ГОСТ Р 51906-2002
Группа Г43
ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
СОЕДИНЕНИЯ РЕЗЬБОВЫЕ ОБСАДНЫХ, НАСОСНО-КОМПРЕССОРНЫХ
ТРУБ И ТРУБОПРОВОДОВ И РЕЗЬБОВЫЕ КАЛИБРЫ ДЛЯ НИХ
Общие технические требования
Thread connections for casing, tubing and pipe-lines and thread gauges for them.
General technical requirements
ОКС 75.180.99
ОКП 36 6300
Дата введения 2003-01-01
Предисловие
1 РАЗРАБОТАН ОАО "Научно-исследовательский и конструкторский институт средств измерения в машиностроении" (НИИизмерения) и ОАО "НПО "Буровая техника" (ВНИИБТ)
ВНЕСЕН Техническим комитетом по стандартизации ТК 261 "Материалы и оборудование для нефтяной и газовой промышленности"
2 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Госстандарта от 26 июня 2002 г. N 253-ст
3 Стандарт гармонизирован со стандартом ИСО 10422-93 "Нефтяная и газовая промышленность. Резьба, калибровка и контроль резьб обсадных, насосно-компрессорных и трубопроводных труб. Технические требования" и спецификацией Американского Нефтяного Института API Standard 5В (четырнадцатое издание, 1996 г.) "Требования к резьбе, калибровке и контролю резьб обсадных, насосно-компрессорных и трубопроводных труб" (далее - API 5B). В отличие от ИСО 10422 и API 5В в настоящий стандарт не включена трапецеидальная резьба обсадных труб типа "экстрим-лайн" с уплотнением "металл по металлу" и включены резьбы для обсадных труб с размерами 146,1 и 323,9 мм
4 ВВЕДЕН ВПЕРВЫЕ
1 Область применения
1 Область применения
Настоящий стандарт распространяется на резьбовые соединения обсадных, насосно-компрессорных труб и труб трубопроводов, применяемых в нефтяной и газовой промышленности, и устанавливает номинальный профиль, размеры и допуски резьбы, требования к контролю размеров и параметров резьбы, а также резьбовые калибры для контроля резьбы.
Требования разделов 4, 5, 6 и 7 являются обязательными.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 632-80 Трубы обсадные и муфты к ним. Технические условия.
ГОСТ 633-80 Трубы насосно-компрессорные и муфты к ним. Технические условия.
ГОСТ 2475-88 Проволочки и ролики. Технические условия.
ГОСТ 11708-82 Основные нормы взаимозаменяемости. Резьба. Термины и определения.
3 Определения
Определения терминов, применяемых в настоящем стандарте, - по ГОСТ 11708 и приложению А.
4 Резьбовые соединения
4.1 Резьба трубопроводов
4.1.1 Номинальный профиль резьбы трубопроводов (треугольной плоскосрезанной) и размеры его элементов должны соответствовать указанным на рисунке 1 и в таблице 1.
Рисунок 1 - Профиль резьбы трубопроводов
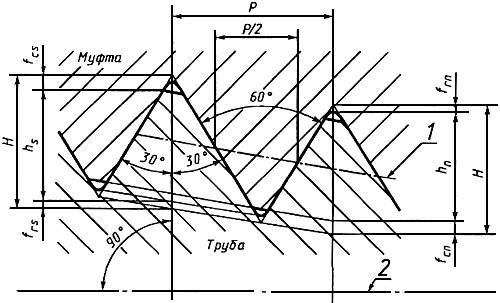
1 - средняя линия (линия средних диаметров резьбы); 2 - ось резьбы
Рисунок 1 - Профиль резьбы трубопроводов
Примечание - Конусность 1:16 на рисунке увеличена.
Таблица 1 - Размеры элементов профиля резьбы трубопроводов
Размеры в миллиметрах
| | | Значение при числе витков на 25,4 мм | ||||
| Наименование элемента профиля | Обозначение и | 27 | 18 | 14 | 11 1/2 | 8 |
| | | Шаг резьбы | ||||
| | | 0,941 | 1,411 | 1,814 | 2,209 | 3,175 |
| Высота исходного треугольника |
| 0,815 | 1,222 | 1,571 | 1,913 | 2,750 |
| Высота профиля резьбы |
| 0,715 | 1,072 | 1,379 | 1,679 | 2,413 |
| Срез по впадинам |
| 0,031 | 0,047 | 0,060 | 0,073 | 0,105 |
| Срез по вершинам |
| 0,069 | 0,103 | 0,132 | 0,161 | 0,232 |
| Угол профиля | 60° | |||||
| Угол наклона боковой стороны профиля (половина угла профиля) | 30° | |||||
| Конусность | 1:16 | |||||
4.1.2 Основные размеры резьбы трубопроводов приведены на рисунке 2 и в таблице 2, допуски и предельные отклонения резьбы - в таблице 3.
