ГОСТ Р 52663-2006
(ИСО 2813:1994)
Группа Л19
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Материалы лакокрасочные
МЕТОД ОПРЕДЕЛЕНИЯ БЛЕСКА ЛАКОКРАСОЧНЫХ ПОКРЫТИЙ,
НЕ ОБЛАДАЮЩИХ МЕТАЛЛИЧЕСКИМ ЭФФЕКТОМ, ПОД УГЛОМ 20°, 60° И 85°
Paint materials. Method for determination of gloss
of non-metallic paint films at 20°, 60° and 85°
ОКС 87.040
ОКСТУ 2309
Дата введения 2008-01-01
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. N 184-ФЗ "О техническом регулировании", а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 "Стандартизация в Российской Федерации. Основные положения"
Сведения о стандарте
1 РАЗРАБОТАН ОАО "Научно-производственная фирма Спектр-ЛК" на основе собственного аутентичного перевода стандарта, указанного в пункте 4. Номер регистрации 958/ ISO
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 195 "Материалы лакокрасочные"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 27 декабря 2006 г. N 430-ст
4 Настоящий стандарт является модифицированным по отношению к международному стандарту ИСО 2813:1994 "Краски и лаки. Определение блеска лакокрасочных покрытий, не обладающих металлическим эффектом, под углом 20°, 60° и 85°" (ISO 2813:1994 "Paints and varnishes - Determination of specular gloss of non-metallic paint films at 20°, 60° and 85°" с технической поправкой 1) путем изменения отдельных слов, фраз, терминов и обозначений для учета особенностей российской национальной стандартизации, которые выделены курсивом
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячно издаваемых информационных указателях "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
1 Область применения
1 Область применения
Настоящий стандарт устанавливает метод определения блеска лакокрасочных покрытий (далее - покрытий) с помощью блескомера с углами измерения 20°, 60° и 85°. Метод не распространяется на определение блеска покрытий, обладающих металлическим эффектом.
a) Измерение блеска под углом 60° применяют для любых покрытий, однако для высокоглянцевых или матовых покрытий измерения следует проводить под углом 20° или 85°.
b) Измерение блеска под углом 20°, при котором в приемном устройстве используется меньшая апертура, предназначено для более точного определения блеска высокоглянцевых покрытий (т.е. покрытий, блеск которых при измерении под углом 60° составляет более 70 единиц).
c) Измерение блеска под углом 85° предназначено для более точного определения блеска матовых покрытий (т.е. покрытий, блеск которых при измерении под углом 60° составляет менее 10 единиц).
Примечания
1 При проведении серии измерений необходимо сохранять один и тот же угол измерения, даже если это будет связано с нарушением рекомендованных условий измерения.
2 В некоторых случаях результаты определения блеска могут не совпадать с результатами визуальной оценки.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ Р 51694-2000 Материалы лакокрасочные. Определение толщины покрытия (ИСО 2808:1997 "Краски и лаки. Определение толщины покрытия", MOD)
ГОСТ 9980.2-86 Материалы лакокрасочные. Отбор проб для испытаний (ИСО 1512:1991 "Краски и лаки. Отбор проб для испытаний", MOD; ИСО 1513:1992 "Краски и лаки. Контроль и подготовка образцов для испытаний", MOD)
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодно издаваемому информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный документ заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться замененным (измененным) документом. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применен следующий термин с соответствующим определением:
3.1 блеск: Отношение светового потока, отраженного от образца в зеркальном направлении к приемнику (источник и приемное устройство расположены под заданным углом), к световому потоку, отраженному в зеркальном направлении от стекла с показателем преломления 1,567.
Примечание - Для удобства пользования шкалой при измерении блеска блеск полированного черного стекла с показателем преломления 1,567 принимают за 100 единиц блеска при углах измерения 20°, 60° и 85°.
4 Необходимая дополнительная информация
В каждом конкретном случае применения метода настоящего стандарта необходима дополнительная информация. Перечень необходимой дополнительной информации приведен в приложении А.
5 Аппаратура
При проведении измерений используют обычное лабораторное оборудование, а также:
5.1 Пластинки для испытаний покрытий
Пластинки должны быть из стекла с гладкой поверхностью, толщиной не менее 3 мм и размером 150х100 мм. Размер их должен быть больше или равен длине освещенной площади.
