ГОСТ Р МЭК 1029-2-3-96
Группа Г24
ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
МАШИНЫ ПЕРЕНОСНЫЕ ЭЛЕКТРИЧЕСКИЕ
Частные требования безопасности и методы испытаний строгальных и рейсмусовых машин
Electric transportable tools.
Particular safety requirements and test methods of planers and thicknessers
ОКС 91.220
ОКП 48 3331
Дата введения 1997-01-01
Предисловие
1 РАЗРАБОТАН И ВНЕСЕН ТК 262 "Инструмент механизированный и ручной"
2 ПРИНЯТ И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Госстандарта России от 01.02.96 N 49
3 Настоящий стандарт содержит полный аутентичный текст международного стандарта МЭК 1029-2-3-93 "Безопасность переносных электрических машин. Часть 2. Частные требования к строгальным и рейсмусовым машинам"
4 ВВЕДЕН ВПЕРВЫЕ
Настоящий стандарт устанавливает требования безопасности и методы испытаний электрических переносных строгальных и рейсмусовых машин, которые дополняют, изменяют или заменяют пункты ГОСТ Р МЭК 1029-1.
Пункты и рисунки, дополняющие ГОСТ Р МЭК 1029-1, имеют нумерацию, начиная с 101.
В стандарте методы испытаний выделены курсивом.
Требования настоящего стандарта являются обязательными.
1 ОБЛАСТЬ ПРИМЕНЕНИЯ
1 ОБЛАСТЬ ПРИМЕНЕНИЯ
По ГОСТ Р МЭК 1029-1 со следующим изменением.
1.1 Изменение
Замена первого абзаца
Настоящий стандарт распространяется на переносные строгальные и рейсмусовые машины с максимальной шириной строгания 260 мм.
2 НОРМАТИВНЫЕ ССЫЛКИ
В настоящем стандарте использована ссылка на ГОСТ Р МЭК 1029-1-94 Машины переносные электрические. Общие требования безопасности и методы испытаний.
3 ОПРЕДЕЛЕНИЯ
По ГОСТ Р МЭК 1029-1 со следующим изменением.
3.101 Строгальная машина - машина, предназначенная для строгания поверхностей деревянных изделий с помощью вращающегося в горизонтальной плоскости ножевого блока, расположенного между двумя рамами, используемыми как опора для обрабатываемого изделия. (Строганию подвергается нижняя поверхность изделия).
3.102 Рейсмусовая машина - машина, предназначенная для строгания поверхностей деревянных изделий до определенной, заранее установленной толщины с помощью вращающегося в горизонтальной плоскости ножевого блока, причем расстояние между ножами и поверхностью стола, на которую помещено обрабатываемое изделие, является регулируемым. (Строганию подвергается верхняя поверхность изделия).
3.103 Строгально-рейсмусовая машина - машина, предназначенная для выполнения функций как строгальной, так и рейсмусовой машины.
3.104 Ножевой блок - вращающийся узел, состоящий из барабана, ножей, систем крепления ножей и шпинделя.
4 ОБЩИЕ ТРЕБОВАНИЯ
По ГОСТ Р МЭК 1029-1.
5 ИСПЫТАНИЯ. ОБЩИЕ ПОЛОЖЕНИЯ
По ГОСТ Р МЭК 1029-1.
6 НОМИНАЛЬНОЕ НАПРЯЖЕНИЕ
По ГОСТ Р МЭК 1029-1.
7 КЛАССИФИКАЦИЯ
По ГОСТ Р МЭК 1029-1.
8 МАРКИРОВКА
По ГОСТ Р МЭК 1029-1 со следующим изменением.
8.1 Дополнение
- максимальная частота вращения ножевого блока на холостом ходу;
- направление вращения ножевого блока;
- ширина строгания.
8.6 Дополнение
Направление вращения ножевого блока указывают на машине с помощью выпуклой или выдавленной стрелки либо нанесенной другим не менее заметным и устойчивым на стирание способом.
8.13 Дополнение
В инструкции по эксплуатации или информационном листе должны быть указания:
- не допускается использование машины без соответствующего ограждения, установленного и отрегулированного надлежащим образом;
- не допускается применение затупившихся ножей из-за увеличения опасности отбрасывания обрабатываемого изделия.
Для строгальных машин должны быть приведены также следующие указания:
- часть ножевого блока, которая не используется для строгания, должна быть закрыта защитным кожухом;
- при строгании коротких изделий следует пользоваться толкающими стержнями;
- при строгании узких изделий для обеспечения безопасности работ могут потребоваться дополнительные меры, например, горизонтальные зажимные устройства и подпружиненные ограждения;
- не допускается использование строгальных машин для прорезания пазов, выемок, нарезания шипов и желобов.
