ГОСТ 8820-69*
Группа Г02
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
КАНАВКИ ДЛЯ ВЫХОДА ШЛИФОВАЛЬНОГО КРУГА
Форма и размеры
Grinding stone exit grooves. Shape and sizes
Дата введения 1971-07-01
Постановлением Комитета стандартов, мер и измерительных приборов при Совете Министров СССР от 8 декабря 1969 г. N 1327 срок введения установлен с 01.07.71
ВЗАМЕН ГОСТ 8820-58
* ПЕРЕИЗДАНИЕ (июль 1989 г.) с Изменением N 1, утвержденным в июне 1980 г. (ИУС 9-80).
1a. Настоящий стандарт распространяется на детали со шлифованными поверхностями, в конструкции которых предусмотрены канавки для выхода шлифовального круга.
(Введен дополнительно, Изм. N 1).
1. Форма и размеры канавок при шлифовании по цилиндру и торцу должны соответствовать указанным на черт.1-6 и в табл.1 и 1а (для исполнения 4).
Черт.1.Шлифование по цилиндру. Наружное шлифование
А. Шлифование по цилиндру
а) Наружное шлифование
Исполнение 1 | Исполнение 2 |
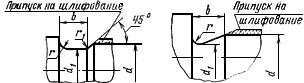
Черт.1
Черт.2. Шлифование по цилиндру. Внутреннее шлифование
б) Внутреннее шлифование

Черт.2
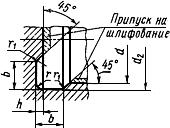
Черт.3. Шлифование по торцу. Наружное шлифование
Б. Шлифование по торцу
а) Наружное шлифование
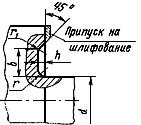
Черт.3
Черт.4. Шлифование по торцу. Внутреннее шлифование
б) Внутреннее шлифование
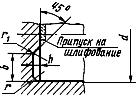
Черт.4
Черт.5. Шлифование по цилиндру и торцу. Наружное шлифование
В. Шлифование по цилиндру и торцу
а) Наружное шлифование
Исполнение 1 | Исполнение 2 | |||
| ||||
Исполнение 3 | Исполнение 4 | |||
| ||||
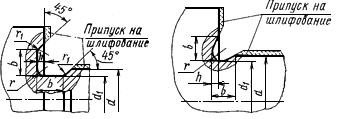
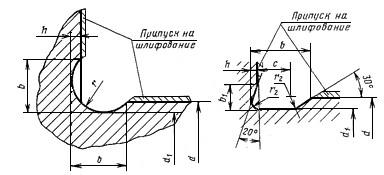
Черт.5
Черт.6. Шлифование по цилиндру и торцу. Внутреннее шлифование
б) Внутреннее шлифование
Черт.6
Таблица 1
мм
| Наружное шлифование | Внутреннее шлифование |
|
|
|
| |
1; 2 | 3 | ||||||
1 | - |
|
| 0,2 | 0,3 | 0,2 |
|
1,6 | - | 0,5 | 0,3 | ||||
2 | - |
|
| 0,3 | |||
3 | 1,5 |
| 1 | 0,5 | >10-50 | ||
5 | 2,25 |
|
| 0,5 | 1,6 | >50-100 | |
8 | 2,8 | 2 | 1 | >100 | |||
10 | 5,0 | 3 | |||||
Примечания:
1. При шлифовке на одной детали нескольких различных диаметров рекомендуется применять канавки одного размера.
2. При ширине канавки ![]() 2 мм допускается применять закругления с обеих сторон, равные
2 мм допускается применять закругления с обеих сторон, равные ![]() .
.
3. Допускается применять другие размеры канавок, исходя из прочностных или конструктивных особенностей изделия.
Таблица 1а
мм
|
|
|
|
|
|
1,1 |
| 0,1 | 0,5 | 0,8 | 0,2 |
2,2 |
| 0,2 | 1,0 | 1,5 | 0,4 |
4,3 |
| 0,3 | 1,5 | 3,3 | 0,6 |
6,4 |
| 0,4 | 2,3 | 5,0 | 1,0 |
(Измененная редакция, Изм. N 1).
2. Форма и размеры канавок при плоском шлифовании должны соответствовать черт.7 и табл.2.
Черт.7. Форма и размеры канавок при плоском шлифовании
Исполнение 1 | Исполнение 2 |
| |
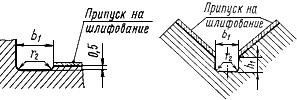
Черт.7
Таблица 2
мм
|
|
|
2 | 1,6 | 0,5 |
3 | 2,0 | 1,0 |
5 | 3,0 | 1,6 |
3. Предельные отклонения размеров и шероховатость поверхности канавок назначаются, исходя из конструктивных требований к изготавливаемым деталям.
4. (Исключен, Изм. N 1).