ГОСТ Р 51814.2-2001
Группа Т59
ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Системы качества в автомобилестроении
МЕТОД АНАЛИЗА ВИДОВ И ПОСЛЕДСТВИЙ ПОТЕНЦИАЛЬНЫХ ДЕФЕКТОВ
Quality systems for automotive industry.
Method for potential failure mode and effects analysis
ОКС 03.120.30
ОКСТУ 0011
Дата введения 2002-01-01
Предисловие
1 РАЗРАБОТАН Открытым акционерным обществом “Научно-исследовательский центр контроля и диагностики технических систем“ (АО “НИЦ КД“);
Программным комитетом “Системы качества в автомобилестроении. QS/CKA-9000“;
При участии: ОАО “АВТОВАЗ“; ОАО “ГАЗ“; ООО сертификационный методический центр “Приоритет“ (СМЦ “Приоритет“); Межрегиональной общественной организации “Российская Инженерная Академия. Поволжское отделение“ (ПО РИА)
ВНЕСЕН Техническим комитетом по стандартизации ТК 125 “Статистические методы в управлении качеством продукции“;
Открытым акционерным обществом “Научно-исследовательский центр контроля и диагностики технических систем“ (АО “НИЦ КД“)
2 ПРИНЯТ И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Госстандарта России от 2 октября 2001 г. N 401-ст
3 ВВЕДЕН ВПЕРВЫЕ
Введение
Введение
Метод анализа видов и последствий потенциальных дефектов (FMEA)* (далее - метод FMEA) - это эффективный инструмент повышения качества разрабатываемых технических объектов, направленный на предотвращение дефектов или снижение негативных последствий от них. Это достигается благодаря предвидению дефектов и (или) отказов и их анализу, проводимому на этапах проектирования конструкции и производственных процессов. Метод может быть также использован для доработки и улучшения конструкций и процессов, запущенных в производство.
_________________
* FMEA (Potential Failure Mode and Effects Analysis) - анализ видов и последствий потенциальных отказов - это метод, изложенный в руководстве с аналогичным названием к стандарту QS-9000 “Требования к системам качества“; в настоящем стандарте метод охватывает как анализ последствий, так и анализ причин потенциальных дефектов технических объектов и процессов их изготовления, а также необходимую доработку технических объектов по данным проведенного анализа.
Метод FMEA позволяет проанализировать потенциальные дефекты, их причины и последствия, оценить риски их появления и необнаружения на предприятии и принять меры для устранения или снижения вероятности и ущерба от их появления. Это один из наиболее эффективных методов доработки конструкции технических объектов и процессов их изготовления на таких важнейших стадиях жизненного цикла продукции, как ее разработка и подготовка к производству.
На этапе доработки конструкции технического объекта перед утверждением конструкции или при улучшении имеющейся конструкции методом FMEA решают следующие задачи:
- определение “слабых“ мест конструкции и принятие мер по их устранению;
- получение сведений о риске отказов предложенного и альтернативных вариантов конструкции;
- доработка конструкции до наиболее приемлемой с различных точек зрения: технологичности, удобства обслуживания, надежности и т.д.;
- сокращение дорогостоящих экспериментов.
На этапе доработки производственного процесса перед его запуском или при его улучшении методом FMEA решают следующие задачи:
- обнаружение “слабых“ мест технологических процессов и принятие мер по их устранению при планировании производственных процессов;
- принятие решений о пригодности предложенных и альтернативных процессов и оборудования при разработке технологических процессов;
- доработка технологического процесса до наиболее приемлемого с различных точек зрения, а именно: надежности, безопасности для персонала, обнаружения потенциально дефектных технологических операций и т.д.;
- подготовка серийного производства.
Метод FMEA рекомендуется применять при изменении условий эксплуатации технического объекта, требований заказчика, при модернизации конструкций или технологических процессов и т.п.
Метод FMEA может применяться также при принятии решений в отношении несоответствующей продукции (материалов, деталей, комплектующих изделий) в экономически обоснованных случаях.
Стандарт предназначен для технических специалистов и менеджеров предприятий, производящих автотранспортные средства, и предприятий-поставщиков. Основой настоящего стандарта является руководство “Анализ видов и последствий потенциальных отказов“, входящее в систему документов к стандарту “QS-9000. Требования к системам качества“ [1], [2].
Применение настоящего стандарта не ограничено автомобильной отраслью. Методы, установленные в стандарте, применимы на предприятиях других отраслей, заинтересованных в улучшении качества разработок, развитии и непрерывном совершенствовании конструкций и технологических процессов.
Метод FMEA также может быть использован при разработке и анализе любых других процессов, например таких, как процессы продаж, обслуживания, маркетинга и другие.
1 Область применения
Настоящий стандарт распространяется на технические объекты автомобилестроения. Стандарт устанавливает методику и порядок проведения анализа видов, последствий и причин потенциальных дефектов (отказов) технических объектов и процессов их производства, а также доработки этих объектов и процессов по результатам проведенного анализа.
Стандарт применяется на этапах разработки и постановки на производство технических объектов, а также для совершенствования и доработки имеющихся конструкций и процессов производства технических объектов. Стандарт может применяться также для принятия решений по компонентам продукции, имеющим несоответствия по некоторым показателям качества.
Стандарт применяется в случаях, когда для технических объектов соответствующими документами (стандартом, техническим заданием, договором, программой обеспечения качества и надежности и др.) признано необходимым проведение метода FMEA. В инициативном порядке стандарт может применяться, если метод FMEA признан целесообразным для предотвращения или устранения ошибок и недоработок конструкции и (или) технологических процессов.