Примечание - Вышеприведенное относится только к машинам, не соответствующим требованиям 19.1.101.10.
Для рейсмусовых машин должны быть приведены следующие указания:
- для обеспечения безопасности работ следует регулярно проверять эффективность устройства, предотвращающего отбрасывание обрабатываемого изделия, а также исправность валика подачи;
- машины, оборудованные колпаками для сбора стружки и отсоса пыли, должны быть соединены с пыле- и стружкоудаляющим устройством.
9 ЗАЩИТА ОТ ПОРАЖЕНИЯ ЭЛЕКТРИЧЕСКИМ ТОКОМ
По ГОСТ Р МЭК 1029-1.
10 ПУСК
По ГОСТ Р МЭК 1029-1.
11 ПОТРЕБЛЯЕМАЯ МОЩНОСТЬ И ТОК
По ГОСТ Р МЭК 1029-1.
12 НАГРЕВ
По ГОСТ Р МЭК 1029-1.
13 ТОК УТЕЧКИ
По ГОСТ Р МЭК 1029-1.
14 ПОДАВЛЕНИЕ РАДИО- И ТЕЛЕПОМЕХ
По ГОСТ Р МЭК 1029-1.
15 ЗАЩИТА ОТ ПРОНИКНОВЕНИЯ ПОСТОРОННИХ ТВЕРДЫХ ТЕЛ И ВЛАГОСТОЙКОСТЬ
По ГОСТ Р МЭК 1029-1.
16 СОПРОТИВЛЕНИЕ ИЗОЛЯЦИИ И ЭЛЕКТРИЧЕСКАЯ ПРОЧНОСТЬ
По ГОСТ Р МЭК 1029-1.
17 НАДЕЖНОСТЬ
По ГОСТ Р МЭК 1029-1.
18 НЕНОРМАЛЬНЫЙ РЕЖИМ РАБОТЫ
По ГОСТ Р МЭК 1029-1 со следующим изменением.
18.1 Дополнение
Примечание 101 - Все машины, на которые распространяется настоящий стандарт, считаются машинами, движущие части которых склонны к заклиниванию.
19 УСТОЙЧИВОСТЬ И МЕХАНИЧЕСКАЯ БЕЗОПАСНОСТЬ
По ГОСТ Р МЭК 1029-1 со следующим изменением.
19.1 Дополнение
Ножи должны заменяться без удаления защитного кожуха, ограждающего ножевой блок.
Примечание 101 - Кожух должен быть постоянно соединен с машиной, но он может быть выполнен подвижным для обеспечения возможности замены ножей.
19.1.101 Для всех машин, на которые распространяется настоящий стандарт:
19.1.101.1 ножевой блок должен иметь круглое сечение;
19.1.101.2 режущая кромка ножей должна выступать над поверхностью ножевого блока не более чем на 1,1 мм (см. размер ![]() на рисунке 101);
на рисунке 101);
Рисунок 101 - Ножевой блок
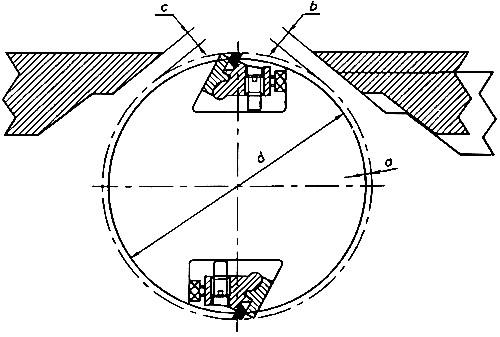
1 - неподвижно закрепленный стол; 2 - регулируемый стол
Рисунок 101 - Ножевой блок
19.1.101.3 в ножевом блоке не должно быть других выемок, кроме как для ножей и устройств их крепления (см. размер ![]() на рисунке 101);
на рисунке 101);
19.1.101.4 ножи должны быть закреплены так, чтобы их выпадение предотвращалось не только силами трения.
Когда ножи крепятся к стальному ножевому блоку, то зажимные винты должны быть завернуты не менее чем на пять полных рабочих витков.
Если ножевой блок выполнен не из стали, а из другого материала, зажимное устройство должно обеспечивать такой же уровень зажимного усилия, который обеспечивается требованием к зажимному винту для стального ножевого блока;
19.1.101.5 ножи, ножевые блоки и рамы должны быть сконструированы и изготовлены так, чтобы в дальнейшем, после технического обслуживания, они выдерживали нагрузки, возникающие при нормальной эксплуатации;
19.1.101.6 ножи для прорезания пазов должны выступать по отношению к торцу рабочего шпинделя не более чем на 5 мм.
