ГОСТ Р 51220-98
Группа Д55
ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Колеса зубчатые тяговых передач тягового подвижного состава
магистральных железных дорог. Заготовки
Общие технические условия
Transmission tooth gears of the traction main railway stock.
Raw pieces. General specifications
ОКС 45.040*
ОКП 41 8111
_______________
* В указателе "Национальные стандарты" 2006 г. ОКС 45.060. -
Примечание.
Дата введения 2000-01-01
Предисловие
1 РАЗРАБОТАН Межгосударственным техническим комитетом по стандартизации МТК 236 "Тепловозы и путевые машины" и Научно-исследовательским институтом тепловозов и путевых машин (ВНИТИ) МПС РФ
ВНЕСЕН Межгосударственным техническим комитетом по стандартизации МТК 236 "Тепловозы и путевые машины"
2 ПРИНЯТ И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Госстандарта России от 1 декабря 1998 г. N 427
3 ВВЕДЕН ВПЕРВЫЕ
1 Область применения
1 Область применения
Настоящий стандарт распространяется на заготовки, получаемые ковкой, горячей объемной штамповкой и прокаткой, поставляемые в черновом виде без механической обработки, и предназначенные для изготовления зубчатых колес, применяемых в тяговых передачах тепловозов, электровозов и моторвагонного подвижного состава магистральных железных дорог.
Требования стандарта являются обязательными.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 2.314-68 Указания на чертежах о маркировании и клеймении изделий
ГОСТ 3.1109-82 ЕСТД. Термины и определения основных понятий
ГОСТ 1497-84 Металлы. Методы испытания на растяжение
ГОСТ 4543-71 Прокат из легированной конструкционной стали. Технические условия
ГОСТ 5639-82 Стали и сплавы. Методы выявления и определения величины зерна
ГОСТ 7062-90 Поковки из углеродистой и легированной стали, изготовляемые ковкой на прессах. Припуски и допуски
ГОСТ 7505-89 Поковки стальные штампованные. Допуски, припуски и кузнечные напуски
ГОСТ 7565-81 Чугун, сталь и сплавы. Методы отбора проб для определения химического состава
ГОСТ 7829-70 Поковки из углеродистой и легированной стали, изготовляемые ковкой на молотах. Припуски и допуски
ГОСТ 9012-59 Металлы. Метод измерения твердости по Бринеллю
ГОСТ 9013-59 Металлы. Метод измерения твердости по Роквеллу
ГОСТ 9454-78 Металлы. Метод испытания на ударный изгиб при пониженных, комнатной и повышенных температурах
ГОСТ 14192-96 Маркировка грузов
ГОСТ 16504-81 СГИП. Испытания и контроль качества продукции. Основные термины и определения
ГОСТ 16530-83 Передачи зубчатые. Общие термины, определения и обозначения
ГОСТ Р 51175-98 Колеса зубчатые тяговых передач тягового подвижного состава магистральных железных дорог. Технические условия
3 Определения
В настоящем стандарте применяют термины и определения в соответствии с ГОСТ 3.1109, ГОСТ 16504, ГОСТ 16530.
Термин "заготовка" означает, что это понятие одновременно относится к заготовкам зубчатых колес или их венцов и шестерен.
4 Технические требования
4.1 Заготовки изготовляют в соответствии с требованиями настоящего стандарта по чертежам и техническим условиям, согласованным в установленном порядке.
4.2 Заготовки служат для изготовления зубчатых колес или их венцов и шестерен - по ГОСТ Р 51175.
4.3 Типы заготовок и буквенное обозначение их основных размеров (![]() - наружный диаметр заготовки,
- наружный диаметр заготовки, ![]() - диаметр внутреннего отверстия,
- диаметр внутреннего отверстия, ![]() - ширина заготовки под зубчатый венец,
- ширина заготовки под зубчатый венец, ![]() - ширина заготовки) представлены на рисунке 1. Объекты применения и наиболее распространенные (предпочтительные) способы изготовления заготовок указаны в таблице 1.
- ширина заготовки) представлены на рисунке 1. Объекты применения и наиболее распространенные (предпочтительные) способы изготовления заготовок указаны в таблице 1.
