ГОСТ 9861-88
(CT СЭВ 1830-79,
СТ СЭВ 1837-79)
Группа Г83
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
АВТОМАТЫ ХОЛОДНОШТАМПОВОЧНЫЕ ЧЕТЫРЕХПОЗИЦИОННЫЕ
ДЛЯ КРЕПЕЖНЫХ ИЗДЕЛИЙ СТЕРЖНЕВОГО ТИПА
Параметры и размеры. Нормы точности
Four-station cold-formers for timber articles of rod type.
Parameters and dimensions. Norms of accuracy
ОКП 38 2412
Срок действия с 01.07.90
до 01.07.95*
________________________________
* Ограничение срока действия снято по протоколу N 4-93
Межгосударственного Совета по стандартизации,
метрологии и сертификации (ИУС N 4, 1994 год). -
Примечание изготовителя базы данных.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
ИСПОЛНИТЕЛИ
В.Б.Бяльский, канд. техн. наук; Н.М.Бухер; Е.Л.Селиванова; И.А.Тареев; В.М.Русакова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 24.06.88 N 2264.
3. Срок проверки - 1994 г.,
периодичность проверки - 5 лет.
4. Стандарт содержит все требования СТ СЭВ 1830-79 и СТ СЭВ 1837-79. В стандарт дополнительно включены показатели назначения, экономного использования материалов и энергии, проверки точности опорных мест под установку резьбонакатного инструмента
5. ВЗАМЕН ГОСТ 9861-83; ГОСТ 12408-77 и ГОСТ 19847-74 в части многопозиционных автоматов для крепежных изделий стержневого типа
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта, приложения |
ГОСТ 577-68 | Приложение 1 |
ГОСТ 868-82 | Приложение 1 |
ГОСТ 882-75 | Приложение 1 |
ГОСТ 1759.1-82 | 3.1 |
ГОСТ 1759.2-82 | 3.1 |
ГОСТ 1759.4-87 | 1.1 |
ГОСТ 2789-73 | Приложение 1 |
ГОСТ 3749-77 | Приложение 1 |
ГОСТ 7805-70 | 1.1 |
ГОСТ 7808-70 | 1.1 |
ГОСТ 9038-83 | Приложение 1 |
ГОСТ 9244-75 | Приложение 1 |
ГОСТ 9696-82 | Приложение 1 |
ГОСТ 10197-70 | Приложение 1 |
ГОСТ 15961-80 | 2.1 |
ГОСТ 16093-81 | 1.3 |
ГОСТ 18833-73 | Приложение 1 |
Настоящий стандарт распространяется на автоматы холодноштамповочные четырехпозиционные для крепежных изделий стержневого типа, предназначенные для изготовления болтов, винтов и других крепежных изделий стержневого типа из калиброванного металла с временным сопротивлением ![]() 750 МПа, подготовленного для холодной штамповки, изготавливаемые для нужд народного хозяйства и экспорта.
750 МПа, подготовленного для холодной штамповки, изготавливаемые для нужд народного хозяйства и экспорта.
1. ПАРАМЕТРЫ И РАЗМЕРЫ
1. ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Параметры и размеры автоматов должны соответствовать указанным в табл.1.