Примечание - Допускается проводить определение блеска прозрачных лаков с использованием пластинок из любого черного стекла или шлифованного прозрачного стекла, покрытого с обратной стороны и по кромкам черной краской.
5.2 Аппликатор
Для нанесения лакокрасочного материала на пластинки используют рамочный аппликатор, имеющий на нижней поверхности такую прорезь, чтобы при наложении на оптически плоскую поверхность образовывался зазор высотой (150±2) мкм, или другое устройство, указанное в нормативном или техническом документе на испытуемый лакокрасочный материал.
Примечание - Толщина невысушенного покрытия, полученного с помощью рамочного аппликатора, составляет приблизительно 75 мкм.
5.3 Блескомер
Блескомер состоит из источника света, линзы, направляющей пучок параллельных лучей на испытуемую поверхность, и приемного устройства, состоящего из линзы, полевой диафрагмы и фотоэлемента, воспринимающего отраженный свет в заданном телесном угле.
Блескомер должен иметь следующие характеристики:
а) Геометрия освещения/наблюдения
Угол между осью падающего луча и перпендикуляром к испытуемой поверхности должен составлять 20°±0,1°, 60°±0,1° или 85°±0,1 "(таблица 1). Ось приемного устройства должна совпадать с зеркальным отражением оси падающего луча с точностью до ±0,1°. Если вместо образца поместить плоскую пластинку из полированного черного стекла или зеркала с внешней отражающей поверхностью, в центре полевой диафрагмы приемного устройства (окне приемного устройства) должно появиться изображение источника света. Схема блескомера показана на рисунке 1.
Рисунок 1 - Схема устройства блескомера (сечение в плоскости проведения измерения)
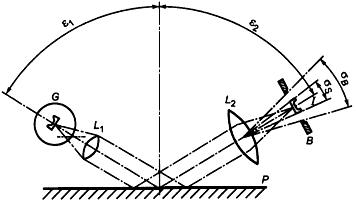
G - лампа; L![]() , L
, L![]() - линзы; В - полевая диафрагма приемного устройства; Р - лакокрасочное покрытие;
- линзы; В - полевая диафрагма приемного устройства; Р - лакокрасочное покрытие;
![]() - угол падения,
- угол падения, ![]() - угол отражения (
- угол отражения (![]() );
); ![]() - апертурный угол приемной системы;
- апертурный угол приемной системы;
![]() - апертурный угол изображения источника;
- апертурный угол изображения источника; ![]() - изображение нити накала
- изображение нити накала
Рисунок 1 - Схема устройства блескомера (сечение в плоскости проведения измерения)
Для получения среднего значения величины блеска, измеряемого по всей поверхности образца, ширина освещенного поля испытуемой пластинки должна быть значительно больше, чем возможные структурные элементы на поверхности. Общепринятой величиной считают 10 мм.
Размеры изображения источника и апертур приемного устройства с соответствующими допусками должны соответствовать значениям, указанным в таблице 1.
Таблица 1 - Углы и относительные размеры изображения источника и апертур приемного устройства
| Параметр | В плоскости измерения* | Перпендикулярно к плоскости измерения | ||||
|
| Угол | 2 | Относительный размер | Угол | 2 | Относительный размер |
| Апертура изображения источника | 0,75°±0,1° | 0,0131±0,0018 | 0,171±0,023 | 2,5°±0,1° | 0,0436±0,0018 | 0,568±0,023 |
| Апертура приемного устройства при измерении под углом 20° | 1,80°±0,05° | 0,0314±0,0009 | 0,409±0,012 | 3,6°±0,1° | 0,0629±0,0018 | 0,819±0,023 |
| Апертура приемного устройства при измерении под углом 60° | 4,4°±0,1° | 0,0768±0,0018 | 1,000±0,023 | 11,7°±0,2° | 0,2049±0,0035 | 2,668±0,046 |
| Апертура приемного устройства при измерении под углом 85° | 4,0°±0,3° | 0,0698±0,0052 | 0,909±0,068 | 6,0°±0,3° | 0,1048±0,0052 | 1,365±0,068 |
| * Размеры апертуры приемного устройства в плоскости измерения, характерные для измерений под углом 60°, приняты за единицу. | ||||||
Угловые размеры полевой диафрагмы приемного устройства должны быть измерены от линзы приемного устройства.
