ГОСТ 8907-87
Группа Г44
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
МАШИНЫ ЛИТЕЙНЫЕ СТЕРЖНЕВЫЕ ПЕСКОДУВНЫЕ
Общие технические условия
Sandblast core casting machines. General specifications
ОКП 38 4123
Дата введения 1990-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
РАЗРАБОТЧИКИ
В.Д.Богашев, канд. техн. наук; Т.М.Мореева (руководитель темы)
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 18.12.87 N 4692
3. Стандарт полностью соответствует СТ СЭВ 4991-85, СТ СЭВ 6050-87; стандарт соответствует СТ СЭВ 3110-87 в части рабочей емкости резервуара
4. ВЗАМЕН ГОСТ 8907-79
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 2.601-95 | 2.9 |
ГОСТ 9.014-78 | 2.11 |
ГОСТ 12.2.046.0-90* | 2.6 |
ГОСТ 2991-85 | 2.12 |
ГОСТ 10198-91 | 2.12 |
ГОСТ 10580-74 | 2.1; 2.10; 3.1; 3.2; 5.1; 5.4 |
ГОСТ 14192-96 | 5.3 |
ГОСТ 15150-69 | 5.4 |
ГОСТ 15846-79 | 2.13; 5.2 |
ГОСТ 23170-78 | 2.12 |
ГОСТ 24016-80 | 4.4 |
ГОСТ 26583-85 | 6.3 |
СТ СЭВ 3110-87 | Вводная часть, приложение 1 |
______________
* На территории Российской Федерации действует ГОСТ 12.2.046.0-2004 . - Примечание изготовителя базы данных.
6. Ограничение срока действия снято по протоколу N 4-93 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 4-94)
7. ПЕРЕИЗДАНИЕ (октябрь 1998 г.) с Изменением N 1, утвержденным в ноябре 1988 г. (ИУС 2-89)
Настоящий стандарт распространяется на однопозиционные модернизируемые, вновь проектируемые и серийно выпускаемые стержневые машины, предназначенные для изготовления твердеющих в оснастке песчаных стержней пескодувным способом.
Стандарт не распространяется на стержневые машины, предназначенные для изготовления в нагреваемой оснастке песчаных оболочковых стержней из сухих смесей.
Степень соответствия настоящего стандарта СТ СЭВ 3110 приведена в приложении 1.
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Машины должны изготавливаться следующих типов и исполнений:
тип 1 - для использования стержневой оснастки с вертикальной плоскостью разъема;
тип 2 - для использования стержневой оснастки с горизонтальной плоскостью разъема;
исполнения А - с устройствами для нагрева стержневой оснастки;
исполнения Б - с устройствами для подготовки и подачи газоотвердителя (воздуха) смеси и нейтрализации отходящих газов.
1.2. Основные параметры и размеры машин должны соответствовать указанным в таблице.
Наименование основных параметров и размеров | Норма | ||||||||
Наибольший объем стержня, дм | 1,6 | 4,0 | 10,0 | 25,0 | 63,0 | 100,0 | 160,0 | ||
Наибольшая масса стержня, кг | 2,5 | 6,3 | 12,0 | 25,0 | 50,0 | 100,0 | 150,0 | ||
Рабочая емкость резервуара, дм | 2,5 | 6,3 | 16,0 | 40,0 | 100,0 | 160,0 | 250,0 | ||
Габаритные размеры стержневых | Тип 1 | Длина | 300 | 400 | 600 | 900 | (750) | (1000) | (1100) |
Ширина | 200 | 320 | 500 | 600 | (600) | (750) | (900) | ||
Высота | 150 | 200 | 200 | 300 | (750) | (700) | (800) | ||
Тип 2 | Длина | 300 | 400 | 600 | 900 | 1100 | 1300 | 1500 | |
Ширина | 200 | 320 | 500 | 600 | 800 | 1000 | 1200 | ||
Высота | 150 | 200 | 200 | 300 | 300 | 350 | 400 | ||
Продолжительность цикла, с, не более | Исполнение А | 15 | 18 | 20 | 30 | 30 | 45 | 45 | |
Исполнение Б | 24 | 30 | 36 | 48 | 55 | 66 | 100 | ||
Примечания:
1. В таблице под длиной и шириной стержневого ящика понимают его размеры в плоскости разъема, а под высотой - суммарный размер двух половин ящика, перпендикулярный плоскости разъема.
2. Размеры стержневых ящиков, заключенные в скобки, при новом проектировании не применять, параметр "наибольшая масса стержня" приведен справочно.