Стандарт рекомендуется применять при разработке стандартов предприятия, руководств, методик и иных документов в рамках действующей на предприятии системы качества.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 27.002-89 Надежность в технике. Основные понятия. Термины и определения
ГОСТ 27.310-95 Надежность в технике. Анализ видов, последствий и критичности отказов. Основные положения
ГОСТ Р ИСО 9000-2001 Системы менеджмента качества. Основные положения и словарь
3 Определения
В настоящем стандарте используются термины с соответствующими определениями по ГОСТ Р ИСО 9000, ГОСТ 27.002 и ГОСТ 27.310, а также приведенные ниже:
3.1 несоответствие: Невыполнение требования (ГОСТ Р ИСО 9000)
3.2 дефект: Невыполнение требования, связанного с предполагаемым или установленным использованием (ГОСТ Р ИСО 9000).
3.3 отказ: Непредусмотренное для нормального функционирования технического объекта явление, приводящее к негативным последствиям при эксплуатации или изготовлении данного технического объекта.
Примечание - Далее в стандарте используется термин “дефект“ в значении, обобщающем приведенные термины “несоответствие“, “дефект“ и “отказ“.
3.4 значимость потенциального дефекта: Качественная или количественная оценка предполагаемого ущерба от данного дефекта.
3.5 балл [ранг] значимости (S): Экспертно выставляемая оценка, соответствующая значимости данного дефекта по его возможным последствиям.
3.6 вероятность возникновения дефекта: Количественная оценка доли продукции (от общего ее выпуска) с дефектом данного вида; эта доля зависит от предложенной конструкции технического объекта и процесса его производства.
3.7 балл [ранг] возникновения (О): Экспертно выставляемая оценка, соответствующая вероятности возникновения данного дефекта.
3.8 вероятность обнаружения дефекта: Количественная оценка доли продукции с потенциальным дефектом данного вида, для которой предусмотренные в технологическом цикле методы контроля и диагностики позволят выявить данный потенциальный дефект или его причину в случае их возникновения.
3.9 балл [ранг] обнаружения (D): Экспертно выставляемая оценка, соответствующая вероятности обнаружения дефекта.
3.10 комплексный риск дефекта: Комплексная оценка дефекта с точки зрения его значимости по последствиям, вероятности возникновения и вероятности обнаружения.
3.11 приоритетное число риска (ПЧР): Количественная оценка комплексного риска дефекта, являющаяся произведением баллов значимости, возникновения и обнаружения для данного дефекта.
3.12 анализ видов и последствий потенциальных дефектов (FMEA): Формализованная процедура анализа и доработки проектируемого технического объекта, процесса изготовления, правил эксплуатации и хранения, системы технического обслуживания и ремонта данного технического объекта, основанная на выделении возможных (наблюдаемых) дефектов разного вида с их последствиями и причинно-следственными связями, обуславливающими их возникновение, и оценках критичности этих дефектов.
3.13 технический объект [объект]: Любое изделие (элемент, устройство, подсистема, функциональная единица или система), которое можно рассматривать в отдельности.
Примечание - Объект может состоять из технических средств, программных средств или их сочетания и может в частных случаях включать персонал, его эксплуатирующий, обслуживающий и (или) ремонтирующий (ГОСТ 27.002).
4 Основные положения
4.1 Цели проведения FMEA
FMEA проводят с целью анализа и доработки конструкции технического объекта, производственного процесса, правил эксплуатации, системы технического обслуживания и ремонта технического объекта для предупреждения возникновения и (или) ослабления тяжести возможных последствий его дефектов и для достижения требуемых характеристик безопасности, экологичности, эффективности и надежности.
4.2 Применение метода FMEA основано на следующих принципах:
4.2.1 Командная работа. Реализация метода FMEA осуществляется силами специально подобранной межфункциональной команды экспертов.
4.2.2 Иерархичность. Для сложных технических объектов или процессов их изготовления анализу подвергается как объект или процесс в целом, так и их составляющие; дефекты составляющих рассматриваются по их влиянию на объект (или процесс), в который они входят.
4.2.3 Итеративность. Анализ повторяют при любых изменениях объекта или требований к нему, которые могут привести к изменению комплексного риска дефекта.
4.2.4 Регистрация результатов проведения FMEA. В соответствующих отчетных документах должны быть зафиксированы результаты проведенного анализа и решения о необходимых изменениях и действиях.
Необходимые изменения и действия, указанные в отчетных документах, должны быть отражены в соответствующих документах в рамках действующей на предприятии системы качества.
4.3 Задачи, решаемые при проведении FMEA
В процессе FMEA решают следующие задачи:
- составляют перечень всех потенциально возможных видов дефектов технического объекта или процесса его производства, при этом учитывают как опыт изготовления и испытаний аналогичных объектов, так и опыт реальных действий и возможных ошибок персонала в процессе производства, эксплуатации, при техническом обслуживании и ремонте аналогичных технических объектов;
- определяют возможные неблагоприятные последствия от каждого потенциального дефекта, проводят качественный анализ тяжести последствий и количественную оценку их значимости;
- определяют причины каждого потенциального дефекта и оценивают частоту возникновения каждой причины в соответствии с предлагаемыми конструкцией и процессом изготовления, а также в соответствии с предполагаемыми условиями эксплуатации, обслуживания, ремонта;
- оценивают достаточность предусмотренных в технологическом цикле операций, направленных на предупреждение дефектов в эксплуатации, и достаточность методов предотвращения дефектов при техническом обслуживании и ремонте; количественно оценивают возможность предотвращения дефекта путем предусмотренных операций по обнаружению причин дефектов на стадии изготовления объекта и признаков дефектов на стадии эксплуатации объекта;
- количественно оценивают критичность каждого дефекта (с его причиной) приоритетным числом риска ПЧР и при высоком ПЧР ведут доработку конструкции и производственного процесса, а также требований и правил эксплуатации с целью снижения критичности данного дефекта.
4.4 При проведении FMEA наряду с предложенным вариантом конструкции или процесса производства рекомендуется анализировать также альтернативные варианты технических решений. Эти варианты рассматривают с целью снижения комплексного риска дефекта по ПЧР, снижения стоимости и повышения эффективности функционирования технического объекта или технологии его изготовления.
