ГОСТ 8838-81
Группа Д44
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СОЕДИНЕНИЯ КОНИЧЕСКИЕ СУДОВЫХ ВАЛОПРОВОДОВ
Типы, конструкция и размеры
Shaftline conical joints. Types, constructions and dimensions
ОКП 64 4620, ЕСКД 36 4410
Дата введения 1983-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 28.09.81 N 4407
2. ВЗАМЕН ГОСТ 8838-74
3. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта, приложения |
ГОСТ 380-94 | 4.10 |
ГОСТ 885-77 | Приложение 4 |
ГОСТ 1050-88 | 4.10 |
ГОСТ 1491-80 | Приложение 2 |
ГОСТ 5915-70 | Приложение 1 |
ГОСТ 6424-73 | 4.5.2 |
ГОСТ 6636-69 | 1.3.2, 1.4.2, 1.5.9, 2.1.2, 2.1.5, 2.2.2, 2.2.4, 2.2.6, 3.1.3, 3.1.11, 3.2.3, 3.2.5, 3.2.7, 4.5.2, 4.5.4, 4.5.5, 4.5.6, приложение 2 |
ГОСТ 8054-81 | 3.1.13 |
ГОСТ 8479-70 | 3.2.13, 3.3.13, приложение 2 |
ГОСТ 8536-79 | 3.2.13, 3.3.13 |
ГОСТ 8790-79 | Приложение 2 |
ГОСТ 10549-80 | 2.2.3 |
ГОСТ 10605-94 | Приложение 1 |
ГОСТ 10748-79 | Приложение 2 |
ГОСТ 12081-72 | 2.1 |
ГОСТ 12202-66 | Приложение 4 |
ГОСТ 13535-87 | 2.1.2 |
ГОСТ 14034-74 | 2.2.7 |
ГОСТ 19354-74 | 1.4.3, 3.2.8, приложение 1 |
ГОСТ 20884-82* | Приложение 1 |
ГОСТ 23360-78 | Приложение 2 |
ГОСТ 24725-81 | 1.3.1, 1.4.1, 1.5.1 |
______________
* На территории Российской Федерации действует ГОСТ Р 50892-96.
4. Ограничение срока действия снято Постановлением Госстандарта от 30.06.92 N 617
5. ПЕРЕИЗДАНИЕ (январь 1998 г.) с Изменениями N 1, 2, утвержденными в июне 1987 г., апреле 1994 г. (ИУС 9-87, 7-94)
Настоящий стандарт устанавливает типы, конструкцию и номинальные размеры жестких разъемных конических соединений судовых валопроводов, включая соединения их с главными двигателями и движителями, а также с упругими муфтами и редукторами, входящими в состав судовых движительных установок.
(Измененная редакция, Изм. N 1, 2).
1. ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ СОЕДИНЕНИЙ
1. ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ СОЕДИНЕНИЙ
1.1. Жесткие разъемные конические соединения судовых валопроводов должны соответствовать следующим четырем типам:
I - прессовое соединение вала с гребным винтом;
II - прессовое соединение вала с фланцевой полумуфтой, зафиксированной концевой гайкой;
III - прессовое соединение вала с фланцевой полумуфтой без концевой гайки;
IV - прессовое соединение валов безфланцевой муфтой.
1.2. Условия применения конических соединений
1.2.1. Соединения типа I применяют при гребных винтах фиксированного шага (ВФШ).
1.2.2. Соединения типа II на судах Минморфлота применяют по согласованию с ним.
На судах, подведомственных Заказчику, применение соединений типа II предпочтительнее соединений типа III.
1.2.3. Соединения типов III и IV на судах Минречфлота применяют по согласованию с ним и с Речным Регистром РСФСР.
1.2.4. Соединения типа IV применяют преимущественно для соединения валов, устанавливаемых на жестких опорах в виде подшипников качения или баббитовых подшипников скольжения.
При применении этого типа соединений частота вращения валопровода не должна превышать 6 с![]() (360 об/мин).
(360 об/мин).
1.2.5. Соединения типов II-IV для гребных валов следует применять с обеспечением условий, исключающих выход гребного вала из дейдвудного уплотнения при разобщениях соединений (при разборках их на плаву, при перегрузках, при ослаблении натяга и т.п.), особенно при применении соединений типов III и IV, не имеющих концевых гаек.
1.2.6. Соединения с диаметрами валов более 940 мм или с длинами концов валов более 1800 мм применяют по согласованию с предприятием-изготовителем.
1.2.7. Соединения типов I-IV, при необходимости, допускается выполнять с конструктивными особенностями, руководствуясь при этом указаниями приложения 1 и обеспечивая при их разработке соответствие неизменяющейся части конструкции соединения требованиям настоящего стандарта.
Окончательное решение о применении таких соединений принимает заказчик судна при рассмотрении технических проектов валопроводов, главных двигателей, движителей, редукторов и упругих муфт, входящих в состав судовых движительных установок.
1.2.8. Соединения типов I и II, при необходимости применения шпонок, выполняют с учетом указаний приложений 1 и 2.
1.2.9. Расчет несущей способности конических соединений приведен в приложении 3.
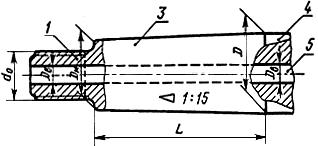
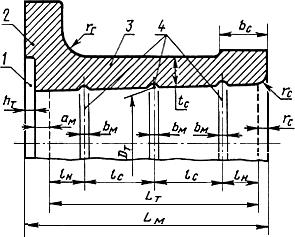
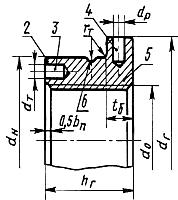
1.3. Соединение типа I и его основные размеры должны соответствовать указанным на черт.1 и требованиям, установленным в пп.1.3.1-1.3.5.
Черт.1. - Соединение типа I и его основные размеры
Тип I
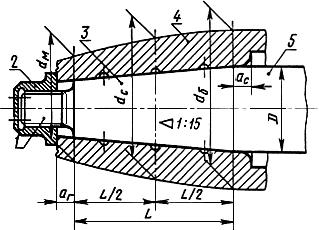
1 - резьбовой хвостовик; 2 - концевая гайка; 3 - конус вала; 4 - ступица гребного ВФШ; 5 - вал
Черт.1
1.3.1. Диаметр большего основания конуса вала ![]() (здесь и в соединениях типов II и III) должен соответствовать размерному ряду диаметров по ГОСТ 24725.
(здесь и в соединениях типов II и III) должен соответствовать размерному ряду диаметров по ГОСТ 24725.
1.3.2. Длину конуса вала ![]() выбирают из основных рядов по ГОСТ 6636 с предпочтительным применением размеров 50, 60, 70 мм и далее из ряда
выбирают из основных рядов по ГОСТ 6636 с предпочтительным применением размеров 50, 60, 70 мм и далее из ряда ![]() 20 с обеспечением условия
20 с обеспечением условия
![]() . (1)
. (1)
1.3.3. Предварительные значения установочных размеров ![]() и
и ![]() , мм, вычисляют по формулам:
, мм, вычисляют по формулам:
![]() ;
; ![]() , (2)
, (2)
где ![]() и
и ![]() - см. таблицу приложения 4.
- см. таблицу приложения 4.
Окончательные значения ![]() и
и ![]() - см. пп.3.1.3 и 3.1.11.
- см. пп.3.1.3 и 3.1.11.
(Измененная редакция, Изм. N 2).
1.3.4. Остальные размеры деталей и элементов соединения типа I, а также окончательные значения установочных размеров ![]() и
и ![]() - см. пп.2; 3.1; 3.4 и 4.
- см. пп.2; 3.1; 3.4 и 4.
1.3.5. Показатель ![]() , характеризующий среднюю относительную величину центральной расточки ступицы ВФШ, вычисляют по формуле
, характеризующий среднюю относительную величину центральной расточки ступицы ВФШ, вычисляют по формуле
![]() , (3)
, (3)
где ![]() - диаметр большего основания конуса вала, мм;
- диаметр большего основания конуса вала, мм;![]() - толщина стенки гильзы, мм (см. приложение 1);
- толщина стенки гильзы, мм (см. приложение 1);![]() - конусность в соединении;
- конусность в соединении;![]() - длина конуса вала, мм;
- длина конуса вала, мм;![]() ,
, ![]() ,
, ![]() - наружные диаметры ступицы ВФШ, мм
- наружные диаметры ступицы ВФШ, мм
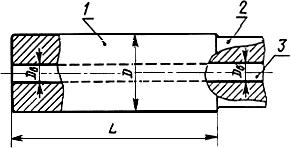
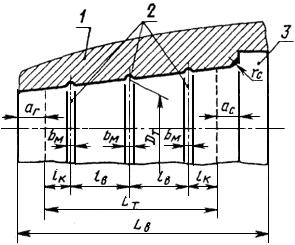
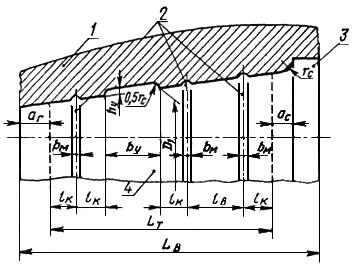
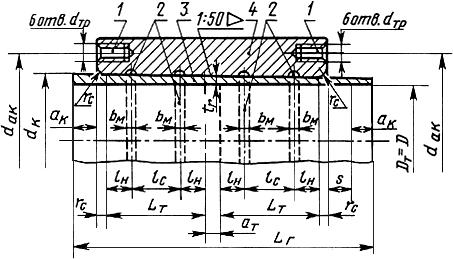
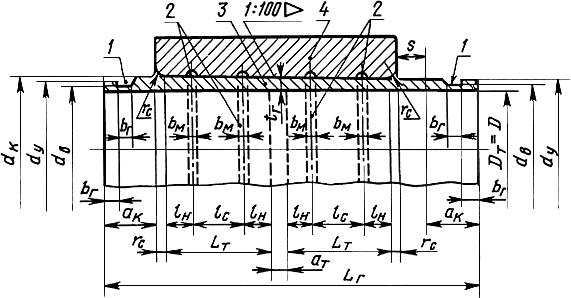
1.4. Соединения типов II и III и их основные размеры должны соответствовать указанным на черт.2 и 3 и требованиям, установленным в пп.1.4.1-1.4.9.
Черт.2,3. - Соединения типов II и III и их основные размеры
Тип II
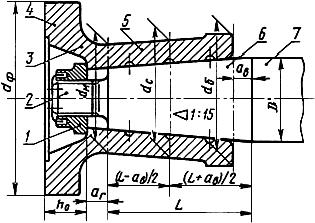
1 - концевая гайка; 2 - резьбовой хвостовик; 3 - колокол полумуфты; 4 - фланец полумуфты; 5 - ступица полумуфты; 6 - конус вала; 7 - вал
Черт.2
Тип III
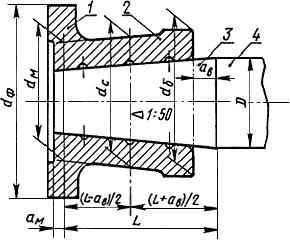
1 - фланец полумуфты; 2 - ступица полумуфты; 3 - конус вала; 4 - вал
Черт.3
1.4.1. Диаметр большего основания конуса вала - по ГОСТ 24725.
1.4.2. Длину конуса вала ![]() выбирают из ряда
выбирают из ряда ![]() 40 по ГОСТ 6636 с применением ближайшего из значений, соответствующих условию
40 по ГОСТ 6636 с применением ближайшего из значений, соответствующих условию
![]() , (4)
, (4)
где ![]() 5 мм.
5 мм.
1.4.3. Наружный диаметр фланца ![]() - по ГОСТ 19354.
- по ГОСТ 19354.
1.4.4. Установочные размеры ![]() и
и ![]() , мм, вычисляют по формулам:
, мм, вычисляют по формулам:
![]() ;
; ![]() , (5)
, (5)
где ![]() - см. таблицу приложения 4.
- см. таблицу приложения 4.
1.4.5. Наружный торцевой диаметр ступицы полумуфты ![]() , мм, выбирают из ряда чисел, кратных 2 или 5, с применением ближайшего из значений, соответствующих условию
, мм, выбирают из ряда чисел, кратных 2 или 5, с применением ближайшего из значений, соответствующих условию
![]() , (6)
, (6)
где ![]() - диаметр большего основания конуса вала, мм;
- диаметр большего основания конуса вала, мм;![]() - толщина стенки гильзы, мм (см. приложение 1);
- толщина стенки гильзы, мм (см. приложение 1);
![]() 5 мм.
5 мм.
1.4.6. Наружные диаметры полумуфты ![]() и
и ![]() , мм, вычисляют по формулам:
, мм, вычисляют по формулам:
![]() ; (7)
; (7)
![]() , (8)
, (8)
где ![]() - см. п.1.4.5;
- см. п.1.4.5;![]() - конусность в соединении;
- конусность в соединении;![]() - длина конуса вала, мм;
- длина конуса вала, мм;![]() - установочный размер, мм.
- установочный размер, мм.
При этом необходимо соблюдать условие в п.3.2.2.
(Измененная редакция, Изм. N 2).
1.4.7. Предварительные значения установочного размера ![]() и глубины колокола ступицы
и глубины колокола ступицы![]() , мм, в соединении типа II вычисляют по формулам:
, мм, в соединении типа II вычисляют по формулам:
![]() ; (9)
; (9)
![]() ; (10)
; (10)
где ![]() - см. таблицу приложения 4;
- см. таблицу приложения 4;![]() - диаметр большего основания конуса вала, мм;
- диаметр большего основания конуса вала, мм;![]() - толщина стенки гильзы, мм;
- толщина стенки гильзы, мм;
![]() 5 мм.
5 мм.
1.4.8. Остальные размеры деталей и элементов соединений типов II и III, а также окончательные значения ![]() и
и ![]() - см. пп.2; 3.2; 3.4 и 4.
- см. пп.2; 3.2; 3.4 и 4.
1.4.9. Показатель ![]() , характеризующий среднюю относительную величину центральной расточки ступицы полумуфты, вычисляют по формуле
, характеризующий среднюю относительную величину центральной расточки ступицы полумуфты, вычисляют по формуле
![]() , (11)
, (11)
где ![]() - диаметр большего основания конуса вала, мм;
- диаметр большего основания конуса вала, мм;![]() - толщина стенки гильзы, мм;
- толщина стенки гильзы, мм;![]() - конусность в соединении;
- конусность в соединении;![]() - длина конуса вала, мм;
- длина конуса вала, мм;![]() - установочный размер, мм;
- установочный размер, мм;![]() - наружный торцевой диаметр ступицы полумуфты, мм;
- наружный торцевой диаметр ступицы полумуфты, мм;![]() ,
, ![]() - наружные диаметры полумуфты, м
- наружные диаметры полумуфты, м
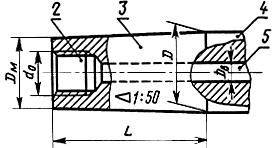
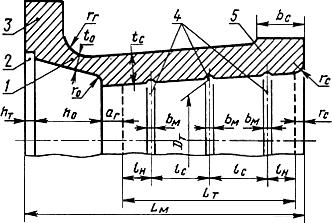
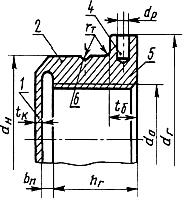
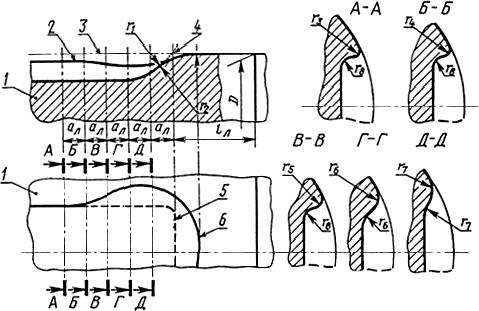
1.5. Соединение типа IV и его основные размеры должны соответствовать указанным на черт.4 и требованиям, установленным в пп.1.5.1-1.5.11.
Черт.4. - Соединение типа IV и его основные размеры
Тип IV
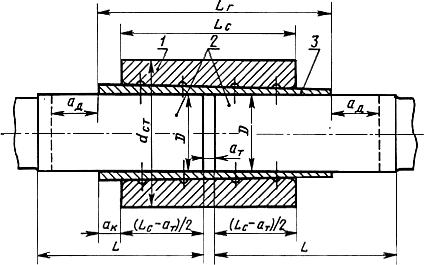
1 - ступица муфты; 2 - цилиндрические концы валов; 3 - коническо-цилиндрическая гильза
Черт.4
1.5.1. Диаметр конца вала ![]() - по ГОСТ 24725.
- по ГОСТ 24725.
1.5.2. Наружный диаметр ступицы муфты ![]() , мм, выбирают из ряда чисел, кратных 2 или 5, с применением ближайшего из значений, соответствующих условиям:
, мм, выбирают из ряда чисел, кратных 2 или 5, с применением ближайшего из значений, соответствующих условиям:
при 70 мм![]() 140 мм
140 мм
![]() ; (12)
; (12)
при ![]() 140 мм
140 мм
![]() , (13)
, (13)
где ![]() 5 мм.
5 мм.
1.5.3. Конусность ![]() в сопряжении гильзы со ступицей принимают:
в сопряжении гильзы со ступицей принимают:
при 70 мм![]() 140 мм
140 мм
![]() 1:50;
1:50;
при ![]() 140 мм
140 мм
![]() 1:100.
1:100.
1.5.4. Установочный размер ![]() должен быть не менее продольного габарита домкрата, предназначенного для сборки-разборки соединения.
должен быть не менее продольного габарита домкрата, предназначенного для сборки-разборки соединения.
1.5.5. Установочный размер ![]() , мм, предусматриваемый в п.3.3.14 приложения 1, принимают равным не более 2
, мм, предусматриваемый в п.3.3.14 приложения 1, принимают равным не более 2![]() (где
(где ![]() - см. таблицу приложения 4).
- см. таблицу приложения 4).
1.5.6. Длину ступицы ![]() , мм, выбирают из ряда чисел, кратных 5, с применением ближайшего из значений, соответствующих условию
, мм, выбирают из ряда чисел, кратных 5, с применением ближайшего из значений, соответствующих условию
![]() , (14)
, (14)
где ![]() - см. п.1.5.5.
- см. п.1.5.5.
1.5.7. Установочный размер ![]() , мм, вычисляют по формулам:
, мм, вычисляют по формулам:
при 70 мм![]() 140 мм
140 мм
![]() ; (15)
; (15)
при ![]() 140 мм
140 мм
![]() . (16)
. (16)
1.5.8. Длину гильзы ![]() , мм, предварительно вычисляют по формулам:
, мм, предварительно вычисляют по формулам:
при 70 мм![]() 140 мм
140 мм
![]() ; (17)
; (17)
при ![]() 140 мм
140 мм
![]() , (18)
, (18)
где ![]() 5 мм.
5 мм.
1.5.9. Длину конца вала ![]() , мм, выбирают из рядов по ГОСТ 6636, с применением ближайшего из значений, соответствующих условию:
, мм, выбирают из рядов по ГОСТ 6636, с применением ближайшего из значений, соответствующих условию:
![]() .
.
Допускается, при необходимости, один из концов валов ![]() уменьшить до других значений по ГОСТ 6636, но с обеспечением установочного размера
уменьшить до других значений по ГОСТ 6636, но с обеспечением установочного размера ![]() (см. п.1.5.4).
(см. п.1.5.4).
1.5.10. Остальные размеры деталей и элементов соединения, а также окончательное значение ![]() - см. пп.2; 3.3 и 3.4.
- см. пп.2; 3.3 и 3.4.
1.5.11. Показатель ![]() , характеризующий среднюю относительную величину центральной расточки ступицы бесфланцевой муфты, вычисляют по формуле
, характеризующий среднюю относительную величину центральной расточки ступицы бесфланцевой муфты, вычисляют по формуле
![]() , (19)
, (19)
где ![]() - диаметр конца вала, мм;
- диаметр конца вала, мм;![]() - конусность в соединении;
- конусность в соединении;![]() - длина гильзы, мм;
- длина гильзы, мм; ![]() - наружный диаметр ступицы муфты, мм.
- наружный диаметр ступицы муфты, мм.
2. КОНСТРУКЦИЯ И РАЗМЕРЫ КОНЦОВ ВАЛОВ
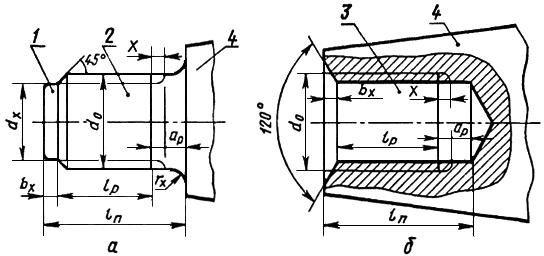
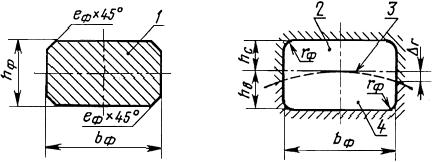
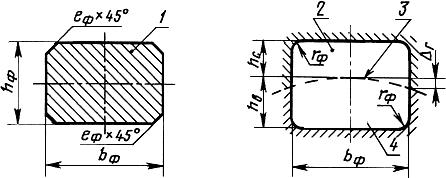
2.1. Конструкция и размеры концов валов в соединениях типов I-IV должны соответствовать указанным на черт.5, 6 и требованиям, установленным в пп.2.1.1-2.2.7.
Черт.5,6. - Конструкция и размеры концов валов в соединениях типов I-IV
Исполнение 1 (для соединений типов I и II)
Исполнение 2 (для соединения типа III)
1 - резьбовой хвостовик; 2 - резьбовое монтажное отверстие; 3 - конус вала; 4 - вал; 5 - центральное отверстие (при полом вале)
Черт.5
Исполнение 3 (для соединения типа IV)
1 - цилиндрический конец вала; 2 - вал; 3 - центральное отверстие (при полом вале)
Черт.6
Допуски на изготовление концов валов главных двигателей и редукторов - по ГОСТ 12081.
