ГОСТ 9.304-87
Группа Т94
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Единая система защиты от коррозии и старения
ПОКРЫТИЯ ГАЗОТЕРМИЧЕСКИЕ
Общие требования и методы контроля
Unified system or corrosion and ageing protection. Thermal sprayed coatings. General requirements and methods of control
ОКСТУ 009
Дата введения 1989-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством химического и нефтяного машиностроения СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 18.12.87 N 4687
3. Стандарт соответствует СТ СЭВ 4202-83
4. ВЗАМЕН ГОСТ 9.304-84
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта, приложения |
ГОСТ 9.302-88 | 2.3.4.5 |
ГОСТ 9.306-85 | 1.1.3 |
ГОСТ 9.402-80 | 1.2.3, 1.2.4, 1.3.3, 2.1.2 |
ГОСТ 9.909-86 | 2.3.7 |
ГОСТ 2789-73 | 1.2.6, 1.5.1 |
ГОСТ 10587-93 | Приложение 2 |
ГОСТ 15150-69 | 1.4.1, приложение 1 |
ГОСТ 17433-80 | 1.3.5 |
ГОСТ 18898-89 (ИСО 2738-87) | Приложение 3 |
ГОСТ 24484-80 | 1.3.5 |
6. ПЕРЕИЗДАНИЕ. Октябрь 2001 г.
Настоящий стандарт распространяется на газотермические покрытия из цинка, алюминия и их сплавов (далее - покрытия), предназначенные для защиты от коррозии стали и чугуна, и устанавливает общие требования к поверхности основного металла, к покрытиям и методам контроля.
1. ОБЩИЕ ТРЕБОВАНИЯ
1. ОБЩИЕ ТРЕБОВАНИЯ
1.1. Классификация и обозначение
1.1.1. Покрытия могут быть однослойными или состоять из нескольких слоев одного и того же или разных металлов (сплавов).
1.1.2. Покрытия в зависимости от их дополнительной обработки подразделяют на четыре класса (табл.1).
Таблица 1
Класс покрытия | Дополнительная обработка покрытия |
1 | Без дополнительной обработки |
2 | Нанесение лакокрасочного или полимерного покрытия |
3 | Пластическая деформация (уплотнение) |
4 | Термообработка или пластическая деформация и термообработка |
1.1.3. В обозначении покрытия указывают:
1) обозначение способа нанесения покрытия;
2) обозначение материала покрытия, в том числе материала каждого слоя многослойного покрытия по ГОСТ 9.306 или по марке технического сплава;
3) толщину покрытия в микрометрах;
4) класс покрытия.
1.1.4. Запись обозначения покрытия производят в строчку. Способ нанесения покрытия следует писать прописными буквами ТН с точкой в конце, материал покрытия - с прописной буквы, толщину покрытия - арабскими цифрами и через дефис класс покрытия. Например, наносимое газотермическим напылением алюминиевое покрытие толщиной 120 мкм и подвергаемое дополнительной пластической деформации, обозначают ТН.А120-3. Покрытие толщиной 120 мкм, состоящее из сплава алюминия АМц, подвергаемое дополнительной пластической деформации, обозначают ТН.АМц 120-3. Покрытие толщиной 200 мкм, состоящие из сплава цинк-алюминий с массовой долей цинка 80-85%, без дополнительной обработки обозначают ТН.Ц-А (85) 200-1.
1.1.5. В обозначении покрытия, представляющего собой композицию (покрытие, нанесенное из смеси двух и более материалов), после условного обозначения материалов в скобках указывают их объемное соотношение. Например, покрытие толщиной 160 мкм, представляющее собой композицию двух материалов - алюминия и сплава цинк-алюминий с массовой долей цинка в сплаве 80-85% при объемном соотношении материалов композиции 1:1, предназначенное для последующей термообработки, обозначают ТН.А-Ц-А (85)/(1:1) 160-4.
