ГОСТ 9377-81*
Группа П04
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
НАКОНЕЧНИКИ И БОЙКИ АЛМАЗНЫЕ К ПРИБОРАМ
ДЛЯ ИЗМЕРЕНИЯ ТВЕРДОСТИ МЕТАЛЛОВ И СПЛАВОВ
Технические условия
Diamond indenters and hammers for metals and
alloys hardness testing machines. Specifications
Дата введения 1982-01-01
Постановлением Государственного комитета СССР по стандартам от 6 апреля 1981 г. N 1810 срок введения установлен с 01.01.82
Проверен в 1986 г. Постановлением Госстандарта от 16.06.86 N 1492 срок действия продлен до 01.01.92**
________________
** Ограничение срока действия снято постановлением Госстандарта СССР от 27.06.91 N 1112 (ИУС N 10, 1991 год). - Примечание изготовителя базы данных.
ВЗАМЕН ГОСТ 9377-74
* ПЕРЕИЗДАНИЕ (июль 1987 г.) с Изменением N 1, утвержденным в июне 1986 г. (ИУС 9-86).
Настоящий стандарт распространяется на алмазные наконечники к приборам для измерения твердости по методам Роквелла и Виккерса, микротвердости металлов и сплавов, а также алмазные бойки к приборам для измерения твердости по методу Шора.
1. ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
1. ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
1.1. Алмазные наконечники должны изготовляться типов:
НК - с рабочей частью в виде конуса для измерения твердости по методу Роквелла;
НП - с рабочей частью в виде четырехгранной пирамиды для измерения твердости по методу Виккерса;
НПМ - с рабочей частью в виде четырехгранной пирамиды для измерения микротвердости.
1.2. Основные размеры наконечников должны соответствовать указанным на черт.1-3.
Черт.1. Тип НК
Тип НК
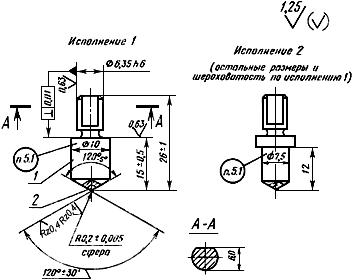
1 - оправа; 2 - алмаз
Черт.1
Условное обозначение наконечника типа НК, исполнения 1:
Наконечник НК 1 ГОСТ 9377-81
То же, исполнения 2:
Наконечник НК 2 ГОСТ 9377-81
Черт.2. Тип НП
Тип НП
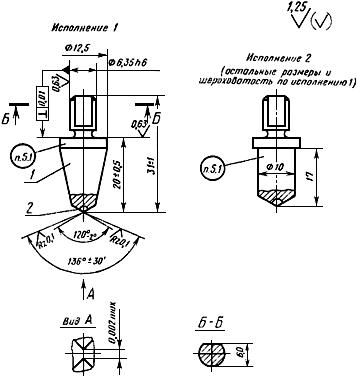
1 - оправа; 2 - алмаз
Черт.2
Условное обозначение наконечника типа НП исполнения 1:
Наконечник НП 1 ГОСТ 9377-81
То же, исполнения 2:
Наконечник НП 2 ГОСТ 9377-81
Черт.3. Тип НПМ
Тип НПМ
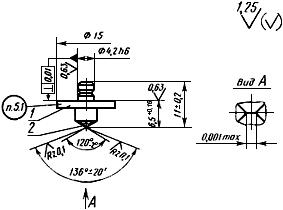
1 - оправа; 2 - алмаз
Черт.3
Условное обозначение наконечника типа НПМ:
Наконечник НПМ ГОСТ 9377-81
(Измененная редакция, Изм. N 1).
1.3. Алмазные бойки должны изготовляться с рабочей частью в виде сферы с площадкой.
1.4. Основные размеры бойка должны соответствовать указанным на черт.4.
Черт.4. Основные размеры бойка
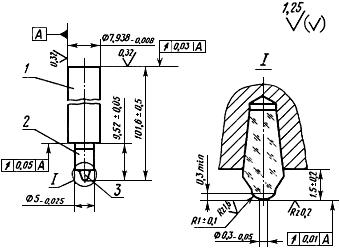
1 - державка, 2 - оправа, 3 - алмаз
Черт.4
Условное обозначение бойка:
Боек ГОСТ 9377-81
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Наконечники и бойки должны быть изготовлены в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2. Для изготовления наконечников типов НК и НП должны применяться алмазы V группы подгруппы ![]() и
и ![]() , XXIII группы подгруппы
, XXIII группы подгруппы ![]() ; типа НПМ - V группы подгруппы
; типа НПМ - V группы подгруппы ![]() , XXIII группы подгруппы
, XXIII группы подгруппы ![]() .