2.1.1. Диаметр малого основания конуса ![]() , мм, концов валов исполнений 1 и 2 вычисляют по формуле
, мм, концов валов исполнений 1 и 2 вычисляют по формуле
![]() , (20)
, (20)
где ![]() - диаметр большего основания конуса вала, мм;
- диаметр большего основания конуса вала, мм;![]() - конусность в соединении;
- конусность в соединении;![]() - длина конуса вала, мм.
- длина конуса вала, мм.
2.1.2. Диаметр резьбы ![]() , мм, концов валов исполнений 1 и 2 приведен в табл.1. Величину
, мм, концов валов исполнений 1 и 2 приведен в табл.1. Величину ![]() , мм, вычисляют по формуле
, мм, вычисляют по формуле
![]() , (21)
, (21)
где ![]() 1,0 - для соединения типа I;
1,0 - для соединения типа I;![]() 0,9 - для соединения типа II;
0,9 - для соединения типа II;![]() 0,425 - для соединения типа III;
0,425 - для соединения типа III;![]() - диаметр малого основания конуса конца вала, мм;
- диаметр малого основания конуса конца вала, мм;![]() - толщина стенки гильзы, мм (см. приложение 1).
- толщина стенки гильзы, мм (см. приложение 1).
Таблица 1
мм
|
|
| |||||
От | 20 | до | 23 | включ. | 16 | 1,5 | |
" | 23 | " | 26 | " | 18 | ||
" | 26 | " | 30 | " | 20 | ||
Св. | 30 | до | 36 | включ. | 24 | 2,0 | |
" | 36 | " | 44 | " | 30 | ||
Св. | 44 | до | 52 | включ. | 36 | 3,0 | |
" | 52 | " | 60 | " | 42 | ||
" | 60 | " | 70 | " | 48 | ||
Св. | 70 | до | 80 | включ. | 56 | 4,0 | |
" | 80 | " | 92 | " | 64 | ||
" | 92 | " | 102 | " | 72 | ||
" | 102 | " | 115 | " | 80 | ||
Св. | 115 | до | 128 | включ. | 90 | 6,0 | |
" | 128 | " | 142 | " | 100 | ||
" | 142 | " | 158 | " | 110 | ||
" | 158 | " | 174 | " | 125 | ||
" | 174 | " | 202 | " | 140 | ||
" | 202 | " | 228 | " | 160 | ||
" | 228 | " | 254 | " | 180 | ||
" | 254 | " | 282 | " | 200 | ||
Св. | 282 | до | 318 | включ. | 220 | 6,0 | |
" | 318 | " | 358 | " | 250 | ||
" | 358 | " | 405 | " | 280 | ||
" | 405 | " | 460 | " | 320 | ||
" | 460 | " | 510 | " | 360 | ||
" | 510 | " | 570 | " | 400 | ||
" | 570 | " | 640 | " | 450 | ||
" | 640 | " | 710 | " | 500 | ||
" | 710 | " | 776 | " | 550 | ||
" | 776 | " | 845 | " | 600 | ||
При необходимости применения диаметров резьбы ![]() более 600 мм следует использовать значения 670, 750 и 850 мм, соответствующие требованиям ГОСТ 6636 и ГОСТ 13535.
более 600 мм следует использовать значения 670, 750 и 850 мм, соответствующие требованиям ГОСТ 6636 и ГОСТ 13535.
2.1.3. Профиль резьбы хвостовиков и монтажных отверстий концов валов исполнений 1 и 2 - метрический.
Шаг резьбы ![]() приведен в табл.1.
приведен в табл.1.
2.1.4. Примеры определения диаметров ![]() и шагов
и шагов ![]() при
при ![]() 250 мм и
250 мм и ![]() 0,0 с использованием формул (20), (21) и табл.1:
0,0 с использованием формул (20), (21) и табл.1:
для соединений типа I при длине ![]() 560 мм, конусности
560 мм, конусности ![]() 1:15 и коэффициенте
1:15 и коэффициенте ![]() 1,0:
1,0:
![]() мм - см. п.2.1.1;
мм - см. п.2.1.1;
![]() мм - см. п.2.1.2;
мм - см. п.2.1.2;
![]() 160 мм;
160 мм;
![]() 6 мм - с
6 мм - с
м. табл.1;
для соединений типа II при длине ![]() 400 мм, конусности
400 мм, конусности ![]() 1:15 и коэффициенте
1:15 и коэффициенте ![]() 0,9:
0,9:
![]() мм - см. п.2.1.1;
мм - см. п.2.1.1;
![]() мм - см. п.2.1.2;
мм - см. п.2.1.2;
![]() 140 мм;
140 мм;
![]() 6 мм - с
6 мм - с
м. табл.1;
для соединений типа III при длине ![]() 400 мм, конусности
400 мм, конусности ![]() 1:50 и коэффициенте
1:50 и коэффициенте ![]() 0,425:
0,425:
![]() мм - см. п.2.1.1;
мм - см. п.2.1.1;
![]() мм - см. п.2.1.2;
мм - см. п.2.1.2;
![]() 80 мм;
80 мм; ![]()
4 мм - см. табл.1.
2.1.5. Диаметры центральных отверстий ![]() , мм, в полых концах валов выбирают из основных рядов по ГОСТ 6636 с предпочтительным обеспечением следующих условий для исполнений:
, мм, в полых концах валов выбирают из основных рядов по ГОСТ 6636 с предпочтительным обеспечением следующих условий для исполнений:
![]() ;
; ![]() ;
; ![]() ,
,
где ![]() - диаметр резьбы, мм;
- диаметр резьбы, мм;![]() - диаметр конца вала, мм.
- диаметр конца вала, мм.
2.1.6. Показатель ![]() , характеризующий относительную величину центральной расточки конца вала в сечении с диаметром
, характеризующий относительную величину центральной расточки конца вала в сечении с диаметром ![]() , вычисляют по формуле
, вычисляют по формуле
![]() , (22)
, (22)
где ![]() - диаметр центральных отверстий в концах валов, мм.
- диаметр центральных отверстий в концах валов, мм.
2.1.7. Показатель ![]() , характеризующий относительную величину центральной расточки резьбового хвостовика, вычисляют по формуле
, характеризующий относительную величину центральной расточки резьбового хвостовика, вычисляют по формуле
![]() . (23)
. (23)
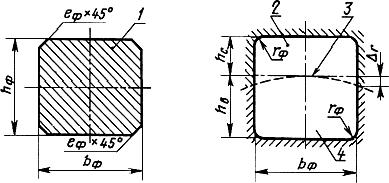
2.2. Конструктивные исполнения и размеры резьбовых хвостовиков и резьбовых монтажных отверстий для концов валов исполнений 1 и 2 должны соответствовать указанным на черт.7 и требованиям, установленным в пп.2.2.1-2.2.7.
Черт.7. - Конструктивные исполнения, размеры резьбовых хвостовиков и резьбовых монтажных отверстий для концов валов исполнений
а - для конца вала исполнения 1; б - для конца вала исполнения 2;
1 - выступ хвостовика; 2 - резьбовой хвостовик (для соединений типов I и II); 3 - резьбовое монтажное отверстие (для соединения типа III); 4 - конус конца вала
Черт.7
2.2.1. Диаметр торцевого выступа хвостовика ![]() , мм, выбирают из натурального ряда чисел с применением ближайшего из значений, соответствующих условию
, мм, выбирают из натурального ряда чисел с применением ближайшего из значений, соответствующих условию
![]() . (24)
. (24)
2.2.2. Ширину выступа хвостовика и фаску монтажного отверстия ![]() , мм, выбирают из ряда
, мм, выбирают из ряда ![]() 20 по ГОСТ 6636 с применением большего из двух ближайших значений, соответствующих условию
20 по ГОСТ 6636 с применением большего из двух ближайших значений, соответствующих условию
![]() . (25)
. (25)
2.2.3. Длины сбега ![]() и недореза
и недореза ![]() резьбы хвостовиков и монтажных отверстий - по ГОСТ 10549 (см. черт.1 и 7) с соблюдением условий:
резьбы хвостовиков и монтажных отверстий - по ГОСТ 10549 (см. черт.1 и 7) с соблюдением условий:
для исполнения 1:![]() - нормальный;
- нормальный; ![]() - длинный;
- длинный;
для исполнения 2:![]() - длинный;
- длинный; ![]() - длинный.
- длинный.
2.2.4. Радиус закругления ![]() , мм, выбирают из ряда
, мм, выбирают из ряда ![]() 20 по ГОСТ 6636 с применением меньшего из двух ближайших значений, соответствующих условию
20 по ГОСТ 6636 с применением меньшего из двух ближайших значений, соответствующих условию
![]() , (26)
, (26)
где ![]() - диаметр малого основания конуса конца вала, мм;
- диаметр малого основания конуса конца вала, мм;![]() - диаметр резьбы хвостовика конца вала, мм;
- диаметр резьбы хвостовика конца вала, мм;![]() и
и ![]() - см. п.2.2.3.
- см. п.2.2.3.
2.2.5. Длину рабочего участка резьбы ![]() , мм, в первом приближении, принимают в соответствии с условием:
, мм, в первом приближении, принимают в соответствии с условием:
![]() , (27)
, (27)
где ![]() ,
, ![]() - см. пп.2.1.2 и 2.1.3, мм;
- см. пп.2.1.2 и 2.1.3, мм; ![]() 5 мм. Окончательное значение
5 мм. Окончательное значение ![]() принимают с учетом поверочных расчетов, приведенных в пп.5 и 6 приложения 3.
принимают с учетом поверочных расчетов, приведенных в пп.5 и 6 приложения 3.
(Измененная редакция, Изм. N 2).
2.2.6. Полная длина хвостовика и глубина монтажного отверстия ![]() , мм, должны соответствовать ряду
, мм, должны соответствовать ряду ![]() 40 по ГОСТ 6636.
40 по ГОСТ 6636.
2.2.7. Центровое отверстие в торцах сплошных концов валов соединений типов I, II и IV должно соответствовать требованиям ГОСТ 14034.
3. КОНСТРУКЦИИ, РАЗМЕРЫ И МАТЕРИАЛЫ ОХВАТЫВАЮЩИХ ДЕТАЛЕЙ СОЕДИНЕНИЙ
3.1. Соединения типа I
3.1.1. Ступица соединения типа I должна соответствовать требованиям правил и норм проектирования гребных винтов фиксированного шага.
3.1.2. Предпочтительные варианты расположения маслораспределительных канавок, а также кольцевого углубления в ступицах ВФШ, указаны на черт.8 и 9.
Черт.8,9. - Предпочтительные варианты расположения маслораспределительных канавок
Исполнение 1
1 - ступица ВФШ; 2 - маслораспределительная канавка; 3 - кольцевая выточка для размещения носового уплотнения соединения
Черт.8
Исполнение 2
1 - ступица ВФШ; 2 - маслораспределительная канавка; 3 - кольцевая выточка для размещения носового уплотнения соединения; 4 - кольцевое углубление
Черт.9
3.1.3. Уточненное значение установочного размера ![]() , мм, (здесь и для соединения типа II) выбирают из ряда
, мм, (здесь и для соединения типа II) выбирают из ряда ![]() 20 по ГОСТ 6636 с применением большего из двух ближайших значений, соответствующих условию
20 по ГОСТ 6636 с применением большего из двух ближайших значений, соответствующих условию
![]() , (28)
, (28)
где ![]() - см. таблицу приложения 4, мм;
- см. таблицу приложения 4, мм;![]() - шаг резьбы, мм.
- шаг резьбы, мм.
(Измененная редакция, Изм. N 2).
3.1.4. Длину участка прессового контакта ступицы (или гильзы) с конусом вала ![]() , мм, в общем случае, принимают равной длине конуса вала
, мм, в общем случае, принимают равной длине конуса вала ![]() или определяют по сборочному чертежу соединения.
или определяют по сборочному чертежу соединения.
3.1.5. Ширину маслораспределительных канавок ![]() , мм, (здесь и в соединениях типов II-IV) принимают по таблице приложения 4.
, мм, (здесь и в соединениях типов II-IV) принимают по таблице приложения 4.
3.1.6. Радиус закругления внутренней конической поверхности ступицы ![]() , мм, (здесь и в соединениях типов II-IV) принимают равным радиусу
, мм, (здесь и в соединениях типов II-IV) принимают равным радиусу ![]() по таблице приложения 4.
по таблице приложения 4.
3.1.7. Количество маслораспределительных канавок ![]() , шт., должно соответствовать следующим условиям:
, шт., должно соответствовать следующим условиям:
 , (29)
, (29)
где ![]() - количество углублений (см. п.3.3.12 приложения 1) на внутренней поверхности ступицы, шт.;
- количество углублений (см. п.3.3.12 приложения 1) на внутренней поверхности ступицы, шт.;![]() ,
, ![]() ,
, ![]() - см. черт.5, 8, 9, мм.
- см. черт.5, 8, 9, мм.
Принятое по первому условию ![]() проверяют по второму и, в случае несоответствия, в значения
проверяют по второму и, в случае несоответствия, в значения ![]() и
и ![]() вносят необходимые изменения.
вносят необходимые изменения.
При полном соответствии условиям (29) предпочтительным следует считать ![]() , ближайшее к вычисленному по второму условию.
, ближайшее к вычисленному по второму условию.
(Измененная редакция, Изм. N 2
3.1.8. Средние значения размеров ![]() ,
, ![]() ,
, ![]() мм, вычисляют по формулам
мм, вычисляют по формулам
![]() ; (30)
; (30)
![]() . (31)
. (31)
3.1.9. Глубину углубления ![]() принимают равной не менее 0,5
принимают равной не менее 0,5 ![]() , где
, где ![]() - см. п.3.1.6.
- см. п.3.1.6.
3.1.10. Средний диаметр участка прессового контакта ступицы (или гильзы) с конусом вала ![]() , мм, определяют по сборочному чертежу соединения или вычисляют по формуле
, мм, определяют по сборочному чертежу соединения или вычисляют по формуле
![]() , (32)
, (32)
где ![]() - см. п.1.3.1;
- см. п.1.3.1;![]() - конусность в соединении;
- конусность в соединении;![]() - см. п.1.3.2.
- см. п.1.3.2.
3.1.11. Длину ступицы соединения ![]() , мм, выбирают из чисел, кратных 5, с предпочтительностью применения значений из ГОСТ 6636, окончательно принимая размеры
, мм, выбирают из чисел, кратных 5, с предпочтительностью применения значений из ГОСТ 6636, окончательно принимая размеры ![]() и
и ![]() .
.
(Измененная редакция, Изм. N 2).
3.1.12. Площадь ![]() , м
, м![]() , на поверхности конуса конца вала, соответствующую маслораспределительным канавкам и углублениям в ступице, вычисляют по формуле
, на поверхности конуса конца вала, соответствующую маслораспределительным канавкам и углублениям в ступице, вычисляют по формуле
![]() . (33)
. (33)
3.1.13. Материал ступицы должен соответствовать нормам органов технического надзора и контроля, а также требованиям ГОСТ 8054.
3.2. Соединения типов II и III
3.2.1. Фланцевые полумуфты соединений типов II и III, с предпочтительными вариантами расположения маслораспределительных канавок, должны соответствовать указанным на черт.10 и 11.
Черт.10,11. - Фланцевые полумуфты соединений типов II и III
Полумуфта соединения типа II
1 - колокол полумуфты; 2 - центрирующая выточка полумуфты; 3 - фланец; 4 - маслораспределительная канавка; 5 - ступица полумуфты
Черт.10
Полумуфта соединения типа III
1 - центрирующая выточка полумуфты; 2 - фланец; 3 - ступица полумуфты; 4 - маслораспределительная канавка
Черт.11
3.2.2. Толщины стенок ступицы ![]() и колокола
и колокола ![]() , мм, должны быть не менее определяемых по формулам:
, мм, должны быть не менее определяемых по формулам:
![]() ;
; ![]() , (34)
, (34)
где ![]() 5 мм.
5 мм.
3.2.3. Ширину цилиндрического участка наружной поверхности ступицы ![]() , мм, выбирают из ряда
, мм, выбирают из ряда ![]() 40 по ГОСТ 6636 с применением ближайшего из значений, соответствующих условию
40 по ГОСТ 6636 с применением ближайшего из значений, соответствующих условию
![]() ,
,
где ![]() - см. п.3.2.2.
- см. п.3.2.2.
3.2.4. Длину участка прессового контакта ступицы (или гильзы) с конусом вала ![]() , мм, вычисляют по формуле
, мм, вычисляют по формуле
![]() , (35)
, (35)
где ![]() - длина конуса конца вала, мм;
- длина конуса конца вала, мм;![]() - установочный размер, мм;
- установочный размер, мм;![]() - радиус закругления внутренней конической поверхности ступицы, мм.
- радиус закругления внутренней конической поверхности ступицы, мм.
3.2.5. Радиусы галтелей фланца ![]() и колокола
и колокола ![]() , мм, выбирают из натурального ряда чисел с предпочтительностью использования размеров из ряда
, мм, выбирают из натурального ряда чисел с предпочтительностью использования размеров из ряда ![]() 20 по ГОСТ 6636 и с соблюдением условий:
20 по ГОСТ 6636 и с соблюдением условий:
![]() ;
; ![]() ,
,
где ![]() - см. п.1.4.1.
- см. п.1.4.1.
Условие ![]() является предпочтительным.
является предпочтительным.
3.2.6. Окончательное значение установочного размера ![]() , мм (см. п.3.1.3).
, мм (см. п.3.1.3).
3.2.7. Длину полумуфты ![]() выбирают из чисел, кратных 5, с предпочтительностью применения значений из ГОСТ 6636, уточняя, при необходимости, размеры
выбирают из чисел, кратных 5, с предпочтительностью применения значений из ГОСТ 6636, уточняя, при необходимости, размеры ![]() ,
, ![]() и
и ![]() (см. пп.1.4.4; 1.4.7 и 3.1.3).
(см. пп.1.4.4; 1.4.7 и 3.1.3).
3.2.8. Размеры фланца полумуфты и глубина центрирующей торцевой выточки ![]() - по ГОСТ 19354.
- по ГОСТ 19354.
3.2.9. Количество маслораспределительных канавок ![]() , шт., должно соответствовать следующим условиям:
, шт., должно соответствовать следующим условиям:
![]() ;
; ![]() , (36)
, (36)
где![]() ,
, ![]() ,
, ![]() - см. черт.5, 10, 11, мм.
- см. черт.5, 10, 11, мм.
При этом (так же, как в п.3.1.7) первое условие является исходным, а второе - контрольным (для уточнения значения ![]() при необходимости) с предпочтительностью применения
при необходимости) с предпочтительностью применения ![]() , ближайшего к вычисленному по второму условию.
, ближайшего к вычисленному по второму условию.
(Измененная редакция, Изм. N 2).
3.2.10. Средние значения размеров ![]() и
и ![]() , мм, вычисляют по формулам:
, мм, вычисляют по формулам:
![]() ;
; ![]() . (37)
. (37)
3.2.11. Средний диаметр участка прессового контакта ступицы (или гильзы) с конусом конца вала ![]() , мм, определяют по чертежу соединения или вычисляют по формуле
, мм, определяют по чертежу соединения или вычисляют по формуле
![]() . (38)
. (38)
3.2.12. Площадь ![]() , м
, м![]() , на поверхности конуса конца вала, соответствующую маслораспределительным канавкам в ступице, вычисляют по формуле
, на поверхности конуса конца вала, соответствующую маслораспределительным канавкам в ступице, вычисляют по формуле
![]() , (39)
, (39)
где ![]() - см. п.3.2.11;
- см. п.3.2.11;![]() - см. п.3.1.5;
- см. п.3.1.5;![]() - см. п.3.2.9.
- см. п.3.2.9.
3.2.13. Материал полумуфт должен соответствовать требованиям ГОСТ 8536 и ГОСТ 8479.
Предел текучести материала полумуфты следует принимать близким к пределу текучести материала вала.
3.3. Соединения типа IV
3.3.1. Ступица и гильза соединения типа IV, с предпочтительным вариантом расположения маслораспределительных канавок, должны соответствовать указанным на черт.12, 13 и требованиям, установленным в пп.3.3.2-3.3.13.
Черт.12,13. - Ступица и гильза соединения типа IV
Исполнение 1 (при 70 мм![]() 140 мм)
140 мм)
1 - резьбовое монтажное отверстие; 2 - маслораспределительная канавка; 3 - коническо-цилиндрическая гильза; 4 - ступица соединения
Черт.12
Исполнение 2 (при ![]() 140 мм)
140 мм)
1 - концевая монтажная проточка; 2 - маслораспределитсльная канавка; 3 - коническо-цилиндрическая гильза; 4 - ступица соединения
Черт.13
3.3.2. Длину участка прессового контакта гильзы с каждым из концов валов ![]() , мм, вычисляют по формуле
, мм, вычисляют по формуле
![]() , (40)
, (40)
где ![]() - длина ступицы, мм;
- длина ступицы, мм;![]() - установочный размер, мм;
- установочный размер, мм;![]() - радиус закругления внутренней конической поверхности ступицы, мм (см. п.3.1.6).
- радиус закругления внутренней конической поверхности ступицы, мм (см. п.3.1.6).
3.3.3. Диаметр окружности расположения монтажных отверстий ![]() , мм, в торцах ступицы исполнения 1 выбирают из чисел, кратных 2 или 5, с применением ближайшего из значений, соответствующих условию
, мм, в торцах ступицы исполнения 1 выбирают из чисел, кратных 2 или 5, с применением ближайшего из значений, соответствующих условию
![]() .
.
3.3.4. Диаметр большего основания конуса гильзы ![]() , мм, выбирают из натурального ряда чисел с применением ближайшего из значений, соответствующих условию
, мм, выбирают из натурального ряда чисел с применением ближайшего из значений, соответствующих условию
![]() .
.