1.1.6. В обозначении многослойных покрытий, в том числе покрытий, состоящих из слоев одного и того же материала, отличающихся свойствами, указывают материал слоев покрытия и толщину в порядке их нанесения. Например, двухслойное покрытие с первым слоем цинка толщиной 40 мкм, внешним слоем алюминия толщиной 160 мкм обозначают ТН.Ц40А160-1.
Слой, представляющий собой композицию, обозначают в соответствии с п.1.1.5.
1.2. Требования к поверхности основного металла
1.2.1. Покрытие рекомендуется наносить на изделие, форма которого позволяет напылить покрытие под углом от 90° до 75° к поверхности изделия. В труднодоступных для напыления покрытия местах допускается уменьшать этот угол до 45°.
1.2.2. Заусенцы, острые кромки, сварочные брызги, остатки флюсов, ржавчина, окалина, формовочная смесь должны быть удалены зачисткой или струйно-абразивной обработкой.
Радиусы на кромках должны быть не менее 1 мм.
1.2.3. Обезжиривание поверхности производят по ГОСТ 9.402* до окончательной струйно-абразивной обработки. Поверхность должна соответствовать первой степени обезжиривания по ГОСТ 9.402.
_______________
* На территории Российской Федерации документ не действует. Действует ГОСТ 9.402-2004, здесь и далее по тексту. - Примечание изготовителя базы данных.
1.2.4. В качестве предпочтительного способа обработки для придания шероховатости поверхности и очистки от окислов рекомендуется струйно-абразивная обработка. В технически обоснованных случаях допускается использовать другие способы обработки поверхности для придания шероховатости.
Степень очистки поверхности от окислов после обработки должна быть не выше второй по ГОСТ 9.402.
1.2.5. При струйно-абразивной обработке стальных изделий с толщиной стенки менее 2 мм следует принять меры, предупреждающие деформацию изделия.
1.2.6. Параметры шероховатости поверхности основного металла после струйно-абразивной обработки ![]() и
и ![]() по ГОСТ 2789 должны соответствовать указанным в табл.2.
по ГОСТ 2789 должны соответствовать указанным в табл.2.
Таблица 2
Материал покрытия | Толщина покрытия, мкм | Параметры шероховатости, мкм | ||||
|
| |||||
Цинк | От | 40 | до | 120 | 6,3-10,0 | 25-40 |
Св. | 120 | " | 200 | 10,0-12,5 | 40-50 | |
Алюминий | От | 60 | " | 120 | 8,0-12,5 | 32-50 |
Св. | 120 | " | 200 | 10,0-12,5 | 40-50 | |
" | 200 | " | 300 | 12,5-16,0 | 50-63 | |
Примечание. При использовании иных способов подготовки поверхности параметры шероховатости устанавливают в соответствующей технической документации на изделия.
1.2.7. Узкие зазоры, глубокие отверстия, карманы и другие труднодоступные места на поверхности изделия должны быть подготовлены к нанесению покрытия в том случае, если их глубина не превышает половины среднего значения поперечного сечения.
1.2.8. На изделия, имеющие царапины, раковины и другие дефекты, которые не влияют на эксплуатационные свойства изделий, могут быть нанесены покрытия, если внутренняя поверхность этих дефектов доступна для ее подготовки под напыление.
1.2.9. Перед напылением поверхность основного металла должна быть сухой и чистой, без остатков окалины, ржавчины, жировых и других загрязнений.
1.3. Требования к используемым материалам
1.3.1. Для струйно-абразивной обработки поверхности применяют сухие, не загрязненные маслом, ржавчиной или другими веществами острогранные абразивные материалы с размером зерна от 0,5 до 1,5 мм.
1.3.2. Для нанесения покрытия применяют цинк и алюминий технической чистоты или их сплавы в виде проволоки или порошка. Химический состав применяемых металлов и сплавов должен соответствовать нормативно-техническим документам на материал.
1.3.3. Поверхность проволоки для напыления покрытия должна быть чистой, без видимых следов коррозии, без вмятин, заусенцев, расслоений и перегибов.