Толщина ножа должна быть не менее 3 мм.
Примечание - Для ножей из карбида вольфрама данное требование относится к опоре вместе с режущей пластиной;
19.1.101.7 в строгальных машинах должны быть предусмотрены средства, предотвращающие травмирование оператора и ограничение обзора обрабатываемого изделия вылетающими стружками.
Данное требование может быть выполнено с помощью устройств для сбора образующихся стружек;
19.1.101.8 суммарная длина обоих столов строгальной машины должна превышать рабочую ширину не менее чем в 3,5 раза.
Для машин с шириной строгания не более 160 мм наименьшая суммарная длина обоих столов строгальной машины может быть уменьшена до утроенного значения рабочей ширины;
19.1.101.9 длина входного стола должна превышать рабочую ширину не менее чем в 1,5 раза;
19.1.101.10 на машинах, предназначенных для прорезания пазов, должны быть предусмотрены соответствующие предохранительные ограждения.
Соответствие требованиям 19.1.101.1-19.1.101.10 проверяют осмотром и измерением.
19.1.102 Строгальные машины
19.1.102.1 Расстояние ![]() (см. рисунок 101) от окружности вращения режущих кромок до края регулируемого стола не должно превышать 5 мм при всех значениях регулируемой глубины строгания - от нуля до максимума.
(см. рисунок 101) от окружности вращения режущих кромок до края регулируемого стола не должно превышать 5 мм при всех значениях регулируемой глубины строгания - от нуля до максимума.
Расстояние с от края неподвижно закрепленного стола до ножевого блока не должно превышать 5 мм.
19.1.102.2 Ширина выемок в краях столов строгальной машины, предусмотренных с целью снижения шумоизлучения, должна быть не более 6 мм.
Диаметр отверстий, предназначенных для этой же цели, не должен превышать 8 мм.
19.1.102.3 Край входного стола должен быть достаточно прочным для предотвращения опасностей, возникающих в результате деформации или повреждения стола.
Соответствие этому требованию проверяют следующим испытанием.
На край стола воздействуют ударами с помощью пружинного прибора для ударных испытаний (удары наносит груз массой 250 г с энергией 1,0 Дж). На каждую точку края стола, которую считают слабой, воздействуют тремя ударами. По окончании испытаний край стола должен остаться неповрежденным, не должен иметь видимых трещин и деформаций, препятствующих правильной эксплуатации машины.
19.1.102.4 Строгальные машины должны быть снабжены направляющей линейкой.
19.1.102.5 Строгальные машины должны иметь защитные ограждения, закрывающие ножевой блок с обеих сторон направляющей линейки.
Ограждение ножевого блока позади направляющей линейки должно быть неподвижно закреплено на направляющей линейке таким образом, чтобы при движении направляющей линейки ножевой блок автоматически закрывался защитным ограждением.
Защитные ограждения должны удовлетворять следующим требованиям.
19.1.102.5.1 Часть, не используемая в процессе работы (позади линейки)
Доступ к ножам должен быть закрыт ограждением, размеры которого должны быть выбраны так, чтобы при любом положении направляющей линейки ограждение закрывало часть рабочего шпинделя, расположенную позади направляющей линейки.
Если положение направляющей линейки можно регулировать (перемещать ее в поперечном направлении или наклонять), перемещение защитного ограждения должно соответствовать перемещению линейки.
19.1.102.5.2 Часть, используемая в процессе работы (впереди линейки)
Доступ к ножам, используемым в процессе работы, должен быть закрыт ограждением, которое жестко фиксируется на раме машины и оставляет незакрытой только используемую при данной работе часть рабочего шпинделя. Это ограждение должно представлять собой:
- ограждение мостового типа или самозакрывающееся ограждение (для строгальных машин с шириной строгания не более 100 мм);
- ограждение мостового типа (для строгальных машин с шириной строгания более 100 мм).