Рисунок 1 - Типы заготовок
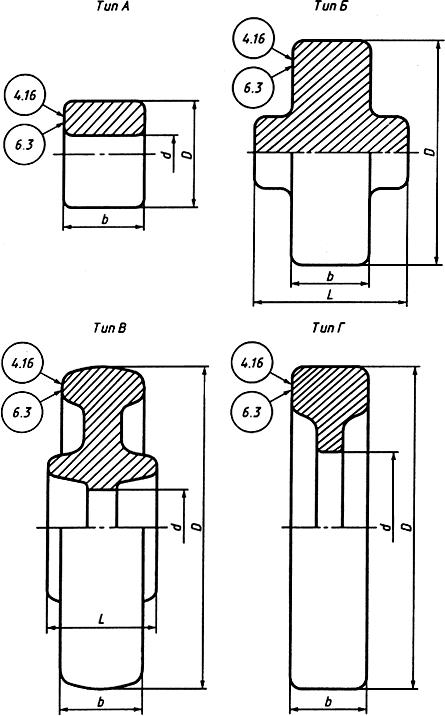
Рисунок 1 - Типы заготовок
Таблица 1
Тип заготовки | Объект применения | Способ изготовления |
А | Ведущие зубчатые колеса (шестерни) грузовых и пассажирских тепловозов, электровозов и электропоездов | Ковка, штамповка |
Б | Ведущие зубчатые колеса (вал-шестерни) пассажирских электровозов | Штамповка |
В | Ведомые зубчатые колеса грузовых и маневровых тепловозов и электровозов | Штамповка, штамповка с прокаткой |
Г | Венцы составных и упругих ведомых зубчатых колес тепловозов, электровозов и электропоездов | Прокатка, штамповка, штамповка с прокаткой, ковка |
Примечание - При условии положительных результатов типовых испытаний согласно 5.7 ГОСТ Р 51175 допускается: | ||
4.4 Заготовки изготовляют из сталей марок 45ХН, 30ХН3А, 20ХН3А, 20Х2Н4А, 12Х2Н4А по ГОСТ 4543 и стали 55Ф. Химический состав стали 55Ф указан в таблице 2.
Таблица 2
Массовая доля элементов, % | ||||||||
Углерод | Марганец | Кремний | Ванадий | Сеpa | Фосфор Р | Хром | Никель Ni | Медь |
не более | ||||||||
0,53-0,60 | 0,50-0,80 | 0,20-0,42 | 0,10-0,17 | 0,040 | 0,040 | 0,25 | 0,30 | 0,30 |
Примечание - Отбор пробы по ГОСТ 7565. | ||||||||
4.5 В документации и при заказе заготовок указывают их условное обозначение. Обозначение заготовки должно содержать:
- обозначение метода изготовления заготовки (ковка - К, штамповка - Ш, штамповка с прокаткой - ШП, прокатка - П);
- наружный диаметр заготовки ![]() , мм;
, мм;
- тип заготовки;
- марку стали, из которой изготавливают заготовку;
- номер настоящего стандарта.
Примеры условного обозначения
Заготовка, изготовленная ковкой, наружным диаметром 300 мм, типа А, из стали 20ХН3А:
3К-300-А-20ХН3А ГОСТ Р 51220-98
Заготовка, изготовленная штамповкой с прокаткой, наружным диаметром 1010 мм, типа Г, из стали 55Ф:
3ШП-1010-Г-55Ф ГОСТ Р 51220-98
Заготовка, изготовленная прокаткой, наружным диаметром 800 мм, типа Г, из стали 45ХН:
3П-800-Г-45ХН ГОСТ Р 51220-98
4.6 Припуски и допуски на размеры заготовок, изготовляемых ковкой на молотах, устанавливают в соответствии с ГОСТ 7829, изготовляемых ковкой на прессах - ГОСТ 7062, изготовляемых методом горячей штамповки - ГОСТ 7505. Допуски на размеры заготовок, изготовляемых прокаткой или штамповкой с прокаткой, устанавливают по согласованию между изготовителем и потребителем.
Припуски и допуски на размеры заготовок указывают на чертежах.
4.7 После формообразования заготовки должны быть подвергнуты отжигу. Допускаются другие виды термической обработки, исключающие образование флокенов.
4.8 Твердость заготовок после термической обработки, за исключением заготовок из стали 55Ф, должна быть не более установленной в ГОСТ 4543.
4.9 Предприятие - изготовитель заготовок из стали 55Ф обеспечивает термическую обработку ободьев прерывистой закалкой с отдельного нагрева и последующего отпуска. Механические свойства и твердость термически обработанных заготовок должны соответствовать нормам, указанным в таблице 3.