.
Для изготовления бойков должны применять алмазы V группы, подгруппы ![]() , XXIII группы, подгруппы
, XXIII группы, подгруппы ![]() .
.
(Измененная редакция, Изм. N 1)
2.3. Разность углов при вершине конуса рабочей части наконечников типа НК, измеренных в двух взаимно перпендикулярных плоскостях, не должна превышать 30'.
Разность между радиусами сферы, измеренными в двух взаимно перпендикулярных плоскостях, не должна превышать, мм:
0,01 - для наконечников типа НК;
0,20 - для бойков.
2.4. Высота рабочей части алмаза наконечников типов НК и НП и бойков должна быть не менее 0,30 мм, наконечников типа НПМ - не менее 0,15 мм.
2.5. На рабочей части наконечников и площадке рабочей части бойков не должно быть рисок, трещин, сколов, выкрашиваний, видимых при увеличении 30![]() .
.
2.6. Оправы наконечников должны изготовляться из стали марки 12ХН3А по ГОСТ 4543-71 или стали марки 14Х17Н2 по ГОСТ 5632-72.
Допускается применение сталей других марок, механические свойства которых не ниже указанных марок сталей.
2.7. Державка бойка должна изготовляться из стали марки Х12М по ГОСТ 5950-73*, оправа бойка - из стали У7 по ГОСТ 1435-74**.
_________________
* Действует ГОСТ 5950-2000.
** Действует ГОСТ 1435-99. - Примечание изготовителя базы данных.
2.8. Алмаз в оправе наконечника должен крепиться пайкой серебряным припоем марки ПСр45 по ГОСТ 19738-74.
Допускается крепление алмаза другими припоями или способами, обеспечивающими работоспособность наконечников.
2.9. Алмаз в оправе бойка должен крепиться механической запрессовкой с последующим обжатием оправы в зоне крепления алмаза.
2.10. Масса бойка должна быть - 36,0![]() г.
г.
2.11. На поверхности оправы и державки не должно быть раковин, трещин, заусенцев, вмятин, царапин, коррозии, видимых невооруженным глазом.
2.12. Смещение рабочей вершины наконечника относительно оси оправы должно быть, мм, не более:
0,03 - для наконечников типов НК и НП;
0,01 - для наконечников типа НПМ.
Смещение центра площадки бойка относительно оси державки должно быть не более половины допуска на радиус сферы рабочей части.
2.13. Неуказанные предельные отклонения размеров: h14, ![]() .
.
(Измененная редакция, Изм. N 1).
2.14. Отклонение оси конуса рабочей части наконечников типа НК относительно оси оправы - не более 30'.
2.15. Углы наклона граней рабочей части к оси оправы должны составлять:
68°±30' - для наконечников типа НП;
68°±20' - для наконечников типа НПМ.
2.16. Для проверки соответствия наконечников и бойков требованиям надежности следует определять:
установленную безотказную наработку (![]() );
);
среднюю наработку на отказ (![]() ).
).
2.17. Нормы показателей надежности наконечников и бойков должны соответствовать приведенным в табл.1.
Таблица 1
Тип наконечника и боек | Тип меры твердости | Значение твердости в единицах твердости |
|
| |
до 01.07.89 | с 01.07.89 | ||||
НК | МТР (ГОСТ 9031-75) | 45±5 | 90000 | 95000 | 135000 |
65±5 | 45000 | 47500 | 67500 | ||
НП | МТВ (ГОСТ 9031-75) | 450±15 | 36500 | 40000 | 54750 |
800±50 | 18000 | 20000 | 27000 | ||
НПМ | 450±15 | 8000 | 9000 | 10000 | |
800±50 | 4250 | 4500 | 6325 | ||
Боек | МТШ (ГОСТ 8.426-81) | 95±7 | 820000 | 840000 | 900000 |
2.18. Критерием отказа является несоответствие показаний прибора требованиям, установленным ГОСТ 23677-79 и ГОСТ 24746-81, а также появление на рабочей части наконечников и бойков сколов, выкрашиваний и трещин, видимых при увеличении 30![]() .
.
2.14-2.18. (Введены дополнительно, Изм. N 1).
3. ПРАВИЛА ПРИЕМКИ
3.1. Для проверки соответствия наконечников и бойков требованиям настоящего стандарта проводят приемочный контроль и проверку на соответствие требованиям пп.2.16-2.18.
(Измененная редакция, Изм. N 1).
3.2. Приемочному контролю на соответствие требованиям пп.1.2, 1.4, 2.3-2.5, 2.10-2.13 подвергаются все наконечники и бойки.
