущий инструмент в сборе со шпонкой, дистанционными кольцами, подшипниками. Он служит как удлинитель режущего инструмента.
4 Общие требования
По ГОСТ Р МЭК 1029-1.
5 Испытания. Общие положения
По ГОСТ Р МЭК 1029-1.
6 Номинальное напряжение
По ГОСТ Р МЭК 1029-1.
7 Классификация
По ГОСТ Р МЭК 1029-1.
8 Маркировка
По ГОСТ Р МЭК 1029-1 со следующим изменением
8.1 Дополнение
- максимальная частота вращения режущего узла на холостом ходу;
- указание направления вращения режущего узла;
- максимальный диаметр режущего узла, допускаемого к использованию;
- диаграмма, аналогичная приведенной на рисунке 109, с указанием оптимальной частоты вращения для данного вида и диаметра инструмента.
8.6 Дополнение
Для обозначения направления вращения режущего узла на шпинделе машины помещают выпуклую или выдавленную стрелку. Допускается нанесение стрелки другим, не менее заметным и устойчивым на стирание способом.
8.13 Дополнение
В инструкции по эксплуатации или информационном листе должна быть вся необходимая информация по безопасной эксплуатации машины. Например, указание по приемам работы, по замене инструмента, техническому обслуживанию, сборке, транспортированию и т.п.
Кроме того, должны быть приведены следующие предупреждения и указания:
- поддерживать с помощью комплекта вставок размер шпиндельного отверстия стола минимально возможным при работе с используемым в данный момент инструментом;
- работать в защитных очках;
- любая неиспользуемая часть режущего узла должна быть закрыта защитным ограждением;
- при обработке узких изделий для обеспечения безопасности работ необходимо использовать дополнительные меры, например, горизонтальные зажимные устройства;
- не допускать использование машины без соответствующих ограждений, установленных и отрегулированных надлежащим образом;
- машины, оборудованные стружкосборным устройством, должны быть присоединены к стружкоудаляющему устройству;
- применять только рекомендованный изготовителем режущий инструмент, предназначенный для ручной подачи.
9 Защита от поражения электрическим током
По ГОСТ Р МЭК 1029-1.
10 Пуск
По ГОСТ Р МЭК 1029-1.
11 Потребляемая мощность и ток
По ГОСТ Р МЭК 1029-1.
12 Нагрев
По ГОСТ Р МЭК 1029-1.
13 Ток утечки
По ГОСТ Р МЭК 1029-1.
14 Подавление радио- и телепомех
По ГОСТ Р МЭК 1029-1.
15 Защита от проникновения посторонних твердых тел и влагостойкость
По ГОСТ Р МЭК 1029-1.
16 Сопротивление изоляции и электрическая прочность
По ГОСТ Р МЭК 1029-1.
17 Надежность
По ГОСТ Р МЭК 1029-1.
18 Ненормальный режим работы
По ГОСТ Р МЭК 1029-1 со следующим изменением
18.1 Дополнение
Примечание 101 - Одношпиндельные вертикальные фрезерно-модельные машины считаются машинами, движущие части которых склонны к заклиниванию.
19 Устойчивость и механическая безопасность
По ГОСТ Р МЭК 1029-1 со следующим изменением
19.1 Дополнение
Основной корпус, стол с комплектом вставок, шпиндель резцедержателя, система направления обрабатываемого изделия, стопорное устройство, включая автоматический тормоз (если имеется), система защитных ограждений и индикатор (указатель) частоты вращения шпинделя - являются основными частями одношпиндельной вертикальной фрезерно-модельной машины.
В зависимости от характера работы требования безопасности относятся к обработке прямых и фасонных поверхностей или нарезанию шипов.
19.101 Обработка прямых и фасонных поверхностей
19.101.1 Шпиндель резцедержателя
19.101.1.1 Резцедержатель, который может быть жестким или съемным шпинделем, должен соответствовать требованиям нормативных документов.