4.5 Методология анализа видов, причин и последствий дефектов предполагает организацию межфункциональной команды (FMEA-команды), состоящей из разных специалистов, знания которых необходимы при анализе и доработке конструкции объекта и (или) производственного процесса (см. 4.2.1).
Требования к составу FMEA-команд - в соответствии с разделом 5.
4.6 Различные виды FMEA
4.6.1 В случаях, когда при разработке технического объекта конструкцию и процесс производства разделять нецелесообразно, разработку конструкции и производственного процесса проводят совместно с применением общего FMEA. Отраслевыми примерами целесообразного применения общего FMEA являются: резинотехническое производство, шинная промышленность и др. В этом случае применяют обобщенную методологию анализа видов и последствий дефектов конструкции и технологии по настоящему стандарту, а также по ГОСТ 27.310.
4.6.2 В случаях, когда разрабатываемый технический объект предполагает сначала разработку конструкции этого объекта, а затем разработку процессов его производства, метод FMEA может быть разделен на два этапа: этап отработки конструкции (DFMEA или FMEA конструкции) и этап отработки производственного процесса (PFMEA или FMEA процесса)*.
____________________
* DFMEA - Potential failure mode and effects analysis in design (Design FMEA).
PFMEA - Potential failure mode and effects analysis in manufacturing and assembly processes (Process FMEA).
4.6.3 Анализ видов и последствий дефектов конструкции (DFMEA, FMEA конструкции)
FMEA конструкции представляет собой процедуру анализа первоначально предложенной конструкции технического объекта и доработки этой конструкции в процессе работы соответствующей FMEA-команды.
FMEA конструкции проводят на этапе разработки конструкции технического объекта. Данный метод позволяет предотвратить запуск в производство недостаточно отработанной конструкции, помогает улучшить конструкцию технического объекта и заранее предусмотреть необходимые меры в технологии изготовления, предупреждая появление или (и) снижая комплексный риск дефекта за счет:
- коллективной работы разносторонних специалистов, входящих в DFMEA-команду;
- изначального и полного учета требований для изготовления компонентов, требований сборки, контроля при изготовлении, удобства обслуживания и т.д.;
- повышения вероятности того, что все виды потенциальных дефектов и их последствия будут рассмотрены в процессе работы DFMEA-команды;
- анализа полной и разносторонней информации при планировании эффективного испытания конструкции;
- анализа списка всех видов потенциальных дефектов, ранжированных по их влиянию на потребителя, при котором устанавливают систему приоритетов при проведении улучшений конструкции и программу испытаний;
- создания открытой формы для рекомендаций и прослеживания действий, снижающих риск возникновения дефектов;
- разработки рекомендаций, помогающих в дальнейшей деятельности по анализу совокупности требований, оцениванию изменений конструкции, а также при разработке последующих перспективных конструкций.
4.6.4 Анализ видов и последствий дефектов процесса (PFMEA, FMEA процесса)
PFMEA представляет собой процедуру анализа первоначально разработанного и предложенного (процесса) производства и доработки этого процесса в ходе работы соответствующей PFMEA-команды.
PFMEA проводят на этапе разработки производственного процесса и это позволяет предотвратить внедрение в производство недостаточно отработанных процессов.
PFMEA позволяет:
идентифицировать виды потенциальных дефектов процесса изготовления данного технического объекта, приводящих к дефектам данного технического объекта;
оценить потенциальные реакции потребителя на соответствующие дефекты;
идентифицировать потенциальные факторы процессов изготовления и сборки и вариации процесса, требующие усиленных действий для снижения частоты (вероятности) дефектов или для обнаружения условий дефектов процесса;
составить ранжированный список потенциальных дефектов процесса, устанавливая этим систему приоритетов для рассмотрения корректирующих действий;
документировать результаты процесса изготовления или сборки.
4.6.5 Метод FMEA допускается применять для принятия решений в отношении партий компонентов, имеющих отклонения по некоторым показателям качества. При этом оценивают критичность потенциальных дефектов, которые могут возникать в техническом объекте, в который входят данные компоненты. В этом случае экспертно выставляемые баллы S, О, D (см. разделы 6 и 7) должны относиться к техническому объекту, в который входят эти компоненты.
4.7 Методология FMEA рекомендуется как при проектировании новых технических объектов, так и при разработке модифицированных вариантов конструкции и (или) процесса производства технических объектов (в соответствии с 4.2.3).
Методология FMEA полезна также при рассмотрении новых условий эксплуатации технического объекта или новых требований заказчика (потребителя) к этому объекту.
5 Состав FMEA-команд и требования к их членам
5.1 FMEA-команда (межфункциональная команда) представляет собой временный коллектив из разных специалистов, созданный специально для цели анализа и доработки конструкции и (или) процесса изготовления данного технического объекта. При необходимости в состав FMEA-команды могут приглашаться опытные специалисты из других организаций.
5.2 В своей работе FMEA-команды применяют метод мозгового штурма; рекомендуемое время работы - от 3 до 6 часов в день. Для эффективной работы все члены FMEA-команды должны иметь практический опыт и высокий профессиональный уровень. Этот опыт предполагает для каждого члена команды значительную работу в прошлом с аналогичными техническими объектами.
5.3 Рекомендуемое число участников FMEA-команды - от 4 до 8 человек. Полный состав участников FMEA-команды для работы с данным техническим объектом должен быть неизменным, однако в отдельные дни в работе FMEA-команды может принимать участие неполный ее состав, что определяется целесообразностью присутствия тех или иных специалистов при рассмотрении текущего вопроса.
5.4 Рекомендуется, чтобы члены DFMEA-команды в совокупности имели практический опыт в следующих областях деятельности:
- конструирование аналогичных технических объектов, различные конструкторские решения;
- процессы производства компонентов и сборки;
- технология контроля в ходе изготовления;
- техническое обслуживание и ремонт;
- испытания;
- анализ поведения аналогичных технических объектов в эксплуатации.
