ГОСТ Р ИСО 8747-93
Группа Г37
ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ШТИФТЫ НАСЕЧЕННЫЕ С ПОТАЙНОЙ ГОЛОВКОЙ
Технические условия
Pins grooved with countersunk head. Specifications
ОКП 16 8000
Дата введения 1995-01-01
Предисловие
1 РАЗРАБОТАН И ВНЕСЕН ТК 229 "Крепежные изделия"
2 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Госстандарта России от 28.07.93 N 193
3 Стандарт подготовлен на основе аутентичного перевода международного стандарта ИСО 8747-86 "Штифты насеченные с потайной головкой"
4 ВВЕДЕН ВПЕРВЫЕ
1 ОБЛАСТЬ ПРИМЕНЕНИЯ
1 ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящий стандарт устанавливает технические условия на насеченные штифты с потайной головкой, имеющие три равномерно расположенные продольные насечки на наружной поверхности штифта, класса точности С, с номинальным диаметром ![]() от 1,4 до 20 мм.
от 1,4 до 20 мм.
Требования настоящего стандарта являются обязательными.
2 НОРМАТИВНЫЕ ССЫЛКИ
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 9.301-86 ЕСЗКС Покрытия металлические и неметаллические неорганические. Общие требования
ГОСТ 9.303-84 ЕСЗКС Покрытия металлические и неметаллические неорганические. Общие требования к выбору
ГОСТ 17769-83 Изделия крепежные. Правила приемки
3 РАЗМЕРЫ
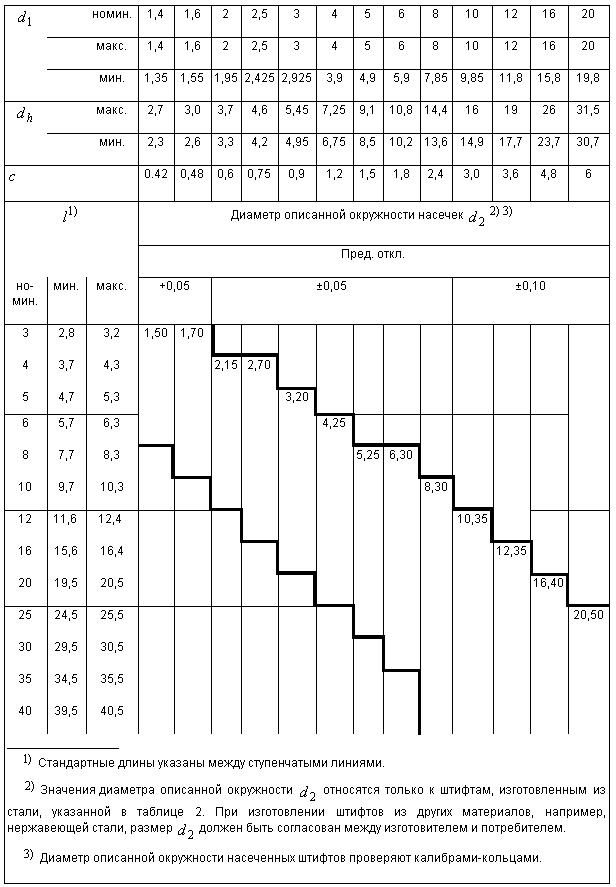
3.1 Размеры штифтов должны соответствовать указанным на рисунке и таблице 1.
Рисунок 1. ИСПОЛНЕНИЕ А. Штифт с фаской на конце; ИСПОЛНЕНИЕ В. Штифты с направляющим концом
ИСПОЛНЕНИЕ А
Штифт с фаской на конце
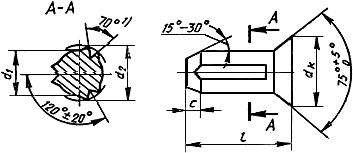
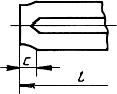
ИСПОЛНЕНИЕ В
Штифты с направляющим концом (вариант изготовления конца выбирается изготовителем)
________________![]() Угол 70° применяется только на штифтах, изготовленных из стали, указанной в таблице 2. Угол насечки может изменяться в зависимости от пластичности материала.
