ГОСТ Р 50348.1-92
(ИСО 7787/1-84)
Группа Р21
ИНСТРУМЕНТЫ СТОМАТОЛОГИЧЕСКИЕ ВРАЩАЮЩИЕСЯ. ФРЕЗЫ
Часть 1
Стальные фрезы
Dental rotary instruments. Cutters. Рагt 1. Steel laboratory cutters
ОКП 94 3370
Дата введения 1994-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. ПОДГОТОВЛЕН Техническим комитетом по стандартизации ТК 279 "Зубоврачебное дело"
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Госстандарта России от 14.10.92 N 1374
Настоящий стандарт подготовлен методом прямого применения международного стандарта ИСО 7787/1-84* "Стоматологические вращающиеся инструменты. Фрезы. Часть 1. Стальные фрезы" и полностью ему соответствует
________________
* Доступ к международным и зарубежным документам, упомянутым здесь и далее по тексту, можно получить, перейдя по ссылке на сайт http://shop.cntd.ru. - Примечание изготовителя базы данных.
3. Срок проверки - 1998 г., периодичность проверки - 5 лет
4. ВВЕДЕН ВПЕРВЫЕ
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение отечественного НТД, на который дана ссылка | Обозначение соответствующего международного стандарта | Номер раздела |
ГОСТ 18242-72 | ИСО 2859-85 | 2; 7 |
ГОСТ 26634-91 | ИСО 1797-85 | 2; 5 |
ГОСТ Р 50349-92 | ИСО 2157-84 | 2 |
ГОСТ Р 50350.1-92 | ИСО 6360/1-85 | 2 |
ГОСТ Р 50350.2-92 | ИСО 6360/2-85 | 2 |
ГОСТ Р 50352-92 | ИСО 8325-85 | 2; 5; 6 |
Настоящий стандарт входит в серию стандартов на стоматологические вращающиеся инструменты, состоящую из двух частей.
Часть 1. Стальные фрезы.
Часть 2. Твердосплавные фрезы.
Требования, установленные к стальным фрезам, важны для обеспечения взаимозаменяемости этих инструментов.
15-цифровой код для идентификации стоматологических вращающихся инструментов всех типов - по ГОСТ Р 50350.1 и ГОСТ Р 50350.2
1. НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ
1. НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящий стандарт устанавливает размерные и другие требования для девяти наиболее широко применяемых стальных лабораторных фрез, которые используются в зуботехнической практике.
Требования настоящего стандарта являются обязательными.
2. ССЫЛКИ
ГОСТ 26634 (ИСО 1797) "Инструменты стоматологические вращающиеся. Хвостовики".
ГОСТ Р 50349 (ИСО 2157) "Стоматологические вращающиеся инструменты. Номинальные размеры и обозначение".
ГОСТ 18242 (ИСО 2859) "Статистический приемочный контроль по альтернативному признаку. Планы контроля".
ГОСТ Р 50350.1 (ИСО 6360/1) "Стоматологические вращающиеся инструменты. Система цифрового обозначения. Часть 1. Общие характеристики".
ГОСТ Р 50350.2 (ИСО 6360/2) "Стоматологические вращающиеся инструменты. Система цифрового обозначения. Часть 2. Форма и виды исполнения".
ГОСТ Р 50352 (ИСО 8325) "Инструменты стоматологические вращающиеся. Методы испытаний".
3. ОБОЗНАЧЕНИЯ
![]() - диаметр рабочей части, диаметр головки;
- диаметр рабочей части, диаметр головки;![]() - длина рабочей части, длина головки.
- длина рабочей части, длина головки.
4. МАТЕРИАЛ
Стержень (хвостовик) и рабочая часть должны быть изготовлены из стали. Право выбора типа стали и способа ее обработки представляется изготовителю.
5. РАЗМЕРЫ И ЧИСЛО РЕЖУЩИХ КРОМОК
Размеры в миллиметрах согласно ГОСТ Р 50352 и число режущих кромок должны соответствовать указанным на черт.1-9 и табл.1-9.
Хвостовик должен быть типа 2 по ГОСТ 26634.