При наличии на проволоке консервационной смазки она должна быть удалена с помощью растворителей или моющих средств по ГОСТ 9.402.
1.3.4. По гранулометрическому составу, физико-химическим свойствам и условиям хранения порошки для напыления должны соответствовать нормативно-технической документации на применяемый материал.
1.3.5. Сжатый воздух, применяемый для подготовки поверхности и напыления покрытия, должен быть очищен от масла и влаги и соответствовать нечетному классу загрязненности (ГОСТ 17433). Оборудование для очистки воздуха выбирается в зависимости от требуемой степени очистки. Методы испытания сжатого воздуха - по ГОСТ 24484.
1.4. Требования к газотермическому напылению
1.4.1. Промежуток времени после подготовки поверхности основного металла до нанесения покрытия не должен превышать 0,5-12 ч в зависимости от категории размещения изделия по ГОСТ 15150 и устанавливается в нормативно-технической документации на конкретное изделие.
Примечание. Для категории размещения 4 допускается увеличивать верхнюю границу этого промежутка времени до 24 ч при отсутствии факторов, ухудшающих качество подготовленной поверхности.
1.4.2. Подготовку поверхности, хранение, транспортирование подготовленных изделий и напыление покрытия следует проводить в условиях, исключающих попадание атмосферных осадков и конденсацию влаги на поверхностях изделий.
Процесс напыления необходимо проводить при температуре воздуха не ниже минус 5 °С.
1.4.3. При ручном напылении слой покрытия наносят перекрывающимися параллельными полосами напыления с перекрытием в одну треть полосы. Для уменьшения разнотолщинности слой покрытия наносят полосами напыления, расположенными перпендикулярно к полосам напыления предыдущего слоя.
1.4.4. При механизированном способе напыления покрытие заданной толщины наносят параллельными полосами напыления с перекрытием, обеспечивающим минимальную разнотолщинность покрытия.
1.4.5. Отслоения (вздутия), следы местной коррозии и другие дефекты покрытия должны устраняться обработкой дефектного участка по п.1.2.4 и повторным нанесением на него покрытия.
Площадь участка, подготовленного под повторное напыление, должна обеспечивать плавное перекрытие ранее нанесенного покрытия вновь наносимым.
1.4.6. При напылении покрытия на изделия, предназначенные для сварки, в месте сварного шва оставляют свободную от покрытия полосу шириной от 10 до 50 мм (в зависимости от толщины свариваемого материала).
Примечание. Допускается напылять покрытия на участки, подвергаемые сварке, если наличие покрытия не ухудшает качества сварного шва. Поврежденное при сварке покрытие восстанавливается в соответствии с п.1.4.5.
1.4.7. Струйно-абразивную обработку сварных швов и дефектных участков рекомендуется проводить неметаллическими абразивами.
1.4.8. При напылении многослойных покрытий, а также необходимости наращивания толщины покрытия (без дополнительной подготовки поверхности) увеличение его толщины необходимо проводить на сухом ранее напыленном покрытии, на поверхности которого не допускаются коррозионные повреждения и другие загрязнения. Разрыв во времени между операциями напыления должен соответствовать требованиям п.1.4.1.
1.5. Требования к покрытию
1.5.1. Покрытия должны соответствовать требованиям, указанным в табл.3.