3.3.5. Окончательное значение длины гильзы ![]() , мм, выбирают из ряда чисел, кратных 5, с применением ближайшего из значений, соответствующих условию
, мм, выбирают из ряда чисел, кратных 5, с применением ближайшего из значений, соответствующих условию
![]() , (41)
, (41)
где ![]() - длина ступицы, мм;
- длина ступицы, мм;![]() - установочный размер, мм;
- установочный размер, мм;![]() - осевое перемещение ступицы по гильзе, мм, при сборке соединения, вычисляемое по нормативно-технической документации, согласованной и утвержденной в установленном порядке.
- осевое перемещение ступицы по гильзе, мм, при сборке соединения, вычисляемое по нормативно-технической документации, согласованной и утвержденной в установленном порядке.
Ориентировочное значение величины ![]() , мм, вычисляют по формуле
, мм, вычисляют по формуле
![]() . (42)
. (42)
3.3.6. Среднюю толщину стенки гильзы ![]() , мм, вычисляют по формуле
, мм, вычисляют по формуле
![]() . (43)
. (43)
3.3.7. Диаметр участка прессового контакта в соединении ![]() , мм, на каждом из концов валов, принимают равным диаметру
, мм, на каждом из концов валов, принимают равным диаметру ![]() (см. п.1.5.1).
(см. п.1.5.1).
3.3.8. Наружные ![]() и внутренние
и внутренние ![]() диаметры буртов концевых проточек гильзы, а также их ширину
диаметры буртов концевых проточек гильзы, а также их ширину ![]() , мм, выбирают из ряда чисел, кратных 2, с применением, в каждом случае, ближайшего из значений, соответствующих условиям:
, мм, выбирают из ряда чисел, кратных 2, с применением, в каждом случае, ближайшего из значений, соответствующих условиям:
![]() ; (44)
; (44)
![]() ;
; ![]() . (45)
. (45)
3.3.9. Диаметр ![]() и шаг резьбы
и шаг резьбы ![]() , мм, монтажных отверстий в торцах ступицы исполнения 1 должны соответствовать указанным в табл.2.
, мм, монтажных отверстий в торцах ступицы исполнения 1 должны соответствовать указанным в табл.2.
Таблица 2
мм
|
|
| ||||
От 65 до 75 включ. | М12 | 1,25 | ||||
Св. | 75 | до | 85 | включ. | М14 | 1,50 |
" | 85 | " | 95 | " | М16 | |
" | 95 | " | 105 | " | М18 | |
" | 105 | " | 125 | " | М20 | |
" | 125 | " | 135 | " | М22 | |
Св. 135 до 145 включ. | М24 | 2,00 | ||||
3.3.10. Ширину маслораспределительных канавок ![]() , мм, их число
, мм, их число ![]() и соответствующую им площадь
и соответствующую им площадь ![]() , м
, м![]() , определяют, используя указания в пп.3.1.5; 3.2.9 и 3.2.12, при исходных данных, соответствующих соединению типа IV.
, определяют, используя указания в пп.3.1.5; 3.2.9 и 3.2.12, при исходных данных, соответствующих соединению типа IV.
3.3.11. Средние значения размеров ![]() и
и ![]() , мм, вычисляют, используя указания в п.3.2.10, при исходных данных, соответствующих соединению типа IV.
, мм, вычисляют, используя указания в п.3.2.10, при исходных данных, соответствующих соединению типа IV.
3.3.12. Материал ступиц соединений типа IV должен соответствовать требованиям, установленным для фланцевых полумуфт (см. п.3.2.13).
3.3.13. Гильзы следует изготовлять из материала, соответствующего требованиям ГОСТ 8536 и ГОСТ 8479.
Предел текучести материала гильзы должен на 100-150 МПа превышать предел текучести материала вала.
3.4. Конструктивные исполнения и размеры маслораспределительных канавок приведены в приложении 4.
4. КОНСТРУКЦИИ, РАЗМЕРЫ И МАТЕРИАЛЫ КОНЦЕВЫХ ГАЕК ДЛЯ СОЕДИНЕНИЙ ТИПОВ I И II
4.1. Конструкции концевых гаек соединений типа I при диаметре резьбы ![]() более 100 мм и типа II должны соответствовать указанным на черт.14.
более 100 мм и типа II должны соответствовать указанным на черт.14.
Черт.14. - Конструкции концевых гаек соединений типа I
Исполнение 1 | Исполнение 2 |
|
|
1 - крышка гайки; 2 - корпус гайки; 3 - торцевое монтажное отверстие; 4 - радиальное монтажное отверстие; 5 - опорный бурт; 6 - кольцевая монтажно-технологическая канавка
Черт.14
4.2. При диаметрах резьбы ![]() 100 мм для соединений типа I следует применять гайки-обтекатели.
100 мм для соединений типа I следует применять гайки-обтекатели.
4.3. Для навинчивания и затяжки гаек на них следует предусматривать боковые грани, продольные шлицевые канавки, торцевые или радиальные отверстия.
Число граней ![]() , канавок
, канавок ![]() , торцевых
, торцевых ![]() или радиальных
или радиальных ![]() отверстий должно соответствовать указанным в табл.3.
отверстий должно соответствовать указанным в табл.3.
Таблица 3
|
|
|
От 16 до 36 включ. | 6 | 4 |
Св. 36 до 160 включ. | 6 | |
Св. 160 до 280 включ. | 8 | |
Свыше 280 | 8 |
4.4. Боковые грани, шлицевые канавки, торцевые и радиальные отверстия используют самостоятельно и в комбинированном применении, с учетом следующих условий:
радиальные отверстия предназначены, в основном, для навинчивания (или отвинчивания) гаек с одновременным применением боковых граней, шлицевых канавок или торцевых отверстий;
торцевые отверстия предназначены, в основном, для затяжки гаек, встроенных в колокол соединения типа II, при затруднительности использования боковых граней или шлицевых канавок по условиям размещения ключей;
граненые и шлицевые конструкции гаек следует рассматривать как основные варианты их исполнения, особенно для сборки соединения без применения домкрата;
выбор между граненым и шлицевым исполнением гаек производят с учетом возможности использования покупных или специальных ключей, предназначенных для других резьбовых соединений судовой движительной установки.
4.5. Основные размеры гаек
4.5.1. Расчетные значения диаметра описанной окружности корпуса гайки ![]() , толщины ее стенки
, толщины ее стенки ![]() и наружного диаметра опорного бурта гайки
и наружного диаметра опорного бурта гайки ![]() , мм, вычисляют по формулам:
, мм, вычисляют по формулам:
![]() ; (46)
; (46)
![]() ; (47)
; (47)
![]() , (48)
, (48)
где ![]() - диаметр резьбы, мм;
- диаметр резьбы, мм;
![]() 5 мм;
5 мм;![]() - диаметр малого основания конуса конца вала, мм;
- диаметр малого основания конуса конца вала, мм;![]() - толщина стенки гильзы, мм.
- толщина стенки гильзы, мм.
4.5.2. Размер "под ключ" для граненой гайки ![]() , мм, выбирают по ГОСТ 6424 при
, мм, выбирают по ГОСТ 6424 при ![]() 225 мм и по ГОСТ 6636 - при
225 мм и по ГОСТ 6636 - при ![]() 225 мм, с обеспечением условий:
225 мм, с обеспечением условий:
при ![]() 6:
6: ![]() ; (49)
; (49)
при ![]() 8:
8: ![]() , (50)
, (50)
где ![]() - см. п.4.3;
- см. п.4.3;![]() - см. п.4.5.1.
- см. п.4.5.1.
4.5.3. Окончательный диаметр описанной окружности корпуса граненой гайки ![]() , мм, вычисляют по формулам:
, мм, вычисляют по формулам:
при ![]() 6:
6: ![]() ; (51)
; (51)
при ![]() 8:
8: ![]() , (52)
, (52)
где ![]() - см. п.4.3;
- см. п.4.3;![]() - см. п.4.5.2.
- см. п.4.5.2.
4.5.4. Окончательное значение наружного диаметра корпуса круглой гайки ![]() , высоту гайки
, высоту гайки ![]() , толщину ее опорного бурта
, толщину ее опорного бурта ![]() , диаметры радиальных
, диаметры радиальных ![]() и торцевых
и торцевых ![]() отверстий, ширину
отверстий, ширину ![]() и глубину
и глубину ![]() шлицевых канавок, радиус кольцевой проточки
шлицевых канавок, радиус кольцевой проточки ![]() и толщину крышки
и толщину крышки ![]() , мм, выбирают из рядов по ГОСТ 6636, с применением ближайшего из значений, соответствующих условиям:
, мм, выбирают из рядов по ГОСТ 6636, с применением ближайшего из значений, соответствующих условиям:
![]() ;
; ![]() ;
; ![]() ; (53)
; (53)
![]() ; (54)
; (54)
![]() , (55)
, (55)
где ![]() ,
, ![]() - см. п.4.5.1.
- см. п.4.5.1.
При изменении длины резьбы хвостовика вала ![]() (определяемой по формуле в п.2.2.5 и проверяемой расчетами, приведенными в пп.5 и 6 приложения 3) следует соответствующим образом изменять (здесь и в табл.4) высоту гайки
(определяемой по формуле в п.2.2.5 и проверяемой расчетами, приведенными в пп.5 и 6 приложения 3) следует соответствующим образом изменять (здесь и в табл.4) высоту гайки ![]() с округлением ее значения по ГОСТ 6636 (с учетом указания в п.4.5.6 настоящего стандарта).
с округлением ее значения по ГОСТ 6636 (с учетом указания в п.4.5.6 настоящего стандарта).
(Измененная редакция, Изм. N 2).
4.5.5. Окончательное значение наружного диаметра опорного бурта гайки ![]() , мм, выбирают из рядов по ГОСТ 6636 с применением большего из двух ближайших значений, соответствующих условию
, мм, выбирают из рядов по ГОСТ 6636 с применением большего из двух ближайших значений, соответствующих условию
![]() , (56)
, (56)
где ![]() ,
, ![]() - см. п.4.5.1;
- см. п.4.5.1;
![]() 5 мм.
5 мм.
4.5.6. При выборе размеров гаек, перечисленных в пп.4.5.4 и 4.5.5, допускается вместо рядов по ГОСТ 6636 использовать натуральный ряд чисел.
4.5.7. Ширину проточки ![]() , мм, в гайке исполнения 1 принимают равной
, мм, в гайке исполнения 1 принимают равной ![]() , где
, где ![]() - см. п.2.2.2.
- см. п.2.2.2.
4.6. Предпочтительные значения основных размеров гаек, соответствующих указаниям в п. 4.5, приведены в табл.4.
Таблица 4
Размеры в мм
|
|
|
|
|
|
|
|
|
|
|
|
16 | 4 | 6 | 32 | 31,2 | 16 | 8 | 27 | 4,0 | 3 | - | - |
18 | 36 | 34,7 | 18 | 9 | 30 | 4,0 | 3 | - | - | ||
20 | 38 | 37,0 | 19 | 9 | 32 | 4,5 | 3 | - | - | ||
24 | 44 | 47,4 | 22 | 10 | 41 | 5,0 | 3 | - | - | ||
30 | 52 | 53,2 | 26 | 12 | 46 | 5,5 | 3 | - | - | ||
36 | 60 | 63,5 | 30 | 12 | 55 | 6,0 | 3 | - | - | ||
42 | 6 | 70 | 69,5 | 34 | 14 | 60 | 7,0 | 4 | - | - | |
48 | 78 | 75,2 | 38 | 15 | 65 | 7,0 | 4 | - | - | ||
56 | 88 | 86,7 | 45 | 16 | 75 | 8,0 | 4 | - | - | ||
64 | 100 | 98,3 | 50 | 18 | 85 | 8,5 | 5 | - | - | ||
72 | 110 | 110,0 | 56 | 20 | 95 | 9,5 | 5 | - | - | ||
80 | 120 | 121,4 | 60 | 22 | 105 | 10,0 | 5 | - | - | ||
90 | 135 | 133,0 | 67 | 22 | 115 | 11,0 | 6 | - | - | ||
100 | 150 | 150,1 | 75 | 25 | 130 | 12,0 | 6 | - | - | ||
110 | 165 | 167,5 | 85 | 28 | 145 | 13,0 | 7 | 24 | 7 | ||
125 | 185 | 179,0 | 95 | 30 | 155 | 15,0 | 8 | 24 | 8 | ||
140 | 205 | 208,0 | 105 | 34 | 180 | 16,0 | 8 | 24 | 8 | ||
160 | 235 | 231,0 | 120 | 38 | 200 | 18,0 | 9 | 24 | 9 | ||
180 | 8 | 260 | 260,0 | 130 | 42 | 240 | 20,0 | 10 | 24 | 10 | |
200 | 290 | 292,5 | 150 | 45 | 270 | 22,0 | 11 | 24 | 11 | ||
220 | 320 | 325,0 | 160 | 50 | 300 | 24,0 | 12 | 24 | 12 | ||
250 | 360 | 358,0 | 180 | 55 | 330 | 27,0 | 14 | 28 | 14 | ||
280 | 400 | 400,0 | 200 | 62 | 370 | 30,0 | 15 | 28 | 15 | ||
320 | 8 | 460 | 455,0 | 230 | 70 | 420 | 34,0 | 17 | 32 | 17 | |
360 | 515 | 520,0 | 260 | 80 | 480 | 38,0 | 20 | 36 | 20 | ||
400 | 570 | 574,0 | 290 | 85 | 530 | 42,0 | 22 | 40 | 22 | ||
450 | 640 | 650,0 | 320 | 95 | 600 | 48,0 | 24 | 50 | 24 | ||
500 | 710 | 705,0 | 360 | 105 | 650 | 52,0 | 26 | 50 | 26 | ||
550 | 775 | 770,0 | 390 | 115 | 710 | 58,0 | 30 | 56 | 30 | ||
600 | 850 | 840,0 | 420 | 125 | 775 | 62,0 | 32 | 64 | 32 | ||
670 | 950 | 948,0 | 480 | 140 | 875 | 70,0 | 35 | 72 | 35 | ||
750 | 1060 | 1055,0 | 530 | 155 | 975 | 78,0 | 40 | 80 | 40 | ||
850 | 1200 | 1210,0 | 600 | 175 | 1120 | 88,0 | 45 | 90 | 45 |
4.7. Глубина радиального и торцевого отверстий должна быть не более толщины стенки гайки ![]() (см. п.4.5.1), а радиальные отверстия не должны иметь сквозного прохода к ее резьбе.
(см. п.4.5.1), а радиальные отверстия не должны иметь сквозного прохода к ее резьбе.
4.8. Кольцевая проточка радиуса ![]() должна быть в плоскости, проходящей через центр тяжести гайки.
должна быть в плоскости, проходящей через центр тяжести гайки.
4.9. Концевые гайки, после окончательной их установки, должны быть надежно застопорены способом, исключающим их самоотвинчивание в эксплуатации.
Типы стопорных устройств гаек и указания об их применении приведены в приложении 5.
4.10. Гайки следует изготовлять из материалов по ГОСТ 380* или ГОСТ 1050.
______________
* На территории Российской Федерации действует ГОСТ 380-2005. - Примечание изготовителя базы данных.
Допускается применение цветных и титановых сплавов.
Предел текучести материала гайки должен быть менее предела текучести материала вала.
4.11. Сокращенные обозначения соединений и их элементов приведены в приложении 6.
5. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ НА ИЗГОТОВЛЕНИЕ ДЕТАЛЕЙ СОЕДИНЕНИЯ, ИХ СБОРКИ И РАЗБОРКИ
5.1. Технические требования на изготовление деталей соединения, их сборки и разборки - по отраслевым НТД, утвержденным в установленном порядке (в которых учтены требования Правил Регистра).
Раздел 5. (Введен дополнительно, Изм. N 2).
ПРИЛОЖЕНИЕ 1 (обязательное). КОНИЧЕСКИЕ СОЕДИНЕНИЯ С КОНСТРУКТИВНЫМИ ОСОБЕННОСТЯМИ ИСПОЛНЕНИЯ
ПРИЛОЖЕНИЕ 1
Обязательное
1. Общие положения
1.1. Необходимость выполнения конических соединений, установленных настоящим стандартом, с конструктивными особенностями, учитывает:
отраслевую специфику изготовления, эксплуатации и ремонта судовой техники;
специальные и функциональные требования к соединениям;
технико-экономическую целесообразность внутрипроектной и внутризаводской унификации изделий, а также технологических упрощений;
требования безопасности эксплуатации;
перспективность или эффективность применения;
развитие международного технико-экономического сотрудничества.
1.2. Конические соединения с конструктивными особенностями исполнения следует применять, руководствуясь указаниями пп.2 и 3.
2. Условия применения конических соединений с конструктивными особенностями исполнения
2.1. Условия дальнейшего применения конических соединений, применявшихся до 01.01.83 г. в валопроводах достраивающихся серий судов, а также при их модернизации, переоборудовании и ремонте, определяют главный конструктор проекта и представитель заказчика судна.
2.2. Условия дальнейшего применения элементов конических соединений, применявшихся до 01.01.83 г. в присоединительных устройствах достраивающихся серий главных судовых двигателей, движителей, редукторов и упругих муфт, а также при их модернизации и ремонте, определяют главный конструктор изделия и представитель министерства-потребителя.
2.3. Условия применения элементов конических соединений иностранного производства, а также соединений, соответствующих лицензиям, патентам и авторским свидетельствам, устанавливает главный конструктор судна по согласованию с заинтересованными предприятиями по указанию базовой (головной) организации по стандартизации.
2.4. Указания об условиях, допускающих разработку и применение соединений с конкретными конструктивными особенностями, а также перечень их исполнений, приведены в п.3.
2.5. Конкретное конструктивное исполнение соединений, перечисленных в п.3, должно быть согласовано с организациями и предприятиями, рассматривающими техническую документацию на изделие в процессе его разработки, с учетом изложенного в п.1.2.7 настоящего стандарта.
3. Условия разработки и применения конических соединений с конструктивными особенностями и перечень их исполнений
3.1. Соединения с конструктивными особенностями, увеличивающими запас несущей способности ![]()
3.1.1. Соединения типа I с диаметром большего основания конуса вала ![]() равным наружному диаметру его облицовки.
равным наружному диаметру его облицовки.
3.1.2. Соединения с прессовыми втулками, установленными внутри полого конца вала по всей его длине. Окончательную обработку конца вала в таких случаях следует производить после установки втулок.
3.1.3. Соединения типов I-IV с гильзой, изготовленной из материала, который в паре с материалами вала и ступицы позволяет увеличить коэффициент трения ![]() между ними (см. приложение 3).
между ними (см. приложение 3).
Установка гильз в соединениях типа I на судах, поднадзорных Регистру СССР, не допускается.
3.1.4. Соединения типов I и II шпоночно-прессового исполнения с уменьшенным зазором между шпонкой и боковой гранью шпоночного паза ступицы, позволяющим увеличить контактное давление в соединении до предельного значения, допускаемого прочностью вала.
3.1.5. Соединения типов I и II шпоночно-прессового исполнения с двумя-тремя короткими концевыми шпонками, без применения натяга на участке их расположения и с предельно допустимым натягом на остальном участке сопряжения вала и ступицы.
3.1.6. Соединения типа I шпоночно-прессового исполнения с углубленными в вал закруглениями в углах шпоночного паза вала и с соответствующим уменьшением угловых шпоночных фасок.
3.2. Соединения с конструктивными особенностями, увеличивающими долговечность вала и предотвращающими проявления фреттинг-коррозии в сопряжении его со ступицей соединения.
(Измененная редакция, Изм. N 2).
3.2.1. Соединения типов II-IV с концами валов, поверхностно упрочненными по технологии предприятия-изготовителя.
3.2.2. Соединения с прессово-клеевым и клеевым сопряжением основных деталей.
(Измененная редакция, Изм. N 2).
3.2.3. Варианты соединений, указанных в пп.3.1.1; 3.1.5 и 3.1.6.
3.3. Соединения с конструктивными особенностями, учитывающими требования безопасности эксплуатации, прочности, технологичности, ремонтопригодности и унификации, а также особенности назначения соединений и примененных материалов
3.3.1. Соединения со специальными фиксирующими элементами (в том числе со шпонками), устанавливаемыми в целях:
обеспечения требования п.1.2.5 настоящего стандарта;
уменьшения влияния колебаний температуры забортной воды на несущую способность соединений типа I при гребном винте из материала на медной основе;
сохранения запаса несущей способности соединения после ремонтной обточки контактных поверхностей прессового соединения;
увеличения несущей способности соединения при гребном винте из чугуна или при полых валах с высоким значением показателя их относительной центральной расточки ![]() (см. п.2.1.6 настоящего стандарта), не позволяющих применять высокие контактные давления для сборки соединения.
(см. п.2.1.6 настоящего стандарта), не позволяющих применять высокие контактные давления для сборки соединения.
3.3.2. Соединения типа I с составной ступицей при установке на конец вала двух гребных ВФШ.
3.3.3. Соединения типа IV с уменьшенным наружным диаметром ступицы для соединения гребного и дейдвудного вала.
3.3.4. Соединения типа II с измененной формой колокола фланцевой полумуфты и боковыми монтажными окнами в нем при применении соединения в составе гребного винта регулируемого шага.
3.3.5. Соединения типов II и III с другой конструкцией фланца полумуфты, отличающейся от ГОСТ 19354, или со смещением его расположения, при применении соединений в составе компенсирующей или упругой муфты (например, по ГОСТ 20884*), или реверс-редуктора.
______________
* На территории Российской Федерации действует ГОСТ Р 50892-96.
3.3.6. Соединения типов II-IV с диском или с зубчатым венцом на наружной поверхности ступицы при необходимости установки в привязке к ней тормоза валопровода, валоповоротного устройства или реверс-редуктора.
3.3.7. Соединения типа II шпоночно-прессового исполнения с концевым болтом-пробкой вместо резьбового хвостовика и гайки при полых валах с высоким значением показателя относительной центральной расточки ![]() (см. п.2.1.6 настоящего стандарта).
(см. п.2.1.6 настоящего стандарта).