3. По заказу потребителя должны изготавливать машины с наибольшим объемом стержня 2,5 дм![]() и рабочей емкостью резервуара 4,5 дм
и рабочей емкостью резервуара 4,5 дм![]() или 3,2 дм
или 3,2 дм![]() на базе типоразмера с наибольшим объемом стержня 16 дм
на базе типоразмера с наибольшим объемом стержня 16 дм![]() .
.
4. Продолжительность цикла указана без учета продолжительности отверждения стержня, операций извлечения отъемных частей оснастки и выдачи стержня из машины.
1.3. Цикловую производительность ![]() , съемов/ч, рассчитывают по формуле
, съемов/ч, рассчитывают по формуле
![]() ,
,
где ![]() - продолжительность цикла, с;
- продолжительность цикла, с; ![]() - время отверждения стержня, с;
- время отверждения стержня, с; ![]() - время на операцию извлечения отъемных частей оснастки, выдачи стержня из машины, с.
- время на операцию извлечения отъемных частей оснастки, выдачи стержня из машины, с.
1.4. Показатели удельной массы и удельных расходов энергии должны быть установлены в технических условиях на конкретные модели.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Машины должны изготавливать в соответствии с требованиями настоящего стандарта, ГОСТ 10580* по рабочим чертежам, утвержденным в установленном порядке.
________________
* На территории Российской Федерации действует ГОСТ 10580-2006. Здесь и далее. - Примечание изготовителя базы данных.
2.2. Конструкция машин должна обеспечивать:
для исполнения А:
автоматическое выполнение операций сборки и скрепления стержневого ящика; опускания и прижима резервуара к стержневому ящику или подъем стержневого ящика и прижим к резервуару; вдува стержневой смеси; выхлопа отработанного воздуха; подъема и отвода резервуара для загрузки; загрузки резервуара смесью; подпрессовки остатков стержневой смеси во вдувных отверстиях; нагрева и поддержания температуры оснастки; обдува и опрыскивания оснастки;
для исполнения Б:
операции продувки газообразным катализатором или воздухом, раскрытия половин стержневого ящика, ввода и извлечения опустошителей и отъемных частей оснастки; ввода приемного устройства; приема стержня и удаления стержня за пределы рабочего пространства.
Перечень автоматизированных операций может быть уточнен по требованию заказчика.
2.3. Установленный ресурс до первого капитального ремонта должен быть не менее 8,0 тыс.ч.
2.4. В технических условиях на конкретные модели машин должны быть установлены показатели надежности:
установленная безотказная наработка в сутки;
установленная безотказная наработка в неделю;
установленная безотказная наработка;
объединенная удельная трудоемкость технических обслуживаний и ремонтов.
Значения показателей надежности машин - в соответствии с отраслевой нормативно-технической документацией.
Критерии отказов и предельных состояний устанавливают в технических условиях на конкретную машину.
2.5. Давление сжатого воздуха в подводящем трубопроводе машин должно быть в пределах 0,50-0,62 МПа.
2.6. Требования безопасности и производственной санитарии - по ГОСТ 12.2.046.
2.7. Машины должны быть снабжены предохранительными устройствами и (или) блокировками, исключающими:
самопроизвольное перемещение механизмов неработающей машины;
перемещение в результате случайного воздействия;
несовместимые одновременные движения механизмов;
перегрузки механизмов;
продолжение или начало рабочего цикла при незакрытом ограждении.
2.8. Конструкция машины должна предусматривать устройства для удаления вредных выделений и пыли, а исполнения Б - для сбора и нейтрализации отходящих газов.
2.9. В комплект машины должны входить: соединительные трубо-электропроводы, предназначенные для соединения составных, отдельно устанавливаемых частей машины при их монтаже; запасные части, приспособления и принадлежности в соответствии с ведомостью ЗИП по ГОСТ 2.601*.
______________
* На территории Российской Федерации действует ГОСТ 2.601-2006. - Примечание изготовителя базы данных.
2.10. Маркировка, упаковка - по ГОСТ 10580 и техническим условиям на конкретную модель.
2.11. Перед упаковкой машина должна быть законсервирована. Способ консервации - по ГОСТ 9.014 и техническим условиям на конкретную модель.
2.12. Общие требования к упаковке машин - по ГОСТ 23170.
Машина в сборе или отдельные сборочные единицы должны быть упакованы в деревянные ящики по ГОСТ 10198.
Комплект монтажных и запасных частей, инструмент и принадлежности должны быть упакованы в отдельный деревянный ящик по ГОСТ 2991.
2.13. Маркировка, упаковка машин, предназначенных для районов Крайнего Севера и труднодоступных районов, - по ГОСТ 15846*.
________________
* На территории Российской Федерации действует ГОСТ 15846-2002. Здесь и далее. - Примечание изготовителя базы данных.