Рисунок 2 - Основные размеры резьбы трубопроводов при свинчивании от руки
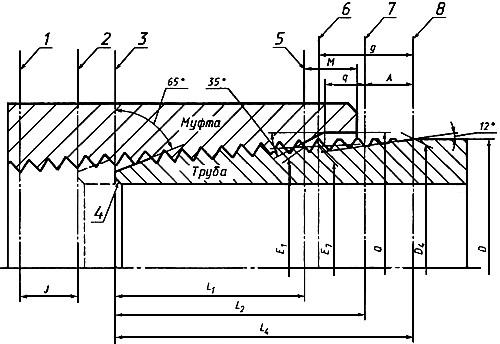
1 - плоскость середины муфты; 2 - торец трубы при механическом свинчивании;
3 - торец трубы при свинчивании от руки; 4 - внутренняя фаска у торца трубы;
5 - плоскость свинчивания от руки; 6 - основная плоскость; 7 - плоскость начала сбега резьбы; 8 - плоскость конца сбега резьбы
Рисунок 2 - Основные размеры резьбы трубопроводов при свинчивании от руки
Примечания
1 При правильном механическом свинчивании торец муфты или муфтовой части трубы перемещается до плоскости конца сбега резьбы.
2 Угол конуса сбега резьбы относится к впадинам витков с неполным профилем, полученным многолезвийным инструментом
Таблица 2 - Размеры резьбы трубопроводов
Размеры в миллиметрах
| Обоз- начение размера резьбы | Наруж- ный диаметр резьбы трубы | Число витков на 25,4 мм | Шаг резьбы | Длина от торца трубы до плоскости свинчивания от руки | Эффективная длина | Общая длина резьбы от торца трубы до конца сбега | Средний диаметр резьбы в плоскости свинчивания от руки | Средний диаметр резьбы в основной плоскости |
| 1/8 | 10,3 | 27 | 0,941 | 4,10 | 6,70 | 9,97 | 9,489 | 9,534 |
| 1/4 | 13,7 | 18 | 1,411 | 5,79 | 10,21 | 15,10 | 12,487 | 12,587 |
| 3/8 | 17,1 | 18 | 1,411 | 6,10 | 10,36 | 15,26 | 15,926 | 16,016 |
| 1/2 | 21,3 | 14 | 1,814 | 8,13 | 13,56 | 19,85 | 19,772 | 19,885 |
| 3/4 | 26,7 | 14 | 1,814 | 8,61 | 13,86 | 20,15 | 25,117 | 25,219 |
| 1 | 33,4 | 11 1/2 | 2,209 | 10,16 | 17,34 | 25,01 | 31,461 | 31,634 |
| 1 1/4 | 42,2 | 11 1/2 | 2,209 | 10,67 | 17,95 | 25,62 | 40,218 | 40,397 |
| 1 1/2 | 48,3 | 11 1/2 | 2,209 | 10,67 | 18,38 | 26,04 | 46,287 | 46,493 |
| 2 | 60,3 | 11 1/2 | 2,209 | 11,07 | 19,22 | 26,88 | 58,325 | 58,558 |
| 2 1/2 | 73,0 | 8 | 3,175 | 17,32 | 28,89 | 39,91 | 70,159 | 70,485 |
| 3 | 88,9 | 8 | 3,175 | 19,46 | 30,48 | 41,50 | 86,068 | 86,360 |
| 3 1/2 | 101,6 | 8 | 3,175 | 20,85 | 31,75 | 42,77 | 98,776 | 99,060 |
| 4 | 114,3 | 8 | 3,175 | 21,44 | 33,02 | 44,04 | 111,433 | 111,760 |
| 5 | 141,3 | 8 | 3,175 | 23,80 | 35,72 | 46,74 | 138,412 | 138,760 |
| 6 | 168,3 | 8 | 3,175 | 24,33 | 38,42 | 49,43 | 165,252 | 165,735 |
| 8 | 219,1 | 8 | 3,175 | 27,00 | 43,50 | 54,51 | 215,901 | 216,535 |
| 10 | 273,0 | 8 | 3,175 | 30,73 | 48,90 | 59,91 | 269,772 | 270,510 |
| 12 | 323,8 | 8 | 3,175 | 34,54 | 53,98 | 64,99 | 320,492 | 321,310 |
| 14D | 355,6 | 8 | 3,175 | 39,67 | 57,15 | 68,17 | 352,365 | 353,060 |
| 16D | 406,4 | 8 | 3,175 | 46,02 | 62,23 | 73,25 | 403,244 | 403,860 |