b) Коэффициент пропускания корригирующего светофильтра
Спектральный коэффициент пропускания ![]() корригирующего светофильтра для приемного устройства рассчитывают по формуле
корригирующего светофильтра для приемного устройства рассчитывают по формуле
![]() , (1)
, (1)
где ![]() - калибровочная константа;
- калибровочная константа;
![]() - световая эффективность для дневного зрения источника согласно Международной комиссии по освещению (МКО);
- световая эффективность для дневного зрения источника согласно Международной комиссии по освещению (МКО);
![]() - относительное спектральное распределение энергии стандартного источника типа С или А согласно МКО;
- относительное спектральное распределение энергии стандартного источника типа С или А согласно МКО;
![]() - относительная спектральная чувствительность фотоэлемента;
- относительная спектральная чувствительность фотоэлемента;
![]() - распределение спектральной мощности реального источника.
- распределение спектральной мощности реального источника.
Примечание - Допуски выбраны таким образом, чтобы погрешности величин апертур источника и приемного устройства ни в одной точке, проградуированной на 100 делений шкалы, не могли привести к ошибке в показаниях, превышающей 1 единицу (5.4.1).
В протоколе испытаний необходимо указать источник света, использованный в приборе (А или С).
c) Виньетирование
Не допускается виньетирование лучей в пределах углов, указанных в 5.3, перечисление а).
d) Измерительное устройство приемной системы
Показание измерительного устройства приемной системы должно быть пропорционально мощности светового потока, проходящего через ее полевую диафрагму. Точность показания должна быть в пределах 1% от показаний всей шкалы.
Примечание - В используемом измерительном устройстве применяют фотоэлемент с запирающим слоем, соединенный с высокорезисторным гальванометром. Однако эффективность такой схемы недостаточна, потому что выходной сигнал гальванометра имеет в основном нелинейный характер. Положение можно исправить путем включения в цепь между фотоэлементом и гальванометром электронного усилителя низкого входного импеданса. Кроме того, система должна включать в себя чувствительный регулирующий элемент, позволяющий отрегулировать ток фотоэлемента в соответствии с любым значением шкалы.
5.4 Эталонные образцы
5.4.1 Эталонный образец 1-го разряда
Эталонным образцом 1-го разряда должно быть хорошо отполированное кварцевое или черное стекло, высота неровностей на внешней поверхности стекла должна находиться в пределах двух интерференционных полос на сантиметр, измеряемых методами оптической интерференции.
Примечание - Ежедневная калибровка блескомера по эталонному образцу 1-го разряда не требуется.
Блеск стекла с показателем преломления 1,567, измеренный при длине волны 587,6 нм, принят за величину блеска, равную 100 единицам блеска.
Если стекло с таким показателем преломления отсутствует, в расчеты вносят поправку. Значения блеска полированного кварцевого стекла или черного стекла с различными показателями преломления для всех трех углов измерения приведены в таблице 2.
Таблица 2 - Значения блеска полированного черного стекла
| Показатель преломления n | Угол падения | ||
| 20° | 60° | 85° | |
| 1,400 | 57,0 | 71,9 | 96,6 |
| 1,410 | 59,4 | 73,7 | 96,9 |
| 1,420 | 61,8 | 75,5 | 97,2 |
| 1,430 | 64,3 | 77,2 | 97,5 |
| 1,440 | 66,7 | 79,0 | 97,6 |
| 1,450 | 69,2 | 80,7 | 98,0 |
| 1,460 | 71,8 | 82,4 | 98,2 |
| 1,470 | 74,3 | 84,1 | 98,4 |
| 1,480 | 76,9 | 85,8 | 98,6 |
| 1,490 | 79,5 | 87,5 | 98,8 |
| 1,500 | 82,0 | 89,1 | 99,0 |
| 1,510 | 84,7 | 90,8 | 99,2 |
| 1,520 | 87,3 | 92,4 | 99,3 |
| 1,530 | 90,0 | 94,1 | 99,5 |
| 1,540 | 92,7 | 95,7 | 99,6 |
| 1,550 | 95,4 | 97,3 | 99,8 |
| 1,550 | 98,1 | 98,9 | 99,9 |
| 1,560* | 100,0* | 100,0* | 100,0* |
| 1,570 | 100,8 | 100,5 | 100,0 |
| 1,580 | 103,6 | 102,1 | 100,2 |