5.5 Рекомендуется, чтобы члены PFMEA-команды в совокупности имели практический опыт в следующих областях деятельности:
- конструирование аналогичных технических объектов;
- процессы производства компонентов и сборки;
- технология контроля в ходе изготовления;
- анализ работы соответствующих технологических процессов, возможные альтернативные технологические процессы;
- анализ частоты дефектов и контроля работы соответствующего оборудования и персонала.
Примечание - При необходимости в состав FМЕА-команд привлекаются также специалисты с практическим опытом в других областях деятельности.
5.6 В случае, когда этапы проектирования конструкции и процессов производства данного технического объекта разделять нецелесообразно (см. 4.4.1), формируют общую FMEA-команду. Члены этой команды в совокупности должны иметь практический опыт во всех областях деятельности, перечисленных в 5.4 и 5.5.
5.7 В случае, когда для данного технического объекта отдельно формируют DFMEA-команду и PFMEA-команду, рекомендуется в их состав включать одни и те же физические лица следующих специальностей: конструктор, технолог, сборщик, испытатель, контролер.
5.8 В команде должен быть определен ведущий, которым может быть любой из членов команды, признаваемый остальными как лидер в рассматриваемых вопросах.
5.9 Профессионально ответственным в DFMEA-команде является конструктор, а в PFMEA-команде - технолог.
6 Методика работы FMEA-команд (основные этапы проведения FMEA)
6.1 Алгоритм работы FMEA-команды представлен на рисунке 1.
Рисунок 1 - Алгоритм работы FMEA-команды
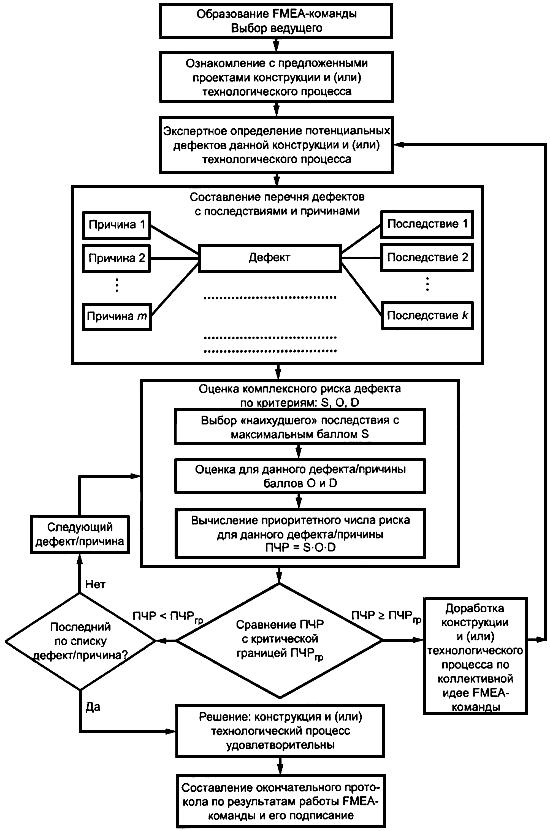
Рисунок 1 - Алгоритм работы FMEA-команды
6.2 Планирование FMEA осуществляют по 5.3 ГОСТ 27.310. Необходимо решить вопрос о модификациях и этапах работы по методу FMEA: сначала DFMEA, затем PFMEA или общий FMEA.
6.3 Формирование составов межфункциональных FMEA-команд осуществляют в соответствии с требованиями раздела 5.
6.4 Ознакомление с предложенными проектами конструкции и (или) технологического процесса
Ведущий FMEA-команды представляет для ознакомления членам своей команды комплект документов по предложенному проекту конструкции или (и) проекту технологического процесса.
6.5 Определение видов потенциальных дефектов, их последствий и причин
6.5.1 Для конкретного технического объекта и (или) производственного процесса с его конкретной функцией определяют (пользуясь имеющейся информацией и предшествующим опытом) все возможные виды дефектов. Описание каждого вида дефекта заносят в протокол анализа видов, причин и последствий потенциальных дефектов, составленный, например, в виде таблицы. Форма протокола должна быть предварительно выбрана и утверждена. Рекомендуемая форма протокола приведена в приложении А.
Примеры видов дефектов технического объекта: растрескивание, деформация, люфт, течь, прокол, короткое замыкание, окисление, перелом.
Примеры видов дефектов технологического процесса: недостаточная толщина покрытия, пропуск операции установления шплинта, применение другого материала.
Примечание - Виды потенциальных дефектов следует описывать в физических или технических терминах, а не в виде внешних признаков (симптомов), заметных потребителю.
6.5.2 Для всех описанных видов потенциальных дефектов определяют их последствия на основе опыта и знаний FMEA-команды.
Примеры последствий дефектов: шум, неправильная работа, плохой внешний вид, неустойчивость, прерывистая работа, шероховатость, неработоспособность, плохой запах, повреждение управления.
Примечания
1 Для каждого вида дефектов может быть несколько потенциальных последствий, все они должны быть описаны.
2 Последствия дефектов следует описывать признаками, которые может заметить и ощутить потребитель, причем имеется в виду, что потребитель может быть как внутренним (на последующих операциях создания объекта), так и внешним.
3 Последствия дефектов следует излагать в конкретных терминах системы, подсистемы или компонента, подвергаемых анализу.
6.5.3 Для каждого последствия дефекта экспертно определяют балл значимости S при помощи таблицы баллов значимости. Балл значимости изменяется от 1 для наименее значимых по ущербу дефектов до 10 - для наиболее значимых по ущербу дефектов. Для конкретного предприятия эта таблица должна быть пересмотрена в соответствии со спецификой предприятия и конкретными последствиями дефектов.
Типовые значения баллов значимости приведены в таблицах 1 и 2 раздела 7.
В дальнейшем при работе FMEA-команды и выставлении ПЧР (по 6.5.7) используют один максимальный балл значимости S из всех последствий данного дефекта (примеры использования максимального балла S при вычислении ПЧР приведены в приложении Б).
6.5.4 Для каждого дефекта определяют потенциальные причины. Для одного дефекта может быть выявлено несколько потенциальных причин, все они должны быть по возможности полно описаны и рассмотрены отдельно.
