ГОСТ Р ИСО 5612-94
Группа Г41
ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Горное дело
СКРЕБКИ ДЛЯ ЗАБОЙНЫХ КОНВЕЙЕРОВ
Mining. Scraper bars for chain conveyors
ОКСТУ 3149
Дата введения 1995-01-01
Предисловие
1 РАЗРАБОТАН и ВНЕСЕН Министерством топлива и энергетики Российской Федерации
2 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Госстандарта России от 28.03.94 N 77
3 Настоящий стандарт содержит полный аутентичный текст международного стандарта ИСО 5612-90 "Горное дело". Скребки для забойных конвейеров"
4 ВВЕДЕН ВПЕРВЫЕ
1 ОБЛАСТЬ ПРИМЕНЕНИЯ
1 ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящий стандарт устанавливает требования к скребкам, предназначенным для применения в 2-цепных тяговых органах с расположением цепей в направляющих. Цепи изготовлены в соответствии с ГОСТ 25996, а соединительные звенья типа "серьги" соответствуют требованиям ГОСТ Р ИСО 1082.
Скребки предназначены для цепей с прутком диаметром 14, 18, 22, 24 и 26 мм, определенным межосевым расстоянием, и имеют надежное соединение с соединительными звеньями.
Настоящий стандарт не дает полного описания конструкции, но содержит основные данные для обеспечения соответствия размеров скребков цепям и соединительным звеньям. Указаны размеры концевых частей скребков, которые необходимо выдерживать для соответствия скребков применяемым соединительным звеньям. Центральная часть сечения скребков может иметь любую конструкцию и конфигурацию в диапазоне размеров, указанных в таблице 1 для соответствующих значений шага цепи. Остальные размеры могут устанавливаться в соответствии с государственными стандартами или по согласованию между заказчиком и изготовителем.
Для правильного выбора скребков при определенных условиях проводят оценку прочности скребка по значению нагрузки, при которой возникает определенный минимальный изгиб; для этого скребок испытывают на изгиб с приложением нагрузки в трех точках. В соответствии с прочностью скребки подразделяют на легкие, средние и тяжелые.
Требования настоящего стандарта являются рекомендуемыми.
2 НОРМАТИВНЫЕ ССЫЛКИ
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 25993-83 Цепи круглозвенные высокопрочные для горного оборудования. Технические условия
ГОСТ 28840-90 Машины для испытания материалов на растяжение сжатие и изгиб. Общие технические требования
ГОСТ Р ИСО 1082-94 Горное дело. Звенья соединительные типа "серьги" для скребковых конвейеров
3 ОПРЕДЕЛЕНИЯ
В настоящем стандарте применяют следующие определения:
3.1 Двухцепной тяговой орган с расположением цепей в направляющих - пара цепей в сборе со скребками, соединяющимися с цепями через соединительные звенья.
3.2 Номинальное межосевое расстояние - расстояние между осями цепей тягового органа.
3.3 Испытание под действием изгибающей нагрузки - испытания скребков с целью оценки прочности по минимальному изгибу.
3.4 Минимальный изгиб - изгиб, который должны выдерживать скребки без разрушения.
3.5 Прочность - нагрузка, вызывающая изгиб в центре скребков, равный 10% номинального межосевого расстояния тягового органа.
3.6 Инспектор - лицо, проверяющее соответствие изделия стандарту (представитель заказчика, органа надзора и др., действующий в соответствии с собственным положением).
4 МАТЕРИАЛ
Изготовитель должен подобрать сталь такой марки, чтобы скребки после механической и термической обработки имели указанные механические свойства.
5 ТЕРМООБРАБОТКА
Выбор вида термообработки - по усмотрению изготовителя.
6 РАЗМЕРЫ
Размеры скребков должны соответствовать указанным на рис.1, 2 и в таблице 1. Средняя часть скребков может иметь любую конструкцию и конфигурацию в пределах размеров, приведенных в таблице 1 для соответствующего межосевого расстояния.
Рисунок 1 - Размеры Т-образных скребков
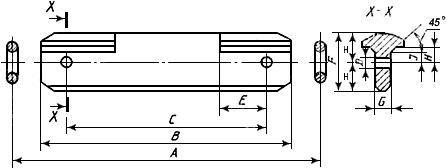
Рисунок 1 - Размеры Т-образных скребков
Рисунок 2 - Размеры I-образных скребков
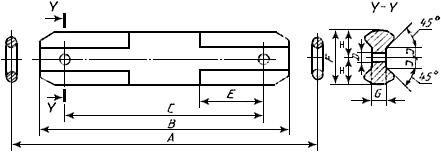
Рисунок 2 - Размеры I-образных скребков
Примечание - Концы скребков должны быть закругленными для предотвращения заклинивания на звездочках.