3.3.8. Соединения типов I-III с диаметром резьбы конца вала ![]() , отличающимся от установленных в п.2.1.2 настоящего стандарта, в целях:
, отличающимся от установленных в п.2.1.2 настоящего стандарта, в целях:
обеспечения прочности резьбового хвостовика и возможности выполнения резьбового монтажного отверстия при полых валах с высоким значением показателя относительной центральной расточки ![]() (см. п.2.1.6 настоящего стандарта);
(см. п.2.1.6 настоящего стандарта);
унификации резьбовых соединений во всех или нескольких конических соединениях валопровода.
При изменении диаметра резьбы ![]() следует руководствоваться их ограничительным перечнем в табл.1 настоящего стандарта, допуская применение других стандартных значений только при особой необходимости.
следует руководствоваться их ограничительным перечнем в табл.1 настоящего стандарта, допуская применение других стандартных значений только при особой необходимости.
3.3.9. Соединения с дополнительными отверстиями, канавками, проточками и выступами в охватывающих деталях и гайках, не нарушающими требований настоящего стандарта, прочности соединений и норм органов технического надзора и контроля заказчиков судов.
3.3.10. Соединения с уточненными значениями размеров смежных деталей, в том числе при изготовлении шпонок и шпоночных пазов (см. п.3.1.5).
3.3.11. Соединения типов II и III с цилиндрическим концом вала и коническо-цилиндрической гильзой (по типу соединения типа IV) при полых валах с высоким значением показателя относительной центральной расточки ![]() (см. п.2.1.6 настоящего стандарта).
(см. п.2.1.6 настоящего стандарта).
3.3.12. Соединения типа I с углублениями на внутренней поверхности ступицы (см. черт.9 настоящего стандарта) в целях:
снижения трудоемкости технологических операций по пригонке конических сопрягаемых поверхностей и разборке прессово-клеевых и клеевых соединений;
увеличения расчетного значения контактного давления в соединении путем уменьшения контактной поверхности.
При применении углублений в ступице соединения следует предусматривать отверстия для выпуска монтажного масла.
(Измененная редакция, Изм. N 2).
3.3.12а. Соединения типов I, II, III с проточкой по ГОСТ 10549 на стыке резьбового хвостовика с конусом вала (в соединениях типов I и II) и в конце монтажного отверстия (в соединении типа III) вместо сбега и недореза (см. п.2.2 настоящего стандарта).
(Введен дополнительно, Изм. N 2).
3.3.13. Соединения типов I и II с другой стандартной гайкой для обеспечения специальных требований, при применении гаек-домкратов и гаек с приварной или съемной крышкой и ребрами жесткости.
3.3.14. Соединения типа IV с установочным зазором ![]() между торцами соединяемых валов (см. черт.4 настоящего стандарта), если один из них является проставочным или концевым.
между торцами соединяемых валов (см. черт.4 настоящего стандарта), если один из них является проставочным или концевым.
При необходимости зазора на наружной поверхности гильзы над ним следует предусматривать кольцевую проточку глубиной ![]() (см. таблицу в приложении 4), а в ступице над проточкой предусматривать отверстие для выпуска монтажного масла.
(см. таблицу в приложении 4), а в ступице над проточкой предусматривать отверстие для выпуска монтажного масла.
3.4. Соединения с конструктивными особенностями, повышающими технико-экономическую эффективность их применения
3.4.1. Соединения с диаметром большего основания конуса вала (см. типы I-III) или конца вала (см. тип IV) ![]() , кратным 5 при
, кратным 5 при ![]() 250 мм и кратным 10 при
250 мм и кратным 10 при ![]() 250 мм, выполняемые по заказу внешнеторговой организации.
250 мм, выполняемые по заказу внешнеторговой организации.
3.4.2. Соединения с деталями из других материалов взамен указанных в пп.3.1.13; 3.2.13; 3.3.12; 3.3.13 и 4.10 настоящего стандарта в целях:
внедрения новых материалов;
применения заменителей.
3.4.3. Соединения типов II-IV со встроенным домкратным устройством при одиночном применении конического соединения в составе валопровода или по заказу внешнеторговой организации.
3.4.4. Соединения типов I и II с конусностью не более 1:10 при шпоночном и не более 1:15 при бесшпоночном выполнении.
Исполнения применяют при разработке и изготовлении соединений предприятием заказчика при целесообразности унификации конусностей, принятых в валопроводах эксплуатирующихся у него судов.
3.4.5. Соединения типа I со шпоночным пазом на конусе вала без ложкообразной разделки носового конца при диаметрах большего основания конуса вала ![]() 100 мм или с другой формой его окончания.
100 мм или с другой формой его окончания.
3.4.6. Соединения типа II с фланцевой полумуфтой без колокола при отсутствии необходимости в раскатке валов при сборке-разборке валопровода в целях уменьшения трудоемкости ее изготовления.
3.4.7. Соединения со ступицей без маслораспределительных канавок при сборке-разборке без подачи масла на контактные поверхности, в основном, при диаметрах большего основания конуса вала (см. типы I-III) или конца вала (см. тип IV) ![]() 80 мм, а также на участках с двумя и более шпонками.
80 мм, а также на участках с двумя и более шпонками.
3.4.8. Соединения типа I с концевой гайкой исполнения 1 без крышки с обеспечением гидроизоляции резьбы хвостовика и гайки способом, равноценным уплотнению стыка гайки со ступицей гребного винта.
3.4.9. Соединения типов I и II с концевой гайкой по ГОСТ 5915 и ГОСТ 10605 с применением опорной шайбы.
3.4.10. Соединения с монтажными узлами оригинального исполнения при применении имеющейся или покупной технологической оснастки для их сборки и разборки.
3.4.11. Соединения типа II с длиной конуса конца вала ![]() и большим диаметром ступицы
и большим диаметром ступицы ![]() , мм, для судов, строящихся предприятиями Минречфлота.
, мм, для судов, строящихся предприятиями Минречфлота.
ПРИЛОЖЕНИЕ 2 (обязательное). ШПОНОЧНЫЕ ЭЛЕМЕНТЫ СОЕДИНЕНИЙ
ПРИЛОЖЕНИЕ 2
Обязательное
1. Конструктивное исполнение шпонок и шпоночных пазов в валу и в ступице соединений типов I и II должно соответствовать требованиям ГОСТ 23360 и ГОСТ 10748.
2. Основным исполнением поперечных сечений шпонок и шпоночных пазов является исполнение 1 (черт.1).
Черт.1. - Исполнение 1
Исполнение 1
1 - шпонка; 2 - шпоночный паз в ступице; 3 - дуга окружности сопряжения поверхностей вала и ступицы; 4 - шпоночный паз в конусе вала
Черт.1
3. Ширина ![]() , размеры фасок
, размеры фасок ![]() и радиусы закруглений
и радиусы закруглений ![]() , мм, шпоночных элементов исполнения 1, должны соответствовать указанным в табл.1 (с соблюдением условия
, мм, шпоночных элементов исполнения 1, должны соответствовать указанным в табл.1 (с соблюдением условия ![]() ).
).
Таблица 1
мм
|
|
| ||||
От | 22 | до | 30 | включ. | 8 | 1,0 |
Св. | 30 | " | 38 | " | 10 | |
" | 38 | " | 44 | " | 12 | |
" | 44 | " | 50 | " | 14 | |
" | 50 | " | 58 | " | 16 | |
58 | " | 65 | " | 18 | ||
" | 65 | " | 75 | " | 20 | |
" | 75 | " | 85 | " | 22 | |
" | 85 | " | 95 | " | 25 | 1,2 |
" | 95 | " | 110 | " | 28 | 1,2 |
" | 110 | " | 130 | " | 32 | 1,6 |
" | 130 | " | 150 | " | 36 | 1,6 |
" | 150 | " | 170 | " | 40 | 2,0 |
" | 170 | " | 200 | " | 45 | 2,0 |
" | 200 | " | 230 | " | 50 | 3,0 |
" | 230 | " | 260 | " | 56 | 3,0 |
Св. | 260 | до | 290 | включ. | 63 | 4,0 |
" | 290 | " | 330 | " | 70 | 4,0 |
" | 330 | " | 380 | " | 80 | 5,0 |
" | 380 | " | 440 | " | 90 | 5,0 |
" | 440 | " | 500 | " | 100 | 6,0 |
" | 500 | " | 550 | " | 110 | 6,0 |
" | 550 | " | 600 | " | 120 | 7,0 |
" | 600 | " | 660 | " | 130 | 7,0 |
" | 660 | " | 720 | " | 140 | 8,0 |
" | 720 | " | 780 | " | 150 | 8,0 |
" | 780 | " | 860 | " | 160 | 10,0 |
" | 860 | " | 940 | " | 170 | 10,0 |
" | 940 | " | 1020 | " | 185 | 12,0 |
" | 1020 | " | 1100 | " | 200 | 12,0 |
" | 1100 | " | 1200 | " | 220 | 12,0 |
(Измененная редакция, Изм. N 2).
4. Радиус закруглений ![]() в пазу ступицы при диаметре
в пазу ступицы при диаметре ![]() от 660 до 1200 мм допускается при изготовлении уменьшить до 7 мм с соответствующим уменьшением шпоночных фасок
от 660 до 1200 мм допускается при изготовлении уменьшить до 7 мм с соответствующим уменьшением шпоночных фасок ![]() .
.
5. Высоту шпонки ![]() , глубину пазов в валу
, глубину пазов в валу ![]() и в ступице
и в ступице ![]() , мм, в шпоночных элементах исполнения 1 (см. черт.1) принимают в зависимости от размера
, мм, в шпоночных элементах исполнения 1 (см. черт.1) принимают в зависимости от размера ![]() (см. табл.2).
(см. табл.2).
Таблица 2
мм
|
|
|
|
8 | 7 | 4,0 | 3,3 |
10 | 8 | 5,0 | 3,3 |
12 | 8 | 5,0 | 3,3 |
14 | 9 | 5,5 | 3,8 |
16 | 10 | 6,0 | 4,3 |
18 | 11 | 7,0 | 4,4 |
20 | 12 | 7,5 | 4,9 |
22 | 14 | 9,0 | 5,4 |
25 | 14 | 9,0 | 5,4 |
28 | 16 | 10,0 | 6,4 |
32 | 18 | 11,0 | 7,4 |
36 | 20 | 12,0 | 8,4 |
40 | 22 | 13,0 | 9,4 |
45 | 25 | 15,0 | 10,4 |
50 | 28 | 17,0 | 11,4 |
56 | 32 | 20,0 | 12,4 |
63 | 32 | 20,0 | 12,4 |
70 | 36 | 22,0 | 14,4 |
80 | 40 | 25,0 | 15,4 |
90 | 45 | 28,0 | 17,4 |
100 | 50 | 31,0 | 19,5 |
110 | 55 | 33,0 | 22,5 |
120 | 60 | 36,0 | 24,5 |
130 | 65 | 39,0 | 26,5 |
140 | 70 | 42,0 | 28,6 |
150 | 75 | 45,0 | 30,6 |
160 | 80 | 48,0 | 32,6 |
170 | 85 | 51,0 | 34,8 |
185 | 92 | 55,0 | 37,8 |
200 | 100 | 59,0 | 41,8 |
220 | 110 | 66,0 | 45,0 |
6. При недостаточности одной шпонки исполнения 1 для обеспечения, с учетом сил трения, заданного запаса несущей способности соединения, следует учитывать требования приложения 1 (п.3.1.4) или применять шпоночные элементы исполнений 2 и 3 (см. черт.2).
Черт.2. - Исполнение 2,3
Исполнение 2
Исполнение 3
1 - шпонка; 2 - шпоночный паз в ступице; 3 - дуга окружности сопряжения поверхностей вала и ступицы; 4 - шпоночный паз в конусе вала
Черт.2
7. Размеры ![]() ,
, ![]() и
и ![]() в исполнениях 2 и 3 выбирают из табл.1.
в исполнениях 2 и 3 выбирают из табл.1.
8. Размеры ![]() ,
, ![]() и
и ![]() в исполнениях 2 и 3 выбирают в зависимости от ширины шпонки
в исполнениях 2 и 3 выбирают в зависимости от ширины шпонки ![]() из табл.3.
из табл.3.
Таблица 3
мм
| Исполнение 2 | Исполнение 3 | ||||
|
|
|
|
|
| |
10 | 8 | 5,0 | 3,3 | 9 | 5,5 | 3,8 |
12 | 9 | 5,0 | 4,4 | 11 | 7,0 | 4,4 |
14 | 10 | 5,5 | 4,9 | 12 | 7,5 | 4,9 |
16 | 11 | 6,0 | 5,4 | 14 | 9,0 | 5,4 |
18 | 13 | 7,0 | 6,4 | 16 | 10,0 | 6,4 |
20 | 14 | 7,5 | 6,9 | 18 | 11,0 | 7,4 |
22 | 17 | 9,0 | 8,4 | 20 | 12,0 | 8,4 |
25 | 18 | 9,0 | 9,4 | 22 | 13,0 | 9,4 |
28 | 20 | 10,0 | 10,4 | 25 | 15,0 | 10,4 |
32 | 22 | 11,0 | 11,4 | 28 | 17,0 | 11,4 |
36 | 24 | 12,0 | 12,4 | 32 | 20,0 | 12,4 |
40 | 27 | 13,0 | 14,4 | 36 | 22,0 | 14,4 |
45 | 30 | 15,0 | 15,4 | 40 | 25,0 | 15,4 |
50 | 34 | 17,0 | 17,4 | 45 | 28,0 | 17,4 |
56 | 39 | 20,0 | 19,5 | 50 | 31,0 | 19,5 |
63 | 44 | 20,0 | 24,5 | 60 | 36,0 | 24,5 |
70 | 48 | 22,0 | 26,5 | 65 | 39,0 | 26,5 |
80 | 56 | 25,0 | 31,5 | 75 | 44,0 | 31,5 |
90 | 64 | 28,0 | 36,5 | 85 | 49,0 | 36,5 |
100 | 72 | 31,0 | 41,5 | 95 | 54,0 | 41,5 |
110 | 78 | 33,0 | 45,5 | 105 | 60,0 | 45,5 |
120 | 86 | 36,0 | 50,5 | 115 | 65,0 | 50,5 |
130 | 94 | 39,0 | 55,5 | 125 | 70,0 | 55,5 |
140 | 102 | 42,0 | 60,6 | 135 | 75,0 | 60,6 |
150 | 108 | 45,0 | 63,6 | 145 | 82,0 | 63,6 |
160 | 116 | 48,0 | 68,6 | 155 | 87,0 | 68,6 |
170 | 124 | 51,0 | 73,8 | 165 | 92,0 | 73,8 |
185 | 138 | 55,0 | 83,8 | 180 | 97,0 | 83,8 |
200 | 144 | 59,0 | 85,8 | 195 | 110,0 | 85,8 |
220 | 160 | 66,0 | 95,0 | 210 | 116,0 | 95,0 |
9. Шпоночные элементы исполнения 3 следует применять только в соединениях типа I при сплошном конце вала.
10. Окончание шпоночного паза в конусе вала (со стороны его большего основания) должно быть лыжеобразным, а в соединении типа I должна быть дополнительная ложкообразная разделка в соответствии с черт.3 и пп.11 и 12.
11. Расстояние между большим основанием конуса вала в соединении типа I и началом лыжеобразного окончания шпоночного паза в нем ![]() - по ГОСТ 6636 с применением ближайшего из значений, соответствующих условиям:
- по ГОСТ 6636 с применением ближайшего из значений, соответствующих условиям:
для исполнений 1 и 2
![]() ;
;
для исполнения 3
![]() .
.
В соединении типа II шпоночный паз не должен выходить за пределы большего основания конуса вала.
12. Расстояние ![]() между сечениями А-А, Б-Б, В-В, Г-Г и Д-Д; радиус закругления лыжеобразного окончания шпоночного паза
между сечениями А-А, Б-Б, В-В, Г-Г и Д-Д; радиус закругления лыжеобразного окончания шпоночного паза ![]() в соединениях типов I и II, а также радиусы закруглений его ложкообразной разделки
в соединениях типов I и II, а также радиусы закруглений его ложкообразной разделки ![]() , мм, в соединении типа I, показанные на черт.3, выбирают из ряда
, мм, в соединении типа I, показанные на черт.3, выбирают из ряда ![]() 20 по ГОСТ 6636 с применением ближайшего из значений, соответствующих условиям:
20 по ГОСТ 6636 с применением ближайшего из значений, соответствующих условиям:
![]() ;
; ![]() ;
;
![]() ;
; ![]() ;
; ![]() ;
;
![]() ;
; ![]() ;
; ![]() ;
; ![]() ,
,
где ![]() - см. пп.5 и 8;
- см. пп.5 и 8;![]() - см. пп.3 и 7.
- см. пп.3 и 7.
1 - конус вала; 2 - кромка шпоночного паза в валу; 3 - образующая конуса вала; 4 - начало лыжеобразного окончания шпоночного паза; 5 - контур лыжеобразного окончания шпоночного паза; 6 - контур ложкообразной разделки шпоночного паза
Черт.3
13. Средний диаметр конуса вала ![]() , мм, на участке расположения шпонки определяют по сборочному чертежу соединения или вычисляют по формуле
, мм, на участке расположения шпонки определяют по сборочному чертежу соединения или вычисляют по формуле
![]() , (1)
, (1)
где ![]() - диаметр большего основания конуса конца вала, мм;
- диаметр большего основания конуса конца вала, мм;![]() - конусность в соединении;
- конусность в соединении;![]() - расстояние от большего основания конуса вала с диаметром
- расстояние от большего основания конуса вала с диаметром ![]() до середины рабочей длины шпонки, мм, определяемое по чертежу.
до середины рабочей длины шпонки, мм, определяемое по чертежу.
14. Изменение высоты боковых шпоночных граней ![]() , мм, относительно размеров
, мм, относительно размеров ![]() и
и ![]() (см. черт.1 и 2), вычисляют по формуле
(см. черт.1 и 2), вычисляют по формуле
![]() , (2)
, (2)
где ![]() - средний диаметр конуса конца вала на участке расположения шпонки, мм;
- средний диаметр конуса конца вала на участке расположения шпонки, мм;![]() - ширина шпонки, мм.
- ширина шпонки, мм.
15. Среднюю рабочую высоту боковых граней шпоночных пазов в валу ![]() и в ступице
и в ступице ![]() , мм, вычисляют по формулам:
, мм, вычисляют по формулам:
![]() ; (3)
; (3)
![]() , (4)
, (4)
где ![]() ,
, ![]() - см. пп.5 и 8 приложения, мм;
- см. пп.5 и 8 приложения, мм;![]() - см. п.14 приложения, мм;
- см. п.14 приложения, мм;![]() - размер
- размер ![]() (см. пп.3 и 7 приложения) в шпоночном пазу вала, мм.
(см. пп.3 и 7 приложения) в шпоночном пазу вала, мм.
(Измененная редакция, Изм. N 2).
16. Крепление шпонок в шпоночных пазах винтами - по ГОСТ 1491 с исполнением отверстий в шпонках по типу, принятому в ГОСТ 8790.
При креплении шпонок к валу первый винт со стороны большего основания конуса вала размещают на расстоянии не менее ![]() длины
длины ![]() от него (где
от него (где ![]() - см. пп.1.3.2 и 1.4.2 настоящего стандарта).
- см. пп.1.3.2 и 1.4.2 настоящего стандарта).
17. При длине шпонки более 500 мм допускается выполнять ее составной из двух-трех коротких шпонок.
18. При проектировании конкретного валопровода допускается унификация шпоночных элементов во всех или нескольких его соединениях.
19. Кромки шпоночных пазов на конусе вала (по всей длине) и в ступице (на максимально доступных участках) должны быть притуплены.
20. Материал шпонок - сталь (или другой материал, соответствующий валу с пределом текучести ![]() , ближайшим к меньшему из двух пределов текучести (
, ближайшим к меньшему из двух пределов текучести (![]() ), принятых для вала (
), принятых для вала (![]() ) и ступицы (
) и ступицы (![]() ).
).
Испытание материала шпонок - по группе IV ГОСТ 8479.
(Измененная редакция, Изм. N 2).
21. Изменение ширины шпоночных пазов в валу и в ступице от сборки их с натягом определяют и учитывают в соответствии с пп.22-24.
22. Уменьшение ширины шпоночного паза в валу ![]() , мм, от увеличения контактного давления на валу на 100 МПа, вычисляют по формуле
, мм, от увеличения контактного давления на валу на 100 МПа, вычисляют по формуле
 , (5)
, (5)
где ![]() - см. п.2.1.6 настоящего стандарта;
- см. п.2.1.6 настоящего стандарта;![]() - коэффициент Пуассона материала вала;
- коэффициент Пуассона материала вала;![]() - ширина шпонки, мм;
- ширина шпонки, мм;![]() - модуль упругости материала вала, МПа.
- модуль упругости материала вала, МПа.
23. Увеличение ширины шпоночного паза в ступице ![]() , мм, при возрастании контактного давления на ступицу на 100 МПа, вычисляют по формуле
, мм, при возрастании контактного давления на ступицу на 100 МПа, вычисляют по формуле
 . (6)
. (6)
где ![]() - см. пп.1.3.5 и 1.4.9 настоящего стандарта;
- см. пп.1.3.5 и 1.4.9 настоящего стандарта;![]() - коэффициент Пуассона материала ступицы;
- коэффициент Пуассона материала ступицы;![]() - ширина шпонки, мм;
- ширина шпонки, мм;![]() - модуль упругости материала ступицы, МПа.
- модуль упругости материала ступицы, МПа.
24. Изменения ширины шпоночных пазов в валу ![]() и в ступице
и в ступице ![]() , мм, следует учитывать при разработке норм допустимых отклонений размера
, мм, следует учитывать при разработке норм допустимых отклонений размера ![]() при изготовлении шпоночных элементов соединений.
при изготовлении шпоночных элементов соединений.