Примеры причин дефектов: использован другой материал, неадекватное предположение о жизнеспособности конструкции, перегрузка, недостаточные возможности смазки, неполные инструкции по обслуживанию, слабая защита от неблагоприятных условий среды.
Причинами (механизмами) дефектов могут быть, например: текучесть, ползучесть, нестабильность материала, усталость, износ, коррозия.
6.5.5 Для каждой потенциальной причины дефекта экспертно определяют балл возникновения О. При этом рассматривается предполагаемый процесс изготовления и экспертно оценивается частота данной причины, приводящей к рассматриваемому дефекту.
Балл возникновения изменяется от 1 для самых редко возникающих дефектов до 10 - для дефектов, возникающих почти всегда.
Типовые значения балла возникновения приведены в таблицах 3 и 4 раздела 7.
6.5.6 Для данного дефекта и каждой отдельной причины определяют балл обнаружения D для данного дефекта или его причины в ходе предполагаемого процесса изготовления.
Балл обнаружения изменяется от 10 для практически не обнаруживаемых дефектов (причин) до 1 - для практически достоверно обнаруживаемых дефектов (причин).
Типовые значения балла обнаружения приведены в таблицах 5 и 6 раздела 7.
6.5.7 После получения экспертных оценок S, О, D вычисляют приоритетное число риска ПЧР по формуле
ПЧР = S х О х D. (1)
Для дефектов, имеющих несколько причин, определяют соответственно несколько ПЧР. Каждое ПЧР может иметь значения от 1 до 1000.
6.5.8 Для приоритетного числа риска должна быть заранее установлена критическая граница (![]() ) в пределах от 100 до 125. По усмотрению службы маркетинга и других служб предприятия для некоторых возможных дефектов значение
) в пределах от 100 до 125. По усмотрению службы маркетинга и других служб предприятия для некоторых возможных дефектов значение ![]() может быть установлено менее 100. Снижение
может быть установлено менее 100. Снижение ![]() соответствует созданию более высококачественных и надежных объектов и процессов.
соответствует созданию более высококачественных и надежных объектов и процессов.
6.5.9 Составляют перечень дефектов/причин, для которых значение ПЧР превышает ![]() . Именно для них и следует далее вести доработку конструкции и (или) производственного процесса.
. Именно для них и следует далее вести доработку конструкции и (или) производственного процесса.
Для каждого дефекта/причины с ПЧР>![]() команда должна предпринимать усилия к снижению этого расчетного показателя посредством доработки конструкции и (или) производственного процесса.
команда должна предпринимать усилия к снижению этого расчетного показателя посредством доработки конструкции и (или) производственного процесса.
6.5.10 После того, как действия по доработке определены, необходимо оценить и записать значения баллов значимости S, возникновения О и обнаружения D для нового предложенного варианта конструкции и (или) производственного процесса. Следует проанализировать новый предложенный вариант и подсчитать и записать значение нового ПЧР по схеме в соответствии с рисунком 1.
Все новые значения ПЧР следует рассмотреть и если необходимо дальнейшее их снижение, повторить предыдущие действия.
6.5.11 Ответственный за разработку конструкции и (или) производственного процесса инженер должен подтвердить, что все предложения членов команды по доработке были рассмотрены.
6.5.12 В конце работы FMEA-команды должен быть составлен и подписан протокол, в котором отражают основные результаты работы команды, включающие, как минимум:
- состав FMEA-команды;
- описание технического объекта и его функций;
- перечень дефектов и (или) причин для первоначально предложенного варианта конструкции и (или) производственного процесса:
- экспертные баллы S, О, D и ПЧР для каждого дефекта и причины первоначально предложенного варианта конструкции и (или) технологического процесса;
- предложенные в ходе работы FMEA-команды, корректирующие действия по доработке первоначально предложенного варианта конструкции и (или) производственного процесса;
- экспертные баллы S, О, D и ПЧР для каждого дефекта и причины доработанного варианта конструкции и (или) производственного процесса.
Рекомендуемая форма протокола приведена в приложении А.
6.5.13 При необходимости к протоколу работы FMEA-команды прилагают соответствующие чертежи, таблицы, результаты расчета и т.д.
7 Критерии для оценки комплексного риска ДЕФЕКТА
7.1 В соответствии с методикой, изложенной в разделе 6, каждый дефект и причину дефекта оценивают экспертно по трем критериям:
- значимость;
- вероятность возникновения;
- вероятность обнаружения.
Примечание - Члены FMEA-команды должны иметь единое мнение по системе и критериям экспертных оценок. Эти критерии и шкалы оценок должны оставаться постоянными при модификации конструкции и производственного процесса.
7.2 При выставлении членами FMEA-команды балла значимости дефекта S за основу могут быть взяты приведенные ниже таблицы 1 и 2 для DFMEA и PFMEA соответственно.