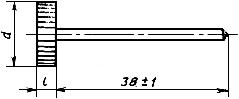
5.1. Шаровидная (сферическая) форма рабочей части
Черт.1. Шаровидная (сферическая) форма рабочей части
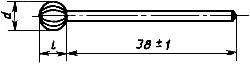
Черт.1
Таблица 1
Условное обозначение фрезы |
+0,15 |
±0,25 | Минимальное число режущих кромок |
040 | 4 | 3,7 | 8 |
050 | 5 | 4,7 | 10 |
060 | 6 | 5,8 | 12 |
070 | 7 | 6,8 | 14 |
080 | 8 | 7,8 | 16 |
5.2. Рабочая часть в виде полусферы, цилиндра и обратной полусферы
Черт.2. Рабочая часть в виде полусферы, цилиндра и обратной полусферы
Черт.2
Таблица 2
Условное обозначение фрезы |
+0,15 |
±0,25 | Минимальное число режущих кромок |
040 | 4 | 9 | 8 |
050 | 5 | 10 | 10 |
060 | 6 | 11 | 12 |
070 | 7 | 12 | 14 |
080 | 8 | 13 | 16 |
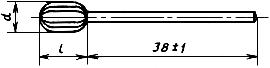
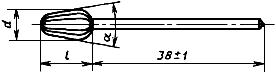
5.3. Эллипсоидная продольная форма рабочей части
Черт.3. Эллипсоидная продольная форма рабочей части
Черт.3
Таблица 3
Условное обозначение фрезы |
+0,15 |
±0,25 | Минимальное число режущих кромок |
040 | 4 | 9 | 8 |
050 | 10 | 10 | |
060 | 11 | 12 | |
070 | 12 | 14 | |
080 | 13 | 16 |
5.4. Эллипсоидная форма рабочей части (в виде широкого колеса с полукруглой периферией)
Черт.4. Эллипсоидная форма рабочей части (в виде широкого колеса с полукруглой периферией)
Черт.4
Таблица 4
Условное обозначение фрезы |
+0,15 |
±0,25 | Минимальное число режущих кромок |
040 | 4 | 2,5 | 8 |
050 | 5 | 3,0 | 10 |
060 | 6 | 3,5 | 12 |
070 | 7 | 4,0 | 14 |
080 | 8 | 4,5 | 16 |
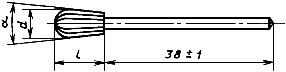
5.5. Рабочая часть в виде полусферы усеченного конуса и обратной полусферы
Черт.5. Рабочая часть в виде полусферы усеченного конуса и обратной полусферы
![]() 14-18°
14-18°
Черт.5
Таблица 5
Условное обозначение фрезы |
+0,15 |
±0,25 | Минимальное число режущих кромок |
040 | 4 | 8 | 8 |
050 | 5 | 9,5 | 10 |
060 | 6 | 11,0 | 12 |
070 | 7 | 12,5 | 14 |
080 | 8 | 14,0 | 16 |
5.6. Огивально-сферическая форма рабочей части
Черт.6. Огивально-сферическая форма рабочей части
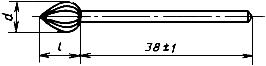
Черт.6
Таблица 6
Условное обозначение фрезы |
+0,15 |
±0,25 | Минимальное число режущих кромок |
040 | 4 | 7 | 8 |
050 | 5 | 8 | 10 |
060 | 6 | 9 | 12 |
070 | 7 | 10 | 14 |
080 | 8 | 11 | 16 |
5.7. Рабочая часть в виде полусферы и обратного усеченного конуса
Черт.7. Рабочая часть в виде полусферы и обратного усеченного конуса
![]() 14-18°
14-18°
Черт.7
Таблица 7
Условное обозначение фрезы |
+0,15 |
±0,25 | Минимальное число режущих кромок |
040 | 4 | 9 | 8 |
050 | 5 | 10 | 10 |
060 | 6 | 11 | 12 |
070 | 7 | 12 | 14 |
080 | 8 | 13 | 16 |
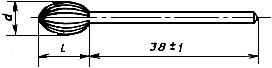
5.8. Продольная огивально-эллипсоидная форма рабочей части
Черт.8. Продольная огивально-эллипсоидная форма рабочей части
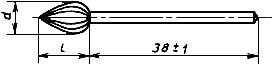
Черт.8
Таблица 8
Условное обозначение фрезы |
+0,15 |
±0,25 | Минимальное число режущих кромок |
040 | 4 | 10 | 8 |
050 | 5 | 11 | 10 |
060 | 6 | 12 | 12 |
070 | 7 | 13 | 13 |
080 | 8 | 14 | 14 |
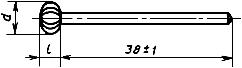
5.9. Колесовидная форма рабочей части
Черт.9. Колесовидная форма рабочей части
Черт.9
Таблица 9
Условное обозначение фрезы |
+0,15 |
±0,25 | Минимальное число режущих кромок |
100 | 10 | 3,5 | 18 |
125 | 12,5 | 3,5 | 22 |
140 | 14 | 4,0 | 26 |
160 | 16 | 4,0 | 30 |
6. РАДИАЛЬНОЕ БИЕНИЕ
Общее указанное радиальное биение, определенное согласно ГОСТ Р 50352, не должно превышать 0,12 мм.
Место измерения - наибольший диаметр рабочей части, для цилиндрических инструментов - ее середина.
7. ОТБОР ОБРАЗЦОВ И ДОПУСТИМЫЙ УРОВЕНЬ КАЧЕСТВА
Допустимый уровень качества (AQL) согласно ГОСТ 18242 должен быть 6,5.