В шпинделе резцедержателя не должно быть паза.
19.101.1.2 Прочность
Шпиндель резцедержателя должен быть изготовлен из стали с временным сопротивлением разрыву не менее 580 МПа или из другого материала с характеристиками не хуже указанных.
19.101.1.3 Размеры шпинделя резцедержателя и режущего инструмента
Допустимые размеры шпинделя резцедержателя приведены в таблице 101.
Таблица 101 - Размеры шпинделя резцедержателя
| В миллиметрах | ||
| Диаметр шпинделя резцедержателя | Используемая длина шпинделя резцедержателя от его буртика, не более | Диаметр режущего инструмента, не более |
| 30 | 140 | 180 |
Когда не придерживаются размеров, указанных в данной таблице, машина должна проходить типовые испытания на прочность при двойной максимальной частоте вращения шпинделя при самых тяжелых условиях обкатки, принимая во внимание массу инструмента и его положение на шпинделе. Допускаемые отклонения биения шпинделя после испытания не должны выходить за пределы, установленные нормативными документами.
19.101.1.4 Регулировка шпинделя резцедержателя
Шпиндель должен регулироваться по высоте. Устройство регулирования должно обеспечивать его фиксацию в установленном положении.
Машина должна быть оборудована соответствующей шкалой для указания позиции шпинделя по высоте и наклону относительно стола и иметь шкалу делений в единицах, соответствующих точности обработки машиной.
19.101.1.5 Фиксация шпинделя резцедержателя
Машина должна иметь встроенный фиксирующий механизм шпинделя резцедержателя для смены режущего инструмента и съемного шпинделя. Фиксирующий механизм должен предотвращать вращение шпинделя при включенном двигателе во время замены режущего инструмента.
19.101.1.6 Направление вращения
Шпиндель резцедержателя должен вращаться в одном направлении (против часовой стрелки, если смотреть сверху) и иметь конструкцию, препятствующую ослаблению крепления режущего инструмента и съемного шпинделя во время работы или торможения.
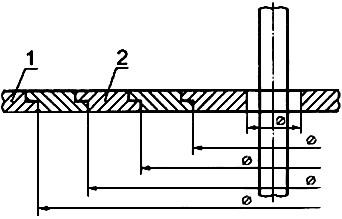
19.101.1.7 Дистанционные кольца шпинделя
Шпиндель резцедержателя должен быть снабжен комплектом дистанционных колец, диаметры которых приведены в таблице 102. Дистанционные кольца должны перекрывать всю длину шпинделя (рисунок 102).
Таблица 102 - Диаметры дистанционных колец
| В миллиметрах | |
| Внутренний диаметр дистанционного кольца | Наружный диаметр дистанционного кольца |
| 30 | 50 |
Дистанционные кольца должны быть изготовлены из стали с временным сопротивлением разрыву не менее 580 МПа или из любого другого материала с характеристиками не хуже указанных.
Комплект дистанционных колец должен быть подвергнут испытанию на биение. На рисунке 103 указан метод испытания дистанционных колец. Торцевое биение дистанционных колец не должно быть более 0,1 мм при измерении на испытательном диске диаметром 100 мм.
19.101.1.8 Устройство фиксации режущего инструмента
Устройство фиксации режущего инструмента должно быть выполнено в виде единой конструкции или в виде сборки нескольких деталей.
В этом случае отсутствие любой детали исключает возможность движения режущего инструмента.
19.101.2 Стол машины
19.101.2.1 Размеры стола
Размеры стола должны соответствовать указанным в таблице 103 и на рисунке 104.
Таблица 103 - Размеры стола
| Размеры в миллиметрах | |
| Размер | Значение |
| Диаметр отверстия стола, не более | 190 |
| Длина стола | 600 |
| Расстояние от края стола до центра отверстия стола | 350 |
| Расстояние от края стола до центра отверстия стола | 350 |
Стол должен иметь сквозное отверстие диаметром, обеспечивающим проход шпинделя двигателя и режущего инструмента.