Таблица 3
Наименование показателя | Требования к покрытию | Пункты методов контроля |
1. Внешний вид | Покрытие должно быть сплошным, однородного цвета, без частиц нерасплавленного металла, без трещин, отслоений (вздутий), следов местной коррозии. Цветовые оттенки не нормируются | 2.3.2 |
2. Шероховатость | Шероховатость покрытия | 2.3.1 |
3. Минимальная толщина | Минимальная толщина покрытия устанавливается в зависимости от назначения покрытия, условий эксплуатации и требуемого срока защиты по табл.5 и 6 приложения 1 | 2.3.4 |
4. Прочность сцепления | Покрытие должно быть прочно сцеплено с основным металлом и не отслаиваться при испытании методом нанесения сетки царапин | 2.3.5, 2.3.6; |
5. Пористость | Значение пористости устанавливается в соответствии с требованиями технологической документации. Для покрытий 1-го класса пористость должна быть не более 20% | 2.3.8, |
6. Коррозионная стойкость | Покрытие должно быть коррозионно-стойким в условиях эксплуатации, для которых оно предназначено | 2.3.7 |
1.5.2. Рекомендуемые минимальные толщины покрытий для некоторых условий эксплуатации приведены в табл.5 и 6 приложения 1.
1.5.3. Допуск по толщине при напылении покрытия на доступные плоские поверхности должен составлять +30% минимальной толщины.
1.5.4. При ручном способе напыления в труднодоступных местах и на поверхностях сложной формы допускается двухкратное увеличение допуска по толщине.
2. МЕТОДЫ КОНТРОЛЯ
2.1. Контроль поверхности основного металла
2.1.1. Соответствие поверхности изделий пп.1.2.1, 1.2.2, 1.2.7 и 1.2.8 контролируют визуально или с применением измерительного инструмента.
2.1.2. Качество обезжиривания поверхности на соответствие п.1.2.3 контролируют по ГОСТ 9.402.
2.1.3. Качество поверхности основного металла после очистки по пп.1.2.2, 1.2.4 оценивают визуально.
2.1.4. Шероховатость поверхности изделия после струйно-абразивной или другой специальной обработки контролируют сравнением с образцами шероховатости визуально или с применением оптических средств, указанных в технической документации на изделие с покрытием. При использовании образцов-свидетелей качество подготовки поверхности можно контролировать также приборами для измерения шероховатости (профилографом, профилометром) с требуемым диапазоном измерения параметров ![]() и
и ![]() .
.
2.2. Контроль газотермического напыления
2.2.1. Технологические параметры процесса контролируют с использованием аппаратурно-приборного оснащения напылительных установок.
2.2.2. Температуру и относительную влажность воздуха контролируют с помощью аппаратуры, позволяющей производить измерение температуры с погрешностью не более ±0,5 °С, влажности - с погрешностью не более ±5%.
2.2.3. Температуру поверхности напыляемых изделий контролируют контактным термометром (термистером). Допускается применять другие средства измерения с погрешностью не более ±0,5 °С.
2.3. Контроль покрытий
2.3.1. Контроль покрытий по показателям, указанным в табл.3, должен осуществляться на готовых изделиях или образцах-свидетелях, изготовленных из того же материала, при тех же параметрах технологического процесса подготовки поверхности и нанесения покрытия, что и контролируемое изделие. Регулярность контроля и номенклатура контролируемых показателей устанавливаются в технической документации на изделие с покрытием (или технологический процесс).
2.3.2. Внешний вид покрытий контролируют визуально. Необходимость применения оптических приборов указывают в документации на изделие с покрытием. Допускается контролировать внешний вид покрытий по эталонам, утвержденным в установленном порядке.
2.3.4. Контроль толщины
2.3.4.1. Для изделий с площадью поверхности до 1 м![]() толщины определяют не менее чем в 10 местах, причем вся поверхность является контролируемой.
толщины определяют не менее чем в 10 местах, причем вся поверхность является контролируемой.
Для изделий с площадью поверхности свыше 1 м![]() методом случайной выборки определяют участок (от каждых 10 м
методом случайной выборки определяют участок (от каждых 10 м![]() поверхности изделия) контролируемой поверхности площадью не менее 1 м
поверхности изделия) контролируемой поверхности площадью не менее 1 м![]() , на котором в 10 местах определяют толщину.
, на котором в 10 местах определяют толщину.
2.3.4.2. Толщина покрытия в любой измеряемой точке должна быть не менее минимальной толщины, установленной в нормативно-технической документации на изделие с учетом абсолютной погрешности измерения. Равномерность толщины определяется по разности максимальной и минимальной толщин в измеряемых точках, которая должна укладываться в установленный допуск (пп.1.5.3. и 1.5.4).