ПРИЛОЖЕНИЕ 3 (рекомендуемое). РАСЧЕТ НЕСУЩЕЙ СПОСОБНОСТИ* СОЕДИНЕНИЙ
ПРИЛОЖЕНИЕ 3
Рекомендуемое
______________
* Здесь и далее имеется в виду малоцикловая несущая способность, характеризуемая предельными значениями внешних повторно-статических одновременно действующих нагрузок, воспринимаемых соединением без появления остаточных деформаций в его деталях и без сдвига их относительно друг друга.
1. Основные зависимости
Несущую способность соединений рекомендуется оценивать, используя следующие уравнения:
![]() ; (1)
; (1)
![]() ; (2)
; (2)
![]() , (3)
, (3)
где ![]() - контактное давление на поверхности конца вала, МПа, от сборки соединения с натягом;
- контактное давление на поверхности конца вала, МПа, от сборки соединения с натягом;![]() - контактное давление, МПа, достаточное для предотвращения сдвига вала относительно ступицы (или гильзы) при совместном воздействии на соединение номинальных значений внешних нагрузок: осевого усилия - упора движителя (
- контактное давление, МПа, достаточное для предотвращения сдвига вала относительно ступицы (или гильзы) при совместном воздействии на соединение номинальных значений внешних нагрузок: осевого усилия - упора движителя (![]() ), изгибающего момента (
), изгибающего момента (![]() ) и крутящего момента (
) и крутящего момента (![]() );
);![]() - общий запас* несущей способности соединения, обеспечиваемый трением, фиксирующими элементами и прочностью деталей соединения в пределах упругости их материалов;
- общий запас* несущей способности соединения, обеспечиваемый трением, фиксирующими элементами и прочностью деталей соединения в пределах упругости их материалов;
______________
* Здесь и далее имеется в виду отношение предельных значений одновременно действующих на соединение внешних нагрузок: осевого усилия, изгибающего и крутящего моментов - к их номинальным значениям.![]() - часть запаса
- часть запаса ![]() , обеспечиваемая фиксирующими элементами;
, обеспечиваемая фиксирующими элементами;![]() - суммарное контактное давление на кромке внутренней поверхности ступицы, МПа, от сборки соединения с натягом
- суммарное контактное давление на кромке внутренней поверхности ступицы, МПа, от сборки соединения с натягом ![]() и от его изгиба;
и от его изгиба;![]() - дополнительное контактное давление на вал или ступицу, МПа, при установке гильзы между ними;
- дополнительное контактное давление на вал или ступицу, МПа, при установке гильзы между ними;![]() - коэффициент, учитывающий влияние изгибающего момента
- коэффициент, учитывающий влияние изгибающего момента ![]() на изменение контактного давления в соединении;
на изменение контактного давления в соединении;![]() - напряжение на наружной поверхности вала, МПа, от изгибающего момента
- напряжение на наружной поверхности вала, МПа, от изгибающего момента ![]() ;
;![]() - коэффициент, характеризующий запасы по упругим деформациям в валу (
- коэффициент, характеризующий запасы по упругим деформациям в валу (![]() ) или в ступице (
) или в ступице (![]() );
);![]() - предел текучести материала вала (
- предел текучести материала вала (![]() ) или ступицы (
) или ступицы (![]() ), МПа;
), МПа;![]() - коэффициент, характеризующий приведенное напряжение в валу (
- коэффициент, характеризующий приведенное напряжение в валу (![]() ) или в ступице (
) или в ступице (![]() ) от сборки соединения с натягом;
) от сборки соединения с натягом;![]() - контактное давление
- контактное давление ![]() или
или ![]() , МПа;
, МПа;![]() - приведенное напряжение в валу (
- приведенное напряжение в валу (![]() ) или в ступице (
) или в ступице (![]() ), МПа, от совместного действия номинальных значений внешних нагрузок:
), МПа, от совместного действия номинальных значений внешних нагрузок: ![]() ,
, ![]() и
и ![]() ;
;![]() - коэффициент, характеризующий суммарное напряжение в валу (
- коэффициент, характеризующий суммарное напряжение в валу (![]() ) или в ступице (
) или в ступице (![]() ) от сборки соединения с натягом;
) от сборки соединения с натягом;![]() - суммарное осевое напряжение в валу (
- суммарное осевое напряжение в валу (![]() ) или в ступице (
) или в ступице (![]() ), МПа, от совместного действия номинальных значений внешних нагрузок
), МПа, от совместного действия номинальных значений внешних нагрузок ![]() и
и ![]() .
.
Уравнение (1) характеризует несущую способность сил трения и фиксирующих элементов соединения.
Уравнение (2) характеризует влияние гильз, а также поперечного взаимодействия вала и ступицы при изгибе соединения, на изменение контактного давления в нем.
Уравнение (3), соответствующее энергетической теории прочности, характеризует объемное напряженное состояние вала и ступицы в пределах упругих деформаций их материалов.
2. Общие рекомендации
2.1. Уравнения (1)-(3) следует использовать для подбора таких значений входящих в них величин, при которых запас несущей способности соединения ![]() максимальный.
максимальный.
2.2. При поиске или подборе величин, входящих в уравнения (1)-(3), следует учитывать, что значения этих величин имеют определенные ограничения в виде функциональных зависимостей от первичных исходных данных или в виде допустимых диапазонов применения.
3. Ограничения величин, входящих в уравнения (1)-(3)
3.1. Контактное давление ![]()
3.1.1. Контактное давление ![]() , МПа, вычисляют по формуле
, МПа, вычисляют по формуле
![]() , (4)
, (4)
где ![]() (1,1-1,2) - поправочный коэффициент, учитывающий снижение несущей способности соединения от воздействия упора
(1,1-1,2) - поправочный коэффициент, учитывающий снижение несущей способности соединения от воздействия упора ![]() , изгибающего момента
, изгибающего момента ![]() и от влияния конусности
и от влияния конусности ![]() . Меньшие значения
. Меньшие значения ![]() принимают для соединений типов III и IV; средние - для прессовых соединений типов I и II, а большие - для шпоночно-прессовых соединений типов I и II;
принимают для соединений типов III и IV; средние - для прессовых соединений типов I и II, а большие - для шпоночно-прессовых соединений типов I и II;![]() - номинальный крутящий момент, МН·м;
- номинальный крутящий момент, МН·м;![]() - средний диаметр конца вала на прессовом участке соединения (см. пп.3.1.10; 3.2.11 и 3.3.7 настоящего стандарта), м;
- средний диаметр конца вала на прессовом участке соединения (см. пп.3.1.10; 3.2.11 и 3.3.7 настоящего стандарта), м;![]() - длина прессового участка соединения (см. пп.3.1.4; 3.2.4 и 3.3.2 настоящего стандарта), м;
- длина прессового участка соединения (см. пп.3.1.4; 3.2.4 и 3.3.2 настоящего стандарта), м;![]() - коэффициент, учитывающий уменьшение площади прессового контакта в соединении на величину
- коэффициент, учитывающий уменьшение площади прессового контакта в соединении на величину ![]() (см. пп.3.1.12; 3.2.12 и 3.3.10 настоящего стандарта) из-за канавок и углублений в ступице. При установке в соединении шпонок или других фиксирующих элементов площадь
(см. пп.3.1.12; 3.2.12 и 3.3.10 настоящего стандарта) из-за канавок и углублений в ступице. При установке в соединении шпонок или других фиксирующих элементов площадь ![]() следует увеличить на величину, им соответствующую;
следует увеличить на величину, им соответствующую;![]() - коэффициент трения между валом и ступицей или гильзой, значения которого назначают с учетом пары трения:
- коэффициент трения между валом и ступицей или гильзой, значения которого назначают с учетом пары трения:
сталь - сталь | 0,15; (0,13); |
материал на медной основе (ММО) - сталь | 0,16; (0,13); |
материал на титановой основе (МТО) - сталь | 0,25; |
МТО-ММО | 0,28; |
МТО-МТО | 0,35. |
В скобках приведены значения коэффициента ![]() по нормам Регистра СССР.
по нормам Регистра СССР.
3.1.2. Пример определения давления ![]() , МПа, для соединения типа I при следующих исходных данных:
, МПа, для соединения типа I при следующих исходных данных:
![]() 1,15;
1,15; ![]() 0,55 МН·м;
0,55 МН·м; ![]() 0,46 м;
0,46 м;
![]() 1,12 м;
1,12 м; ![]() 0,15;
0,15; ![]() 0,2
0,2
- с использованием зависимости (4).
![]() МПа.
МПа.
3.1.3. При применении исполнения соединения с концевым расположением шпонок (см. п.3.1.5 приложения 1) размеры ![]() и
и ![]() , входящие в зависимость (4), должны быть изменены с учетом уменьшения длины прессового участка.
, входящие в зависимость (4), должны быть изменены с учетом уменьшения длины прессового участка.
Показатель ![]() при этом должен учитывать только те канавки и проточки, которые находятся на уменьшенной длине
при этом должен учитывать только те канавки и проточки, которые находятся на уменьшенной длине ![]() .
.
3.2. Запас несущей способности соединения, обеспечиваемый фиксирующими элементами ![]()
3.2.1. Запас ![]() вычисляют по формуле
вычисляют по формуле
![]() , (5)
, (5)
где ![]() - число шпонок или других фиксирующих элементов;
- число шпонок или других фиксирующих элементов;![]() - длина рабочего участка одного фиксирующего элемента, м;
- длина рабочего участка одного фиксирующего элемента, м;![]() - средний диаметр участка конуса вала с фиксирующими элементами (см. приложение 2), м;
- средний диаметр участка конуса вала с фиксирующими элементами (см. приложение 2), м;![]() - предел текучести материала вала
- предел текучести материала вала ![]() , ступицы
, ступицы ![]() или фиксирующего элемента
или фиксирующего элемента ![]() , МПа;
, МПа;![]() - высота рабочего участка фиксирующего элемента в валу
- высота рабочего участка фиксирующего элемента в валу ![]() или в ступице
или в ступице ![]() , м, (см. приложение 2);
, м, (см. приложение 2);![]() - см. п.3.1.1.
- см. п.3.1.1.
При подстановке в формулу числовых значений в качестве ![]() принимают наименьшее из четырех произведений:
принимают наименьшее из четырех произведений:
![]() ;
; ![]() ;
; ![]() ;
; ![]() .
.
(Измененная редакция, Изм. N 2).
3.2.2. При применении в качестве фиксирующих элементов призматических шпонок (см. приложение 2) их число ![]() рекомендуется не более одной.
рекомендуется не более одной.
При необходимости увеличить несущую способность соединения при этом его целесообразно выполнить в исполнении, соответствующем приложению 1, п.3.1.4.
3.2.3. Пример расчета запаса ![]() для шпоночного исполнения соединения типа I при следующих исходных данных:
для шпоночного исполнения соединения типа I при следующих исходных данных:
![]() МПа;
МПа; ![]() 0,46 м;
0,46 м;
![]() 0,55 МН·м;
0,55 МН·м; ![]() 1;
1; ![]() 0,95 м;
0,95 м;
![]() 0,019 м
0,019 м
- с использованием зависимости (5).
При расчете запаса ![]() , в первую очередь определяют
, в первую очередь определяют ![]() как наименьшее из четырех произведений:
как наименьшее из четырех произведений:
![]() ;
; ![]() ;
; ![]() ;
; ![]() .
.
В рассматриваемом примере
![]() , а
, а ![]() ,
,
в связи с чем
![]() МН/м.
МН/м.
Затем вычисляют ![]() по формуле (5)
по формуле (5)
![]() .
.
3.3. Запас несущей способности соединения ![]()
3.3.1. Практически необходимый запас ![]() должен учитывать особенности движительной установки и особенности условий эксплуатации судна.
должен учитывать особенности движительной установки и особенности условий эксплуатации судна.
3.3.2. Особенности движительной установки: неравномерность крутящего момента, инерционные явления при нормальных реверсах, крутильные колебания, условия работы в мелкобитом льду, при буксировке и т.п. следует учитывать расчетным коэффициентом ![]() , вычисляемым по формуле
, вычисляемым по формуле
![]() , (6)
, (6)
где ![]() - наибольшая из пиковых крутящих нагрузок, МН·м, соответствующих перечисленным выше особенностям установки;
- наибольшая из пиковых крутящих нагрузок, МН·м, соответствующих перечисленным выше особенностям установки;![]() - см. п.3.1.1.
- см. п.3.1.1.
3.3.3. Особенности условий эксплуатации судна: возможные удары лопастей движителя о плавающие предметы, лед, грунт, причалы, аварийные реверсы и т.п. следует учитывать практическим коэффициентом ![]() .
.
Для ледоколов и судов ледового плавания значения коэффициента ![]() в зависимости от типа соединения, расположения валопровода и категории ледового усиления принимают по табл.1.
в зависимости от типа соединения, расположения валопровода и категории ледового усиления принимают по табл.1.
Таблица 1
Тип соединения |
| ||||||
ледоколов | судов с ледовыми усилениями категорий | ||||||
с бортовым расположением валопровода | со средним расположением валопровода | УЛА | УЛ | Л1 | Л2 | Л3 | |
I | 1,50 | 1,45 | 1,30 | 1,20 | 1,15 | 1,08 | 1,05 |
II-IV | 1,22 | 1,18 | 1,15 | 1,12 | 1,08 | 1,04 | 1,00 |
Для судов, поднадзорных Регистру СССР, коэффициенты ![]() , приведенные в табл.1, являются обязательными.
, приведенные в табл.1, являются обязательными.
В остальных случаях коэффициент ![]() должен быть не менее единицы с предпочтительным использованием значений, приведенных в табл.1, применительно к ожидаемым условиям эксплуатации судна.
должен быть не менее единицы с предпочтительным использованием значений, приведенных в табл.1, применительно к ожидаемым условиям эксплуатации судна.
3.3.4. Окончательно значение ![]() применяют с обеспечением следующих двух условий:
применяют с обеспечением следующих двух условий:
основного (для общего случая):
![]() ; (7)
; (7)
дополнительного (при шпоночно-прессовом исполнении соединения):
![]() , (8)
, (8)
где ![]() - см. п.3.3.2;
- см. п.3.3.2;![]() - см. п.3.3.3;
- см. п.3.3.3;![]() - коэффициент, равный 2,8;
- коэффициент, равный 2,8;![]() - коэффициент, равный 1,5 для судов, поднадзорных Регистру СССР, а в остальных случаях - не менее единицы;
- коэффициент, равный 1,5 для судов, поднадзорных Регистру СССР, а в остальных случаях - не менее единицы;![]() - см. п.3.2;
- см. п.3.2;![]() 1,0 - с предпочтительностью
1,0 - с предпочтительностью ![]() .
.
По согласованию с Регистром СССР значение коэффициента ![]() может быть уточнен
может быть уточнен
3.4. Коэффициент ![]()
3.4.1. Коэффициент ![]() для сплошного конца вала
для сплошного конца вала ![]() равен 1,0.
равен 1,0.
3.4.2. Значения коэффициента ![]() для наружной
для наружной ![]() и внутренней
и внутренней ![]() поверхностей полого конца вала, а также для ступицы
поверхностей полого конца вала, а также для ступицы ![]() , приведены в табл.2 в зависимости от контролируемой поверхности и от показателей
, приведены в табл.2 в зависимости от контролируемой поверхности и от показателей ![]() (см. п.2.1.6 настоящего стандарта) и
(см. п.2.1.6 настоящего стандарта) и ![]() (см. пп.1.3.5; 1.4.9 и 1.5.11 настоящего стандарта).
(см. пп.1.3.5; 1.4.9 и 1.5.11 настоящего стандарта).
Таблица 2
|
|
|
|
0,30 | 1,113 | 2,200 | 1,905 |
0,35 | 1,167 | 2,280 | 1,980 |
0,40 | 1,232 | 2,380 | 2,070 |
0,45 | 1,330 | 2,510 | 2,185 |
0,50 | 1,455 | 2,670 | 2,335 |
0,55 | 1,623 | 2,860 | 2,525 |
0,60 | 1,845 | 3,130 | 2,765 |
0,65 | 2,150 | 3,470 | 3,080 |
0,70 | 2,570 | 3,930 | 3,530 |
0,75 | 3,180 | 4,570 | 4,270 |
0,80 | 4,150 | 5,560 | 5,120 |
0,85 | 5,790 | 7,220 | 6,770 |
3.5. Контактное давление ![]()
3.5.1. Контактное давление ![]() , МПа, вычисляют по формуле
, МПа, вычисляют по формуле
![]() , (9)
, (9)
где ![]() - толщина стенки гильзы, м;
- толщина стенки гильзы, м;![]() - монтажный зазор между валом и гильзой, м, в соединении типа IV, принимаемый равным максимально возможному зазору, соответствующему допускам на окончательную механическую обработку наружной поверхности вала и внутренней поверхности гильзы;
- монтажный зазор между валом и гильзой, м, в соединении типа IV, принимаемый равным максимально возможному зазору, соответствующему допускам на окончательную механическую обработку наружной поверхности вала и внутренней поверхности гильзы;![]() - модуль упругости материала гильзы, МПа;
- модуль упругости материала гильзы, МПа;![]() - см. п.3.1.1.
- см. п.3.1.1.
3.5.2. Пример определения давления ![]() , МПа, для соединения типа IV при следующих исходных данных:
, МПа, для соединения типа IV при следующих исходных данных:
![]() 2,5·10
2,5·10![]() м;
м; ![]() 1,9·10
1,9·10![]() м;
м;
![]() 0,5 м;
0,5 м; ![]() 21·10
21·10![]() МПа
МПа
- с использованием зависимости (9).
 МПа.
МПа.
3.5.3. При установке гильзы на конце вала до напрессовки ступицы с контактным давлением ![]() , МПа, значение давления
, МПа, значение давления ![]() принимают равным (
принимают равным (![]() ).
).
3.5.4. При отсутствии зазора и натяга между валом и гильзой до напрессовки ступицы, давление ![]() 0.
0.
3.6. Контактное давление на валу ![]() и на ступице
и на ступице ![]() от сборки соединения с натягом
от сборки соединения с натягом
3.6.1. Контактные давления ![]() и
и ![]() в прессовом соединении должны быть:
в прессовом соединении должны быть:
от 40 до 80 МПа - для соединения типа I;
от 40 до 120 МПа - для соединений типов II-IV.
При этом следует учитывать, что в шпоночно-прессовых соединениях ![]() , а в прессовых соединениях с гильзами между давлениями
, а в прессовых соединениях с гильзами между давлениями ![]() и
и ![]() , МПа, существует зависимость, соответствующая уравнению (2) при
, МПа, существует зависимость, соответствующая уравнению (2) при ![]() и
и ![]() 0:
0:
![]() (10)
(10)
где ![]() - см. п.3.6;
- см. п.3.6;![]() - см. п.3.5.
- см. п.3.5.
3.6.2. Контактные давления ![]() и
и ![]() в обычном шпоночно-прессовом соединении при использовании главных двигателей роторного типа следует принимать:
в обычном шпоночно-прессовом соединении при использовании главных двигателей роторного типа следует принимать:
22 МПа - для соединений типа I;
26 МПа - для соединений типа II.
При использовании главных двигателей поршневого типа допускается увеличивать эти значения до 28 и 30 МПа соответственно.
3.6.3. Контактные давления ![]() и
и ![]() в шпоночно-прессовом соединении, выполненном с концевым расположением шпонок или со смещением допусков на изготовление шпоночных элементов, соответствующем приложению 1, пп.3.1.4 и 3.1.5, должны быть в пределах:
в шпоночно-прессовом соединении, выполненном с концевым расположением шпонок или со смещением допусков на изготовление шпоночных элементов, соответствующем приложению 1, пп.3.1.4 и 3.1.5, должны быть в пределах:
от значений в п.3.6.2 до 60 МПа - для соединения типа I;
от значений в п.3.6.2 до 90 МПа - для соединения типа II.
3.6.4. Контактные давления ![]() и
и ![]() , МПа, в целях обеспечения прочности вала и ступицы при сборке - разборке соединения гидропрессовым способом, должны соответствовать также условиям:
, МПа, в целях обеспечения прочности вала и ступицы при сборке - разборке соединения гидропрессовым способом, должны соответствовать также условиям:
![]() ; (11)
; (11)
![]() , (12)
, (12)
где ![]() ,
, ![]() - см. п.3.2.1;
- см. п.3.2.1;![]() - см. п.1, а также
- см. п.1, а также ![]() и
и ![]() в п.3.4;
в п.3.4;![]() - см. пп.1.3.5, 1.4.9 и 1.5.11 настоящего стандарта;
- см. пп.1.3.5, 1.4.9 и 1.5.11 настоящего стандарта;![]() - см. п.3.4.2
- см. п.3.4.2
3.7. Напряжение ![]() , МПа, является алгебраической суммой напряжений в валу (
, МПа, является алгебраической суммой напряжений в валу (![]() ) или в ступице (
) или в ступице (![]() ) от упора движителя
) от упора движителя ![]() , МН, и изгибающего момента
, МН, и изгибающего момента ![]() , МН·м.
, МН·м.
3.7.1. Напряжение от упора движителя в сплошном конце вала ![]() , МПа, вычисляют по формуле
, МПа, вычисляют по формуле
![]() , (13)
, (13)
где ![]() - см. п.3.7;
- см. п.3.7;![]() - диаметр большего основания конуса или цилиндрического конца вала, м (см. пп.1.3.1; 1.4.1 и 1.5.1 настоящего стандарта).
- диаметр большего основания конуса или цилиндрического конца вала, м (см. пп.1.3.1; 1.4.1 и 1.5.1 настоящего стандарта).
При отсутствии сведений о значении упора движителя ![]() , MH, его ориентировочно вычисляют по формуле
, MH, его ориентировочно вычисляют по формуле
![]() , (14)
, (14)
где ![]() - см. п.3.1.1;
- см. п.3.1.1;![]() - расчетный диаметр промежуточного вала, м.
- расчетный диаметр промежуточного вала, м.
3.7.2. Напряжения от упора движителя в полом конце вала ![]() и в ступице
и в ступице ![]() , МПа, вычисляют по формулам:
, МПа, вычисляют по формулам:
![]() ; (15)
; (15)
![]() , (16)
, (16)
где ![]() - см. п.3.7.1;
- см. п.3.7.1;![]() ,
, ![]() - коэффициенты, значения которых принимают по табл.3, в зависимости от показателей
- коэффициенты, значения которых принимают по табл.3, в зависимости от показателей ![]() (см. п.2.1.6 настоящего стандарта) и
(см. п.2.1.6 настоящего стандарта) и ![]() (см. пп.1.3.5; 1.4.9 и 1.5.11 настоящего стандарта).