Таблица 1 - Рекомендуемая шкала баллов значимости S для FMEA конструкции
| Последствие | Критерий значимости последствия | Балл S |
| Опасное без предупреждения | Очень высокий ранг значимости, когда вид потенциального дефекта ухудшает безопасность работы транспортного средства и/или вызывает несоответствие обязательным требованиям безопасности и экологии без предупреждения | 10 |
| Опасное с предупреждением | Весьма высокий ранг значимости, когда вид потенциального дефекта ухудшает безопасность работы транспортного средства или вызывает несоответствие обязательным требованиям безопасности и экологии с предупреждением | 9 |
| Очень важное | Транспортное средство/узел неработоспособно с потерей основной функции | 8 |
| Важное | Транспортное средство/узел работоспособно, но снижен уровень эффективности. Потребитель неудовлетворен | 7 |
| Умеренное | Транспортное средство/узел работоспособно, но системы комфорта/удобства неработоспособны. Потребитель испытывает дискомфорт | 6 |
| Слабое | Транспортное средство/узел работоспособно, но система(ы) комфорта/удобства работают малоэффективно. Потребитель испытывает некоторое неудовлетворение | 5 |
| Очень слабое | Отделка и шумность изделия не соответствуют ожиданиям потребителя. Дефект замечает большинство потребителей | 4 |
| Незначительное | Отделка/шумность изделия не соответствуют ожиданиям потребителя. Дефект замечает средний потребитель | 3 |
| Очень незначительное | Отделка/шумность изделия не соответствуют ожиданиям потребителя. Дефект замечают придирчивые потребители | 2 |
| Отсутствует | Нет последствия | 1 |
| Примечание - “Опасное с предупреждением“ - такое последствие, о возможности наступления которого потребитель (пользователь, оператор) предупреждается заранее световым, звуковым или другим индикатором. В ряде случаев предотвратить наступление дефекта с его последствием невозможно или технически нецелесообразно, но легко осуществить предупреждение о наступлении в ближайшее время такого дефекта (например, износ колодок тормозов, падение уровня тормозной жидкости и т.п.). | ||
Таблица 2 - Рекомендуемая шкала баллов значимости дефекта S для FMEA производственного процесса
| Последствие | Критерий значимости последствия | Балл S |
| Опасное без предупреждения | Может подвергнуть опасности персонал у станка или на сборке. Очень высокий ранг значимости, когда вид потенциального дефекта ухудшает безопасность работы транспортного средства и (или) вызывает несоответствие обязательным требованиям безопасности и экологии без предупреждения | 10 |
| Опасное с предупреждением | Может подвергнуть опасности персонал у станка или на сборке. Весьма высокий ранг значимости, когда вид потенциального дефекта ухудшает безопасность работы транспортного средства и (или) вызывает несоответствие обязательным требованиям безопасности и экологии с предупреждением | 9 |
| Очень важное | Большое нарушение производственной линии. Может браковаться до 100 % продукции. Транспортное средство/узел неработоспособны с потерей главной функции. Потребитель очень недоволен | 8 |
| Важное | Небольшое нарушение производственной линии. Может потребоваться сортировка продукции, когда часть ее бракуется. Транспортное средство работоспособно, но с пониженной эффективностью. Потребитель неудовлетворен | 7 |
| Умеренное | Небольшое нарушение производственной линии. Часть продукции необходимо забраковать (без сортировки). Транспортное средство/узел работоспособны, но некоторые системы комфорта и удобства не работают. Потребитель испытывает дискомфорт | 6 |
| Слабое | Небольшое нарушение производственной линии. Может потребоваться переделка до 100% продукции. Транспортное средство/узел работоспособны, но некоторые системы комфорта и удобства работают с пониженной эффективностью. Потребитель испытывает некоторое неудовлетворение | 5 |
| Очень слабое | Небольшое нарушение производственной линии. Может потребоваться сортировка и частичная переделка продукции. Отделка и шумность изделия не соответствуют ожиданиям потребителя. Этот дефект замечает большинство потребителей | 4 |
| Незначительное | Небольшое нарушение производственной линии. Может потребоваться переделка части продукции на специальном участке. Отделка и шумность не соответствуют ожиданиям потребителя. Дефект замечает средний потребитель | 3 |
| Очень незначительное | Небольшое нарушение производственной линии. Может потребоваться доработка части продукции на основной технологической линии. Отделка и шумность не соответствуют ожиданиям потребителя. Дефект замечает разборчивый потребитель | 2 |
| Отсутствует | Нет последствия | 1 |
До начала работы FMEA-команд эти таблицы должны быть пересмотрены и изложены с учетом специфики данного предприятия. Возможна разработка нескольких таблиц для различных видов конструкций и производственных процессов.
При составлении таких таблиц следует иметь в виду, что по мере снижения значимости дефектов при описании последствий следует переходить от терминов безопасности и экологии к терминам утраты основных функций объекта, далее к терминам потерь (на устранение дефекта и др.), далее к терминам неудовольствия/неудобства потребителя, включая в число потребителей и персонал, участвующий в процессе изготовления, а также персонал, обслуживающий технический объект в эксплуатации.
Примечание - Экономические потери рекомендуется соизмерять со стоимостью самого технического объекта.
7.3 При экспертном выставлении балла возникновения О за основу могут быть взяты приведенные ниже таблицы 3 и 4 для DFMEA и PFMEA соответственно.
Таблица 3 - Рекомендуемая шкала для выставления балла возникновения О (FMEA конструкции)
| Вероятность дефекта | Возможные частоты дефектов | Балл О |
| Очень высокая: дефект почти неизбежен | Более 1 из 2 | 10 |
| 1 из 3 | 9 | |
| Высокая: повторяющиеся дефекты | Более 1 из 8 | 8 |
| 1 из 20 | 7 | |
| Умеренная: случайные дефекты | Более 1 из 80 | 6 |
| 1 из 400 | 5 | |
| 1 из 2000 | 4 | |
| Низкая: относительно мало дефектов | Более 1 из 15000 | 3 |
| 1 из 150000 | 2 | |
| Малая: дефект маловероятен | Менее 1 из 1 500 000 | 1 |
Таблица 4 - Рекомендуемая шкала для выставления балла возникновения О (FMEA процесса)
| Вероятность дефекта | Возможные частоты дефектов | Индекс | Балл О |
| Очень высокая: дефект почти неизбежен | Более 1 из 2 | Менее 0,33 | 10 |
| 1 из 3 | 0,33 | 9 | |
| Высокая: ассоциируется с аналогичными процессами, которые часто отказывают | Более 1 из 8 | Менее 0,51 | 8 |
| 1 из 20 | 0,67 | 7 | |
| Умеренная: в общем ассоциируется с предыдущими процессами, у которых наблюдались случайные дефекты, но не в большой пропорции | Более 1 из 80 | Менее 0,83 | 6 |
| Низкая: отдельные дефекты, связанные с подобными процессами | Более 1 из 15000 | Менее 1,33 | 3 |
| Очень низкая: отдельные дефекты, связанные с почти идентичными процессами | Более 1 из 150000 | Менее 1,50 | 2 |
| Малая: дефект маловероятен. Дефекты никогда не связаны с такими же идентичными процессами | Менее 1 из 1500000 | Более 1,67 | 1 |
В случае PFMEA, если причиной появления дефекта является нарушение установленного допуска на данный показатель качества и если имеется статистический анализ для аналогичного процесса, то рекомендуемым ориентиром для выставления балла О является индекс ![]() , приведенный в таблице 4.