Таблица 3
Временное сопротивление | Предел текучести | Относительное удлинение | Относительное сужение | Ударная вязкость KCU, при температуре 20 °С, МДж/м | Твердость |
не менее | |||||
930 (95) | 590 (60) | 12 | 22 | 0,3 (3,0) | 280-320 |
4.10 Величина действительного зерна металла заготовок из стали 55Ф после термической обработки должна быть не крупнее номера 5 по ГОСТ 5639.
4.11 Величина аустенитного зерна заготовок из цементуемых сталей, указываемых на чертеже, должна быть не крупнее номера 5 по ГОСТ 5639.
4.12 В заготовках не допускаются флокены, трещины, остатки усадочных раковин и рыхлости, завороты, корочки, расслоения, инородные металлические и шлаковые включения.
4.13 При изготовлении заготовок ковкой и штамповкой выход ликвационной зоны исходной заготовки на ее боковую поверхность не допускается.
4.14 На поверхности заготовок, подлежащих механической обработке, допускаются вмятины от окалины, неотделившаяся заштампованная окалина, неровности поверхности, закаты или заковы, плены, риски, если глубина их залегания, определяемая контрольной вырубкой или зачисткой, не превышает 75% одностороннего фактического припуска на механическую обработку.
Если эти дефекты не устраняются механической обработкой, то заготовки бракуют.
4.15 На поверхности заготовок, не подлежащей механической обработке, допускаются местные неровности, риски, отпечатки от окалины, наличие запрессованной неотделившейся окалины при условии, что глубина их залегания не выводит сечение заготовки за размеры предельных отклонений.
4.16 На торцевую поверхность обода каждой заготовки должны быть нанесены знаки маркировки, содержащие:
- условный номер предприятия-изготовителя;
- марку стали;
- номер плавки;
- клеймо ОТК.
По согласованию с заказчиком после обязательных знаков маркировки допускается нанесение дополнительных знаков маркировки.
При изготовлении заготовок и готовых деталей из них на одном предприятии допускается условный номер предприятия-изготовителя не указывать.
Размеры и способ нанесения маркировки указывает предприятие-изготовитель в конструкторской документации в соответствии с требованиями ГОСТ 14192 и ГОСТ 2.314.
5 Правила приемки
5.1 Заготовки предъявляют к приемке партиями. Партию составляют из заготовок одного типа и размера, изготовленных из металла одной плавки и термически обработанных по одному режиму.
Допускается составлять сборную партию из заготовок разных плавок одной марки стали. Разница в плавках сборной партии по массовой доле углерода и марганца не должна превышать 0,03 и 0,15% соответственно.
5.2 Для проверки соответствия качества заготовок требованиям настоящего стандарта проводят приемо-сдаточные испытания.
На приемо-сдаточные испытания должны быть представлены документы-сертификаты на исходный металл с указанием номера плавки, химического состава и механических свойств, а также величины аустенитного зерна для цементуемых сталей.
5.3 Приемо-сдаточные испытания включают в себя сплошной и выборочный контроль.
5.3.1 При сплошном контроле проверяют:
- размеры по 4.6;
- качество поверхности по 4.13-4.15.
5.3.2 При выборочном контроле проверяют:
- твердость и внутренние дефекты по 4.8, 4.12 на 5% от партии, но не менее чем на пяти штуках (кроме заготовок из стали 55Ф по контролю твердости). По требованию потребителя допускается сплошной контроль твердости заготовок всей партии;
- твердость, механические свойства и величину действительного зерна металла заготовок из стали 55Ф по 4.9 и 4.10 на одной заготовке от партии (не более 50 шт.)
5.4 При неудовлетворительных результатах проводят повторные испытания на удвоенном количестве образцов того вида, который не выдержал испытания, вырезанных из той же заготовки. При неудовлетворительных результатах повторных испытаний вся партия должна быть подвергнута повторной термической обработке с повторением всех видов испытаний. Допускается два повторных нагрева под закалку. Количество повторных отпусков не ограничено.
5.5 Каждая партия заготовок должна сопровождаться сертификатом установленного образца, удостоверяющим ее соответствие требованиям настоящего стандарта и содержащим:
- наименование предприятия-изготовителя;
- количество заготовок;
- номер плавки;
- химический состав стали;
- механические свойства и твердость;
- дату изготовления;
- обозначение настоящего стандарта.
Формы сертификатов, в зависимости от марки стали, приведены в приложениях А и Б.
6 Методы контроля
6.1 Линейные размеры заготовок проверяют методом прямых измерений в соответствии с требованиями чертежа.