2.14. Документация должна быть упакована в соответствии с требованиями отраслевой нормативно-технической документации.
2.15. Используемые стержневые смеси должны соответствовать технологическим возможностям конкретной машины.
(Введен дополнительно, Изм. N 1).
3. ПРИЕМКА
3.1. Для проверки соответствия машин требованиям ГОСТ 10580, настоящего стандарта и технических условий на конкретную машину предприятие-изготовитель должно проводить приемо-сдаточные или периодические испытания.
3.2. Объемы и последовательность испытаний, а также испытаний по надежности - по ГОСТ 10580.
3.3. При приемо-сдаточных испытаниях машина должна быть подвергнута проверке на нормы точности.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Испытание на холостом ходу следует проводить не менее, чем двадцатикратным повторением работы каждого механизма машины в отдельности в пооперационном режиме и не менее двух часов непрерывной работы машины в целом в полуавтоматическом и автоматическом режимах.
Механизмы и машина в целом должны работать в соответствии с надписями у кнопок управления в установленной циклограммой последовательности и безотказно.
4.2. Испытание машины в работе следует проводить не менее, чем двадцатикратным повторением цикла работы машины в автоматическом и полуавтоматическом режимах.
Машина и ее системы - пневматическая, гидравлическая, электрическая, газовая - должны работать стабильно, обеспечивая получение не менее чем двадцати пяти стержней с наибольшим объемом и при продолжительности цикла в соответствии с таблицей; зависания смеси в рабочем резервуаре не должно быть.
Качество стержней контролируют визуально. Рабочая поверхность и форма стержня должна быть четкой, строго соответствовать форме полости ящика, без выкрашиваний углов, кромок.
4.3. Испытание работы средств и устройств, обеспечивающих безопасность обслуживания, должно проводиться:
а) включением вдува при неприжатом к стержневой оснастке резервуаре.
б) включением вдува при открытом резервуаре (при наличии шиберного устройства).
Должна быть обеспечена невозможность вдува до прижима рабочего резервуара к стержневой оснастке и при открытом резервуаре.
4.4. Общие требования к методам и средствам контроля точности - по ГОСТ 24016.
4.5. Проверке на точность должны подвергать базовые поверхности машин: поверхности столов, рольганги, служащие опорой для стержневого ящика при заполнении его смесью, направляющие перемещения резервуара.
4.6. Устанавливают следующие проверки и нормы точности машин.
Проверка 1. Отклонение от прямолинейности опоры для стержневого ящика, направляющих передвижения рабочего резервуара и механизма разборки.
Предельное отклонение - 0,10 мм на длине 1000 мм.
Метод проверки
На проверяемую поверхность рабочей поверхностью прикладывают поверочную линейку. Зазор между рабочей поверхностью поверочной линейки и проверяемой поверхностью измеряют щупом.
Отклонение от прямолинейности плоской опоры контролируют в различных направлениях, отклонение от прямолинейности направляющих и опор в виде планок контролируют только в продольном направлении.
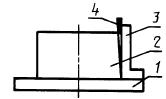
Проверка 2. Отклонение от параллельности опоры для стержневого ящика и фланца крепления насадки; плит крепления стержневого ящика или зажимов (черт.1).
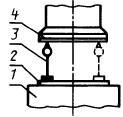
Черт.1
Предельное отклонение - 0,95 мм на длине 1000 мм.
Метод проверки
На рабочую поверхность опоры 1 устанавливают на поверочной линейке 2 индикатор 3 так, чтобы его измерительный наконечник касался поверхности 4 при нижнем положении опоры для стержневого ящика и в отведенном положении подвижной плиты (зажима).
Отклонение определяют как разность наибольшего и наименьшего показаний индикатора при его перемещении по периметру фланца или неподвижной плиты.
Проверка 3. Плотность контакта стержневого ящика и фланца крепления насадки (тип 1), насадки и рабочего резервуара, прижима стержневого ящика плитами, зажимами (тип 2) (черт.2).
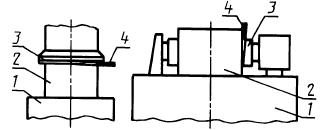
Черт.2
Предельное отклонение - 0,10 мм.
Метод проверки
На рабочую поверхность опоры 1 устанавливают стержневой ящик или заменяющий его плоскопараллельный брус 2 и прижимают с максимальным усилием к опорной поверхности 3.
Зазор между соприкасающимися поверхностями измеряют щупом 4 по всему периметру стыка.
Проверка 4. Отклонение от перпендикулярности плоскостей плит и упоров боковых зажимов поверхности опоры для стержневого ящика (черт.3).