2.3.4.3. Для измерения толщин покрытий рекомендуется применять магнитные толщиномеры с диапазоном измерения от 0 до 500 мкм, относительная погрешность измерения не более 10%.
2.3.4.4. В технически обоснованных случаях допускается измерять толщину покрытия микрометрическим методом.
2.3.4.5. При применении образцов-свидетелей в качестве контрольного метода измерения толщины может использоваться металлографический метод. Толщину покрытия измеряют на поперечном шлифе при 200-кратном увеличении с помощью металлографических микроскопов различных типов.
Изготовление и подготовка шлифов - по ГОСТ 9.302.
Производят не менее пяти измерений по наибольшим выступам профиля слоя покрытия по всей длине шлифа. Толщина покрытия равна среднему арифметическому пяти измерений.
2.3.5. Качественную оценку прочности сцепления покрытия с основным металлом определяют методом нанесения сетки царапин. Для этого на поверхность контролируемого покрытия острием режущего инструмента (твердость материала острия должна быть выше твердости покрытия не менее чем на 30%) наносят сетку царапин, состоящую из квадратов с размерами, указанными в табл.4.
Таблица 4
Площадь, на которую наносят сетку царапин | Расстояние между царапинами, мм | Толщина контролируемого покрытия, мкм |
15х15 мм | 3 | До 200 |
25х25 мм | 5 | Св. 200 |
Царапины прорезают до основного металла.
На контролируемой поверхности не должно быть отслаивания покрытия. После проведения контроля покрытие должно быть восстановлено.
2.3.6. Для определения значения прочности сцепления покрытия с основным металлом рекомендуется использовать метод испытаний на отрыв (см. приложение 2).
2.3.7. Испытания на коррозионную стойкость проводят в эксплуатационных (природных) условиях по ГОСТ 9.909 или по специальным методикам ускоренных испытаний.
2.3.8. Контроль пористости покрытий включает в себя определение открытой пористости (приложение 3).
ПРИЛОЖЕНИЕ 1 (рекомендуемое). РЕКОМЕНДУЕМЫЕ МИНИМАЛЬНЫЕ ТОЛЩИНЫ ПОКРЫТИЙ ДЛЯ РАЗЛИЧНЫХ УСЛОВИЙ ЭКСПЛУАТАЦИИ
ПРИЛОЖЕНИЕ 1
Рекомендуемое
Таблица 5
Рекомендуемые минимальные толщины покрытий для работы изделия на открытом воздухе
Группы условий эксплуатации по ГОСТ 15150 | Вид покрытия | Толщина покрытия, мкм, при сроке защиты, лет | ||
10 | 30 | 50 | ||
2-4 | Алюминий | 120** | 160 | 200 |
Алюминий* | 80** | 120 | 160 | |
Цинк | 120 | 160 | 200 | |
5, 6 | Алюминий | 160** | 200 | 250 |
Алюминий* | 120** | 160** | 200 | |
Цинк | 160*** | - | - | |
7, 8 | Алюминий | 160*** | - | - |
Алюминий* | 120*** | - | - | |
Цинк | 200*** | - | - | |
_________________
* При электродуговом напылении.