Таблица 1
Размеры, мм
Наименование параметров и размеров | Нормы | ||||
Диаметр стержня изделия* | наибольший | 6 | 8 | 10 | 12 |
наименьший | 5 | 6 | 8 | 10 | |
Номинальное усилие, **МН (тс) | 0,32 | 0,50 | 0,80 | 1,25 | |
Наибольший диаметр заготовки | 8 | 10 | 12 | 15 | |
Длина стержня изделия | наименьшая | 12 | 16 | 20 | 25 |
наибольшая | 60 | 80 | 100 | 120 | |
Наибольшая длина заготовки | при одинарном редуцировании | 80 | 100 | 130 | 150 |
при двойном редуцировании | 70 | 90 | 110 | 130 | |
Номинальная производительность, шт/мин | наибольшая, не менее | 280 | 240 | 210 | 180 |
наименьшая, не более | 110 | 100 | 90 | 75 | |
Удельный расход электроэнергии | 0,276 | 0,250 | 0,270 | 0,240 | |
Удельная масса | 376 | 350 | 345 | 404 | |
Продолжение табл.1
Размеры, мм
Наименование параметров и размеров | Нормы | |||
Диаметр стержня изделия* | наибольший | 16 | 20 | 24 |
наименьший | 12 | 16 | 20 | |
Номинальное усилие, **МН (тс) | 2,00 | 3,20 | 5,00 | |
Наибольший диаметр заготовки | 20 | 24 | 32 | |
Длина стержня изделия | наименьшая | 30 | 40 | 50 |
наибольшая | 150 | 180 | 220 | |
Наибольшая длина заготовки | при одинарном редуцировании | 180 | 220 | 270 |
при двойном редуцировании | 160 | 220 | 250 | |
Номинальная производительность, шт/мин | наибольшая, не менее | 125 | 110 | 75 |
наименьшая, не более | 60 | 50 | 30 | |
Удельный расход электроэнергии | 0,296 | 0,345 | 0,345 | |
Удельная масса | 443 | 568 | 620 | |
________________
* Для изделий класса прочности 10.9 по ГОСТ 1759.4-87![]() .
. ![]() На территории Российской Федерации действует ГОСТ Р 52627-2006. - Примечание изготовителя базы данных.
На территории Российской Федерации действует ГОСТ Р 52627-2006. - Примечание изготовителя базы данных.
** Для справки.
*** Определяют по формулам:
![]() ,
,  ,
,
где ![]() - установленная мощность главного привода, кВт;
- установленная мощность главного привода, кВт;![]() - номинальное усилие автомата, МН;
- номинальное усилие автомата, МН;![]() - наибольшая номинальная производительность, шт./мин;
- наибольшая номинальная производительность, шт./мин;![]() - масса автомата (без технологического инструмента, механизма выталкивания из пуансонов, приставного электрооборудования, площадок обслуживания, устройства удаления аэрозолей, шумопоглащающих ограждений), кг;
- масса автомата (без технологического инструмента, механизма выталкивания из пуансонов, приставного электрооборудования, площадок обслуживания, устройства удаления аэрозолей, шумопоглащающих ограждений), кг;![]() - наибольший диаметр стержня изделия, мм;
- наибольший диаметр стержня изделия, мм;![]() - наибольшая длина стержня изделия, мм.
- наибольшая длина стержня изделия, мм.
Примечания:
1. Наибольший диаметр заготовки указан из условия получения изделий с внутренним шестигранником методом истечения из металла с временным сопротивлением ![]() =750 МПа (75 кгс/мм
=750 МПа (75 кгс/мм![]() ).
).
2. Нормы номинальной производительности рассчитаны из условия изготовления болтов по ГОСТ 7805-70 и ГОСТ 7808-70 (см. приложение 1).
1.2. Автоматы должны изготавливаться со встроенными устройствами:
фасочно-подрезным;
резьбонакатным: с роликом и сегментом - для изделий с наибольшим диаметром стержня от 6 до 12 мм или плоскими плашками - для изделий с наибольшим диаметром стержня от 6 до 24 мм.
1.3. Резьбонакатное устройство должно обеспечивать получение резьбы с полем допуска 6![]() по ГОСТ 16093-81*.
по ГОСТ 16093-81*.
_______________
* На территории Российской Федерации действует ГОСТ 16093-2004. - Примечание изготовителя базы данных.
1.4. По заказу потребителя автоматы должны быть укомплектованы механизмом выталкивания из пуансонов, для изделий с наибольшим диаметром стержня 12 мм и более - правильно-задающим устройством, для изделий с наибольшим диаметром стержня 10 мм и менее - разматывающим устройством.
1.5. Наибольшая длина стержня изделия не должна превышать его 10 диаметров.
1.6. Размеры посадочных мест высадочного инструмента автоматов должны соответствовать указанным в табл.2.