, приведенный в таблице 4.
Примечание - Статистический индекс ![]() определяет практические возможности технологического процесса по обеспечению выполнения требований установленного допуска на данный показатель качества
определяет практические возможности технологического процесса по обеспечению выполнения требований установленного допуска на данный показатель качества ![]() . Индекс
. Индекс ![]() вычисляют по формуле
вычисляют по формуле
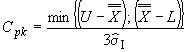 , (2)
, (2)
где ![]() - верхнее и нижнее предельные значения поля допуска показателя качества
- верхнее и нижнее предельные значения поля допуска показателя качества ![]() ;
;
![]() - выборочное среднее или оценка положения центра настройки технологического процесса;
- выборочное среднее или оценка положения центра настройки технологического процесса;
![]() - оценка стандартного отклонения процесса.
- оценка стандартного отклонения процесса.
В любом случае при выставлении баллов возникновения О члены FMEA-команды должны рассмотреть следующие вопросы:
Каков опыт эксплуатации и обслуживания подобного технического объекта/производственного процесса?
Заимствован ли (подобен ли) технический объект/производственный процесс из применяемых ранее?
Насколько значительны изменения конструкции и (или) производственного процесса по сравнению с предыдущими?
Отличаются ли компоненты радикально от предыдущих?
7.4 При выставлении балла обнаружения D за основу могут быть взяты приведенные ниже таблицы 5 и 6 для DFMEA и PFMEA соответственно.
Таблица 5 - Рекомендуемая шкала для выставления балла обнаружения D (FMEA конструкции)
| Обнаружение | Критерии: правдоподобность обнаружения при проектируемом контроле | Балл D |
| Абсолютная неопределенность | Проектируемый контроль не обнаружит и (или) не может обнаружить потенциальные причину/механизм и последующий вид дефекта, или контроль не предусмотрен | 10 |
| Очень плохое | Очень плохие шансы обнаружения потенциальных причины/ механизма и последующего вида дефекта при предполагаемом контроле | 9 |
| Плохое | Плохие шансы обнаружения потенциальных причины/механизма и последующего вида дефекта при предполагаемом контроле | 8 |
| Очень слабое | Очень ограниченные шансы обнаружения потенциальных причины/механизма и последующего вида дефекта при предполагаемом контроле | 7 |
| Слабое | Ограниченные шансы обнаружения потенциальных причины/механизма и последующего вида дефекта при предполагаемом контроле | 6 |
| Умеренное | Умеренные шансы обнаружения потенциальных причины/ механизма и последующего вида дефекта при предполагаемом контроле | 5 |
| Умеренно хорошее | Умеренно высокие шансы обнаружения потенциальных причины/механизма и последующего вида дефекта при проектируемом контроле | 4 |
| Хорошее | Высокие шансы | 3 |
| Очень хорошее | Очень высокие шансы | 2 |
| Почти наверняка | Проектируемые действия (контроль) почти наверняка обнаруживают потенциальную причину и последующий вид дефекта | 1 |
Таблица 6 - Рекомендуемая шкала для выставления балла обнаружения D (FMEA процесса)
| Обнаружение | Критерии: вероятность обнаружения дефекта при контроле процесса до следующего или последующего процесса или до того, как часть или компонент покинет место изготовления или сборки | Балл D |
| Почти невозможно | Нет известного контроля для обнаружения вида дефекта в производственном процессе | 10 |
| Очень плохое | Очень низкая вероятность обнаружения вида дефекта действующими методами контроля | 9 |
| Плохое | Низкая вероятность обнаружения вида дефекта действующими методами контроля | 8 |
| Очень слабое | Очень низкая вероятность обнаружения вида дефекта действующими методами контроля | 7 |
| Слабое | Низкая вероятность обнаружения вида дефекта действующими методами контроля | 6 |
| Умеренное | Умеренная вероятность обнаружения вида дефекта действующими методами контроля | 5 |
| Умеренно хорошее | Умеренно высокая вероятность обнаружения вида дефекта действующими методами контроля | 4 |
| Хорошее | Высокая вероятность обнаружения вида дефекта действующими методами контроля | 3 |
| Очень хорошее | Очень высокая вероятность обнаружения вида дефекта действующими методами контроля | 2 |
| Почти наверняка | Действующий контроль почти наверняка обнаружит вид дефекта. Для подобных процессов известны надежные методы контроля | 1 |
При проведении PFMEA и использовании таблицы 6 учитывают дефекты производственного процесса и возможность их обнаружения предполагаемыми методами и средствами контроля.
В основе выставления оценок обнаружения D лежит предыдущий опыт членов FMEA-команды по возможностям обнаружения аналогичных причин дефектов при соответствующих методах обнаружения, заложенных в производственный процесс.
7.5 В приведенных таблицах 1-6 использованы дискретные балльные оценки S, О, D. Для конкретных технических объектов и процессов возможно использование непрерывных шкал, например в виде графиков или формул. Значения балльных оценок при этом не должны заметно отличаться от приведенных в соответствующих таблицах.