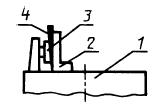
Черт.3
Предельное отклонение - 0,15 мм.
Метод проверки
На рабочую поверхность опоры 1 для стержневого ящика устанавливают поверочный угольник 2 так, чтобы его измерительная поверхность касалась плоскости упора бокового зажима (плиты) 3.
Зазор между измерительной поверхностью угольника и упором (плитой) измеряют щупом.
4.7. Подтверждение показателей надежности машин - по отраслевой нормативно-технической документации и техническим условиям на конкретную модель машины.
4.8. Нормы точности и методы проверок технологической оснастки стержневых пескодувных машин даны в приложении 2.
4.9. У машин, снабженных устройствами автоматической компенсации отклонений или самоустановки поверхностей, нормы точности по компенсируемым параметрам не проверяют.
(Введен дополнительно, Изм. N 1).
5. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Транспортирование и хранение - по ГОСТ 10580 и техническим условиям на конкретную модель.
5.2. Транспортирование и хранение машин, предназначенных для районов Крайнего Севера и труднодоступных районов, - по ГОСТ 15846.
5.3. Транспортная маркировка - по ГОСТ 14192.
Манипуляционные знаки, основные, дополнительные и информационные надписи, место и способ их выполнения должны быть указаны в технических условиях на конкретную модель.
5.4. Условия хранения - по ГОСТ 10580 и ГОСТ 15150.
6. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ
6.1. При технических осмотрах машины, проводимых не реже одного раза в две недели, необходимо контролировать затяжку крепежа на крышках, фланцах и всех соединениях гидравлической и пневматической систем и систем управления.
6.2. Проверку уплотнений, стыков и трубопроводов гидравлической системы на герметичность необходимо проводить не менее одного раза в шесть месяцев давлением на 25% выше рабочего в течение 5 мин.
Уплотнения, утратившие герметичность, должны быть заменены.
6.3. Монтаж и эксплуатация машин должны соответствовать требованиям ГОСТ 26583.
7. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
7.1. Изготовитель гарантирует соответствие пескодувных стержневых машин требованиям настоящего стандарта при соблюдении условий транспортирования, хранения, монтажа и эксплуатации.
7.2. Гарантийный срок эксплуатации - 18 мес со дня ввода машины в эксплуатацию.
ПРИЛОЖЕНИЕ 1 (справочное). СООТВЕТСТВИЕ ГОСТ 8907-87 СТ СЭВ 3110-87
ПРИЛОЖЕНИЕ 1
Справочное
Таблица разд.1 ГОСТ 8907 соответствует по 2.12 СТ СЭВ 3110 в части значений рабочей емкости резервуара 3,2; 6,3; 16; 40; 100 и 160 дм![]() .
.
(Измененная редакция, Изм. N 1).
ПРИЛОЖЕНИЕ 2 (справочное). НОРМЫ ТОЧНОСТИ И МЕТОДЫ ПРОВЕРОК ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ СТЕРЖНЕВЫХ ПЕСКОДУВНЫХ МАШИН
ПРИЛОЖЕНИЕ 2
Справочное
Проверка 1. Отклонение от прямолинейности рабочих и опорных поверхностей транспортной и сушильных плит, стержневого ящика, надувной плиты и рабочей поверхности насадки.
Предельное отклонение - 0,10 мм на длине 1000 мм.
Метод проверки
Зазор между проверяемой поверхностью и приложенной к ней в различных направлениях поверочной линейкой измеряют щупом.
Проверка 2. Отклонение от параллельности рабочих и опорных поверхностей стержневого ящика, транспортной и сушильной плит, надувной плиты и насадки (черт.4).
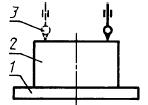
Черт.4
Предельное отклонение - 0,15 мм на длине 1000 мм.
Метод проверки
На поверочную плиту 1 опорной поверхностью устанавливают проверяемое изделие 2 и индикатор 3 так, чтобы его измерительный наконечник касался рабочей поверхности проверяемого изделия.
Отклонение определяют как разность наибольшего и наименьшего показаний индикатора при его перемещении по периметру проверяемого изделия.
Проверка 3. Отклонение от перпендикулярности опорной и боковых поверхностей стержневого ящика с вертикальным разъемом (черт.5).
Черт.5
Предельное отклонение - 0,15 мм
Метод проверки
На поверочную плиту 1 опорной поверхностью устанавливают стержневой ящик 2 и поверочный угольник 3 так, чтобы его измерительная поверхность касалась боковой поверхности стержневого ящика.
Зазор между измерительной поверхностью угольника и боковой поверхностью стержневого ящика измеряют щупом 4.