Таблица 2
Размеры, мм
Наибольший диаметр стержня изделия | 6 | 8 | 10 | 12 | 16 | 20 | 24 | |
Диаметр посадочного места инструмента в матричном блоке | отрезного | 40 | 50 | 55 | 60 | 70 | 80 | 90 |
высадочного | 55 | 65 | 70 | 90 | 120 | 120 | 150 | |
Длина посадочного места инструмента в матричном блоке | 120 | 140 | 200 | 240 | 250 | 300 | 350 | |
Диаметр посадочного места инструмента в пуансонодержателе | 50 | 60 | 70 | 80 | 100 | 110 | 125 | |
Длина посадочного места инструмента в пуансонодержателе | 60 | 70 | 80 | 90 | 110 | 130 | 150 | |
Примечание. Поле допуска посадочных диаметров - Н7, поле допуска посадочных длин - h9.
2. НОРМЫ ТОЧНОСТИ
2.1. Общие требования при проведении проверок - по ГОСТ 15961-80*.
_______________
* На территории Российской Федерации действует ГОСТ 15961-89. - Примечание изготовителя базы данных.
2.2. Если конструктивные особенности автомата не позволяют провести проверку точности на длине, к которой отнесен допуск, то последний должен быть пересчитан на наибольшую возможную длину измерения. Полученный при пересчете допуск менее 0,01 мм принимают равным 0,01 мм.
2.3. Для проведения проверок рекомендуется применять средства измерения в соответствии с приложением 2.
2.4. При изготовлении и сборке автоматов должна быть обеспечена геометрическая точность мест крепления инструмента:
1) допуск перпендикулярности оси отверстия для крепления пуансона в пуансонодержателе к задней опорной поверхности пуансонодержателя - 0,01 мм на длине 100 мм;
2) допуск перпендикулярности оси отверстия для крепления матрицы в матричном блоке к задней опорной поверхности матричного блока - 0,01 мм на длине 100 мм.
2.5. Базовая поверхность для проверок 2.7.2 и 2.7.3 - вертикальная поверхность станины в месте прилегания матричного блока.
Допуск плоскостности поверхности - 0,06 на длине 1000 мм.
2.6. Проверки 2.7.4-2.7.8 предназначены для проверки точности резьбонакатных устройств автоматов с роликом и сегментом, 2.7.9-2.7.12 - с плоскими плашками.
2.7. Устанавливаются следующие проверки и нормы точности автоматов:
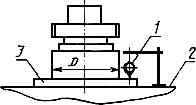
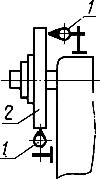
Проверка 2.7.1. Зазоры между вертикальными и горизонтальными направляющими ползуна и станины (для автоматов с нерегулируемыми направляющими)
Проверку проводят в соответствии со схемой, указанной на черт.1.
Черт.1
Значения зазоров должны соответствовать указанным в табл.3.
Таблица 3
Размеры, мм
Наибольший диаметр стержня изделия | 6 | 8 | 10 | 12 | 16 | 20 | 24 | |
Суммарное значение зазоров 2 | наименьшее | 0,06 | 0,10 | 0,14 | ||||
наибольшее | 0,09 | 0,18 | 0,27 | |||||
Значение зазора в горизонтальных направляющих | наименьшее | 0,03 | 0,04 | 0,05 | ||||
наибольшее | 0,05 | 0,07 | 0,10 | |||||
Метод проверки
Зазоры между направляющими ползуна 2 и станины 3 измеряют щупом 1 в крайних положениях ползуна.
Измерения проводят одновременно спереди и сзади, справа и слева.
В автоматах с хоботообразным ползуном зазоры измеряют между основными и дополнительными направляющими.
Суммарное значение зазора между вертикальными направляющими определяют сложением зазоров между правыми и левыми направляющими.
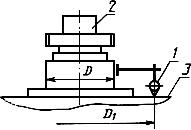
Проверка 2.7.2. Параллельность осей отверстий в пуансонодержателе ходу ползуна
Проверку проводят в соответствии со схемой, указанной на черт.2.
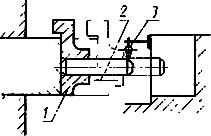
Черт.2
Допуск параллельности - 0,02 мм на длине 100 мм.