(см. пп.1.3.5; 1.4.9 и 1.5.11 настоящего стандарта).
Таблица 3
|
|
|
0,30 | 1,100 | 0,100 |
0,35 | 1,140 | 0,140 |
0,40 | 1,190 | 0,190 |
0,45 | 1,255 | 0,255 |
0,50 | 1,335 | 0,335 |
0,55 | 1,435 | 0,435 |
0,60 | 1,563 | 0,563 |
0,65 | 1,733 | 0,733 |
0,70 | 1,963 | 0,963 |
0,75 | 2,280 | 1,280 |
0,80 | 2,780 | 1,780 |
0,85 | 3,610 | 2,610 |
______________
* Для соединений с гильзой между валом и ступицей коэффициент ![]() следует делить на
следует делить на ![]() .
.
3.7.3. Примеры определения напряжений ![]() ,
, ![]() и
и ![]() , МПа, при следующих исходных данных:
, МПа, при следующих исходных данных:
![]() 0,75 МН;
0,75 МН; ![]() 0,5 м;
0,5 м; ![]() 0,35;
0,35;
![]() 0,50;
0,50; ![]() 1,140;
1,140; ![]() 0,335
0,335
- с использованием формул (13), (15) и (16):
 МПа;
МПа;
![]() МПа;
МПа;
![]() МПа.
МПа.
3.7.4. Напряжение от изгибающего момента в сплошном конце вала ![]() , МПа, вычисляют по формуле
, МПа, вычисляют по формуле
![]() , (17)
, (17)
где ![]() - см. п.3.7;
- см. п.3.7;![]() - см. п.3.7.1.
- см. п.3.7.1.
При отсутствии сведений о значении изгибающего момента ![]() , МН·м, его ориентировочно вычисляют по формулам:
, МН·м, его ориентировочно вычисляют по формулам:
для соединения типа I
![]() ; (18)
; (18)
для соединений типов II-IV
![]() , (19)
, (19)
где ![]() - см. п.3.1.1.
- см. п.3.1.1.
При определении ![]() по формуле (18) меньшие значения следует принимать при четном числе лопастей гребного винта, а большие - при нечетном.
по формуле (18) меньшие значения следует принимать при четном числе лопастей гребного винта, а большие - при нечетном.
3.7.5. Напряжения от изгибающего момента ![]() на наружной
на наружной ![]() и внутренней
и внутренней ![]() поверхностях полого конца вала, а также в ступице
поверхностях полого конца вала, а также в ступице ![]() , МПа, вычисляют по формулам:
, МПа, вычисляют по формулам:
![]() ; (20)
; (20)
![]() ; (21)
; (21)
![]() . (22)
. (22)
где ![]() - см. п.3.7.4;
- см. п.3.7.4;![]() ,
, ![]() ,
, ![]() - коэффициенты, значение которых принимают по табл.4, в зависимости от показателей
- коэффициенты, значение которых принимают по табл.4, в зависимости от показателей ![]() (см. п.2.1.6 настоящего стандарта) и
(см. п.2.1.6 настоящего стандарта) и ![]() (см. пп.1.3.5; 1.4.9 и 1.5.11 настоящего стандарта).
(см. пп.1.3.5; 1.4.9 и 1.5.11 настоящего стандарта).
Таблица 4
|
|
|
|
0,30 | 1,008 | 0,303 | 0,008 |
0,35 | 1,015 | 0,356 | 0,015 |
0,40 | 1,027 | 0,411 | 0,027 |
0,45 | 1,043 | 0,469 | 0,043 |
0,50 | 1,067 | 0,534 | 0,067 |
0,55 | 1,100 | 0,605 | 0,100 |
0,60 | 1,150 | 0,690 | 0,150 |
0,65 | 1,218 | 0,792 | 0,218 |
0,70 | 1,316 | 0,922 | 0,316 |
0,75 | 1,463 | 1,098 | 0,463 |
0,80 | 1,695 | 1,357 | 0,695 |
0,85 | 2,090 | 1,777 | 1,090 |
______________
* Для соединений с гильзой между валом и ступицей коэффициент ![]() следует делить на
следует делить на ![]() .
.
3.7.6. Примеры определения напряжений ![]() ,
, ![]() ,
, ![]() ,
, ![]() , МПа, при следующих исходных данных:
, МПа, при следующих исходных данных:
![]() 0,22 МН·м;
0,22 МН·м; ![]() 0,5 м;
0,5 м; ![]() 0,35;
0,35;
![]() 0,50;
0,50; ![]() 1,015;
1,015;
![]() 0,356;
0,356; ![]() 0,067
0,067
- с использованием формул (17) и (20)-(22).
![]() МПа;
МПа;
![]() МПа;
МПа;
![]() МПа;
МПа;
![]() МПа.
МПа.
3.7.7. Напряжения ![]() , МПа, в сплошном конце вала
, МПа, в сплошном конце вала ![]() , на наружной
, на наружной ![]() и внутренней
и внутренней ![]() поверхностях, полого конца вала, а также в ступице
поверхностях, полого конца вала, а также в ступице ![]() вычисляют по формулам:
вычисляют по формулам:
![]() ; (23)
; (23)
![]() ; (24)
; (24)
![]() ; (25)
; (25)
![]() , (26)
, (26)
где ![]() - см. п.3.7.1;
- см. п.3.7.1;![]() - см. п.3.7.4;
- см. п.3.7.4;![]() ,
, ![]() - см. п.3.7.2;
- см. п.3.7.2;![]() ,
, ![]() ,
, ![]() - см. п.3.7.5
- см. п.3.7.5
3.7.8. Примеры определения напряжений ![]() ,
, ![]() ,
, ![]() и
и ![]() , МПа, при следующих исходных данных:
, МПа, при следующих исходных данных:
![]() +3,8 МПа;
+3,8 МПа; ![]() +4,4 МПа;
+4,4 МПа;
![]() -1,3 МПа;
-1,3 МПа; ![]() +18,0 МПа;
+18,0 МПа;
![]() +18,5 МПа;
+18,5 МПа; ![]() +6,5 МПа;
+6,5 МПа; ![]() -1,2 МПа
-1,2 МПа
- с использованием формул (23)-(26).
![]() МПа;
МПа;
![]() МПа;
МПа;
![]() МПа;
МПа;
![]() МПа.
МПа.
3.8. Напряжение ![]() является приведенным напряжением в валу или в ступице от крутящего момента
является приведенным напряжением в валу или в ступице от крутящего момента ![]() , упора движителя
, упора движителя ![]() и изгибающего момента
и изгибающего момента ![]() .
.
3.8.1. Напряжение от крутящего момента в сплошных валах ![]() , МПа, вычисляют по формуле
, МПа, вычисляют по формуле
![]() , (27)
, (27)
где ![]() - см. п.3.1.1;
- см. п.3.1.1;![]() - см. п.3.7.1.
- см. п.3.7.1.
3.8.2. Напряжения от крутящего момента ![]() на наружной
на наружной ![]() и внутренней
и внутренней ![]() поверхностях полого конца вала, а также в ступице
поверхностях полого конца вала, а также в ступице ![]() , МПа, вычисляют по формулам:
, МПа, вычисляют по формулам:
![]() ; (28)
; (28)
![]() ; (29)
; (29)
![]() ; (30)
; (30)
где ![]() ,
, ![]() ,
, ![]() - см. табл.4;
- см. табл.4;![]() - см. п.3.8.1.
- см. п.3.8.1.
3.8.3. Примеры определения напряжений ![]() ,
, ![]() ,
, ![]() ,
, ![]() , МПа, при следующих исходных данных:
, МПа, при следующих исходных данных:
![]() 0,55 МН·м;
0,55 МН·м; ![]() 0,5 м;
0,5 м; ![]() 0,35;
0,35;
![]() 0,50;
0,50; ![]() 1,015;
1,015;
![]() 0,356;
0,356; ![]() 0,067
0,067
- с использованием формул (27)-(30).
![]() МПа;
МПа;
![]() МПа;
МПа;
![]() МПа;
МПа;
![]() МПа.
МПа.
3.8.4. Напряжения ![]() , МПа, в сплошном конце вала
, МПа, в сплошном конце вала ![]() , на наружной
, на наружной ![]() и внутренней
и внутренней ![]() поверхностях полого конца вала, а также в ступице
поверхностях полого конца вала, а также в ступице ![]() , вычисляют по формулам:
, вычисляют по формулам:
![]() ; (31)
; (31)
![]() ; (32)
; (32)
![]() ; (33)
; (33)
![]() , (34)
, (34)
где ![]() ,
, ![]() ,
, ![]() ,
, ![]() - см. п.3.7.7;
- см. п.3.7.7;![]() - см. п.3.8.1;
- см. п.3.8.1;![]() ,
, ![]() ,
, ![]() - см. п.3.8.
- см. п.3.8.
3.8.5. Примеры определения напряжений ![]() ,
, ![]() ,
, ![]() ,
, ![]() , МПа, при следующих исходных данных:
, МПа, при следующих исходных данных:
![]() 21,8 МПа;
21,8 МПа; ![]() 22,9 МПа;
22,9 МПа; ![]() 10,9 МПа;
10,9 МПа;
![]() 2,5 МПа;
2,5 МПа; ![]() 22,5 МПа;
22,5 МПа; ![]() 23,0 МПа;
23,0 МПа;
![]() 8,0 МПа;
8,0 МПа; ![]() 1,6 МПа
1,6 МПа
- с использованием формул (31)-(34).
![]() МПа;
МПа;
![]() МПа;
МПа;
![]() МПа;
МПа;
![]() МПа.
МПа.
3.9. Коэффициент ![]()
3.9.1. Коэффициент ![]() для сплошного конца вала
для сплошного конца вала ![]() равен 2,0.
равен 2,0.
3.9.2. Значения коэффициентов ![]() для полого конца вала
для полого конца вала ![]() и для ступицы
и для ступицы ![]() приведены в табл.5 в зависимости от показателей
приведены в табл.5 в зависимости от показателей ![]() (см. п.2.1.6 настоящего стандарта) и
(см. п.2.1.6 настоящего стандарта) и ![]() (см. пп.1.3.5, 1.4.9 и 1.5.11 настоящего стандарта).
(см. пп.1.3.5, 1.4.9 и 1.5.11 настоящего стандарта).
Таблица 5
|
|
|
0,30 | +2,20 | -0,198 |
0,35 | +2,28 | -0,258 |
0,40 | +2,38 | -0,382 |
0,45 | +2,51 | -0,506 |
0,50 | +2,67 | -0,666 |
0,55 | +2,86 | -0,866 |
0,60 | +3,13 | -1,127 |
0,65 | +3,47 | -1,470 |
0,70 | +3,93 | -1,925 |
0,75 | +4,57 | -2,570 |
0,80 | +5,56 | -3,560 |
0,85 | +7,22 | -5,240 |
3.10. Коэффициент ![]()
3.10.1. Коэффициент ![]() вычисляют по формуле
вычисляют по формуле
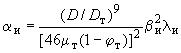 , (35)
, (35)
где ![]() - см. п.3.7.1;
- см. п.3.7.1;![]() ,
, ![]() ,
, ![]() - см. п.3.1.1;
- см. п.3.1.1;![]() - коэффициент, учитывающий влияние длины участка упругого смещения вала относительно ступицы (или гильзы) при изгибе соединения;
- коэффициент, учитывающий влияние длины участка упругого смещения вала относительно ступицы (или гильзы) при изгибе соединения;![]() - коэффициент, учитывающий влияние поперечной податливости вала и ступицы при изгибе соединения.
- коэффициент, учитывающий влияние поперечной податливости вала и ступицы при изгибе соединения.
3.10.2. Коэффициент ![]() определяют в зависимости от длины участка упругого смещения вала относительно ступицы, (или гильзы)
определяют в зависимости от длины участка упругого смещения вала относительно ступицы, (или гильзы) ![]() при воздействии на соединение изгибающего момента
при воздействии на соединение изгибающего момента ![]() .
.
Значение длины ![]() , м, вычисляют по формуле
, м, вычисляют по формуле
![]() , (36)
, (36)
где ![]() - см. п.3.3;
- см. п.3.3;![]() - см. п.3.7;
- см. п.3.7;![]() ,
, ![]() ,
, ![]() - см. п.3.1.1;
- см. п.3.1.1;![]() - см. п.3.6.
- см. п.3.6.
Значение коэффициента ![]() принимают согласно условиям:
принимают согласно условиям:
![]() - при
- при ![]() ; (37)
; (37)
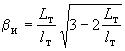 - при
- при ![]() , (38)
, (38)
где ![]() - см. п.3.1.1.
- см. п.3.1.1.
3.10.3. Пример определения коэффициента ![]() при следующих исходных данных:
при следующих исходных данных:
![]() 5,15;
5,15; ![]() 0,22 МН·м;
0,22 МН·м; ![]() 0,15;
0,15; ![]() 47 МПа;
47 МПа;
![]() 0,46 м;
0,46 м; ![]() 0,2;
0,2; ![]() 1,12 м
1,12 м
- с использованием формул (36)-(38).
![]() м;
м;
![]() ;
;
![]() 1,0, так как согласно условию (37)
1,0, так как согласно условию (37) ![]() .
.
3.10.4. Пример определения коэффициента ![]() при
при ![]() 1,50 м и
1,50 м и ![]() 1,12 м
1,12 м
- с использованием условия (38)
 .
.
3.10.5. Коэффициент ![]() зависит от модулей упругости материалов вала
зависит от модулей упругости материалов вала ![]() и ступицы
и ступицы ![]() , а также от показателей
, а также от показателей ![]() и
и ![]() (см. пп.1.3.5; 1.4.9; 1.5.11 и 2.1.6 настоящего стандарта).
(см. пп.1.3.5; 1.4.9; 1.5.11 и 2.1.6 настоящего стандарта).
Значения коэффициента ![]() при
при ![]() 1,0 принимают по табл.6, а при
1,0 принимают по табл.6, а при ![]() 2,0 - по табл.7.
2,0 - по табл.7.
Таблица 6
|
| ||||
0,40 | 0,50 | 0,60 | 0,70 | 0,80 | |
0,00 | 1,440 | 1,185 | 0,877 | 0,538 | 0,353 |
0,30 | 1,322 | 1,095 | 0,867 | 0,510 | 0,228 |
0,40 | 1,200 | 1,007 | 0,758 | 0,477 | 0,215 |
0,50 | 1,023 | 0,861 | 0,660 | 0,426 | 0,204 |
0,60 | 0,780 | 0,670 | 0,523 | 0,348 | 0,170 |
0,70 | 0,494 | 0,436 | 0,353 | 0,246 | 0,128 |
0,80 | 0,223 | 0,203 | 0,167 | 0,129 | 0,076 |
Таблица 7
|
| ||||
0,40 | 0,50 | 0,60 | 0,70 | 0,80 | |
0,00 | 1,075 | 0,772 | 0,473 | 0,225 | 0,071 |
0,30 | 1,000 | 0,726 | 0,449 | 0,217 | 0,069 |
0,40 | 0,923 | 0,678 | 0,423 | 0,206 | 0,067 |
0,50 | 0,800 | 0,593 | 0,381 | 0,190 | 0,063 |
0,60 | 0,623 | 0,541 | 0,313 | 0,162 | 0,057 |
0,70 | 0,411 | 0,326 | 0,224 | 0,125 | 0,047 |
0,80 | 0,193 | 0,161 | 0,119 | 0,073 | 0,032 |
(Измененная редакция, Изм. N 2).
3.10.6. Пример определения коэффициента ![]() при следующих исходных данных:
при следующих исходных данных:
![]() 0,50 м;
0,50 м; ![]() 0,46 м;
0,46 м; ![]() 0,15;
0,15; ![]() 0,2;
0,2; ![]() 1,0;
1,0;
![]() 0,0;
0,0; ![]() 0,50;
0,50; ![]() ;
; ![]() 1,185
1,185
- с использованием формулы (35).
 .
.
3.10.7. Пример определения контактного давления ![]() , МПа, в шпоночно-прессовом соединении типа I, соответствующем п.3.6.3, с учетом влияния изгибающего момента при следующих исходных данных:
, МПа, в шпоночно-прессовом соединении типа I, соответствующем п.3.6.3, с учетом влияния изгибающего момента при следующих исходных данных:
![]() 47 МПа;
47 МПа; ![]() 0,0;
0,0; ![]() 0,078;
0,078;
![]() 5,15;
5,15; ![]() 18 МПа
18 МПа
- с использованием уравнения (2)
 МПа.
МПа.
3.10.8. При увеличении контактного давления ![]() в соединении влияние изгибающего момента на величину
в соединении влияние изгибающего момента на величину ![]() снижается. Например, при
снижается. Например, при ![]() 72 МПа и других исходных данных из п.3.10.7, получают
72 МПа и других исходных данных из п.3.10.7, получают ![]() 84 МПа.
84 МПа.
4. Практические рекомендации по применению уравнений (1)-(3) при расчете контактного давления ![]() и запаса несущей способности
и запаса несущей способности ![]()
4.1. Запас несущей способности соединения ![]() не может быть больше теоретически возможного значения
не может быть больше теоретически возможного значения ![]() , определяемого с использованием уравнения (3) при
, определяемого с использованием уравнения (3) при ![]() 1,0 и
1,0 и ![]() 0,0 по формуле
0,0 по формуле
![]() , (39)
, (39)
где ![]() - предел текучести материала вала (см. п.3.2.1);
- предел текучести материала вала (см. п.3.2.1);![]() - большее из приведенных напряжений в валу:
- большее из приведенных напряжений в валу:![]() ,
, ![]() и
и ![]() (см. п.3.8.4).
(см. п.3.8.4).
4.2. При приближенном расчете давления ![]() и запаса
и запаса ![]() величины
величины ![]() ,
, ![]() и
и ![]() в уравнениях (2) и (3) принимают равными нулю, давление
в уравнениях (2) и (3) принимают равными нулю, давление ![]() принимают равным давлению
принимают равным давлению ![]() (где
(где ![]() - см. п.3.6), а коэффициент
- см. п.3.6), а коэффициент ![]() ограничивают практической величиной
ограничивают практической величиной ![]() .
.
Максимальные значения коэффициента ![]() в зависимости от типа соединения, от наличия фиксирующих элементов и центрального отверстия в валу, а также от расположения контролируемой поверхности, приведены в табл.8.
в зависимости от типа соединения, от наличия фиксирующих элементов и центрального отверстия в валу, а также от расположения контролируемой поверхности, приведены в табл.8.
Таблица 8
Тип соединения | Наименование детали | Наличие центрального отверстия | Контролируемая поверхность |
|
I | Гребной вал | Нет | Наружная |
|
Имеется | Внутренняя |
| ||
II-IV | Нет | Наружная |
| |
Имеется | Внутренняя |
| ||
Промежуточный и упорный валы | Нет | Наружная |
| |
Имеется | Внутренняя |
| ||
I-IV | Ступица |
|
______________
* При прессовом исполнении соединения коэффициент ![]() 1,0. При обычном шпоночно-прессовом исполнении соединения (см. п.3.6.2) коэффициент
1,0. При обычном шпоночно-прессовом исполнении соединения (см. п.3.6.2) коэффициент ![]() 0,65.
0,65.
4.3. Уравнения (2) и (3) с учетом п.4.2 приобретают вид:
![]() ; (40)
; (40)
![]() , (41)
, (41)
где ![]() ,
, ![]() - см. пп.1 и 3.6;
- см. пп.1 и 3.6;![]() - см. пп.1 и 3.5;
- см. пп.1 и 3.5;![]() - см. п.4.2 и табл.8;
- см. п.4.2 и табл.8;![]() ,
, ![]() - см. п.1;
- см. п.1;![]() - см. пп.1 и 3.4.
- см. пп.1 и 3.4.
При этом уравнение (41) в зависимости от назначения, конструкции и материала рассчитываемой детали используют в трех вариантах:
для сплошного вала
![]() ; (42)
; (42)
для полого вала
![]() ; (43)
; (43)
для ступицы
![]() , (44)
, (44)
где ![]() ,
, ![]() ,
, ![]() - см. табл.8.
- см. табл.8.![]() ,
, ![]() ,
, ![]() - см. п.3.4 и табл.2;
- см. п.3.4 и табл.2;![]() ,
, ![]() - см. п.3.2.1;
- см. п.3.2.1;![]() ,
, ![]() - см. пп.1 и 3.6.
- см. пп.1 и 3.6.
4.4. Пример приближенного расчета контактного давления ![]() и запаса
и запаса ![]() с использованием положений в пп.4.2 и 4.3 при прессовом исполнении соединения типа I и следующих исходных данных, соответствующих примерам и рекомендациям разд.3:
с использованием положений в пп.4.2 и 4.3 при прессовом исполнении соединения типа I и следующих исходных данных, соответствующих примерам и рекомендациям разд.3:
![]() 14 МПа;
14 МПа;
![]() 240 МПа;
240 МПа;
![]() 0,0;
0,0; ![]() 2,0;
2,0; ![]() 2,8;
2,8;
![]() 1,5;
1,5; ![]() 1,0;
1,0; ![]() 0,0;
0,0;
![]() 0,5;
0,5; ![]() 1,0;
1,0; ![]() 2,335;
2,335;
![]() 0,0;
0,0; ![]() 0,30;
0,30; ![]() 0,75,
0,75,
где ![]() - см. п.3.1.1;
- см. п.3.1.1;![]() ,
, ![]() ,
, ![]() - см. п.3.2.1;
- см. п.3.2.1;![]() ,
, ![]() ,
, ![]() ,
, ![]() - см. п.3.3;
- см. п.3.3;![]() - см. п.2.1.6 настоящего стандарта;
- см. п.2.1.6 настоящего стандарта;![]() - см. п.1.3.5, 1.4.9 или 1.5.11 настоящего стандарта;
- см. п.1.3.5, 1.4.9 или 1.5.11 настоящего стандарта;![]() ,
, ![]() - см. п.3.4;
- см. п.3.4;![]() - см. п.3.5;
- см. п.3.5;![]() ,
, ![]() - см. п.4.2
- см. п.4.2
и табл.8.