Угол 70° применяется только на штифтах, изготовленных из стали, указанной в таблице 2. Угол насечки может изменяться в зависимости от пластичности материала.
Рисунок 1
Таблица 1
в миллиметрах
3.2 Теоретическая масса указана в приложении А
4 ПРИМЕНЕНИЕ
4.1 По краям насечек диаметр штифта ![]() превышает номинальный диаметр
превышает номинальный диаметр ![]() . Вследствие этого штифты, запрессованные в отверстие, равное номинальному диаметру
. Вследствие этого штифты, запрессованные в отверстие, равное номинальному диаметру ![]() , образуют прочное соединение.
, образуют прочное соединение.
4.2 Диаметр отверстия под насеченный штифт должен быть равен номинальному диаметру штифта ![]() . Поле допуска диаметра отверстия - Н 11.
. Поле допуска диаметра отверстия - Н 11.
5 ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
Штифты должны изготовляться в соответствии с требованиями, указанными в таблице 2
Таблица 2
Материал | Автоматная сталь, твердость от 125 до 245 HV. |
Насечки | Конструкция насечек выбирается изготовителем |
Окончательная обработка поверхности | Штифты поставляются без покрытия, смазанные для защиты от коррозии или с покрытием по согласованию между потребителем и изготовителем |
Рекомендуемые покрытия: окисное, фосфатное или цинковое с хроматированием по ГОСТ 9.301, ГОСТ 9.303 | |
Качество поверхности | Изделия должны быть одинаковыми по качеству без отклонений формы и дефектов |
Приемка | Правила приемки - по ГОСТ 17769 |
6 ОБОЗНАЧЕНИЕ
Пример условного обозначения насеченного штифта исполнения А с номинальным диаметром ![]() 6 мм, и номинальной длиной
6 мм, и номинальной длиной ![]() 50 мм, без покрытия:
50 мм, без покрытия:
Штифт 6х50 ГОСТ Р ИСО 8747-93
То же, исполнения В, с химическим окисным покрытием, пропитанным маслом:
Штифт 6х50 Хим. Окс. прм ГОСТ Р ИСО 8747-93
ПРИЛОЖЕНИЕ А (справочное). Масса штифтов
ПРИЛОЖЕНИЕ А
(справочное)
Таблица А1
Длина | Теоретическая масса 1000 шт. штифтов кг | ||||||||||||
1,4 | 1,6 | 2 | 2,5 | 3 | 4 | 5 | 6 | 8 | 10 | 12 | 16 | 20 | |
3 | 0,046 | 0,062 | |||||||||||
4 | 0,058 | 0,077 | 0,12 | 0,109 | |||||||||
5 | 0,070 | 0,093 | 0,15 | 0,252 | 0,396 | ||||||||
6 | 0,083 | 0,109 | 0,17 | 0,282 | 0,412 | 0,764 | |||||||
8 | 0,140 | 0,22 | 0,362 | 0,496 | 0,956 | 1,58 | 2,25 | ||||||
10 | 0,27 | 0,442 | 0,590 | 1,153 | 1,89 | 2,80 | 5,28 | ||||||
12 | 0,522 | 0,756 | 1,354 | 2,20 | 3,24 | 6,07 | 8,93 | ||||||
16 | 0,976 | 1,744 | 2,81 | 4,14 | 7,61 | 11,35 | 16,33 | ||||||
20 | 2,134 | 3,38 | 5,03 | 9,20 | 13,85 | 19,84 | 38,41 | ||||||
25 | 4,21 | 6,12 | 11,13 | 16,90 | 24,34 | 46,30 | 73,58 | ||||||
30 | 7,22 | 13,13 | 19,75 | 28,73 | 54,21 | 85,88 | |||||||
35 | 15,11 | 23,03 | 33,14 | 62,11 | 98,20 | ||||||||
40 | 17,11 | 26,15 | 37,63 | 70,00 | 110,60 | ||||||||