Метод проверки
В отверстие пуансонодержателя 1 для крепления пуансона вставляют цилиндрическую оправку 2. Индикатор 3 укрепляют на неподвижной части автомата так, чтобы его измерительный наконечник касался поверхности оправки.
Измерения проводят в переднем и заднем крайних положениях ползуна в двух взаимно перпендикулярных плоскостях последовательно для всех отверстий в пуансонодержателях.
Отклонение от параллельности определяют разностью показаний индикатора в крайних точках проверки.
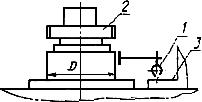
Проверка 2.7.3. Перпендикулярность хода ползуна к вертикальной поверхности станины в месте прилегания матричного блока
Проверку проводят в соответствии со схемой, указанной на черт.3.
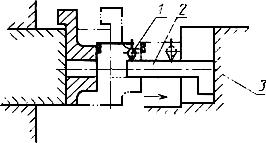
Черт.3
Допуск перпендикулярности - 0,02 на длине 100 мм.
Метод проверки
К вертикальной поверхности станины 3 в месте прилегания матричного блока прикладывают угольник 2. Индикатор 1 укрепляют в ползуне так, чтобы его измерительный наконечник касался измерительной поверхности угольника.
Измерения проводят в переднем и заднем крайних положениях ползуна в двух взаимно перпендикулярных плоскостях.
Отклонение от перпендикулярности определяют разностью показаний индикатора в крайних точках проверки.
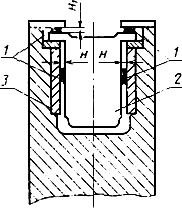
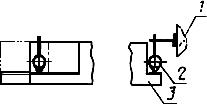
Проверка 2.7.4. Радиальное биение шпинделя в месте посадки резьбонакатного ролика
Проверку проводят в соответствии со схемой, указанной на черт.4.
Черт.4
Допуск радиального биения шпинделя в месте посадки резьбонакатного ролика должен соответствовать значениям, указанным в табл.4.
Таблица 4
мм
Наибольший диаметр стержня изделия | 6 | 8-12 |
Допуск радиального биения | 0,033 | 0,050 |
Метод проверки
Измерения проводят индикатором 1, который устанавливают на поверхности верхней плиты корпуса шпинделя 2 так, чтобы его измерительный наконечник касался поверхности 3 шпинделя в месте посадки резьбонакатного ролика ![]() .
.
Шпиндель приводят во вращение. Радиальное биение определяют наибольшей разностью показаний индикатора за один оборот шпинделя.
Проверка 2.7.5. Торцевое биение опорной поверхности шпинделя под резьбонакатный ролик
Проверку проводят в соответствии со схемой, указанной на черт.5.
Черт.5
Допуск торцевого биения опорной поверхности шпинделя под резьбонакатный ролик должен соответствовать значениям, указанным в табл.5.
Таблица 5
мм
Наибольший диаметр стержня изделия | 6 | 8; 10 | 12 |
Допуск торцевого биения | 0,025 | 0,035 | 0,040 |
Метод проверки
Индикатор 1 устанавливают на поверхности верхней плиты корпуса шпинделя 2 так, чтобы его измерительный наконечник касался опорной поверхности 3 под резьбонакатный ролик. Шпиндель приводят во вращение. Торцевое биение определяют наибольшей разностью показаний индикатора за один оборот шпинделя.
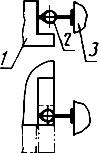
Проверка 2.7.6. Перпендикулярность оси шпинделя к поверхности корпуса шпинделя под опору резьбонакатного сегмента
Проверку проводят в соответствии со схемой, указанной на черт.6.
Черт.6
Допуск перпендикулярности оси шпинделя к поверхности корпуса шпинделя под опору резьбонакатного сегмента должен соответствовать значениям, указанным в табл.6.