4.4.1. Контактное давление на валу ![]() должно соответствовать двум условиям обеспечения его прочности: в эксплуатации - условию (42)
должно соответствовать двум условиям обеспечения его прочности: в эксплуатации - условию (42)
![]() МПа;
МПа;
при сборке-разборке соединения - условию (11)
![]() МПа.
МПа.
При полом вале давление ![]() следует вычислять при
следует вычислять при ![]() (см. табл.2) и
(см. табл.2) и ![]() (см. табл.8) согласно условию (43).
(см. табл.8) согласно условию (43).
4.4.2. Окончательное значение контактного давления ![]() , МПа, следует устанавливать с учетом двух условий:
, МПа, следует устанавливать с учетом двух условий:
40 МПа![]() 80 МПа - см. п.3.6.1;
80 МПа - см. п.3.6.1;
72 МПа![]() 16
16
3 МПа - с
м. п.4.4.1,
в соответствии с которыми ![]() 72 МПа.
72 МПа.
4.4.3. Контактное давление на внутренней поверхности ступицы от сборки соединения с натягом ![]() , МПа, вычисляют по формуле (10)
, МПа, вычисляют по формуле (10)
![]() МПа.
МПа.
4.4.4. Предел текучести материала ступицы ![]() , МПа, должен соответствовать двум условиям обеспечения ее прочности:
, МПа, должен соответствовать двум условиям обеспечения ее прочности:
в эксплуатации - условию (44)
![]() МПа;
МПа;
при сборке-разборке соединения - условию (12)
![]() МПа.
МПа.
4.4.5. Запас несущей способности соединения ![]() , соответствующий принятому контактному давлению, вычисляют с использованием уравнения (1) по формуле
, соответствующий принятому контактному давлению, вычисляют с использованием уравнения (1) по формуле
![]() , (45)
, (45)
где ![]() - см. п.3.2 и исходные данные;
- см. п.3.2 и исходные данные;![]() - см. пп.1 и 4.4.2;
- см. пп.1 и 4.4.2;![]() - см. п.3.1 и исходные данные.
- см. п.3.1 и исходные данные.
4.4.6. Полученное в п.4.4.5 ![]() 5,15 должно быть не ниже определяемого в соответствии с основным условием в п.3.3.4
5,15 должно быть не ниже определяемого в соответствии с основным условием в п.3.3.4
![]() ;
;
![]() ;
;
![]() .
.
В рассматриваемом примере условие ![]() 4,2 обеспечено.
4,2 обеспечено.
При несоответствии значения запаса, полученного в п.4.4.5, условию п.3.3.4 следует внести необходимые изменения в исходные данные.
4.5. Пример приближенного расчета контактного давления ![]() и запаса
и запаса ![]() с использованием положений в пп.4.2 и 4.3 при шпоночно-прессовом исполнении соединения типа I и следующих исходных данных, соответствующих примерам и рекомендациям разд.3:
с использованием положений в пп.4.2 и 4.3 при шпоночно-прессовом исполнении соединения типа I и следующих исходных данных, соответствующих примерам и рекомендациям разд.3:
![]() 14 МПа;
14 МПа;
![]() 240 МПа;
240 МПа; ![]() 1,8;
1,8;
![]() 2,0;
2,0; ![]() 2,8;
2,8; ![]() 1,5;
1,5;
![]() 1,0;
1,0; ![]() 1,0;
1,0; ![]() 0,0;
0,0;
![]() 0,50;
0,50; ![]() 1,0;
1,0; ![]() 2,335;
2,335;
![]() 0,0;
0,0; ![]() 0,195;
0,195; ![]() 0,49,
0,49,
где ![]() - см. разд.1 и п.3.1;
- см. разд.1 и п.3.1;![]() ,
, ![]() ,
, ![]() - см. п.3.2;
- см. п.3.2;![]() ,
, ![]() ,
, ![]() ,
, ![]() ,
, ![]() - см. п.3.3;
- см. п.3.3;![]() - см. п.2.1.6 настоящего стандарта;
- см. п.2.1.6 настоящего стандарта;![]() - см. пп.1.3.5, 1.4.9 или 1.5.11 настоящего стандарта;
- см. пп.1.3.5, 1.4.9 или 1.5.11 настоящего стандарта;![]() ,
, ![]() - см. п.3.4;
- см. п.3.4;![]() - см. п.3.5;
- см. п.3.5;![]() ,
, ![]() - см. п.4.2
- см. п.4.2
и табл.8.
4.5.1. Контактное давление на валу ![]() должно соответствовать двум условиям обеспечения его прочности: в эксплуатации - условию (42)
должно соответствовать двум условиям обеспечения его прочности: в эксплуатации - условию (42)
![]() МПа;
МПа;
при сборке-разборке соединения - условию (11)
![]() МПа.
МПа.
При полом вале давление ![]() следует вычислять при
следует вычислять при ![]() (см. табл.2) и
(см. табл.2) и ![]() (см. табл.8) согласно условию (43).
(см. табл.8) согласно условию (43).
4.5.2. Окончательное значение контактного давления ![]() , МПа, следует назначать с учетом условий, соответствующих принятому варианту исполнения соединения:
, МПа, следует назначать с учетом условий, соответствующих принятому варианту исполнения соединения:
1-й вариант - обычное исполнение шпоночно-прессового соединения
![]() 22 МПа -
22 МПа -
см. п.3.
6.2;
47 МПа![]() 16
16
3 МПа - с
м. п.4.5.1;
2-й вариант - шпоночно-прессовое соединение, выполненное со смещением допусков на изготовление его шпоночных элементов:
22 МПа![]() 60 МПа - см. п.3.6.3;
60 МПа - см. п.3.6.3;
47 МПа![]() 16
16
3 МПа - с
м. п.4.5.1.
В соответствии с приведенными условиями в варианте 1 давление ![]() 22 МПа, а в варианте 2 давление
22 МПа, а в варианте 2 давление ![]() 47 МПа.
47 МПа.
4.5.3. Контактное давление на внутренней поверхности ступицы от сборки соединения с натягом ![]() , МПа, вычисляют по формуле (10):
, МПа, вычисляют по формуле (10):
при варианте 1
![]() МПа;
МПа;
при варианте 2
![]() МПа.
МПа.
4.5.4. Предел текучести материала ступицы ![]() , МПа, при варианте 1 должен соответствовать двум условиям обеспечения ее прочности:
, МПа, при варианте 1 должен соответствовать двум условиям обеспечения ее прочности:
в эксплуатации - условию (44)
![]() МПа;
МПа;
при сборке-разборке соединения - условию (12)
 МПа.
МПа.
В соответствии с приведенными условиями при варианте 1 предел текучести ![]() 105,0 МПа.
105,0 МПа.
4.5.5. Предел текучести материала ступицы ![]() , МПа, при варианте 2 должен соответствовать двум условиям обеспечения ее прочности:
, МПа, при варианте 2 должен соответствовать двум условиям обеспечения ее прочности:
в эксплуатации - условию (44)
![]() МПа;
МПа;
при сборке-разборке соединения - условию (12)
 МПа.
МПа.
В соответствии с приведенными условиями при варианте 2 предел текучести ![]() 224,0 МПа.
224,0 МПа.
4.5.6. Запас несущей способности соединения ![]() , соответствующий принятому контактному давлению, вычисляют по формуле (45):
, соответствующий принятому контактному давлению, вычисляют по формуле (45):
при варианте 1
![]() ;
;
при варианте 2
![]() .
.
4.5.7. Полученные в п.4.5.6 значения запасов ![]() 3,37 и
3,37 и ![]() 5,15 должны быть не ниже определяемых в соответствии с условиями п.3.3.4:
5,15 должны быть не ниже определяемых в соответствии с условиями п.3.3.4:
по основному условию (7)
![]() ;
;
![]() ;
;
![]()
по дополнительному обязательному для шпоночно-прессовых соединений условию (8), когда ![]() 1,0
1,0
![]() ;
;
по дополнительному предпочтительному для шпоночно-прессовых соединений условию (8), когда ![]() 2,0
2,0
![]() .
.
В рассматриваемом примере условие ![]() 4,2 обеспечивается только при варианте 2, когда
4,2 обеспечивается только при варианте 2, когда ![]() 5,15.
5,15.
4.5.8. При применении варианта 1 шпоночно-прессового соединения для обеспечения условия ![]() 4,2 следует внести изменения в исходные данные, установить вторую шпонку или выполнить его в исполнении, предусмотренном в приложении 1 (п.3.1.5).
4,2 следует внести изменения в исходные данные, установить вторую шпонку или выполнить его в исполнении, предусмотренном в приложении 1 (п.3.1.5).
4.5.9. При применении варианта 2 шпоночно-прессового соединения, соответствующего условию ![]() 4,2, ширину шпоночного паза в ступице с допусками на изготовление
4,2, ширину шпоночного паза в ступице с допусками на изготовление ![]() , мм, вычисляют по формуле
, мм, вычисляют по формуле
![]() , (46)
, (46)
где ![]() - см. приложение 2 (пп.3 и 7);
- см. приложение 2 (пп.3 и 7);![]() - общее обозначение верхних и нижних отклонений на ширину шпоночного паза в ступице, мм;
- общее обозначение верхних и нижних отклонений на ширину шпоночного паза в ступице, мм;![]() ,
, ![]() - новые значения верхнего (
- новые значения верхнего (![]() ) и нижнего (
) и нижнего (![]() ) отклонений
) отклонений ![]() , соответствующих значениям контактных давлений
, соответствующих значениям контактных давлений ![]() в п.3.6.3, мм;
в п.3.6.3, мм;![]() ,
, ![]() - значения верхнего (
- значения верхнего (![]() ) и нижнего (
) и нижнего (![]() ) отклонений
) отклонений ![]() , принимаемых при значениях контактных давлений
, принимаемых при значениях контактных давлений ![]() в п.3.6.2, мм;
в п.3.6.2, мм;![]() - см. приложение 2, п.23;
- см. приложение 2, п.23;![]() - разница между принятым контактным давлением
- разница между принятым контактным давлением ![]() и его значением в п.3.6.2, МПа.
и его значением в п.3.6.2, МПа.
4.5.10. Пример определения ширины шпоночного паза в ступице с допусками на изготовление ![]() , мм, при варианте 2 и следующих исходных данных:
, мм, при варианте 2 и следующих исходных данных:
![]() мм;
мм; ![]() 0,08 мм;
0,08 мм;
![]() 25 МПа - по формуле (46).
25 МПа - по формуле (46).
![]() мм.
мм.
После сборки соединения шпоночный паз в ступице расширится и размер ![]() станет равным размеру
станет равным размеру ![]() .
.
4.5.11. Если уменьшение зазора в шпоночном пазу ступицы будет обеспечено за счет шпонки, то ширину шпонки ![]() , мм, с допусками на изготовление вычисляют по формуле
, мм, с допусками на изготовление вычисляют по формуле
![]() , (47)
, (47)
где ![]() ,
, ![]() ,
, ![]() - см. п.4.5.9;
- см. п.4.5.9;![]() - общее обозначение верхних и нижних отклонений на ширину шпонки, мм;
- общее обозначение верхних и нижних отклонений на ширину шпонки, мм;![]() ,
, ![]() - новые значения верхнего (
- новые значения верхнего (![]() ) и нижнего (
) и нижнего (![]() ) отклонений,
) отклонений, ![]() , соответствующих значениям контактных давлений
, соответствующих значениям контактных давлений ![]() в п.3.6.3, мм;
в п.3.6.3, мм;![]() ,
, ![]() - значения верхнего (
- значения верхнего (![]() ) и нижнего (
) и нижнего (![]() ) отклонений,
) отклонений, ![]() , принимаемых при значениях контактных давлений
, принимаемых при значениях контактных давлений ![]() в п.3.6.2, мм.
в п.3.6.2, мм.
При этом следует учитывать двустороннее уменьшение зазора в шпоночном пазу вала: от увеличения ширины шпонки (см. размер ![]() ) и от сжатия вала на величину
) и от сжатия вала на величину ![]() (см. приложение 2, п.22), чтобы исключить натяг между шпонкой и гранями паза вала после сборки
(см. приложение 2, п.22), чтобы исключить натяг между шпонкой и гранями паза вала после сборки
соединения.
4.6. Результаты приближенных расчетов, полученных в пп.4.4 и 4.5, рекомендуется проконтролировать, а при необходимости и уточнить с использованием уравнений (2) и (3) для учета влияния всех входящих в них величин в последовательности, принятой в пп.4.6.1-4.6.4.
4.6.1. Значения запаса ![]() и контактного давления
и контактного давления ![]() , МПа, подставляют в уравнение (3), которое, применительно к расчету вала, записывают в следующем виде:
, МПа, подставляют в уравнение (3), которое, применительно к расчету вала, записывают в следующем виде:
![]() , (48)
, (48)
где ![]() - см. п.1;
- см. п.1;![]() - см. п.3.2.1 и исходные данные в пп.4.4 и 4.5;
- см. п.3.2.1 и исходные данные в пп.4.4 и 4.5;![]() - см.
- см. ![]() ,
, ![]() ,
, ![]() в п.3.4 и исходные данные в пп.4.4 и 4.5;
в п.3.4 и исходные данные в пп.4.4 и 4.5;![]() - см.
- см. ![]() ,
, ![]() ,
, ![]() в п.3.8.4;
в п.3.8.4;![]() - см.
- см. ![]() ,
, ![]() в п.3.9;
в п.3.9;![]() - см.
- см. ![]() ,
, ![]() ,
, ![]() в п.3.7.7.
в п.3.7.7.
Искомой величиной при этом является показатель ![]() , значение которого не должно превышать 0,98.
, значение которого не должно превышать 0,98.
Если ![]() превышает 0,98, то вносят необходимые изменения в исходные данные по валу, а при допустимости снижения запаса
превышает 0,98, то вносят необходимые изменения в исходные данные по валу, а при допустимости снижения запаса ![]() его новое значение вычисляют с помощью уравнения (48) при
его новое значение вычисляют с помощью уравнения (48) при ![]() 0,98 и давлении
0,98 и давлении ![]() , соответствующем результатам
, соответствующем результатам
в пп.4.4 и 4.5.
4.6.2. Значения запаса ![]() и давления
и давления ![]() , МПа, соответствующие п.4.6.1, подставляют в уравнение (2)
, МПа, соответствующие п.4.6.1, подставляют в уравнение (2)
![]() ,
,
где ![]() - см. п.1;
- см. п.1;![]() - см. п.3.5 и исходные данные в пп.4.4 и 4.5;
- см. п.3.5 и исходные данные в пп.4.4 и 4.5;![]() - см. п.1 и 3.10;
- см. п.1 и 3.10;![]() - большее из двух значений напряжений
- большее из двух значений напряжений ![]() и
и ![]() в пп.3.7.4 и 3.7.5.
в пп.3.7.4 и 3.7.5.
Искомой величиной при этом является контактное давление ![]() , МПа.
, МПа.
При вычислении значения ![]() по уравнению (2) следует иметь в виду, что влияние изгиба на него существенно, в основном, при невысоких значениях давления
по уравнению (2) следует иметь в виду, что влияние изгиба на него существенно, в основном, при невысоких значениях давления ![]() и жестких валах и ступицах (см. примеры и пояснения в пп.3.10.6-3.10.
и жестких валах и ступицах (см. примеры и пояснения в пп.3.10.6-3.10.
4.6.3. Значения запаса ![]() и давления
и давления ![]() , МПа, соответствующие п.4.6.2, подставляют в уравнение (3), которое применительно к расчету ступицы записывают в следующем виде:
, МПа, соответствующие п.4.6.2, подставляют в уравнение (3), которое применительно к расчету ступицы записывают в следующем виде:
![]() , (49)
, (49)
где ![]() - см. п.1;
- см. п.1;![]() - см. п.3.2.1 и исходные данные в пп.4.4 и 4.5;
- см. п.3.2.1 и исходные данные в пп.4.4 и 4.5;![]() - см. п.3.4.2 и исходные данные в пп.4.4 и 4.5;
- см. п.3.4.2 и исходные данные в пп.4.4 и 4.5;![]() - см. п.3.8.4;
- см. п.3.8.4;![]() - см. п.3.9.2;
- см. п.3.9.2;![]() - см. п.3.7.7.
- см. п.3.7.7.
Искомой величиной при этом является показатель ![]() , значение которого не должно превышать 0,98.
, значение которого не должно превышать 0,98.
Если ![]() превышает 0,98, то в исходные данные по ступице следует внести необходимые изменени
превышает 0,98, то в исходные данные по ступице следует внести необходимые изменени
4.6.4. Уточненные значения запаса ![]() , давления
, давления ![]() и предела текучести
и предела текучести ![]() должны соответствовать условиям (7), (8), (11), (12) и рекомендациям в п.3.6, примеры учета которых имеются в пп.4.4 и 4.5.
должны соответствовать условиям (7), (8), (11), (12) и рекомендациям в п.3.6, примеры учета которых имеются в пп.4.4 и 4.5.
4.7. При конкретном шпоночно-прессовом исполнении соединения с повышенными значениями контактных давлений (см. п.3.6.3), а также при прессовом исполнении соединения рекомендуется использовать уравнения (1-3) для поиска оптимальных значений давления ![]() и запаса
и запаса ![]() в последовательности, изложенной в пп.4.7.1-4.7.6.
в последовательности, изложенной в пп.4.7.1-4.7.6.
4.7.1. Запас ![]() выражают через давление
выражают через давление ![]() в виде функции
в виде функции ![]() , подставляя в формулу (45) значения запаса
, подставляя в формулу (45) значения запаса ![]() (см. п.3.2) и давления
(см. п.3.2) и давления ![]() (см. п.3.1)
(см. п.3.1)
![]() .
.
4.7.2. Зависимость ![]() , полученную в п.4.7.1, подставляют в уравнение (48) вместо
, полученную в п.4.7.1, подставляют в уравнение (48) вместо ![]() при
при ![]() 0,98 и находят значение контактного давления
0,98 и находят значение контактного давления ![]() , МПа.
, МПа.
4.7.3. Значение запаса ![]() вычисляют по формуле п.4.7.1 при давлении
вычисляют по формуле п.4.7.1 при давлении ![]() из п.4.7.2.
из п.4.7.2.
4.7.4. Значение контактного давления на внутренней поверхности ступицы ![]() , МПа, вычисляют по уравнению п.4.6.2 при значениях
, МПа, вычисляют по уравнению п.4.6.2 при значениях ![]() и
и ![]() из пп.4.7.2 и 4.7.3.
из пп.4.7.2 и 4.7.3.
4.7.5. Значение показателя ![]() вычисляют по уравнению (49) при значениях
вычисляют по уравнению (49) при значениях ![]() и
и ![]() из пп.4.7.3 и 4.7.4.
из пп.4.7.3 и 4.7.4.
При этом должно быть обеспечено условие ![]() 0,98.
0,98.
4.7.6. Полученные значения ![]() , давления
, давления ![]() и предела текучести материала ступицы
и предела текучести материала ступицы ![]() должны соответствовать условиям (7), (8), (11), (12) и рекомендациям в п.3.6, примеры учета которых имеются в пп.4.4 и 4.5.
должны соответствовать условиям (7), (8), (11), (12) и рекомендациям в п.3.6, примеры учета которых имеются в пп.4.4 и 4.5.
4.8. При недостаточности получаемых в пп.4.6 и 4.7 запасов ![]() следует увеличить пределы текучести материалов вала и ступицы
следует увеличить пределы текучести материалов вала и ступицы ![]() или увеличить диаметр вала
или увеличить диаметр вала ![]() (используя, в том числе, исполнение, упомянутое в приложении 1, п.3.1.1).
(используя, в том числе, исполнение, упомянутое в приложении 1, п.3.1.1).
Следует иметь в виду, что увеличение диаметра вала ![]() сопровождается возрастанием запаса
сопровождается возрастанием запаса ![]() без заметного изменения
без заметного изменения ![]() , а увеличение пределов текучести материалов
, а увеличение пределов текучести материалов ![]() сопровождается одновременным возрастанием запаса
сопровождается одновременным возрастанием запаса ![]() и давления
и давления
![]() .
.
4.9. При определении коэффициентов запаса по упругим деформациям ![]() в валу
в валу ![]() и в ступице
и в ступице ![]() при номинальных значениях внешних нагрузок (
при номинальных значениях внешних нагрузок (![]() ,
, ![]() ,
, ![]() ) следует использовать уравнения (2), (3) и (35) при
) следует использовать уравнения (2), (3) и (35) при
![]() 1,0;
1,0; ![]() ;
; ![]() 1,0.
1,0.
Уравнения (2) и (3) при этом приобретают вид:
![]() ; (50)
; (50)
![]() ; (51)
; (51)
![]() . (52)
. (52)
Значения величин, входящих в уравнения (50)-(52) см. п.4.6.