19.1.102.5.2.1 Ограждение мостового типа (рисунок 102)
Рисунок 102 - Ограждение мостового типа
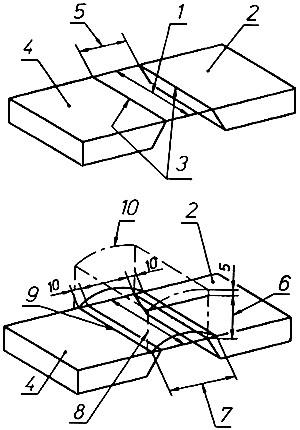
1 - ширина строгания; 2 - входной стол; 3 - края; 4 - выходной стол; 5 - ширина щели; 6 - высота деревянного
изделия для максимально отрегулированного мостика; 7 - ширина мостика; 8 - длина мостика, предназначенная
для закрывания ножей; 9 - мостик плоско прилегает к столу; 10 - мостик отрегулирован на максимальную высоту
Рисунок 102 - Ограждение мостового типа
a) Ограждение мостового типа должно плоско прилегать по крайней мере к одному из столов машины во время перерыва в ее работе (когда строгание не выполняется). Такое положение называют "позиция паузы".
b) Длина мостовой части ограждения, предназначенной для закрывания ножей, должна быть не меньше рабочей ширины.
c) Ширина мостовой части ограждения должна превышать максимальную ширину щели между краями столов не менее чем на 20 мм.
d) В позиции паузы ограждение мостового типа должно закрывать щель между столами машины и прилегающие зоны столов, захватывая участки шириной не менее 10 мм с каждой стороны щели при ее максимальном раскрытии.
e) Когда мостик отрегулирован на максимальную высоту, его передняя часть должна находиться по крайней мере в вертикальной плоскости, проходящей через край входного стола при максимальной ширине раскрытия щели между столами.
f) Перепад уровней между передней частью мостика и его задней частью не должен превышать 5 мм при любой регулировке по высоте.
g) В процессе поперечной регулировки мостик должен перемещаться в направлении, параллельном оси рабочего шпинделя.
h) Вертикальная и поперечная регулировка мостика для различных размеров подлежащих строганию изделий должна выполняться в виде единой операции и без применения инструментов либо должна осуществляться автоматически.
i) Верхняя поверхность мостика должна быть гладкой, закругленной и не должна иметь выступов, она не должна создавать препятствий для движения рук оператора.
j) Максимальное перемещение мостика под воздействием усилия 100 Н не должно превышать 5 мм. Это усилие прикладывается к передней части мостика вблизи направляющей линейки, перпендикулярно краю мостика, в плоскости, параллельной столам машины.
19.1.102.5.2.2 Самозакрывающееся ограждение
a) Когда строгание не выполняется, ограждение данного типа должно закрывать весь рабочий шпиндель независимо от регулировки направляющей линейки.
b) Независимо от того, какая рабочая ширина используется, ограждение должно закрывать ту часть машины, которая не используется в данный момент, и должно открываться, когда машина входит в соприкосновение с обрабатываемым изделием.
c) Ограждение должно оставаться в тесном контакте с деревянным изделием в процессе всей операции строгания; должна быть обеспечена невозможность фиксации ограждения в открытом положении.
d) Ограждение должно автоматически возвращаться в закрытое положение за время не более 0,2 с при максимальной рабочей ширине из максимально открытого положения.
19.1.102.5.2.3 Ограждения мостового типа и самозакрывающиеся ограждения должны быть выполнены из таких материалов, чтобы:
- любой ненамеренный контакт с вращающимися частями не создавал опасности, связанной с:
повреждением, препятствующим функционированию ограждения (например, поломка или частичное разрушение);
повреждением ножей;
- в случае соударения с обрабатываемым изделием ограждение не повреждалось.
Соответствие этому требованию проверяют нанесением ударов с помощью пружинного прибора для ударных испытаний (масса груза 250 г, энергия удара 1,0 Дж). На каждую точку, которую считают слабой, воздействуют тремя ударами.
По окончании испытаний ограждение должно оставаться неповрежденным, не должно иметь видимых трещин или деформаций, которые помешали бы правильной эксплуатации машины.
19.1.102.6 Высота направляющей линейки должна быть не менее 80 мм.
На направляющей, а также на верхней поверхности линейки не должно быть зазоров.
Длина направляющей линейки должна быть в 2,5 раза больше рабочей ширины.
19.1.102.7 Рукоятки и рычаги не должны мешать оператору подавать к машине обрабатываемое изделие.
Соответствие требованиям 19.1.102.1, 19.1.102.2, 19.1.102.4-19.1.102.7 проверяют осмотром и измерением.
19.1.103 Рейсмусовые машины
19.1.103.1 Рейсмусовые машины должны быть оборудованы захватными устройствами, выполненными из достаточно прочной стали, которые предотвращали бы отбрасывание обрабатываемого изделия и перекрывали бы ножевой блок по всей его длине.
Захват должен иметь толщину от 3 до 8 мм, а промежуточный слой между захватами должен иметь толщину не более половины толщины захвата. Маятниковые захваты должны быть закреплены так, чтобы исключалось их качание вперед - назад, и должны автоматически падать обратно после каждого подъема.