19.101.2.2 Вставки стола
Стол должен быть оборудован комплектом вставок для корректировки диаметра отверстия стола (рисунок 105).
19.101.3 Направляющие приспособления обрабатываемого изделия
19.101.3.1 Обработка прямых поверхностей
19.101.3.1.1 Размеры направляющей
Для обеспечения строго вертикального положения обрабатываемого изделия машина должна быть оборудована направляющей, которая:
а) имеет минимальную высоту больше, чем:
- используемая длина шпинделя или
- 120 мм;
б) имеет минимальную длину меньше, чем:
- длина стола (для двух направляющих) или
- 300 мм (для каждой направляющей);
в) соответствует нормативным документам.
19.101.3.1.2 Регулирование направляющей
Вся направляющая в сборе должна регулироваться и при выполнении поперечного регулирования оставаться в сборе со своими опорами.
Доступ к режущему инструменту через зазор между направляющей и ограждением режущего инструмента с задней (нерабочей) стороны не должен быть возможен.
Направляющие должны надежно крепиться к столу. Все регулировочные работы следует выполнять без помощи инструмента.
Боковое регулирование положения направляющих должно обеспечивать уменьшение до минимума всех зазоров, необходимых для работы режущего инструмента. Должна быть предусмотрена встроенная дополнительная направляющая или фиксирующие приспособления в двух направляющих, позволяющие использовать дополнительную направляющую. Дополнительная направляющая должна обеспечивать непрерывность двух направляющих и предотвращать заклинивание обрабатываемого изделия между режущим инструментом и направляющими.
Необходимо обеспечивать строгий контроль положения одной направляющей относительно другой. В дальнейшем эти направляющие должны оставаться параллельными и их перенастройка должна контролироваться на всей длине хода.
Часть направляющей, обращенная к режущему инструменту, должна изготовляться из такого материала, чтобы любой контакт ее с режущим инструментом не создавал опасной ситуации (например, поломка инструмента).
19.101.3.2 Обработка фасонных поверхностей (рисунок 106)
Должна быть обеспечена правильная подача обрабатываемого изделия с помощью:
или
- неподвижной направляющей, соответствующей используемому режущему инструменту.
Форма или регулирование неподвижной направляющей должны обеспечивать непрерывный контакт между обрабатываемым изделием и режущим инструментом и сохранять его во время работы. Точка касания в месте, где измеряется глубина резания, должна быть четко определена, или
- подвижной направляющей, позволяющей использовать круговую направляющую (например, направляющее сферическое кольцо) для обеспечения непрерывного контакта.
Примечание - Подвижная направляющая должна быть убирающейся для обеспечения возможности использования неподвижной направляющей.
Эти устройства для направления обрабатываемого изделия используются в сочетании с шаблонами, фиксаторами и другими приспособлениями для крепления изделия.
19.101.4 Защитное ограждение рабочей зоны
Соответствующий комплект вставок стола обеспечивает необходимое уменьшение свободного пространства вокруг шпинделя (19.101.2.2).
19.101.4.1 Защитное ограждение ниже уровня стола
Доступ к инструменту, шпинделю или приводной системе не должен быть возможен напрямую или через стружкоудаляющее устройство.
Если основная рама оборудована дверцей, она должна блокироваться изнутри при вращении шпинделя.
19.101.4.2 Защитное ограждение над уровнем стола
19.101.4.2.1 Защитное ограждение при обработке прямых поверхностей
19.101.4.2.1.1 Ограждение режущего инструмента
Часть направляющей, приближенная к инструменту, должна быть изготовлена из материала, который в случае непредвиденного контакта направляющей с инструментом не создает опасной ситуации, например при контакте с выпавшим инструментом или фрагментом направляющей.
Примечание - Требования к ограждению инструмента также установлены в 19.101.3.1.2.
Прижимные приспособления (прижимные колодки) должны обеспечивать удержание обрабатываемого изделия в контакте со столом и направляющей и создавать защиту между инструментом и руками оператора (рисунок 107).