** При дополнительной защите одним слоем лакокрасочного покрытия.
*** При дополнительной защите двумя и более слоями лакокрасочного покрытия.
Таблица 6
Рекомендуемые минимальные толщины покрытий для работы изделия в условиях переменного или постоянного погружения в различные среды
Рабочая среда | Вид покрытия | Минимальная толщина, мкм, при сроке защиты, лет | ||
10 | 30 | 50 | ||
Пресная мягкая вода | Алюминий | 160 | 200 | 250 |
Алюминий | 120 | 160 | 200 | |
Алюминий | 80 | 120 | 160 | |
Цинк | 160 | 200 | 250 | |
Пресная жесткая вода | Алюминий | 160 | 200 | 250 |
Алюминий | 120 | 160 | 200 | |
Цинк | 160 | 200 | 250 | |
Цинк | 120 | 160 | 200 | |
Морская вода | Алюминий | 160 | 200 | 250 |
Алюминий | 120 | 160 | 200 | |
Сплав цинк-алюминий (цинк 85% вес.) | 120 | 160 | 200 | |
Горячая вода до 100 °С | Алюминий | 250 | 300 | - |
Алюминий | 200 | 250 | - | |
Минеральные масла | Алюминий | 120 | 160 | 200 |
Алюминий | 80 | 120 | 160 | |
Цинк | 120 | 160 | 200 | |
Нефтепродукты, содержащие серу | Алюминий | 160 | 200 | 250 |
Алюминий | 120 | 160 | 200 | |
Цинк | - | - | - | |
Светлые нефтепродукты | Цинк | 80 | - | - |
_________________![]() При дополнительной защите одним слоем лакокрасочного покрытия.
При дополнительной защите одним слоем лакокрасочного покрытия. ![]() При дополнительной защите двумя и более слоями лакокрасочного покрытия.
При дополнительной защите двумя и более слоями лакокрасочного покрытия. ![]() При электродуговом напылении.
При электродуговом напылении. ![]() Рекомендуемая минимальная толщина 120 мкм при сроке защиты не более 5 лет.
Рекомендуемая минимальная толщина 120 мкм при сроке защиты не более 5 лет.
ПРИЛОЖЕНИЕ 2 (рекомендуемое). МЕТОД ИСПЫТАНИЯ НА ОТРЫВ
ПРИЛОЖЕНИЕ 2
Рекомендуемое
1. Метод заключается в равномерном отрыве покрытия, нанесенного на торец образца, который склеивают с контробразцом без покрытия.
2. Испытания проводят на образцах, имеющих цилиндрическую форму диаметром 25 мм и высотой 16 мм. Толщина покрытия должна быть не менее 0,2 мм.
3. Для повышения прочности клеевого соединения поверхность контробразца подвергается струйно-абразивной обработке.
4. Для склеивания образцов и контробразцов применяют клей на основе эпоксидной смолы, например, марки ЭД-20 по ГОСТ 10587*.
________________
* На территории Российской Федерации действует ГОСТ 10587-84.
Состав клея (в весовых частях):
смола эпоксидная марки ЭД-20 | 100 |
пластификатор (дибутилфталат) | 13 |
отвердитель (полиэтиленполиамин) | 10 |
наполнитель (прокаленный маршалит, портландцемент, окись алюминия или асбест) | 100-200 |
Допустимый разрыв во времени между приготовлением клея и склеиванием не должен быть более 30 мин.
Допускается применять клей другого состава при условии, что он не будет проникать через покрытие до основного металла.
Адгезионная прочность клея должна быть не менее 30 МПа (300 кгс/см![]() ).
).
Адгезионную прочность клея проверяют перед испытанием каждой партии образцов.
Для этого склеивают два контробразца (без покрытия) и проводят испытания на отрыв согласно изложенному ниже.
5. При склеивании необходимо обеспечить совмещение осей испытуемого образца и контробразца с точностью 0,1 мм.
6. Давление на образцы при склеивании равно 0,01-0,02 МПа (0,1-0,2 кгс/см![]() ).
).
7. Натек клея с цилиндрической поверхности образцов удаляют в процессе загустевания клея, когда он находится в пластическом состоянии, или после затвердевания.
8. Склеенные образцы выдерживают при комнатной температуре в течение 3 сут до полного затвердевания клея указанного состава.
9 Для определения прочности сцепления предварительно склеенные образцы (чертеж) закрепляют в специальном центрирующем приспособлении, обеспечивающем соосность при наложении нагрузки, и помещают в испытательную машину.
10. Испытания проводят на испытательных машинах, обеспечивающих плавное нагружение образца при скорости нагружения 1-10 мм/мин.