Соответствие этому требованию проверяют следующим образом.
Входной стол регулируют на глубину строгания ![]() +1,2 мм, где
+1,2 мм, где ![]() - высота куска буковой древесины шириной 60 мм, предварительно остроганного с обеих сторон. Эту заготовку помещают в противоотбрасывающее устройство в различных положениях.
- высота куска буковой древесины шириной 60 мм, предварительно остроганного с обеих сторон. Эту заготовку помещают в противоотбрасывающее устройство в различных положениях.
К заготовке прикладывают усилие 300 Н в направлении перемещения назад; при этом противоотбрасывающее устройство должно удерживать заготовку во всех положениях и по всей ширине строгания.
19.1.103.2 Отверстия для удаления стружки, к которым нельзя присоединить приводные стружкоотборные устройства, должны быть устроены таким образом, чтобы через них невозможно было прикоснуться испытательным пальцем к ножевому блоку.
Соответствие этому требованию проверяют осмотром.
19.1.104 Комбинированная строгально-рейсмусовая машина
19.1.104.1 Такие комбинированные машины должны соответствовать требованиям, предъявляемым по отдельности к строгальным и рейсмусовым машинам.
19.1.104.2 Когда комбинированная машина используется в качестве рейсмусовой, она должна иметь ограждение, являющееся встроенной частью машины и предотвращающее доступ к вращающимся деталям при сложенных столах.
Соответствие этому требованию проверяют осмотром и измерениями.
19.1.104.3 Столы, способные складываться, должны закрепляться в открытом положении.
Соответствие этому требованию проверяют осмотром.
19.3 Изменение
Технические требования к испытаниям излагаются в новой редакции.
К переднему краю рабочего стола прикладывают толкающее усилие 300 Н в направлении подачи обрабатываемого изделия; в этом состоянии машина не должна опрокидываться.
При воздействии толкающего усилия 100 Н машина не должна двигаться.
19.101 Машины должны быть укомплектованы:
- инструментом для смены ножей;
- прибором для регулировки ножей, если это необходимо;
- ограждением стружковыбрасывающего отверстия на рейсмусовых машинах и комбинированных строгально-рейсмусовых машинах;
- устройством для монтажа горизонтального прижимного устройства (при необходимости).
20 МЕХАНИЧЕСКАЯ ПРОЧНОСТЬ
По ГОСТ Р МЭК 1029-1.
21 КОНСТРУКЦИЯ
По ГОСТ Р МЭК 1029-1 со следующим изменением.
21.20 Дополнение
При восстановлении напряжения после временного прекращения подачи энергии строгальные и т.п. машины не должны включаться автоматически.
21.101 В машинах, у которых ножевой блок не имеет автоматических защитных ограждений, этот блок должен останавливаться не позже 10 с после выключения машины.
Соответствие этому требованию проверяют измерениями.
21.102 Все машины должны иметь либо встроенное пылеотсосное устройство, либо устройство, позволяющее смонтировать на нем внешние вакуум-отсосы для удаления пыли и стружек.
22 ВНУТРЕННЯЯ ПРОВОДКА
По ГОСТ Р МЭК 1029-1.
23 КОМПЛЕКТУЮЩИЕ ИЗДЕЛИЯ
По ГОСТ Р МЭК 1029-1.
24 ПОДКЛЮЧЕНИЕ К СЕТИ И ВНЕШНИЕ ГИБКИЕ КАБЕЛИ И ШНУРЫ
По ГОСТ Р МЭК 1029-1.
25 ЗАЖИМЫ ДЛЯ ВНЕШНИХ ПРОВОДОВ
По ГОСТ Р МЭК 1029-1.
26 ЗАЗЕМЛЕНИЕ
По ГОСТ Р МЭК 1029-1.
27 ВИНТЫ И СОЕДИНЕНИЯ
По ГОСТ Р МЭК 1029-1.
28 ПУТИ УТЕЧКИ, ВОЗДУШНЫЕ ЗАЗОРЫ И ТОЛЩИНА ИЗОЛЯЦИИ
По ГОСТ Р МЭК 1029-1.
29 ТЕПЛОСТОЙКОСТЬ, ОГНЕСТОЙКОСТЬ И СТОЙКОСТЬ К ОБРАЗОВАНИЮ ТОКОПРОВОДЯЩИХ МОСТИКОВ
По ГОСТ Р МЭК 1029-1.
30 КОРРОЗИОННАЯ СТОЙКОСТЬ
По ГОСТ Р МЭК 1029-1.
31 РАДИАЦИЯ
По ГОСТ Р МЭК 1029-1.