Прижимные колодки должны удовлетворять следующим требованиям:
а) горизонтальные и вертикальные прижимные колодки во всем диапазоне регулирования должны быть устойчивы, перпендикулярны столу, параллельны направляющей и расположены симметрично по отношению к шпинделю;
б) горизонтальные и вертикальные колодки должны быть регулируемыми;
в) вертикальные прижимные колодки должны быть снабжены предохранителями, исключающими падение на инструмент при отказе их фиксирующего устройства;
г) прижимные колодки должны быть легкозаменяемыми и регулируемыми без помощи инструмента;
д) прижимные колодки должны иметь упругий элемент, компенсирующий небольшие колебания толщины обрабатываемого изделия;
е) длина вертикальной прижимной колодки должна быть больше максимального просвета между направляющими и должна обеспечивать прижим обрабатываемого изделия до момента контакта с инструментом;
ж) высота горизонтальной прижимной колодки должна быть как минимум равна высоте направляющей;
з) система крепления прижимных колодок должна позволять их снятие без демонтажа для облегчения замены инструмента или для использования устройства механической подачи;
и) система крепления должна быть жестко закреплена и не должна вибрировать;
к) устройство установки вертикальной прижимной колодки должно быть сконструировано таким образом, чтобы можно было обрабатывать изделие толщиной не менее 8 мм;
л) материал вертикальной прижимной колодки не должен создавать опасности при контакте с инструментом;
м) диапазон регулирования вертикальной прижимной колодки должен позволять как минимум проход над зажимным приспособлением при ее нижнем положении, а также перекрывать наибольшую высоту шпинделя над столом при ее верхнем положении;
н) диапазон регулирования горизонтальной прижимной колодки должен перекрывать не менее 75 мм вдоль оси шпинделя;
п) расстояние между поверхностями горизонтальных прижимных колодок, находящихся в контакте с обрабатываемым изделием, должно быть больше, чем длина вертикальной прижимной колодки. Ширина вертикальной прижимной колодки должна быть как можно меньше, но при этом обеспечивать достаточную прочность (рисунок 107);
р) горизонтальная прижимная колодка может быть ориентирована по отношению к направляющей таким образом, чтобы позволить подачу обрабатываемого изделия во время остановки работы.
19.101.4.2.1.2 Ограждение режущего инструмента - нерабочая зона, расположенная позади направляющей
Режущий инструмент с задней стороны направляющей должен иметь неподвижное защитное ограждение. Ограждение должно иметь достаточные размеры с тем, чтобы в нем помещался инструмент максимально возможного диаметра при всех возможных высотах шпинделя.
Ограждение должно позволять замену инструмента, например с помощью дверцы.
Форма ограждения должна быть спроектирована так, чтобы облегчить отвод стружки, например путем оптимизации формы ограждения и стружкоотвода.
19.101.4.2.2 Защитное ограждение при обработке фасонных поверхностей
Защитное ограждение (устройство защиты рук) должно обеспечивать защиту от контакта рук оператора с инструментом. Это ограждение должно быть закреплено неподвижно, стабильно и не должно вибрировать.
Защитное ограждение должно быть дополнено защитным колпаком для ограждения той части шпинделя, которая возвышается над инструментом.
Форма ограждения должна быть такой, чтобы можно было направлять пыль и стружку потоком к стружкоудаляющему устройству (рисунок 106).
Защитное ограждение должно регулироваться по высоте на суппорте, который может:
а) быть прикреплен к стружкоудаляющему устройству;
б) позволять удерживать обрабатываемое изделие во время работы;
в) обеспечивать равномерное регулирование положения обрабатываемого изделия по высоте и служить опорой для обрабатываемого изделия.
Защитное ограждение и направляющая должны регулироваться без помощи инструмента.
Диапазон регулирования защитного ограждения и направляющей должен включать все возможные позиции инструмента по отношению к столу.