Таблица 1 - Размеры скребков
В миллиметрах
Номи- нальный калибр и шаг цепи | Номинальное межосевое расстояние | Общая длина скребка | Расстояние между осями отверстий | Диаметр отверстия | Боковой зазор | Высота скребка | Толщина | Вертикальный зазор | Расположение фаски | ||||||||
Т-образ- ный скребок | I-образ- ный скребок | Т-образный скребок | I-образный скребок | ||||||||||||||
макси- маль- ная | мини- маль- ная | макси- маль- ное | мини- маль- ное | макси- маль- ный | мини- маль- ный | мини- мальный | мини- мальный | макси- маль- ная | макси- маль- ная | мини- маль- ная | макси- мальная | макси- маль- ный | мини- маль- ный | макси- маль- ное | мини- маль- ное | ||
14х50 | 350 | 302 | 298 | 248,5 | 247,5 | 17,5 | 17,0 | 19 | 54 | 52 | 17,5 | 16,0 | 12,5 | 16,5 | 16,0 | 12 | 9 |
400 | 352 | 348 | 298,5 | 297,5 | |||||||||||||
500 | 452 | 448 | 398,5 | 397,5 | |||||||||||||
18х64 | 400 | 342 | 338 | 290,5 | 289,5 | 21,5 | 21,0 | 42 | 61 | 64 | 20,5 | 19,0 | 16,0 | 22,0 | 21,5 | 15,5 | 12,5 |
500 | 442 | 438 | 390,5 | 389,5 | |||||||||||||
600 | 542 | 538 | 490,5 | 489,5 | |||||||||||||
650 | 592 | 588 | 540,5 | 539,5 | |||||||||||||
700 | 642 | 638 | 590,5 | 589,5 | |||||||||||||
22х86 | 450 | 362 | 358 | 300,5 | 299,5 | 25,5 | 25,0 | 46 | 90 | 81 | 24,5 | 23,0 | 20,5 | 26,5 | 26,0 | 18 | 15 |
500 | 412 | 408 | 350,5 | 349,5 | |||||||||||||
600 | 512 | 508 | 450,5 | 449,5 | |||||||||||||
650 | 562 | 558 | 500,5 | 499,5 | |||||||||||||
700 | 612 | 608 | 550,5 | 549,5 | |||||||||||||
750 | 662 | 658 | 600,5 | 599,5 | |||||||||||||
24х86 | 600 | 512 | 508 | 444,5 | 443,5 | 25,5 | 25,0 | - | 90 | 88 | - | - | 23 | - | - | - | 15 |
24х87,5 | 600 | 512 | 508 | 444,5 | 443,5 | 25,5 | 25,0 | - | 90 | 88 | - | - | 23 | - | - | - | 15 |
26х92 | 500 | 402 | 398 | 330,5 | 329,5 | 28,5 | 28,0 | 46 | - | 95 | 28,0 | 26,5 | - | 29,5 | 29,0 | 18,5 | - |
600 | 502 | 498 | 430,5 | 429,5 | |||||||||||||
650 | 552 | 548 | 480,5 | 479,5 | |||||||||||||
700 | 602 | 598 | 530,5 | 529,5 | |||||||||||||
800 | 702 | 698 | 630,5 | 629,5 | |||||||||||||
Все остальные размеры следует выбирать так, чтобы обеспечивалась взаимосвязь с другими компонентами: соединительным звеном, звездочкой, рештаками конвейера, приводами и т.д.
Примечание - Концы скребков необходимо скруглить или обработать любыми возможными способами во избежание задевания звездочек.
7 ОТБОР ОБРАЗЦОВ И ИСПЫТАНИЯ
7.1 Общие сведения
Все результаты испытаний должны быть зарегистрированы. Методика испытаний описывается ниже.
