ГОСТ 8673-93
Группа К24
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПЛИТЫ ФАНЕРНЫЕ
Технические условия
Plywood panels. Specifications
ОКП 551800
Дата введения 1995-01-01
Предисловие
1. РАЗРАБОТАН Российской Федерацией
ВНЕСЕН Техническим секретариатом Межгосударственного совета по стандартизации, метрологии и сертификации
2. ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации 21 октября 1993 г.
За принятие проголосовали:
|
|
|
|
Республика Казахстан | Казглавстандарт |
Республика Украина | Госстандарт Украины |
Российская Федерация | Госстандарт России |
3. ВЗАМЕН ГОСТ 8673-82
ИНФОРМАЦИОННЫЕ ДАННЫЕ
|
|
|
|
ГОСТ 427-75 | 4.11, 4.12 |
ГОСТ 577-68 | 4.10 |
ГОСТ 2977-82 | 2.1.1 |
ГОСТ 3749-77 | 4.11 |
ГОСТ 7016-82 | 2.1.11 |
ГОСТ 7470-92 | 4.16 |
ГОСТ 7502-89 | 4.3, 4.14, 4.15 |
ГОСТ 7661-67 | 4.16 |
ГОСТ 9620-72 | 4.1 |
ГОСТ 9621-72 | 4.6 |
ГОСТ 9624-72 | 4.8 |
ГОСТ 9625-87 | 4.7 |
ГОСТ 11358-89 | 4.4 |
ГОСТ 14192-77 | 5.3 |
ГОСТ 15812-87 | 2.1.12 |
ГОСТ 15846-79 | 2.3.2, 5.4 |
ГОСТ 18321-73 | 3.3 |
ГОСТ 27678-88 | 4.13 |
ГОСТ Р 50460-92 | 2.2.1 |
Настоящий стандарт распространяется на фанерные плиты. Обязательные требования к фанерным плитам, обеспечивающие безопасность для жизни и здоровья населения, изложены в п.2.1.18.
1. КЛАССИФИКАЦИЯ, ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1. КЛАССИФИКАЦИЯ, ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
Плиты должны изготовляться в соответствии с требованиями настоящего стандарта по технологической документации, утвержденной в установленном порядке.
1.1. Марки и размеры
1.1.1. Плиты изготовляют следующих марок, указанных в табл.1.
Таблица 1
|
|
|
|
|
|
Плиты изготовляют необлицованными и облицованными с одной или двух сторон | промышленности | |
ПФ-Б | Каждые пять слоев шпона с параллельным направлением волокон древесины (набор слоев) чередуются с одним слоем шпона, имеющим перпендикулярное направление волокон. | Сельскохозяйственное машиностроение, автостроение, обозостроение |
В крайних и центральных наборах слоев допускается меньше пяти слоев шпона. Количество слоев шпона с каждой стороны должно быть одинаковым | ||
ПФ-В | Все слои шпона имеют параллельное направление волокон за исключением двух перпендикулярных слоев, расположенных симметрично центральному слою. | Сельскохозяйственное машиностроение |
Плиты толщиной 8 мм должны состоять из пяти параллельных и двух перпендикулярных слоев шпона, расположенных по сторонам центрального слоя | ||
ПФ-Х | Все слои шпона имеют параллельное направление волокон | Изготовление ручек хоккейных клюшек |
Изготовление крюков хоккейных клюшек | ||
ПФО-Х | В плитах толщиной 13 мм все слои шпона имеют параллельное направление волокон за исключением двух перпендикулярных слоев, расположенных симметрично двум центральным слоям | Изготовление крюков хоккейных клюшек |
ПФД-Х | Слои шпона 1, 2, 4, 6, 7, 9, 11, 12 имеют параллельное направление волокон, 3 и 10 - перпендикулярное, 5 и 8 состоят из полос шпона, расположенных по схеме, указанной на черт.1 | Изготовление цельноклееных детских клюшек |
ПФ-Л | Все слои шпона имеют параллельное направление волокон | Изготовление лыж |
Черт.1
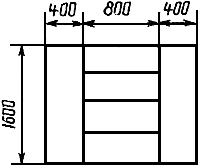
Черт.1
1.1.2. Размеры плит должны соответствовать размерам, указанным в табл.2.