5. Стержень хвостовика конуса вала и резьбовое его зацепление с концевой гайкой (см. черт.1 и 2 настоящего стандарта) должны соответствовать условиям:
![]() ;
;
![]() ; (53)
; (53)
![]() ,
,
где ![]() ,
, ![]() - предельные осевые усилия, от приложения которых возможно появление пластических деформаций в стержне хвостовика (
- предельные осевые усилия, от приложения которых возможно появление пластических деформаций в стержне хвостовика (![]() ) и в резьбовом зацеплении его с гайкой (
) и в резьбовом зацеплении его с гайкой (![]() ) на длине
) на длине ![]() , МН;
, МН;![]() - наибольшее из осевых монтажных или эксплуатационных усилий, прилагаемых к хвостовику или гайке (в том числе при ее затяжке), МН;
- наибольшее из осевых монтажных или эксплуатационных усилий, прилагаемых к хвостовику или гайке (в том числе при ее затяжке), МН;![]() - меньший из наружных диаметров стержня хвостовика (под резьбой или в проточке) на участке от торца конуса вала до выступа хвостовика (см. п.2.2 и черт.7 настоящего стандарта), мм;
- меньший из наружных диаметров стержня хвостовика (под резьбой или в проточке) на участке от торца конуса вала до выступа хвостовика (см. п.2.2 и черт.7 настоящего стандарта), мм;![]() - отношение диаметра центральной (внутренней) расточки полого хвостовика (см. п.2.1 настоящего стандарта) к диаметру
- отношение диаметра центральной (внутренней) расточки полого хвостовика (см. п.2.1 настоящего стандарта) к диаметру ![]() ;
;![]() ,
, ![]() - диаметр и шаг резьбы (см. табл.1 настоящего стандарта), мм;
- диаметр и шаг резьбы (см. табл.1 настоящего стандарта), мм;![]() - длина фактического резьбового зацепления хвостовика с гайкой (или с резьбовой деталью домкрата для прессовой сборки-разборки соединения) при действии нагрузки
- длина фактического резьбового зацепления хвостовика с гайкой (или с резьбовой деталью домкрата для прессовой сборки-разборки соединения) при действии нагрузки ![]() , мм;
, мм;![]() - предел текучести материала хвостовика, МПа;
- предел текучести материала хвостовика, МПа;![]() - меньший из двух пределов текучести материалов резьбового хвостовика (
- меньший из двух пределов текучести материалов резьбового хвостовика (![]() ) и гайки (
) и гайки (![]() ) или заменяющей ее детали, упомянутой выше в определ
) или заменяющей ее детали, упомянутой выше в определ
ении ![]() , МПа.
, МПа.
6. Стержень монтажного болта (шпильки) и его (ее) резьбовое зацепление с монтажным отверстием в конусе вала (см. черт.7 настоящего стандарта) должны соответствовать указаниям, приведенным выше (в п.5 приложения).
При этом хвостовиком следует считать монтажный болт, а гайкой - конец конуса вала на участке резьбового отверстия в нем.
7. Определение величин натягов между деталями соединения (соответствующих контактным давлениям ![]() ,
, ![]() ,
, ![]() ), выбор варианта их обеспечения (прессовым, гидропрессовым или тепловым способом), а также содержание сопутствующих расчетов - по отраслевым НТД, утвержденным в установленном порядке.
), выбор варианта их обеспечения (прессовым, гидропрессовым или тепловым способом), а также содержание сопутствующих расчетов - по отраслевым НТД, утвержденным в установленном порядке.
5-7. (Введены дополнительно, Изм. N 2).
ПРИЛОЖЕНИЕ 4 (рекомендуемое). МАСЛОРАСПРЕДЕЛИТЕЛЬНЫЕ КАНАВКИ И МАСЛОПОДВОДЯЩИЕ ОТВЕРСТИЯ В СТУПИЦАХ СОЕДИНЕНИЙ
ПРИЛОЖЕНИЕ 4
Рекомендуемое
1. Маслораспределительную канавку в ступице прессового соединения рекомендуется выполнять в соответствии с черт.1. Размеры приведены в таблице.
Черт.1. - Маслораспределительная канавка в ступице прессового соединения
Исполнение 1
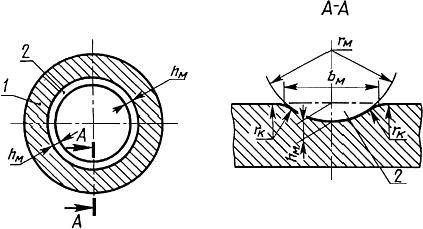
1 - ступица соединения; 2 - маслораспределительная канавка
Черт.1
мм
|
|
|
|
|
| ||||
От | 30 | до | 50 | включ. | 3 | 0,5 | 2,5 | 2,0 | 0,35 |
Св. | 50 | " | 100 | " | 4 | 0,8 | 3,0 | 2,5 | 0,56 |
" | 100 | " | 150 | " | 5 | 1,0 | 4,0 | 2,5 | 0,70 |
" | 150 | " | 200 | " | 6 | 1,2 | 4,5 | 4,0 | 0,84 |
" | 200 | " | 250 | " | 7 | 1,5 | 5,0 | 4,0 | 1,05 |
" | 250 | " | 300 | " | 8 | 1,5 | 6,0 | 5,0 | 1,05 |
" | 300 | " | 400 | " | 10 | 2,0 | 7,0 | 5,0 | 1,40 |
" | 400 | " | 500 | " | 12 | 2,5 | 8,0 | 5,0 | 1,75 |
" | 500 | " | 650 | " | 14 | 3,0 | 10,0 | 6,0 | 2,10 |
" | 650 | " | 800 | " | 16 | 3,0 | 12,0 | 6,0 | 2,10 |
" | 800 | " | 1000 | " | 18 | 4,0 | 12,0 | 6,0 | 2,80 |
" | 1000 | " | 1200 | " | 20 | 4,0 | 14,0 | 8,0 | 2,80 |
______________
* Уточненное значение ![]() - см. п.4.
- см. п.4.
2. Маслораспределительную канавку в ступице шпоночно-прессового соединения рекомендуется выполнять в соответствии с черт.2 и таблицей.
Черт.2. - Маслораспределительная канавка в ступице шпоночно-прессового соединения
Исполнение 2 | Исполнение 3 |
|
|
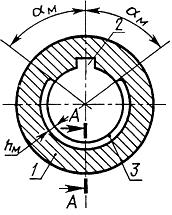
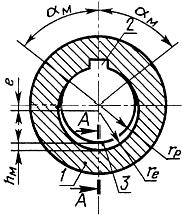
1 - ступица соединения; 2 - шпоночный паз; 3 - маслораспределительная канавка; ![]() 60°+5°; сечение А-А - см. черт.1
60°+5°; сечение А-А - см. черт.1
Черт.2
3. Радиус расточки ступицы ![]() , мм, в сечении с маслораспределительной канавкой исполнения 3, вычисляют по формуле
, мм, в сечении с маслораспределительной канавкой исполнения 3, вычисляют по формуле
![]() , (1)
, (1)
где ![]() - диаметр большего основания конуса конца вала, мм;
- диаметр большего основания конуса конца вала, мм;![]() - конусность в соединении;
- конусность в соединении;![]() - расстояние между маслораспределительной канавкой и большим основанием конуса конца вала с диаметром
- расстояние между маслораспределительной канавкой и большим основанием конуса конца вала с диаметром ![]() , мм.
, мм.
4. Эксцентриситет расточки ступицы ![]() , мм, при применении маслораспределительной канавки исполнения 3 и углах
, мм, при применении маслораспределительной канавки исполнения 3 и углах ![]() 60° (где
60° (где ![]() - см. п.2) вычисляют по формуле
- см. п.2) вычисляют по формуле
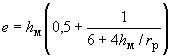 , (2)
, (2)
где ![]() - глубина маслораспределительной канавки исполнения 3 в сечении А-А, мм (см. п.1);
- глубина маслораспределительной канавки исполнения 3 в сечении А-А, мм (см. п.1);![]() - см. п.3.
- см. п.3.
5. Радиус расточки ![]() , мм, маслораспределительной канавки исполнения 3 определяют по формуле
, мм, маслораспределительной канавки исполнения 3 определяют по формуле
![]() , (3)
, (3)
где ![]() - см. п.3;
- см. п.3;![]() ,
, ![]() - см. п.4.
- см. п.4.
6. Примеры определения радиусов ![]() и
и ![]() , а также эксцентриситета
, а также эксцентриситета ![]() , мм, для маслораспределительной канавки исполнения 3 при следующих исходных данных;
, мм, для маслораспределительной канавки исполнения 3 при следующих исходных данных;
![]() 500 мм;
500 мм; ![]() 1:15;
1:15; ![]() 420 мм;
420 мм; ![]() 2,5 мм;
2,5 мм; ![]() 60° - по формулам (1-3).
60° - по формулам (1-3).
![]() мм;
мм;
 мм;
мм;
![]() мм.
мм.
Приближенные значения эксцентриситета ![]() , мм, определенные по формуле (2) применительно к средним значениям диапазонов диаметров
, мм, определенные по формуле (2) применительно к средним значениям диапазонов диаметров ![]() приведены в таблице.
приведены в таблице.
7. Маслоподводящие отверстия в ступицах соединений рекомендуется выполнять в соответствии с черт.3.
Черт.3. - Маслоподводящие отверстия в ступицах соединений
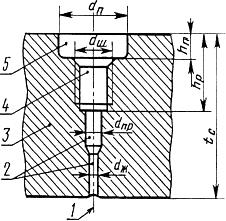
1 - маслораспределительная канавка (см. черт.1 и 2); 2 - ступенчатое отверстие в стенке ступицы; 3 - ступица соединения; 4 - резьбовое отверстие; 5 - цилиндрическая расточка
Черт.3
8. Расточку 5 (см. черт.3) следует предусматривать только при работе соединения в забортной воде для заполнения ее гидроизолирующим составом и потайного расположения головки пробки-заглушки.
9. Диаметры ![]() и
и ![]() - по ГОСТ 885 с обеспечением условий:
- по ГОСТ 885 с обеспечением условий:
![]() ;
; ![]() , (4)
, (4)
где ![]() - ширина маслораспределительной канавки, мм;
- ширина маслораспределительной канавки, мм;![]() - внутренний диаметр присоединительного резьбового штуцера маслоподающего насоса, мм.
- внутренний диаметр присоединительного резьбового штуцера маслоподающего насоса, мм.
10. Диаметр ![]() и шаг резьбы резьбового отверстия - по ГОСТ 12202.
и шаг резьбы резьбового отверстия - по ГОСТ 12202.
11. Суммарная глубина расточки и резьбового отверстия ![]() , мм, должна быть не более 0,75
, мм, должна быть не более 0,75 ![]() , где
, где ![]() - толщина стенки ступицы, мм.
- толщина стенки ступицы, мм.
12. Диаметр расточки ![]() - по ГОСТ 885 с применением ближайшего из значений, соответствующих условию
- по ГОСТ 885 с применением ближайшего из значений, соответствующих условию
![]() , (5)
, (5)
где ![]() - диаметр резьбы резьбового отверстия, мм.
- диаметр резьбы резьбового отверстия, мм.
13. Глубину расточки ![]() , мм, выбирают в соответствии с высотой головки пробки, а при отсутствии головки принимают равной 0,5
, мм, выбирают в соответствии с высотой головки пробки, а при отсутствии головки принимают равной 0,5 ![]() , где
, где ![]() - диаметр расточки.
- диаметр расточки.
14. Глубину резьбового отверстия, равную (![]() ), мм, следует выбирать с учетом фактической высоты штуцера маслоподаюшего насоса и толщины уплотняющей прокладки под ним.
), мм, следует выбирать с учетом фактической высоты штуцера маслоподаюшего насоса и толщины уплотняющей прокладки под ним.
15. Общие рекомендации по маслоподводяшим отверстиям:
число маслоподводящих отверстий в ступице следует принимать равным числу маслораспределительных канавок;
смежные, в основном промежуточные, маслораспределительные канавки допускается замыкать на одно маслоподводящее отверстие;
маслоподводящее отверстие не рекомендуется располагать на галтелях фланцев полумуфт и лопастей гребных винтов;
ось маслоподводящего отверстия допускается располагать наклонно или с поперечным смещением, ступенчато.
16. Для каждого маслоподводящего отверстия следует предусматривать фиксируемую резьбовую пробку-заглушку (например, по типу, принятому в ГОСТ 12202).
ПРИЛОЖЕНИЕ 5 (рекомендуемое). СТОПОРНЫЕ УСТРОЙСТВА КОНЦЕВЫХ ГАЕК В СОЕДИНЕНИЯХ ТИПОВ I И II
ПРИЛОЖЕНИЕ 5
Рекомендуемое
1. Рекомендуемые типы стопорных устройств для фиксации концевых гаек к валу приведены на черт.1.
Черт.1. - Рекомендуемые типы стопорных устройств для фиксации концевых гаек к валу
Исполнение 1 | Исполнение 2 | Исполнение 3 | |||
| |||||
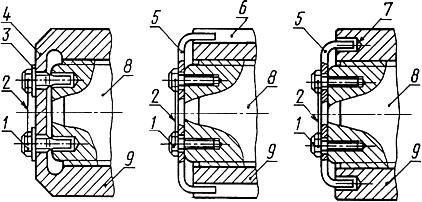
1 - стопорный болт; 2 - проволока; 3 - уплотняющая прокладка; 4 - литая, приварная или съемная крышка; 5 - стопорная планка; 6 - шлицевая канавка; 7 - торцевое отверстие; 8 - резьбовой хвостовик; 9 - корпус гайки
Черт.1
2. Рекомендуемые типы стопорных устройств для фиксации гаек к ступице приведены на черт.2.
Черт.2. - Рекомендуемые типы стопорных устройств для фиксации гаек к ступице
Исполнение 4 | Исполнение 5 |
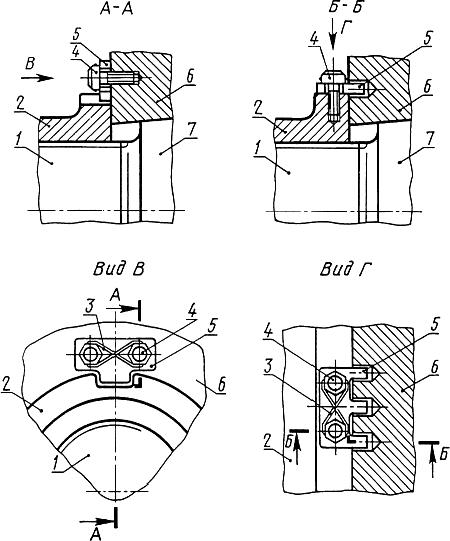
1 - резьбовой хвостовик; 2 - концевая гайка; 3 - проволока; 4 - стопорный болт; 5 - стопорная планка; 6 - ступица соединения; 7 - конус вала
Черт.2
3. Концевую гайку, устанавливаемую в соединении типа I, допускается стопорить к ступице болтами через отверстия (или прорези) в опорном бурте гайки.
4. Исполнения 1, 2 и 3 предпочтительны к применению в прессовых соединениях. Для судов, поднадзорных Регистру СССР, концевые гайки в прессовых соединениях должны фиксироваться к валу.
5. Исполнения 4, 5 и способ, приведенный в п.3, предпочтительны к применению в соединениях с фиксирующими элементами (например, шпонками) между валом и ступицей.
ПРИЛОЖЕНИЕ 6 (рекомендуемое). СОКРАЩЕННЫЕ ОБОЗНАЧЕНИЯ СОЕДИНЕНИЙ И ИХ ЭЛЕМЕНТОВ
ПРИЛОЖЕНИЕ 6
Рекомендуемое
1. Сокращенные обозначения соединений и их элементов рекомендуется использовать при информации о них, ссылках, переписке, учете и анализе применяемости, а также вписывать в основную надпись при разработке сборочных чертежей соединений.
2. Основную информационную часть сокращенного обозначения каждого типоразмера конического соединения валов в сборе составляют по следующей цифровой схеме
12-345-678-9,
в которой вместо каждой из цифр, соответствующих позициям в таблице, вписывают символы, размеры и значения величин, характеризующих основные особенности соединения.
В обоснованных случаях особенности, соответствующие позициям 4, 5, 7 и 8 цифровой схемы, допускается в сокращенном обозначении соединения полностью или частично не предусматривать.
1. Тип соединения | I | II | III | IV | ||||
2. Шпонки и фиксирующие элементы | нет (Н) | есть (Е) | нет (Н) | есть (Е) | нет (Н) | |||
3. Диаметр | то фактическим данным (мм) | |||||||
4. Особенности соединений | ВФШ литой (Л) | соединение валов фланцевыми полумуфтами (М) | со встроенным домкратом (В) | |||||
ВФШ со съемными лопастями (Р) | соединение валов полумуфтой и кованым фланцем (П) | с переносным домкратом (Д) | ||||||
5. Особенности гаек, болтов, ступиц и гильз | гайка-обтекатель (К) | с коническими болтами во фланцах полумуфт (К) | с монтажными отверстиями в торцах ступиц (М) | |||||
гайка исполнения 1 (Г) | ||||||||
гайка исполнения 2 (В) | с цилиндрическими болтами во фланцах полумуфт (Ц) | с монтажными проточками на гильзах (П) | ||||||
гайка-домкрат (Д) | ||||||||
6. Длина | по фактическим данным (мм) | |||||||
7. Материал ступицы и гаек соединений | сталь (С) | сталь (С) | ||||||
на медной основе (М) | ||||||||
на титановой основе (Т) | на титановой основе (Т) | |||||||
чугун (Ч) - для ступиц | ||||||||
8. Гильза | имеется (И) | нет (Б) | имеется (И) | нет (Б) | имеется (И) | |||
9. Конусность | по фактическим данным | |||||||
3. Примеры сокращенных обозначений соединений.
Пример 1
Соединение IЕ-420.ЛГ-900.МБ-15 ГОСТ 8838-81
Соединение типа I с диаметром ![]() 420 мм, длиной конуса
420 мм, длиной конуса ![]() 900 мм и конусностью
900 мм и конусностью ![]() 1:15 с конструктивными признаками: шпонка имеется (Е); цельнолитой гребной винт (Л), зафиксированный концевой гайкой исполнения 1 (Г), изготовлен из материала на медной основе (М); гильзы нет (Б).
1:15 с конструктивными признаками: шпонка имеется (Е); цельнолитой гребной винт (Л), зафиксированный концевой гайкой исполнения 1 (Г), изготовлен из материала на медной основе (М); гильзы нет (Б).
Пример 2
Соединение IIН-420.МК-630.СИ-15 ГОСТ 8838-81
Сдвоенное исполнение соединения типа II с диаметром ![]() 420 мм, с длинами конусов
420 мм, с длинами конусов ![]() 630 мм и конусностью
630 мм и конусностью ![]() 1:15 с конструктивными признаками: шпонок нет (Н); фланцевые полумуфты (М), соединенные коническими болтами (К), изготовлены из стали (С); гильзы имеются (И).
1:15 с конструктивными признаками: шпонок нет (Н); фланцевые полумуфты (М), соединенные коническими болтами (К), изготовлены из стали (С); гильзы имеются (И).
При различии характеристик и размеров сдваиваемых соединений соответствующие им позиции записываются в виде дроби.
Пример 3
Соединение IIIН-420.ПЦ-630.ТБ-50 ГОСТ 8838-81
Совместное исполнение встречного цельнокованного фланца и соединения типа III с диаметром ![]() 420 мм, длиной конуса
420 мм, длиной конуса ![]() 630 мм и конусностью
630 мм и конусностью ![]() 1:15 с конструктивными признаками: фиксирующих элементов нет (Н); полумуфта, соединенная со встречным фланцем (П) цилиндрическими болтами (Ц), изготовлена из материала на титановой основе (Т); гильзы нет (Б).
1:15 с конструктивными признаками: фиксирующих элементов нет (Н); полумуфта, соединенная со встречным фланцем (П) цилиндрическими болтами (Ц), изготовлена из материала на титановой основе (Т); гильзы нет (Б).
Пример 4
Соединение IVН-420.ДП-900.СИ-100 ГОСТ 8838-81
Соединение типа IV с диаметрами ![]() 420 мм, длинами концов валов
420 мм, длинами концов валов ![]() 900 мм и конусностью
900 мм и конусностью ![]() 1:100 с конструктивными признаками: фиксирующих элементов нет (Н); оно собирается домкратом (Д); гильза имеет концевые проточки (П); ступица изготовлена из стали (С); гильза имеется (И).
1:100 с конструктивными признаками: фиксирующих элементов нет (Н); оно собирается домкратом (Д); гильза имеет концевые проточки (П); ступица изготовлена из стали (С); гильза имеется (И).
При разных длинах концов соединяемых валов ![]() их записывают в виде дроби.
их записывают в виде дроби.
4. Сокращенное обозначение фланцевых полумуфт соединений типов II и III составляют по цифровой схеме, указанной в п.2, но без заполнения позиций 4 и 8.
Пример
Полумуфта IIЕ-420.К-630.Т-15 ГОСТ 8838-81
Фланцевая полумуфта соединения типа II (имеющего диаметр ![]() 420 мм, длину конуса
420 мм, длину конуса ![]() 630 мм и конусность
630 мм и конусность ![]() 1:15), со шпоночными пазами в ступице (Е) и коническими отверстиями во фланцах (К), изготовленными из материала на титановой основе (Т).
1:15), со шпоночными пазами в ступице (Е) и коническими отверстиями во фланцах (К), изготовленными из материала на титановой основе (Т).
5. Сокращенное обозначение концевой гайки для соединений типов I и II (см. черт.14 настоящего стандарта) составляют с указанием профиля резьбы (метрического - М); диаметра ![]() и шага
и шага ![]() резьбы; предела текучести материала; а также конструктивных признаков, предусмотренных подпунктами 5 и 7 в таблице.
резьбы; предела текучести материала; а также конструктивных признаков, предусмотренных подпунктами 5 и 7 в таблице.
Пример
Гайка М.125х6-280. ГС ГОСТ 8838-81
Концевая гайка с метрическим профилем резьбы (М) с диаметром резьбы ![]() 125 мм и шагом
125 мм и шагом ![]() 6 мм, выполненная в соответствии с черт.14, исполнение 1 (Г), из стали (С) с пределом текучести 280 МПа.
6 мм, выполненная в соответствии с черт.14, исполнение 1 (Г), из стали (С) с пределом текучести 280 МПа.
6. Сведения о разработанных типоразмерах конических соединений следует сообщать предприятию-разработчику стандарта (для использования их в целях, перечисленных выше в п.1), а также запрашивать их у него, применяя в переписке обозначения соединений, правила составления которых описаны в приложении 6.
При наличии в исполнении соединения конструктивных особенностей, из числа перечисленных в приложении 1, о них следует сообщать добавлением к обозначению соединения круглых скобок с номерами соответствующих пунктов из приложения 1.
(Введен дополнительно, Изм. N 2).