19.101.5 Доступ к приводным элементам
Доступ к приводным элементам машины должен быть исключен во время их движения.
При изменении скорости вращения, когда требуется работа с приводными ремнями или шкивами, в ограждении допускается наличие дверцы, открываемой без помощи инструмента. Открывание дверцы должно блокироваться при вращении шпинделя.
19.102 Нарезание шипов
Дополнительные требования к 19.101
19.102.1 Режущий инструмент
Доступ оператора к режущему инструменту должен быть предотвращен конструкцией направляющей для нарезания шипов или ограждением, закрепленным на ней (рисунок 108).
В случае, когда направляющая удаляется, необходимо обеспечить ограждение для предотвращения доступа к режущему инструменту.
Необходимо также предусмотреть ограждение для предотвращения доступа к режущему инструменту в конце реза или во время обратного хода.
19.102.2 Ограждение нерабочей части инструмента
Доступ в эту зону должен быть предотвращен с помощью ограждения, закрепленного на столе машины, регулируемого по отношению к столу и установленному инструменту. В дополнение к нему устанавливают регулируемые ограждения для предотвращения контакта с инструментом в зоне выше обрабатываемого изделия.
Замену инструмента следует производить без снятия ограждения.
19.102.3 Держатель обрабатываемого изделия
Машина должна быть оснащена держателем обрабатываемого изделия, приспособленным для нарезания шипов. Если этот держатель пневматический, необходимо принять соответствующие меры для предотвращения повреждения пальцев оператора.
Держатель обрабатываемого изделия с электроприводом должен быть сконструирован так, чтобы предотвратить освобождение обрабатываемого изделия при отказе подачи электроэнергии.
20 Механическая прочность
По ГОСТ Р МЭК 1029-1.
21 Конструкция
По ГОСТ Р МЭК 1029-1 со следующим изменением
21.20 Замена
При восстановлении напряжения после временного прекращения подачи энергии или после открывания дверцы для изменения частоты вращения машина не должна включаться автоматически.
21.101 Для машин, в которых режущий узел не защищен автоматическим защитным ограждением, режущий узел должен останавливаться не позже 10 с после выключения.
Соответствие требованию проверяют измерением.
21.102 Все машины должны снабжаться либо встроенным отсасывающим устройством, либо смонтированным на них внешним отсасывающим устройством для удаления стружки и пыли.
21.103 Пусковые устройства должны быть защищены от непреднамеренного запуска (например с помощью кожухов).
21.104 Если машина предназначена для работы с более чем одной частотой вращения, она должна запускаться с нижней частоты и регулироваться переходом от меньшей частоты вращения к более высокой.
Работа с более высокой частотой вращения должна быть возможна только после разблокирования блокирующего устройства, установленного на меньшую частоту вращения.
Машины должны тормозиться полностью на любой частоте вращения.
21.105 Машины должны оснащаться автоматическим тормозным устройством, которое позволяет осуществлять эффективную остановку шпинделя резцедержателя. Если необходимо производить вращение инструмента вручную для регулировочных работ при выключенной машине, следует обеспечить управление тормозом шпинделя.
21.106 Частота вращения должна быть видима в рабочем положении и в положении ее регулирования, причем показания индикатора должны быть видимы до того, как машина включена.
21.107 Если предусмотрено регулирование наклоняемым приводом, оно должно осуществляться только при стационарном положении шпинделя.
21.108 Машина должна быть оборудована противоотскоковым приспособлением (например регулируемыми конечными упорами), закрепленным на направляющей или на удлинителе стола.
21.109 Соответствующие точки крепления дополнительных защитных устройств (удлинитель стола, горизонтальные прижимные колодки для обрабатываемых изделий большой толщины и т.п.) должны указываться изготовителем в инструкции по эксплуатации.
21.110 Дополнительные требования к нарезанию шипов
Если пусковое и остановочное устройства легкодоступны с рабочего места оператора как при обработке прямых поверхностей, так и при нарезании шипов, нет необходимости дублировать их.