Таблица 6
мм
Наибольший диаметр стержня изделия |
| Допуск перпендикулярности | Длина измерения |
6 | 280 | 0,033 | 250 |
8; 10 | 300 | 0,035 | 265 |
12 | 380 | 0,035 | 340 |
Метод проверки
Измерения проводят индикатором 1, который жестко закрепляют на поверхности ![]() шпинделя 2 так, чтобы его измерительный наконечник касался поверхности 3 под опору резьбонакатного сегмента на расстоянии от оси
шпинделя 2 так, чтобы его измерительный наконечник касался поверхности 3 под опору резьбонакатного сегмента на расстоянии от оси ![]() . Шпиндель приводят во вращение.
. Шпиндель приводят во вращение.
Отклонение от перпендикулярности определяют наибольшей разностью показаний индикатора.
Проверка 2.7.7. Перпендикулярность оси шпинделя к горизонтальной опорной поверхности под резьбонакатный сегмент
Проверку проводят в соответствии со схемой, указанной на черт.7.
Черт.7
Допуск перпендикулярности оси шпинделя к горизонтальной опорной поверхности под резьбонакатный сегмент должен соответствовать значениям, указанным в табл.7.
Таблица 7
мм
Наибольший диаметр стержня изделия | Допуск перпендикулярности | Длина измерения |
6 | 0,033 | 140 |
8; 10 | 0,035 | 150 |
12 | 0,035 | 190 |
Метод проверки
Измерения проводят индикатором 1, который жестко закрепляют на поверхности ![]() шпинделя 2 так, чтобы его измерительный наконечник касался горизонтальной поверхности 3 опоры под резьбонакатный сегмент. Шпиндель приводят во вращение.
шпинделя 2 так, чтобы его измерительный наконечник касался горизонтальной поверхности 3 опоры под резьбонакатный сегмент. Шпиндель приводят во вращение.
Отклонение от перпендикулярности определяют наибольшей разностью показаний индикатора.
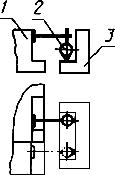
Проверка 2.7.8. Параллельность поверхности шпинделя под резьбонакатный ролик относительно вертикальной опорной поверхности опоры под резьбонакатный сегмент
Проверку проводят в соответствии со схемой, указанной на черт.8.
Черт.8
Допуск параллельности поверхности шпинделя под резьбонакатный ролик относительно вертикальной опорной поверхности опоры под резьбонакатный сегмент должен соответствовать значениям, указанным в табл.8.
Таблица 8
мм
Наибольший диаметр стержня изделия | 6 | 8; 10 | 12 |
Допуск параллельности | 0,033 | 0,035 | 0,035 |
База измерения | 55 | 70 | 88 |
Метод проверки
Индикаторным нутромером 2 измеряют расстояние между поверхностью ![]() шпинделя 1 и вертикальной опорной поверхностью 3 опоры под резьбонакатный сегмент в крайних, возможных для измерения, положениях
шпинделя 1 и вертикальной опорной поверхностью 3 опоры под резьбонакатный сегмент в крайних, возможных для измерения, положениях ![]() и
и ![]() . Измерения проводят по краям и середине вертикальной опорной поверхности опоры под резьбонакатный сегмент.
. Измерения проводят по краям и середине вертикальной опорной поверхности опоры под резьбонакатный сегмент.
Отклонение от параллельности определяют наибольшей разностью показаний индикаторного нутромера в положениях ![]() и
и ![]() .
.
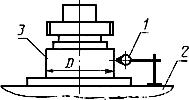
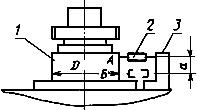
Проверка 2.7.9. Параллельность горизонтальной опорной поверхности ползуна в месте прилегания плашки направлению движения ползуна
Проверку проводят в соответствии со схемой, указанной на черт.9.
Черт.9
Допуск параллельности горизонтальной опорной поверхности ползуна в месте прилегания плашки направлению движения ползуна должен соответствовать значениям, указанным в табл.9.
Таблица 9
мм
Наибольший диаметр стержня изделия | Допуск параллельности |
6 | 0,010 |
8; 12 | 0,016 |
16; 20; 24 | 0,020 |
Метод проверки
Измерительную головку 2 устанавливают на станине 1 так, чтобы ее измерительный наконечник касался середины горизонтальной опорной поверхности ползуна 3 в месте прилегания плашки и был перпендикулярен к ней.