7.2 Отбор образцов
Если заказчик не предъявляет особых требований, то отбор образцов следует проводить следующим образом (инспектор может потребовать отобрать для испытаний любые другие образцы по своему выбору):
а) образцы для испытаний следует отбирать методом случайного отбора; они должны быть того же качества, что и вся партия скребков, и не иметь покрытия, которое могло бы скрыть дефекты;
б) для отбора образцов партия скребков должна быть разделена на составные части, содержащие по 500 скребков; любая оставшаяся часть должна рассматриваться как полная часть;
в) для испытания на соответствие размеров из каждой части партии следует отобрать по четыре образца;
г) для испытания под действием изгибающей нагрузки следует отобрать по одному образцу из каждой части партии.
7.3 Испытание на соответствие размеров
Размеры скребка должны проверяться на соответствие требованиям, приведенным в разделе 6.
7.4 Испытание под действием изгибающей нагрузки
7.4.1 Стенд для испытаний
Стенд для испытаний и условия нагружения должны обеспечивать выполнение требований методики испытаний. Тип и точность стенда должны соответствовать требованиям ГОСТ 28840. Нагрузки, применяемые для испытаний, не должны выходить за пределы значений, указанных в паспорте стенда.
7.4.2 Методика испытаний
Скребок следует расположить так, чтобы отверстия под болт соединительного звена находились в вертикальной плоскости с опорой по оси отверстий под болт.
Пробную нагрузку необходимо приложить в центре свободной длины скребка. Следует применять опоры и нажимные поверхности соответствующей формы с закруглением в местах контакта до радиуса 25 мм.
Испытания проводят при постепенном увеличении нагрузки до тех пор, пока не будет достигнут центральный прогиб, равный 10% межосевого расстояния цепей, указанный в таблице 1. Определяют нагрузку на индикаторе стенда и устанавливают категорию скребка согласно категории прочности, приведенной в таблице 2. Каждый из проверяемых скребков должен выдерживать такой прогиб без проявления видимых признаков разрушений. Для отнесения скребка к определенной категории нагрузка при минимальном прогибе должна быть равна приведенной в таблице 2 для данной категории.
Таблица 2 - Категории прочности скребков
Номинальный калибр | Минимальная нагрузка* при категории прочности, кН | ||
легкой | средней | тяжелой | |
14х50 | 35 | 75 | 150 |
18х64 | 60 | 125 | 250 |
22х86 | 90 | 185 | 370 |
24х86 | 105 | 215 | 430 |
24х87,5 | 105 | 215 | 430 |
26х92 | 125 | 255 | 510 |
________________
* Значения соответствуют 7,5% (легкие), 15% (средние) и 30% (тяжелые) полной прочности цепи, т.е. двукратной минимальной разрушающей нагрузке для цепей класса С ГОСТ 25996.
8 ПОСЛЕДОВАТЕЛЬНОСТЬ ОПЕРАЦИЙ ПРИ ПРИЕМКЕ
8.1 Пригодность
Часть партии скребков следует считать соответствующей требованиям настоящего стандарта, если каждый из образцов, взятых из этой части, при испытаниях соответствует всем перечисленным требованиям.
Если какие-либо образцы не выдерживают одного из испытаний, следует отобрать от этой же части партии удвоенное количество скребков. Если они выдерживают все испытания, то следует считать, что данная часть партии скребков соответствует данному стандарту. Если какой-либо из образцов не выдерживает одного из испытаний, то часть скребков, из которой они отобраны, бракуют.
8.2 Маркировка
8.2.1 Маркировка изготовителя
Все скребки после обработки должны иметь четкую маркировку с указанием изготовителя и по согласованию между заказчиком и изготовителем другую необходимую информацию.
8.2.2 Маркировка инспектора
Если испытания закончились успешно и часть партии скребков принята инспектором, то он должен поставить свою маркировку. Точный размер и вид маркировки определяют по согласованию между заказчиком и изготовителем.
8.3 Свидетельство о проведении испытаний
По требованию заказчика изготовитель должен представлять с поставляемой партией скребков свидетельство о проведении испытаний и соответствии скребков настоящему стандарту. По согласованию между заказчиком и изготовителем в нем указывают марку стали. Свидетельство представляют также в случае, когда скребки поставляются как часть тягового органа в сборе.
Свидетельство подписывают изготовитель и инспектор, если он подтверждает проведение испытаний.
8.4 Общий контроль
Для контроля хода испытаний, работы стендов и применяемых методов испытаний инспектор должен иметь доступ в цех изготовителя в любое удобное для него время.