| 1,590 | 106,3 | 103,6 | 100,3 |
| 1,600 | 109,1 | 105,2 | 100,4 |
| 1,610 | 111,9 | 106,7 | 100,5 |
| 1,620 | 114,3 | 108,4 | 100,6 |
| 1,630 | 117,5 | 109,8 | 100,7 |
| 1,640 | 120,4 | 111,3 | 100,8 |
| 1,650 | 123,2 | 112,8 | 100,9 |
| 1,660 | 126,1 | 114,3 | 100,9 |
| 1,670 | 129,0 | 115,8 | 101,0 |
| 1,680 | 131,8 | 117,3 | 101,1 |
| 1,690 | 134,7 | 118,8 | 101,2 |
| 1,700 | 137,6 | 120,3 | 101,2 |
| 1,710 | 140,5 | 121,7 | 101,3 |
| 1,720 | 143,4 | 123,2 | 101,3 |
| 1,730 | 146,4 | 124,6 | 101,4 |
| 1,740 | 149,3 | 126,1 | 101,4 |
| 1,750 | 152,2 | 127,5 | 101,5 |
| 1,760 | 155,2 | 128,9 | 101,5 |
| 1,770 | 158,1 | 130,4 | 101,6 |
| 1,780 | 161,1 | 131,8 | 101,6 |
| 1,790 | 164,0 | 133,2 | 101,6 |
| 1,800 | 167,0 | 134,6 | 101,7 |
| * Эталонный образец 1-го разряда. | |||
Эталонный образец 1-го разряда подлежит поверке каждые два года из-за возможности старения. Это, главным образом, относится к черному стеклу. В случае ухудшения состояния поверхности первоначальный блеск может быть восстановлен оптической полировкой оксидом церия.
Примечания
1 Наиболее доступное стекло с требуемой степенью плосткостности производится в настоящее время по флоат-процессу. Из этого стекла нельзя изготовлять эталонный образец 1-го разряда, потому что показатель преломления в массе стекла отличается от аналогичного показателя на его поверхности. Желательно использовать стекло с оптической плоскостностью, полученное каким-либо другим способом, или необходимо удалить поверхностный слой флоат-стекла и отполировать его до оптической плоскостности.
2 Показатель преломления рекомендуется определять с помощью рефрактометра Аббе.
3 Если требуется определить коэффициент абсолютного отражения эталонного образца 1-го разряда, можно использовать уравнение Френеля, введя в него показатель преломления эталонного образца 1-го разряда.
5.4.2 Рабочие контрольные образцы
Рабочие контрольные образцы представляют собой керамическую плитку, стекловидную эмаль, матовое стекло, полированное черное стекло или другой материал с равномерным блеском. Они должны обладать достаточной степенью плоскостности и быть откалиброваны по эталонному образцу 1-го разряда при измерении под углами 20°, 60° и 85°. Рабочие контрольные образцы должны иметь однородную и стабильную структуру и быть откалиброваны в организации, аккредитованной на данный вид измерения.
Для проведения измерений при каждом из трех заданных углов необходимо иметь в распоряжении не менее двух образцов с различным уровнем блеска.
Рабочие контрольные образцы периодически проверяют путем сравнения их с эталонными образцами 1-го разряда.
5.4.3 Образец проверки нуля
Для проверки нулевой точки шкалы блескомера используют пригодный для этого образец (например черный бархат или "черный ящик").
6 Отбор проб лакокрасочного материала
Отбирают среднюю пробу лакокрасочного материала, подлежащего испытанию (либо каждого материала в случае многослойного покрытия), в соответствии с требованиями ГОСТ 9980.2.
Контроль и подготовка каждой пробы для испытаний - в соответствии с требованиями ГОСТ 9980.2.
7 Отбор окрашенных образцов
Отбирают плоские окрашенные образцы размерами преимущественно 150х100 мм.
Примечание - Измерение блеска с использованием метода настоящего стандарта имеет смысл только в том случае, если оно выполняется на поверхностях с хорошей плоскостностью; любая кривизна или местная неровность поверхности пластинки влияют на результаты измерений.
8 Подготовка пластинок для испытаний
8.1 Образцы лакокрасочного материала
8.1.1 Подготовка образцов покрытий для испытаний
Способ нанесения и толщина покрытия должны быть, по возможности, такими же, как при обычном окрашивании. Технология получения покрытия должна быть задана или согласована между заинтересованными сторонами (например, способ нанесения - кистью, валиком) (приложение А).