6.2 Дефекты поверхности выявляют визуально. Для выявления внутренних дефектов по 4.12 заготовки подвергают акустическому неразрушающему контролю или контролю макроструктуры по нормативной документации, утвержденной в установленном порядке. Контроль внутренних дефектов (4.12, 5.3.2) по макроструктуре проводят на одной заготовке.
6.3 Твердость заготовок определяют по Бринеллю (ГОСТ 9012) или Роквеллу (ГОСТ 9013). Измерения твердости заготовок по 4.8 проводят на торцевой поверхности в трех зонах через 120°. Измерения твердости заготовок из стали 55Ф - на темплете толщиной не менее 20 мм поперечного сечения обода. Схема измерения твердости приведена на рисунке 2б.
Рисунок 2 - Схема вырезки образцов для механических испытаний и места измерения твердости
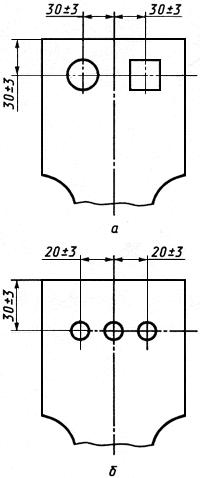
Рисунок 2 - Схема вырезки образцов для механических испытаний (а) и места измерения твердости (б)
6.4 Для определения механических свойств металла заготовок из стали 55Ф из обода заготовки вырезают тангенциальные образцы: один - для испытаний на растяжение и два - на ударный изгиб. Схема вырезки образцов приведена на рисунке 2а. Испытания на растяжение проводят на образцах диаметром 10 мм с расчетной длиной 50 мм по ГОСТ 1497, на ударный изгиб - на образцах вида U, размерами 10х10 по ГОСТ 9454.
6.5 Величину действительного зерна металла заготовок по 4.10 определяют по ГОСТ 5639 на головке разрывного образца по ГОСТ 1497.
7 Транспортирование и хранение
7.1 Каждую партию заготовок транспортируют к месту назначения любым видом транспорта и сопровождают документом согласно 5.5.
7.2 Для удобства транспортирования заготовки диаметром более 300 мм, кроме заготовок типа Б, должны иметь центральные или специальные технологические отверстия для зачаливания.
7.3 Заготовки хранят в закрытых складских помещениях. Допускается хранение заготовок под навесом или на эстакадах.
8 Гарантии изготовителя
8.1 Изготовитель гарантирует соответствие заготовок требованиям настоящего стандарта.
8.2 Гарантийный срок - не менее 12 мес. с момента изготовления.
Приложение А (рекомендуемое). Форма сертификата для заготовок из сталей марок: 45ХН, 30ХН3А, 20ХН3А, 20Х2Н4А, 12Х2Н4А по ГОСТ 4543
Приложение А
(рекомендуемое)
Изготовитель: наименование (условный номер завода), адрес | ||||
Потребитель: наименование, адрес | ||||
Чертеж заготовок | ||||
Обозначение заготовок | ||||
НД на заготовки | ||||
Количество, шт. | Масса, кг | Материал | Твердость заготовок, НВ | Дата изготовления | |
Марка стали | Поставщик стали | ||||
Данные сертификата поставщика стали по ГОСТ 4543
Номер плавки | Химический состав (плавочный), массовая доля элементов, % | |||||||||||
С | Мn | P | S | Gr | Ni | Si | Сu | Мо | V | Ti | Аl | |
Механические свойства | |||||
Временное сопротивление | Предел текучести | Относительное удлинение | Относи- | Ударная вязкость KСU при температуре 20 °С, | Величина аустенитного зерна (для цементуемых сталей) |
Контролер | Начальник ОТК |
Приложение Б (рекомендуемое). Форма сертификата для заготовок из стали 55Ф
Приложение Б
(рекомендуемое)
Изготовитель: наименование (условный номер завода), адрес | |||||
Потребитель: наименование, адрес | |||||
Чертеж заготовок | |||||
Обозначение заготовок | |||||
НД на заготовки | |||||
Количество, шт. | Масса, кг | Дата изготовления |
Номер плавки | Химический состав (плавочный), массовая доля элементов, % | |||||||||||
С | Мn | P | S | Gr | Ni | Si | Сu | Мо | V | Ti | Аl | |
Механические свойства | ||||
Временное сопротивление | Предел текучести | Относительное удлинение | Относительное сужение | Твердость, |
Контролер | Начальник ОТК |