| 18D | 457,2 | 8 | 3,175 | 50,80 | 67,31 | 78,33 | 454,025 | 454,660 |
| 20D | 508,0 | 8 | 3,175 | 53,98 | 72,39 | 83,41 | 504,706 | 505,460 |
Продолжение таблицы 2
Размеры в миллиметрах
| Обоз- начение размера резьбы | Расстояние от конца сбега резьбы до основной плоскости | Расстояние от торца трубы до середины муфты при механическом свинчивании | Длина от торца муфты до плоскости свинчивания от руки | Диаметр выточки муфты | Глубина выточки муфты | Натяг при свинчивании от руки | Минимальная длина резьбы с полными вершинами от торца трубы | |
| | | | | | | обороты резьбы | мм | |
| 1/8 | 5,15 | 3,5 | 3,04 | 11,9 | 1,3 | 3 | 2,8 | - |
| 1/4 | 7,72 | 5,5 | 5,08 | 15,3 | 3,1 | 3 | 4,2 | - |
| 3/8 | 7,72 | 5,4 | 4,92 | 18,7 | 2,9 | 3 | 4,2 | - |
| 1/2 | 9,92 | 7,1 | 6,28 | 22,9 | 4,0 | 3 | 5,4 | - |
| 3/4 | 9,92 | 6,8 | 6,10 | 28,3 | 3,9 | 3 | 5,4 | - |
| 1 | 12,08 | 8,3 | 8,22 | 35,0 | 5,7 | 3 | 6,6 | 8,45 |
| 1 1/4 | 12,08 | 9,3 | 8,32 | 43,8 | 5,8 | 3 | 6,6 | 9,06 |
| 1 1/2 | 12,08 | 8,9 | 8,74 | 49,9 | 6,2 | 3 | 6,6 | 9,48 |
| 2 | 12,08 | 9,6 | 9,17 | 62,7 | 6,0 | 3 | 6,6 | 10,32 |
| 2 1/2 | 17,37 | 12,5 | 16,24 | 75,4 | 12,5 | 2 | 6,4 | 16,11 |
| 3 | 17,37 | 12,5 | 15,69 | 91,3 | 12,0 | 2 | 6,4 | 17,70 |
| 3 1/2 | 17,37 | 12,8 | 15,56 | 104,0 | 11,8 | 2 | 6,4 | 18,97 |
| 4 | 17,37 | 13,1 | 16,25 | 116,7 | 12,5 | 2 | 6,4 | 20,24 |
| 5 | 17,37 | 12,0 | 16,59 | 143,7 | 12,8 | 2 | 6,4 | 22,94 |
| 6 | 17,37 | 12,5 | 18,75 | 170,7 | 14,9 | 2 | 6,4 | 25,63 |
| 8 | 17,37 | 12,2 | 21,16 | 221,5 | 17,2 | 2 | 6,4 | 30,71 |
| 10 | 17,37 | 13,1 | 22,83 | 275,4 | 18,8 | 2 | 6,4 | 36,11 |
| 12 | 17,37 | 12,8 | 24,10 | 326,2 | 20,0 | 2 | 6,4 | 41,19 |
| 14D | 17,37 | 12,8 | 22,14 | 358,0 | 18,1 | 2 | 6,4 | 44,37 |
| 16D | 17,37 | 12,5 | 20,87 | 408,8 | 16,9 | 2 | 6,4 | 49,45 |
| 18D | 17,37 | 12,2 | 21,18 | 459,6 | 17,2 | 2 | 6,4 | 54,53 |
| 20D | 17,37 | 13,4 | 23,08 | 510,4 | 19,0 | 2 | 6,4 | 59,61 |
| * Размеры для справок. Примечание - Натяг | ||||||||
Таблица 3 - Допуски резьбы трубопроводов![]()
Размеры в миллиметрах
| Элемент резьбы | Предельные отклонения |
| Конусность | +0,52 |
| Шаг | |
| на длине 25,4 мм | ±0,076 |
| суммарный | ±0,152 |
| Высота профиля | +0,051 |
| | -0,152 |
| Угол профиля | ±1°30' |
| Угол наклона боковой стороны профиля | ±1° |
| Длина | ±1 |
| Угол фаски на заходном витке | +5° |
| | 0 |
| Натяг А | ±1 |
|
| |
4.2 Закругленная треугольная резьба обсадных и насосно-компрессорных труб
4.2.1 Номинальный профиль закругленной треугольной резьбы труб и размеры его элементов должны соответствовать указанным на рисунке 3 и в таблице 4.
