ГОСТ 9634-81
Группа Г47
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
КОЛПАЧКИ КАПСУЛЬНЫЕ СТАЛЬНЫЕ КОЛОННЫХ АППАРАТОВ
Конструкция и размеры. Технические требования
Capssulebubble steel caps of column apparatus. Construktion and dimensions. Specifications
ОКП 36 1911
Срок действия с 01.01.1982
до 01.01.1987*
________________________________
* Ограничение срока действия снято
постановлением Госстандарта СССР
от 27.06.91 N 1125 (ИУС N 10, 1991 год). -
Примечание изготовителя базы данных.
РАЗРАБОТАН Министерством химического и нефтяного машиностроения
ИСПОЛНИТЕЛИ
Г.В.Почтарев (руководитель темы), П.П.Прядкин, В.И.Штанденко
ВНЕСЕН Министерством химического и нефтяного машиностроения
Член Коллегии А.М.Васильев
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 29 января 1981 г. N 316
ВЗАМЕН ГОСТ 9634-75
ВНЕСЕНО Изменение N 1, утвержденное и введенное в действие с 01.06.86 Постановлением Госстандарта СССР от 18.12.85 N 4126
Изменение N 1 внесено изготовителем базы данных по тексту ИУС N 3, 1986 год
Настоящий стандарт распространяется на капсульные стальные колпачки диаметрами 60, 80, 100, 150 мм, устанавливаемые на тарелках колонных аппаратов и предназначенные для распределения газовой (паровой) фазы в массотеплообменных процессах.
1. КОНСТРУКЦИЯ И РАЗМЕРЫ
1. КОНСТРУКЦИЯ И РАЗМЕРЫ
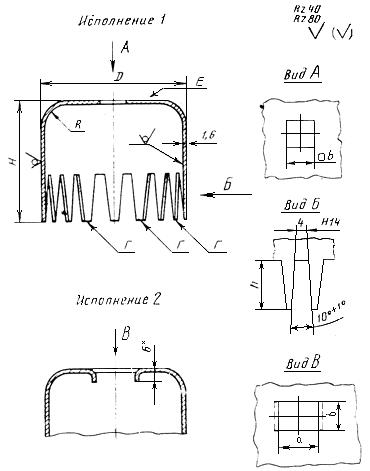
1.1. Колпачки подразделяют на два исполнения:
1 - нерегулируемый по высоте;
2 - регулируемый по высоте.
1.2. Конструкция и размеры капсульного колпачка должны соответствовать указанным на чертеже и в таблице.
______________
* Размер для справок.
Размеры в мм
|
|
|
|
|
| Число прорезей | Масса, кг, не более |
60 | 50 | 10 | 15 | 17 | 10,5 | 16 | 0,125 |
| 20 | 0,120 | |||||
80 | 55 | 15 | 15 | 19 | 12,5 | 20 | 0,190 |
20 | 0,180 | ||||||
100 | 15 | 26 | 0,265 | ||||
20 | 0,250 | ||||||
150 | 85 | 20 | 20 | 40 | 0,670 | ||
30 | 0,630 |
Пример условного обозначения колпачка в исполнении 1, диаметром ![]() 100 мм, высотой прорезей
100 мм, высотой прорезей ![]() 15 мм, изготовленного из стали марки 12Х18Н10Т:
15 мм, изготовленного из стали марки 12Х18Н10Т:
Колпачок 1-100-15 12Х18Н10Т ГОСТ 9634-81
То же, в исполнении 2:
Колпачок 2-100-15 12Х18Н10Т ГОСТ 9634-81
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Колпачки должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2. Материал колпачков - сталь марки 10 кп или 08 кп по ГОСТ 1050-74*, 12Х18Н10Т или 10Х17Н13М2Т по ГОСТ 5632-72. Допускается применение стали других марок по механическим и химическим свойствам не ниже указанных.
________________
* На территории Российской Федерации документ не действует. Действует ГОСТ 1050-88. - Примечание изготовителя базы данных.
Коррозионная стойкость сталей - не более пяти баллов по десятибалльной шкале ГОСТ 13819-68*. Колпачки из коррозионно-стойких сталей, работающие в условиях, вызывающих межкристаллитную коррозию или коррозионное растрескивание, должны подвергаться стабилизирующему отжигу с проверкой результатов по ГОСТ 6032-84** и отраслевой нормативно-технической документации на образцах, вырезанных из колпачков, прошедших термообработку.
________________
* На территории Российской Федерации документ не действует. Действует ГОСТ 9.908-85;
** На территории Российской Федерации документ не действует. Действует ГОСТ 6032-2003. - Примечание изготовителя базы данных.
(Измененная редакция, Изм. N 1).
2.3. Отклонение от соосности отверстий от цилиндрической наружной поверхности - не более 1 мм.
2.4. Минимальная ширина зуба по нижней кромке колпачка должна быть не менее 2 мм.
2.5. Предельные отклонения наружного диаметра колпачка по нижней кромке зубьев:
плюс 5 мм - для диаметров 60 и 80 мм;
плюс 6 мм - для диаметра 100 мм;
плюс 8 мм " " 150 мм.
Допускается скругление углов зуба и прорези колпачка радиусом до 1 мм.
2.6. На поверхности колпачка не допускаются риски глубиной более 0,2 мм.
2.7. Трещины при пробивке прорезей не допускаются.
2.8. Отклонение от параллельности поверхности ![]() относительно поверхности
относительно поверхности ![]() - не более 1 мм.
- не более 1 мм.
2.9. Установленный срок службы - 1 год.
2.10. К партии колпачков с термообработкой должен прикладываться акт испытаний образцов по п.2.2.