Если рабочее положение оператора при обработке прямых поверхностей и при нарезании шипов находится с разных сторон машины, необходимо предусмотреть два устройства для управления остановкой.
22 Внутренняя проводка
По ГОСТ Р МЭК 1029-1.
23 Комплектующие изделия
По ГОСТ Р МЭК 1029-1.
24 Подключение к сети и внешние гибкие кабели и шнуры
По ГОСТ Р МЭК 1029-1.
25 Зажимы для внешних проводов
По ГОСТ Р МЭК 1029-1.
26 Заземление
По ГОСТ Р МЭК 1029-1.
27 Винты и соединения
По ГОСТ Р МЭК 1029-1.
28 Пути утечки, воздушные зазоры и толщина изоляции
По ГОСТ Р МЭК 1029-1.
29 Теплостойкость, огнестойкость и стойкость к образованию токопроводящих мостиков
По ГОСТ Р МЭК 1029-1.
30 Коррозионная стойкость
По ГОСТ Р МЭК 1029-1.
31 Радиация
По ГОСТ Р МЭК 1029-1.
Рисунок 101 - Одношпиндельная вертикальная фрезерно-модельная машина
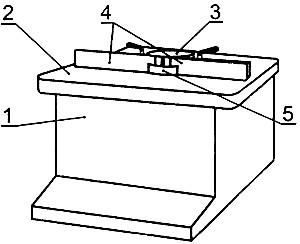
1 - опора; 2 - стол; 3 - режущий узел; 4 - направляющая; 5 - ограждение режущего инструмента
Рисунок 101 - Одношпиндельная вертикальная фрезерно-модельная машина
Рисунок 102 - Шпиндель резцедержателя и дистанционные кольца шпинделя
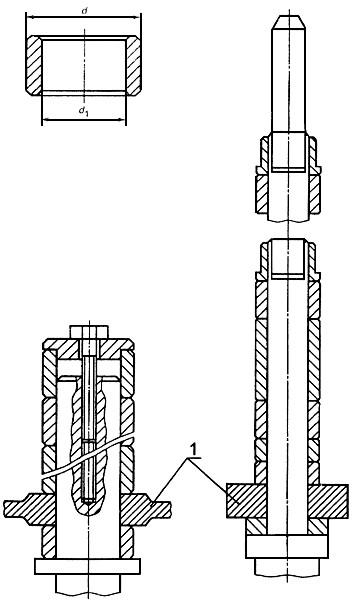
1 - режущий инструмент; ![]() - наружный диаметр дистанционного кольца;
- наружный диаметр дистанционного кольца;
![]() - внутренний диаметр дистанционного кольца
- внутренний диаметр дистанционного кольца
Рисунок 102 - Шпиндель резцедержателя и дистанционные кольца шпинделя
Рисунок 103 - Испытание на биение дистанционных колец шпинделя
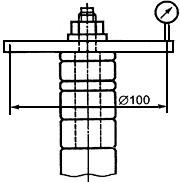
Рисунок 103 - Испытание на биение дистанционных колец шпинделя
Рисунок 104 - Размеры стола
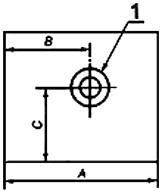
1 - отверстие стола; ![]() - длина стола;
- длина стола; ![]() - расстояние от края стола до центра отверстия стола;
- расстояние от края стола до центра отверстия стола;
![]() - расстояние от края стола до центра отверстия стола
- расстояние от края стола до центра отверстия стола
Рисунок 104 - Размеры стола
Рисунок 105 - Вставки стола