11. Результат испытания включается в расчет, если разрыв склеенных образцов происходит между покрытием и основным металлом или по покрытию.
В случае разрыва при испытании по слою клея необходимо провести измерение его прочности, корректировку технологии склеивания и проведение дополнительных испытаний.
12. Прочность сцепления покрытия в единичном испытании и собственно клея вычисляют по формуле
![]() ,
,
где ![]() - прочность сцепления, МПа (кгс/см
- прочность сцепления, МПа (кгс/см![]() );
);![]() - разрывное усилие, Н (кгс/см
- разрывное усилие, Н (кгс/см![]() );
);![]() - площадь поперечного сечения образцов, см
- площадь поперечного сечения образцов, см![]() .
.
Прочность сцепления испытуемого покрытия вычисляют как среднее арифметическое результатов пяти испытанных образцов.
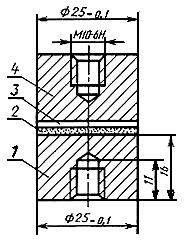
1 - образец; 2 - покрытие; 3 - клеевая прослойка; 4 - контробразец
ПРИЛОЖЕНИЕ 3 (рекомендуемое). ОПРЕДЕЛЕНИЕ ОТКРЫТОЙ ПОРИСТОСТИ ПОКРЫТИЯ ГИДРОСТАТИЧЕСКИМ МЕТОДОМ
ПРИЛОЖЕНИЕ 3
Рекомендуемое
1. Метод основан на измерении массы на воздухе и в воде. Открытую пористость определяют на покрытиях толщиной не менее 100 мкм.
2. Измерения можно производить на образцах любой формы и размеров; ограничением служит предельная масса образцов при взвешивании с аналитической точностью до 0,1 мг.
3. Аппаратура и материалы - по ГОСТ 18898.
4. Для определения открытой пористости образцы взвешивают на воздухе, затем вакуумируют до разрежения 10![]() -10
-10![]() мм рт.ст. и пропитывают водой в течение 30 мин. Пропитанные образцы взвешивают в воде и на воздухе. При взвешивании в воде образцы подвешивают на тонкой нити или проволоке диаметром 0,05-0,1 мм, масса которой учитывается при проведении расчетов. С пропитанных образцов непосредственно перед взвешиванием на воздухе фильтровальной бумагой удаляются излишки влаги. Исключение ошибки, обусловленной испарением с поверхности образца, достигается по крайней мере двукратным взвешиванием через контролируемые интервалы времени (например 15-30 с) и экстраполяцией на исходную массу мокрого образца.
мм рт.ст. и пропитывают водой в течение 30 мин. Пропитанные образцы взвешивают в воде и на воздухе. При взвешивании в воде образцы подвешивают на тонкой нити или проволоке диаметром 0,05-0,1 мм, масса которой учитывается при проведении расчетов. С пропитанных образцов непосредственно перед взвешиванием на воздухе фильтровальной бумагой удаляются излишки влаги. Исключение ошибки, обусловленной испарением с поверхности образца, достигается по крайней мере двукратным взвешиванием через контролируемые интервалы времени (например 15-30 с) и экстраполяцией на исходную массу мокрого образца.
5. Открытую пористость в процентах вычисляют по формуле
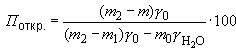 ,
,
где ![]() - масса образца без покрытия, г;
- масса образца без покрытия, г;![]() - масса сухого образца с покрытием на воздухе, г;
- масса сухого образца с покрытием на воздухе, г;![]() - масса пропитанного образца с покрытием в воде, г;
- масса пропитанного образца с покрытием в воде, г;![]() - масса пропитанного образца с покрытием на воздухе, г;
- масса пропитанного образца с покрытием на воздухе, г;![]() - плотность материала основы, г/см
- плотность материала основы, г/см![]() ;
;![]() - плотность воды, г/см
- плотность воды, г/см![]() .
.