Параллельность проверяют в крайних, возможных для измерения, точках по длине горизонтальной опорной поверхности ползуна под плашку при его перемещении.
Отклонение от параллельности определяют как наибольшую разность показаний индикатора.
Проверка 2.7.10. Параллельность вертикальной опорной поверхности ползуна в месте прилегания плашки направлению движения ползуна
Черт.10
Допуск параллельности вертикальной опорной поверхности ползуна в месте прилегания плашки направлению движения ползуна должен соответствовать значениям, указанным в табл.10.
Таблица 10
мм
Наибольший диаметр стержня изделия | Допуск параллельности |
6 | 0,016 |
8; 12 | 0,025 |
16; 20; 24 | 0,030 |
Метод проверки
Измерительную головку 2 устанавливают на станине 3 так, чтобы ее измерительный наконечник касался середины вертикальной опорной поверхности ползуна 1 в месте прилегания плашки и был перпендикулярен к ней.
Параллельность проверяют в крайних, возможных для измерения, точках по длине вертикальной опорной поверхности ползуна под плашку при его перемещении.
Отклонение от параллельности определяют как наибольшую разность показаний индикатора.
Проверка 2.7.11. Параллельность горизонтальной опорной поверхности плашкодержателя в месте прилегания плашки направлению движения ползуна
Проверку проводят в соответствии со схемой, указанной на черт.11.
Черт.11
Допуск параллельности горизонтальной опорной поверхности плашкодержателя в месте прилегания плашки направлению движения ползуна должен соответствовать значениям, указанным в табл.9.
Метод проверки
Измерительную головку - устанавливают на ползуне 1 так, чтобы ее измерительный наконечник касался середины горизонтальной опорной поверхности плашкодержателя 3 в месте прилегания плашки и был перпендикулярен к ней.
Перед установкой измерительной головки вертикальные опорные поверхности под плашки в ползуне и плашкодержателе устанавливают параллельно. Точность установки - согласно проверке 2.7.12.
Параллельность проверяют в крайних, возможных для измерения, точках по длине горизонтальной опорной поверхности плашкодержателя под плашку при перемещении ползуна.
Отклонение от параллельности определяют как наибольшую разность показаний индикатора.
Проверка 2.7.12. Параллельность вертикальных опорных поверхностей под плашки в ползуне и плашкодержателе в вертикальной плоскости (для автоматов с вертикальной осью вращения плашкодержателя при регулировании неподвижной плашки)
Проверку проводят в соответствии со схемой, указанной на черт.12.
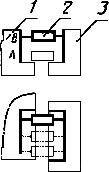
Черт.12
Допуск параллельности вертикальных опорных поверхностей под плашки в ползуне и плашкодержателе в вертикальной плоскости должен соответствовать значениям, указанным в табл.11.
Таблица 11
мм
Наибольший диаметр стержня изделия | Допуск параллельности |
6 | 0,02 |
8; 12 | 0,03 |
16; 20; 24 | 0,04 |
Метод проверки
Индикаторным нутромером 2 измеряют расстояние между вертикальными опорными поверхностями под плашки в ползуне 1 и плашкодержателе 3 в крайних, возможных для измерения, положениях ![]() и
и ![]() . Параллельность проверяют по краям и середине проверяемой поверхности при прижатом ползуне к вертикальной направляющей станины.
. Параллельность проверяют по краям и середине проверяемой поверхности при прижатом ползуне к вертикальной направляющей станины.
Отклонение от параллельности определяют наибольшей разностью показаний индикаторного нутромера в положениях ![]() и
и ![]() . Разность допускается только положительная.
. Разность допускается только положительная.
Проверка 2.7.13. Радиальное и торцевое биение маховика
Проверку проводят в соответствии со схемой, указанной на черт.13.
Черт.13
Допуск биения должен соответствовать значениям, указанным в табл.12.