Рисунок 3 - Профиль закругленной треугольной резьбы обсадных и насосно-компрессорных труб
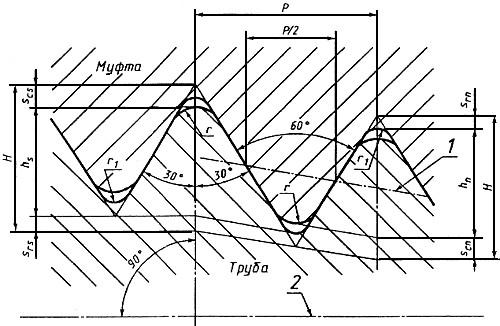
1 - средняя линия (линия средних диаметров резьбы); 2 - ось резьбы
Рисунок 3 - Профиль закругленной треугольной резьбы обсадных и насосно-компрессорных труб
Примечание - Конусность 1:16 на рисунке увеличена.
Таблица 4 - Размеры элементов профиля закругленной треугольной резьбы труб
Размеры в миллиметрах
| | | Значение при числе витков на 25,4 мм | |
| Наименование элемента профиля | Обозначение и формула | 10 | 8 |
| | | Шаг резьбы | |
| | | 2,540 | 3,175 |
| Высота исходного треугольника |
| 2,200 | 2,750 |
| Высота профиля резьбы |
| 1,412 | 1,810 |
| Срез по впадинам |
| 0,356 | 0,432 |
| Радиус закругления впадины |
| 0,356 | 0,432 |
| Срез по вершинам |
| 0,432 | 0,508 |
| Радиус закругления вершины |
| 0,432 | 0,508 |
| Угол профиля | - | 60° | |
| Угол наклона боковой стороны профиля (половина угла профиля) | - | 30° | |
| Конусность | - | 1:16 | |
| Примечание - Расчет размеров | |||
Примечания
1 В ГОСТ 632 и ГОСТ 633 этот тип резьбы называется "треугольной резьбой".
2 Приведенные в настоящем стандарте обозначения резьбы в дюймах даны для информации и могут быть использованы при заказе и эксплуатации импортного оборудования, а также при поставке продукции на экспорт. Допускается использование комбинированного обозначения размера резьбы в миллиметрах и дюймах.
4.2.2 Основные размеры закругленной треугольной резьбы обсадных труб должны соответствовать указанным на рисунке 4, в таблице 5 для короткой резьбы и в таблице 6 - для удлиненной резьбы.
Рисунок 4 - Основные размеры закругленной треугольной резьбы труб при свинчивании от руки
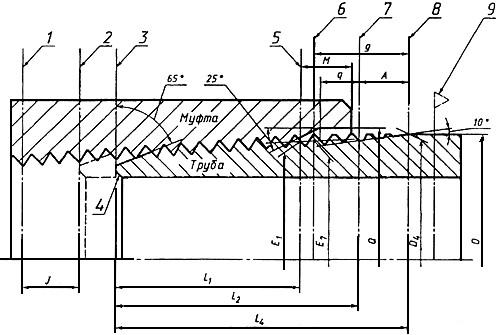
1 - плоскость середины муфты; 2 - торец трубы при механическом свинчивании;
3 - торец трубы при свинчивании от руки; 4 - внутренняя фаска у торца трубы;
5 - плоскость свинчивания от руки; 6 - основная плоскость; 7 - плоскость начала сбега резьбы;
8 - плоскость конца сбега резьбы; 9 - треугольное клеймо;
10 - для обсадных труб - 12°, для насосно-компрессорных труб - 15°
Рисунок 4 - Основные размеры закругленной треугольной резьбы труб при свинчивании от руки
Примечания
1 Клеймо 9 с равносторонним треугольником (высота треугольника равна 9,5 мм) штампуется только на обсадных трубах размером 406,4; 473,1 и 508 мм групп прочности Д по ГОСТ 632 на расстоянии ![]() +1,6 мм от каждого торца трубы.
+1,6 мм от каждого торца трубы.
2 При правильном механическом свинчивании торец муфты или муфтовой части трубы перемещается до плоскости конца сбега резьбы.
Таблица 5 - Размеры короткой закругленной треугольной резьбы обсадных труб
Размеры в миллиметрах
| Обозначение размера резьбы (наружный диаметр трубы | Наружный диаметр резьбы трубы | Число витков резьбы на 25,4 мм | Шаг резьбы | Толщина стенки трубы | Длина от торца трубы до плоскости свинчивания от руки | Эффективная длина резьбы | |
| мм | дюймы | | | | | | |
| 114,3 | 4 1/2 | 114,3 | | | 5,2 | 23,39 | 43,56 |
| 114,3 | 4 1/2 | 114,3 | | | 5,7...8,6 | 39,27 | 59,44 |
| 127,0 | 5 | 127,0 | | | 5,6 | 36,09 | 56,26 |