ГОСТ Р 50340-92
Группа Г52
ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
СТАНКИ ДЛЯ ЗАТОЧКИ ДЕРЕВОРЕЖУЩЕГО ИНСТРУМЕНТА
Нормы жесткости
Grinding machines for woodworking tools. Testing of rigidity.
ОКП 38 3161
Дата введения 1994-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Техническим комитетом по стандартизации ТК 70 "Станки"
РАЗРАБОТЧИКИ:
С.М.Хасдан, И.К.Черкасов, Э.А.Рожков, Л.Д.Васильева, Е.Б.Машутина
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Госстандарта России от 08.10.92 N 1341
3. Срок проверки - 1998 г., периодичность проверки - 5 лет
4. ВВЕДЕН ВПЕРВЫЕ
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 8-82 | 1 |
ГОСТ 2789-73 | 3 |
Настоящий стандарт распространяется на станки классов точности Н и П, предназначенные для заточки дереворежущих пил, фрез и ножей.
Стандарт не распространяется на станки для заточки пил с поворотной шлифовальной головкой.
Требования настоящего стандарта являются обязательными.
1. Общие требования к испытаниям станков на жесткость - по ГОСТ 8.
2. Наибольшие допускаемые перемещения под нагрузкой опорного диска, закрепленного на шпинделе вместо шлифовального круга, относительно суппорта (стола) должны соответствовать указанным в табл.1.
Таблица 1
Нагружающая сила, H (кгс) | Наибольшая толщина, мм | Класс точности станка | Наибольшее допускаемое перемещение, мм | ||
пилы | ножа | (ширина) фрезы | |||
196 (20) | 1,5 | - | - | Н | 1,4 |
3,0 | - | - | Н | 0,7 | |
6,0 | - | - | П | 0,42 | |
294 (30) | 6,0 | - | - | Н | 0,7 |
- | - | П | 0,35 | ||
8,0 | - | - | Н | 0,52 | |
490 (50) | - | 5,0 | - | П | 0,2 |
15,0 | - | Н | 0,28 | ||
- | П | 0,17 | |||
25,0 | - | Н | 0,26 | ||
- | П | 0,16 | |||
- | 40,0 | Н | 0,42 | ||
80,0 | Н | 0,26 | |||
3. Установка приспособлений на станке, размеры приспособлений, точка приложения и направление нагружающей силы должны соответствовать указанным на черт.1 а) и б), 2 и табл.2.
Черт.1. Проверка станков для заточки пил, фрез с горизонтальным расположением шпинделя шлифовального круга
Проверка станков для заточки пил (черт.1а), фрез (черт.1б) с горизонтальным расположением шпинделя шлифовального круга
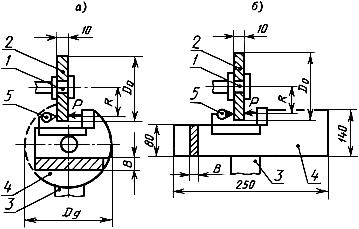
![]() - диаметр приспособления для крепления нагружающего устройства;
- диаметр приспособления для крепления нагружающего устройства; ![]() - ширина приспособления для крепления нагружающего устройства;
- ширина приспособления для крепления нагружающего устройства; ![]() - диаметр опорного диска;
- диаметр опорного диска; ![]() - радиус нагружения
- радиус нагружения
Черт.1
Черт.2. Проверка станков для заточки ножей с вертикальным расположением шпинделя шлифовального круга
Проверка станков для заточки ножей (черт.2) с вертикальным расположением шпинделя шлифовального круга
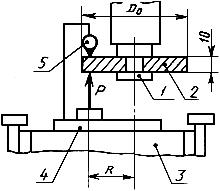
![]() - диаметр опорного диска;
- диаметр опорного диска; ![]() - радиус нагружения
- радиус нагружения
Черт.2
Таблица 2
Станки для заточки | Класс точности станка |
|
|
|
|
пил | Н | 350 | 10 | 210 | 100 |
П | 110 | 50 | |||
фрез | Н | 200 | 60 | 160 | 75 |
П | 135 | 60 | |||
ножей | Н | - | - | 210 | 100 |
П | 160 | 75 |
На шпинделе 1 станка жестко закрепляют опорный диск 2, диаметр посадочного отверстия которого должен соответствовать диаметру шпинделя.
На суппорте (столе) 3 станка жестко закрепляют приспособление 4 с устройством для создания и измерения нагружающей силы ![]() .
.
Перед испытанием суппорт (стол) устанавливают в среднее рабочее положение, ось шпинделя шлифовального круга должна быть перпендикулярна опорной поверхности нагружающего устройства.
Между опорным диском и нагружающим устройством создают плавно возрастающую до заданного предела силу ![]() , приложенную на расстоянии
, приложенную на расстоянии ![]() от оси шпинделя перпендикулярно рабочей поверхности опорного диска. Одновременно с нагружением индикатором 5 измеряют относительное перемещение опорного диска и нагружающего устройства в направлении приложения силы.
от оси шпинделя перпендикулярно рабочей поверхности опорного диска. Одновременно с нагружением индикатором 5 измеряют относительное перемещение опорного диска и нагружающего устройства в направлении приложения силы.
У станков (для заточки твердосплавных пил и фрез) с горизонтальным расположением шпинделя его жесткость относительно суппорта измеряется в двух направлениях, для чего точки приложения нагрузки и измерителя перемещения поочередно меняются местами.
За величину относительного перемещения принимают среднее арифметическое результатов испытаний. Опорный диск и приспособление для крепления нагружающего устройства должны быть изготовлены из стали, имеющей модуль упругости 205,9·10![]() МПа (21000 кгс/мм
МПа (21000 кгс/мм![]() ), параметр шероховатости опорных поверхностей
), параметр шероховатости опорных поверхностей ![]() 0,32 мкм по ГОСТ 2789, твердость 55...57 HRC
0,32 мкм по ГОСТ 2789, твердость 55...57 HRC![]() .
.