Таблица 12
мм
Диаметр маховика | Допуск биения | |
радиального | торцевого | |
До 1000 | 0,10 | 0,20 |
Св. 1000 | 0,16 | 0,30 |
Метод проверки
Индикатор 1 укрепляют так, чтобы его измерительный наконечник касался поверхности обода маховика 2 при измерении радиального биения и его торцевой поверхности на расстоянии 10 мм от образующей поверхности при измерении торцевого биения.
Биение определяют наибольшей разностью показаний индикатора за один оборот маховика.
Примечание. Проверку не проводят, если маховик динамически сбалансирован.
3. ПРОВЕРКА АВТОМАТА В РАБОТЕ
3.1. Проверка автомата в работе проводится изготовлением изделия с наибольшим диаметром и длиною стержня по табл.1 настоящего стандарта.
Допуски размеров крепежных изделий, отклонений формы и расположения поверхностей и методы контроля - по ГОСТ 1759.1-82.
Допустимые дефекты поверхности и методы контроля - по ГОСТ 1759.2-82.
ПРИЛОЖЕНИЕ 1 (рекомендуемое). ТИПОРАЗМЕРЫ БОЛТОВ, ИЗГОТАВЛИВАЕМЫХ НА АВТОМАТАХ ПРИ НАИМЕНЬШИХ И НАИБОЛЬШИХ ЗНАЧЕНИЯХ НОМИНАЛЬНОЙ ПРОИЗВОДИТЕЛЬНОСТИ
ПРИЛОЖЕНИЕ 1
Рекомендуемое
Таблица 13
Наибольший диаметр стержня изделия, мм | Номинальная производительность, шт/мин | Типоразмеры болтов | ||
наименьшая | наибольшая | по ГОСТ 7805-70 | по ГОСТ 7808-70 | |
6 | 110 | - | М6х12 | - |
М6х60 | ||||
- | 280 | М6х30 | ||
8 | 100 | - | М8х16 | - |
М8х80 | ||||
- | 240 | - | М8х40 | |
10 | 90 | - | M10х20 | - |
М10х100 | ||||
- | 210 | - | М10х50 | |
12 | 75 | - | M12х25 | - |
М12х120 | ||||
- | 180 | - | М12х60 | |
16 | 60 | - | М16х30 | - |
М16х160 | ||||
- | 125 | - | M16х80 | |
20 | 50 | - | М20х40 | - |
М20х180 | ||||
- | 110 | - | М20х90 | |
24 | 30 | - | М24х50 | - |
М24х220 | ||||
- | 75 | - | М24х110 | |
ПРИЛОЖЕНИЕ 2 (рекомендуемое). СРЕДСТВА ИЗМЕРЕНИЯ, ПРИМЕНЯЕМЫЕ ПРИ ПРОВЕРКЕ ТОЧНОСТИ АВТОМАТОВ
ПРИЛОЖЕНИЕ 2
Рекомендуемое
1. Щупы по ГОСТ 882-75.
2. Индикаторы часового типа с ценой деления 0,01 мм по ГОСТ 577-68.
3. Индикаторы многооборотные с ценой деления 0,001 мм по ГОСТ 9696-82.
4. Угольники поверочные 90° по ГОСТ 3749-77.
5. Меры длины концевые плоскопараллельные по ГОСТ 9038-83*.
_______________
* На территории Российской Федерации действует ГОСТ 9038-90. - Примечание изготовителя базы данных.
6. Нутромеры с ценой деления 0,01 мм по ГОСТ 868-82.
7. Нутромеры с ценой деления 0,002 мм с пределами измерения 50-100,100-160 мм по ГОСТ 9244-75.
8. Головки измерительные рычажно-зубчатые с ценой деления 0,002 мм типа 2ИГ по ГОСТ 18833-73, установленные в штативах ШМ-1 по ГОСТ 10197-70.
9. Оправка цилиндрическая (допуск цилиндричности 0,002 мм на длине 100 мм с радиальным биением 0,003 мм и шероховатостью цилиндрической поверхности не ниже ![]() =0,32 мкм по ГОСТ 2789-73).
=0,32 мкм по ГОСТ 2789-73).