В случае отсутствия заданной или согласованной технологии получения покрытия, а также в спорных случаях придерживаются следующих правил: тщательно перемешивают пробы лакокрасочного материала путем энергичного взбалтывания непосредственно перед окрашиванием для разрушения любых тиксотропных образований, при этом следят, чтобы внутри материала не образовались воздушные пузырьки. Наносят каждый материал до полного укрытия из расчета приблизительно 1 л на 15 м![]() на обезжиренную пластинку (5.1) следующим образом: наносят примерно 2 мл материала на линию вдоль края стеклянной пластинки и распределяют с помощью аппликатора (5.2), перемещая его вниз пластинки с нажимом и со скоростью приблизительно 100 мм/с. Сушат окрашенные пластинки для испытаний при (23±2) °С и относительной влажности (50±5)% в течение заданного или согласованного времени (или при повышенной температуре). Перед измерением блеска выдерживают покрытия в течение 16 ч при той же температуре и влажности, не допуская прямого воздействия солнечных лучей.
на обезжиренную пластинку (5.1) следующим образом: наносят примерно 2 мл материала на линию вдоль края стеклянной пластинки и распределяют с помощью аппликатора (5.2), перемещая его вниз пластинки с нажимом и со скоростью приблизительно 100 мм/с. Сушат окрашенные пластинки для испытаний при (23±2) °С и относительной влажности (50±5)% в течение заданного или согласованного времени (или при повышенной температуре). Перед измерением блеска выдерживают покрытия в течение 16 ч при той же температуре и влажности, не допуская прямого воздействия солнечных лучей.
Испытания следует проводить по возможности сразу же после выдержки.
8.1.2 Измерение толщины
Определяют толщину высушенного покрытия в микрометрах одним из методов, изложенных в ГОСТ Р 51694.
8.2 Окрашенные образцы
8.2.1 Общие положения
Направления штрихов от кисти, если они видны, выступающие волокна древесины или другие характерные для структуры данного материала образования должны быть расположены параллельно плоскости падения и отражения света прибора.
8.2.2 Измерение толщины
Определяют толщину покрытия в микрометрах одним из методов, изложенных в ГОСТ Р 51694.
9 Настройка блескомера
9.1 Подготовка прибора
Настройку прибора проводят перед началом проведения измерений и в процессе работы с частотой, обеспечивающей постоянство его показаний.
9.2 Проверка нуля
Для проверки нулевой точки шкалы используют образец (5.4.3). Если показания отличаются от нуля более чем на ±0,1, то необходимо внести поправку (арифметически вычесть имеющееся отклонение из соответствующего показания).
9.3 Настройка
Используя рабочий контрольный образец с блеском около 100 единиц, проводят настройку прибора до точного значения, указанного в документе на образец.
Далее берут второй рабочий контрольный образец (с меньшим показателем блеска) и выполняют измерение, не меняя настройки прибора. Если показание находится в пределах одного деления шкалы от точного значения, то точность прибора удовлетворяет требованиям пропорциональности, указанной в 5.3, перечисление d), но если показание выходит за рамки заданного предела отклонений, проводят дополнительное измерение со следующим рабочим контрольным образцом. Если оба показания отличаются от точных значений блеска рабочих контрольных образцов более чем на одну единицу шкалы, прибор должен быть отрегулирован изготовителем или его следует отрегулировать в соответствии с инструкциями изготовителя, после чего повторять настройку до тех пор, пока рабочие контрольные образцы не будут измерены с требуемой точностью. Если повторные показания укладываются в пределы одного деления шкалы, испытания могут проводиться, однако настройка должна выполняться перед каждым измерением.
10 Проведение испытаний
10.1 Измерение блеска покрытий
После настройки блескомера проводят три измерения блеска испытуемых покрытий на стеклянных пластинках, располагая их в разных положениях, но обязательно параллельно направлению нанесения материала, проверяя отсутствие дрейфа показаний прибора после каждой серии измерений с помощью рабочего контрольного образца с большим блеском. Если разброс показаний менее пяти единиц, записывают среднее значение как значение блеска. В противном случае проводят следующие три измерения и записывают среднее значение и разброс результатов всех шести измерений.