1 - стол; 2 - вставка стола
Рисунок 105 - Вставки стола
Рисунок 106 - Обработка фасонных поверхностей. Система направления изделия и ограждения режущего узла
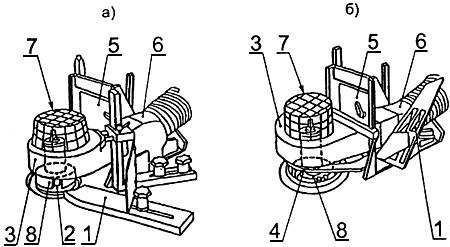
1 - подвижная направляющая; 2 - направляющее сферическое кольцо; 3 - устройство защиты рук;
4 - неподвижная направляющая; 5 - суппорт; 6 - стружкоудаляющее устройство;
7 - защитный колпак; 8 - режущий узел
Рисунок 106 - Обработка фасонных поверхностей. Система направления изделия и ограждения режущего узла:
а) - с подвижной направляющей; б) - с неподвижной направляющей
Рисунок 107 - Обработка прямых поверхностей. Система направления изделия и ограждения режущего узла
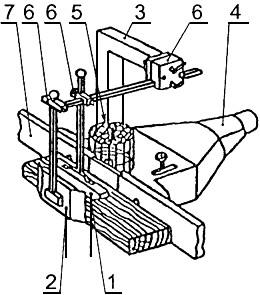
1 - вертикальная прижимная колодка; 2 - горизонтальная прижимная колодка; 3 - суппорт;
4 - стружкоудаляющее устройство; 5 - защитный колпак;
6 - устройства регулирования прижимных колодок; 7 - направляющая
Рисунок 107 - Обработка прямых поверхностей. Система направления изделия и ограждения режущего узла
Рисунок 108 - Нарезание шипов. Система направления изделия и ограждения режущего узла
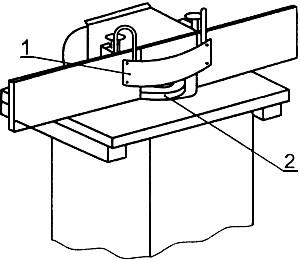
1 - защитный кожух; 2 - режущий узел
Рисунок 108 - Нарезание шипов. Система направления изделия и ограждения режущего узла
Рисунок 109 - Диаграмма зависимости скорости резания от частоты вращения шпинделя и диаметра инструмента
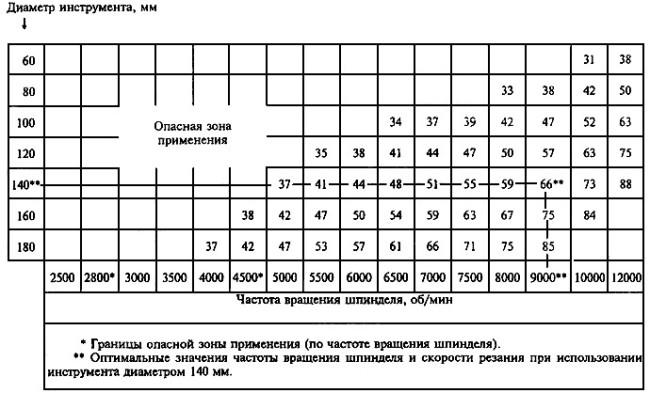
Рисунок 109 - Диаграмма зависимости скорости резания от частоты вращения шпинделя и диаметра инструмента
ПРИЛОЖЕНИЕ А (обязательное). Термовыключатели и устройства защиты от перегрузок
ПРИЛОЖЕНИЕ А
(обязательное)
По ГОСТ Р МЭК 1029-1.
ПРИЛОЖЕНИЕ В (обязательное). Электронные схемы
ПРИЛОЖЕНИЕ В
(обязательное)
По ГОСТ Р МЭК 1029-1.
ПРИЛОЖЕНИЕ С (обязательное). Измерение путей утечки и воздушных зазоров
ПРИЛОЖЕНИЕ С
(обязательное)
По ГОСТ Р МЭК 1029-1.
ПРИЛОЖЕНИЕ 1А (справочное). Схема цепи для измерения тока утечки
ПРИЛОЖЕНИЕ 1А
(справочное)
По ГОСТ Р МЭК 1029-1.