ПРИЛОЖЕНИЕ А (рекомендуемое). Форма протокола анализа видов, причин и последствий потенциальных дефектов
ПРИЛОЖЕНИЕ А
(рекомендуемое)
| Объект анализа____________________ | Служба, ответственная за проведение FMEA___________________________ | Код/номер протокола FMEA |
| Вид изделия, год выпуска____________________ | Планируемые сроки проведения FMEA: | Стр.________ из_________ |
| Изготовитель конечной продукции__________________ | окончание_______________ | Руководитель группы_________________ |
| Область применения: | Действительные сроки проведения FMEA: | Члены команды_______________ |
| Изделие/ функция | Вид потен- | Пос- | Балл S | Потен- | Балл О | Перво- | Балл D | ПЧР | Реко- | Ответ- ствен- ность и наме- ченная дата | Результаты работы | ||||
| Пред- | Новые значения баллов | ||||||||||||||
| S | О | D | ПЧР | ||||||||||||
| | | | | | | | | | | | | | | | |
| | | | | | | | | | | | | | | | |
| | | | | | | | | | | | | | | | |
| | | | | | | | | | | | | | | | |
Примечание - Рекомендуемые изменения необходимы в случае, когда ПЧР>![]() . В этом случае конструкция и (или) производственный процесс должны быть изменены по отношению к первоначально предложенным с целью снижения значений баллов О и D, а иногда и S. При FMEA конструкции рекомендуемые изменения могут касаться первоначальной конструкции или (и) первоначально предлагаемого к рассмотрению производственного процесса.
. В этом случае конструкция и (или) производственный процесс должны быть изменены по отношению к первоначально предложенным с целью снижения значений баллов О и D, а иногда и S. При FMEA конструкции рекомендуемые изменения могут касаться первоначальной конструкции или (и) первоначально предлагаемого к рассмотрению производственного процесса.
ПРИЛОЖЕНИЕ Б (справочное). Примеры доработки первоначальных конструкторских и технологических решений FMЕА-командами
ПРИЛОЖЕНИЕ Б
(справочное)
Пример 1
FMEA-команда работает над совершенствованием конструкции нагнетательного шланга, соединяющего насос с рулевым гидроусилителем для автомобиля.
Первоначально предложенная конструкция шланга предполагала его соединение с насосом при помощи трубки с двойной конической развальцовкой и накидной гайкой.
Фрагмент протокола анализа видов, причин и последствий потенциальных дефектов (см. приложение А) приведен в таблице Б.1.
Таблица Б.1
| Вид потенци- ального дефекта | Последствие потенциального дефекта | Балл S | Потенциальная причина дефекта | Балл О | Первоначально предложенные меры по обнаружению дефекта | Балл D | ПЧР |
| Течь в соединении | 1 Загрязнение окружающей среды | 10 | 1 Разрушение седла соединения | 8 | Визуально | 9 | 720 |
| 2 Снижение эффективности рулевого управления | 8 | 2 Отклонение геометрии трубки шланга или седла | 7 | Специальные измерители | 6 | 420 | |
| 3 Снижение удобства управления | 7 | 3 Затруднен доступ к накидной гайке в автомобиле | 9 | Динамометрический ключ | 7 | 630 |
В результате рассмотрения альтернативных конструкций было выбрано соединение шланга с насосом при помощи торцевого уплотнения с медными шайбами и изменено место этого соединения в насосе для облегчения доступа к соединению при заводской сборке и ремонте. Новые значения баллов приведены в таблице Б.2.
Таблица Б.2
| Вид потенци- ального дефекта | Последствие потенци- ального дефекта | Балл S | Потенциальная причина дефекта | Балл О | Предложенные меры по обнаружению дефекта | Балл D | ПЧР |
| Течь в соединении | 1 Загрязнение окружающей среды | 10 | 1 Отклонение геометрии торцевого соединителя или плоскости соединения на насосе | 3 | Визуально плюс приспособления | 2 | 60 |
| 2 Снижение эффективности рулевого управления | 8 | 2 Недостаточный момент затяжки | 2 | Динамометрический ключ | 3 | 60 | |
| 3 Снижение удобства управления | 7 | 3 Недостаточный отжиг медных шайб | 2 | Выборочно на приспособлении | 2 | 40 |
Результат: соединение стало более надежным; облегчен доступ для монтажа и ремонта; стоимость нового соединения не выше стоимости первоначально предложенного соединения. Формально: максимальное значение ПЧР для этого дефекта стало равно 60.
Пример 2
FMEA-команда работает над совершенствованием конструкции механизма регулирования положения рулевой колонки легкового автомобиля.
Первоначально предложенная конструкция предполагала фиксацию колонки при помощи поперечной стяжки двустороннего кронштейна эксцентриком с рукояткой; для надежности фиксации на сопрягаемых плоскостях (кронштейна и обоймы рулевой колонки) предлагалась насечка.
Фрагмент протокола анализа видов, причин и последствий потенциальных дефектов (см. приложение А) приведен в таблице Б.3.
Таблица Б.3
| Вид потенци- ального дефекта | Последствие потенциального дефекта | Балл S | Потенциальная причина дефекта | Балл О | Первоначально предложенные меры по обнаружению дефекта | Балл D | ПЧР |
| Плохая фиксация колонки | 1 Возможность фиксации не в любом положении | 7 | 1 Заниженная твердость насечки | 5 | Выборочный контроль твердости | 4 | 200 |
| 2 Внезапное изменение положения колонки при резком повороте руля | 10 | 2 Износ насечки при частых регулировках | 7 | Динамомет- рический ключ | 10 | 700 |
Простой и эффективной альтернативной конструкцией является применение фрикционных шайб между сопрягаемыми плоскими поверхностями, однако это конструкторское решение запатентовано компанией Форд Мотор Компани. При рассмотрении других альтернативных решений была выбрана конструкция с фрикционными накладками, наклеиваемыми на пластины обоймы колонки. Новые значения баллов приведены в таблице Б.4.
Таблица Б.4
| Вид потенциального дефекта | Последствие потенциального дефекта | Балл S | Потенциальная причина дефекта | Балл О | Предложенные меры по обнаружению дефекта | Балл D | ПЧР |
| Плохая фиксация колонки | 1 Внезапное изменение положения колонки при резком повороте руля | 10 | 1 Занижен коэффициент трения фрикционных накладок | 4 | Контроль при сборке автомобиля на усилие сдвига колонки при специально не полном зажиме | 2 | 80 |