Для измерения блеска покрытий не на стеклянных пластинках проводят шесть измерений, по три в каждом из двух взаимно перпендикулярных направлений, и записывают среднее значение и разброс результатов всех шести измерений. Проверяют показания рабочего контрольного образца с большим блеском после трех измерений, чтобы проверить прибор на отсутствие дрейфа показаний.
10.2 Измерение блеска окрашенных пластинок
По методике, указанной в 10.1, проводят шесть измерений на различных участках или в различных направлениях поверхности (за исключением покрытий с направленной текстурой, такой, как мазки кисти). Проверяют показание рабочего контрольного образца с большим блеском после трех измерений, чтобы проверить прибор на отсутствие дрейфа показаний. Рассчитывают среднее значение. Если разница между наибольшим и наименьшим значениями менее 10 единиц или 20% среднего значения, записывают среднее значение и разброс результатов всех измерений. В противном случае признают пластинку для испытаний бракованной.
11 Прецизионность
11.1 Предел повторяемости результатов
Предел повторяемости результатов - это значение, ниже которого будет находиться абсолютное значение разности между результатами двух отдельных серий испытаний, каждый из которых является средним значением результатов трех измерений покрытия на стеклянной пластинке, выполненных одним оператором в одной лаборатории в течение короткого периода времени по одному стандартизованному методу.
В настоящем стандарте значение предела повторяемости результатов составляет:
- одну единицу - при углах измерения 60° и 85°;
- две единицы - при угле измерения 20° с вероятностью 95%.
11.2 Предел воспроизводимости результатов
Предел воспроизводимости результатов - это значение, ниже которого будет находиться абсолютное значение разности между результатами двух отдельных серий испытаний, каждый из которых является средним значением результатов трех измерений покрытия, полученного на идентичном материале на стеклянной пластинке операторами в различных лабораториях по одному стандартизованному методу.
В настоящем стандарте значение предела воспроизводимости результатов составляет:
- 6, 4 и 7 единиц - для углов измерения 20°, 60° и 85° соответственно с вероятностью 95%.
Для некоторых типов лакокрасочных материалов, особенно полуглянцевых, блеск чувствителен к изменениям в условиях сушки и способа получения покрытий, поэтому воспроизводимость результатов измерений для таких материалов будет хуже, чем в вышеуказанных случаях. В случаях возникновения разногласий, когда результаты измерений блеска отличаются более чем на 10%, лаборатории должны проводить обмен подготовленными покрытиями.
12 Протокол испытаний
Протокол испытаний должен содержать:
a) все сведения, необходимые для идентификации испытуемого лакокрасочного материала;
b) ссылку на настоящий стандарт;
c) пункты дополнительной информации, указанные в приложении А;
d) ссылку на межгосударственный или национальный стандарт, технические документы на продукцию или другой документ, содержащий информацию по перечислению с);
e) угол, при котором проводят измерения;
f) результаты испытаний по разделу 10;
g) любое отклонение от заданного метода испытания;
h) дату испытания;
i) источник света, используемый в приборе (А или С).
Приложение А (обязательное). Необходимая дополнительная информация
Приложение А
(обязательное)
Дополнительная информация, приведенная в настоящем приложении, перечисления а)-d), должна быть предоставлена для возможности использования метода настоящего стандарта.
Желательно, чтобы необходимая информация была согласована между заинтересованными сторонами; она может быть заимствована, частично или полностью, из межгосударственного или национального стандарта или другого нормативного или технического документа на испытуемый лакокрасочный материал.
a) Материал, толщина пластинки и подготовка ее поверхности.
b) Способ нанесения лакокрасочного материала на пластинку.
Примечание - Нанесение кистью может привести к изменению показаний блескомера.
c) Продолжительность и условия сушки (или прогрева в печи) и выдержка (если необходимо) покрытия перед испытанием.
d) Толщина в микрометрах высушенного покрытия и метод измерения в соответствии с ГОСТ Р 51694, а также тип покрытия - однослойное или многослойное.
Приложение В (справочное). Библиография
Приложение В
(справочное)
Следующий стандарт содержит полезную информацию об определении блеска других материалов, отличных от лакокрасочных покрытий, не обладающих металлическим эффектом.
[1] ИСО 7668:1986 Алюминий и алюминиевые сплавы анодированные. Измерение коэффициента зеркального отражения и зеркального блеска под углом измерения 20°, 45°, 60° или 85°.