3.2.1. Контроль шероховатости поверхности рабочей части наконечников и бойков следует проверять выборочно. При этом объем выборки устанавливают в соответствии с табл.2.
Таблица 2
Объем партии | Объем выборки | Приемочное число | Браковочное число |
16-25 | 2 | 0 | 1 |
26-50 | 3 | 0 | 2 |
51-90 | 5 | 0 | 2 |
Партию инструментов считают соответствующей установленным требованиям, если число дефектных единиц в выборке данной партии равно приемочному числу, и не соответствующей, если число дефектных единиц в выборке данной партии равно или больше браковочного числа.
Если число дефектных единиц в выборке данной партии больше приемочного числа, но меньше браковочного числа, то оставшуюся часть партии необходимо подвергнуть сплошному контролю.
Партия должна состоять из инструментов одного типа, одновременно предъявленных к приемке по одному документу.
3.3. Установленную безотказную наработку считают подтвержденной в случае, если для каждого из пяти испытуемых инструментов выполняется требование п.2.17.
Значение средней наработки на отказ считается подтвержденным в случае, если среднее значение полученных наработок не менее норм, установленных в п.2.17.
Объем выборки для подтверждения установленной безотказной наработки и средней наработки на отказ - не менее 5 наконечников каждого типа или бойков.
Периодичность проведения испытаний наконечников и бойков на установленную безотказную наработку - не реже двух раз в год, на среднюю наработку на отказ - не реже одного раза в год.
3.3.1. Подтверждение показателей надежности проводится по результатам подконтрольной эксплуатации на предприятии-потребителе в соответствии с методикой, утвержденной в установленном порядке.
3.2.1, 3.3, 3.3.1. (Измененная редакция, Изм. N 1).
3.3.2. (Исключен, Изм. N 1).
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Методы испытаний наконечников - по ГОСТ 8.044-80.
4.2. Размеры бойков (п.1.4) следует контролировать универсальными средствами измерения в соответствии с требованиями ГОСТ 8.051-81.
4.2.1. Соответствие бойков требованиям пп.2.4, 2.5, 2.12, 1.4 (диаметр площадки и радиус сферы) проверяют на инструментальном микроскопе по ГОСТ 8074-82 при увеличении 30![]() .
.
(Измененная редакция, Изм. N 1).
4.3. Шероховатость поверхности рабочей части бойков следует проверять на микроинтерферометре.
4.4. Массу бойка (п.2.10) следует проверять на лабораторных весах с ценой деления не более 0,01 г.
4.5. Отклонения показаний образцового твердомера Шора с поверяемым бойком от показаний образцового твердомера Шора с образцовым бойком определяют сопоставлением показаний образцового твердомера Шора на одном и том же участке образцовой меры 2-го разряда типа МТШ при установке на твердомер Шора поочередно образцового и поверяемого бойков. Твердомер предварительно юстируют с данными образцовым бойком и получают стабильные показания.
4.5.1. Отпечатки образцового и поверяемого бойков при поверке наносят в непосредственной близости друг от друга, на расстоянии между соседними отпечатками не менее 2 мм.
4.5.2. Отклонения определяют по трем образцовым мерам твердости 2-го разряда типа МТШ со значениями твердости (95±7) HSD; (60±7) HSD; (30±7) HSD, при этом на каждой мере выполняют по семь измерений, из которых учитываются последние пять.
(Измененная редакция, Изм. N 1).
4.5.3. Отклонение среднего из пяти последних значений твердости, полученных поверяемым бойком от среднего, полученного образцовым бойком в пределах выбранного рабочего участка образцовой меры твердости, не должно превышать ±1,5 единицы HSD на каждой из трех мер.
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. На оправе каждого наконечника и бойка должны быть четко нанесены:
товарный знак предприятия-изготовителя;
порядковый номер инструмента по системе нумерации предприятия-изготовителя.
(Измененная редакция, Изм. N 1).
5.2. В паспорте, прилагаемом к каждому наконечнику и бойку, указывают:
наименование и товарный знак предприятия-изготовителя;
условное обозначение наконечника или бойка;
порядковый номер наконечника или бойка по системе нумерации предприятия-изготовителя;
исходную массу алмаза в каратах;
дату изготовления;
штамп технического контроля предприятия-изготовителя.
5.3. Упаковка, транспортирование и хранение наконечников и бойков - по ГОСТ 18088-83.
6. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
6.1. Изготовитель должен гарантировать соответствие наконечников и бойков требованиям настоящего стандарта при соблюдении условий эксплуатации, транспортирования и хранения.
6.2. Изготовитель гарантирует работоспособность инструмента между переточками в соответствии с нормами, приведенным в табл.1.
(Измененная редакция, Изм. N 1).