Таблица 2
мм
|
|
|
| |||
Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | |
|
|
|
|
|
|
|
ПФ-Б | 1525; 1830 | ±5,0 | 1220; 1525 | ±5,0 | 20; 25; 35 | ±1,5 |
ПФ-В | 1220; 1525 | ±5,0 | 1220; 1525 | ±5,0 | 8; 12; 15 | ±1,0 |
ПФ-Х | От 1220 до 1520 с градацией 25 | ±5,0 | От 200 до 1525 с градацией 25 | ±5,0 | 13 | ±1,0 |
ПФО-Х | От 1220 до 1525 с градацией 25 | ±5,0 | От 200 до 1525 с градацией 25 | ±5,0 | 33 | ±2,5 |
ПФД-Х | 1525 | ±5,0 | 1525 | ±5,0 | 16 | ±1,0 |
ПФ-Л | 1880; 1830; | ±5,0 | От 100 до 1500 с градацией 100 | ±5,0 | 14 | ±1,0 |
1.1.3. Допускаются размеры плит марок ПФ-А, ПФ-Б и ПФ-В меньше указанных в табл.2 на 25-150 мм с градацией через 25 мм. Количество таких плит в партии устанавливается по согласованию с потребителем.
1.1 4. Допускается в партии не более 15% плит марки ПФ-Х шириной от 200 до 480 мм с градацией 70 мм, толщиной 13 мм с предельным отклонением по толщине, превышающим верхний предел не более, чем на плюс 1,0 мм.
1.1.5. По согласованию с потребителем допускается изготовлять плиты других размеров в соответствии с размерами клеильных прессов, установленных на действующих предприятиях.
1.1.6. Условное обозначение плиты должно содержать следующие данные:
наименование продукции;
породу древесины наружных и внутренних слоев;
марку;
сочетание сортов шпона наружных слоев;
класс эмиссии;
вид обработки поверхности (шлифованная с одной стороны - Ш![]() , шлифованная с двух сторон - Ш
, шлифованная с двух сторон - Ш![]() , нешлифованная);
, нешлифованная);
размеры;
обозначение настоящего стандарта.
Пример условного обозначения березовых плит фанерных с внутренними слоями из соснового шпона марки ПФ-А, необлицованных, с сочетанием сортов поверхности наружных слоев АВ и В, класса эмиссии Е1, длиной 2440 мм, шириной 1525 мм, толщиной 20,0 мм:
Плита береза/сосна ПФ-А, АВ/В, Е1, 2440![]() 1525
1525![]() 20,0
20,0
ГОСТ 8673-93
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Характеристики
2.1.1. Для наружных слоев необлицованных и оборотных слоев облицованных односторонних плит применяют лущеный березовый шпон по ГОСТ 99, для наружных слоев облицованных двусторонних и лицевых слоев облицованных односторонних плит - строганый шпон по ГОСТ 2977.
Для наружных слоев плит марки ПФО-Х применяют лущеный сосновый, березовый или осиновый шпон, для внутренних - березовый с сосновым или осиновым шпоном.
По согласованию с потребителем допускается изготовлять плиты марок ПФ-А, ПФ-Б и ПФ-В с наружными и внутренними слоями из шпона других пород древесины.
2.1.2. В зависимости от качества древесины и дефектов обработки наружных слоев устанавливаются следующие сорта плит, указанные в табл.3.
Таблица 3
|
| ||
необлицованной | облицованной | ||
одно- сторонней | сторонней | ||
|
|
|
|
ПФ-Б |
|
|
|
ПФ-Л |
|
|
|
ПФ-Х толщиной 29 и 33 мм; ПФО-Х |
|
|
|
ПФ-Х толщиной 13 и 26 мм |
|
|
|
ПФД-Х |
|
|
|
2.1.3. В наружных слоях плит марок ПФ-А, ПФ-Б и ПФ-В отверстия от выпавших сучков и других пороков размером до 6 мм и разошедшиеся трещины размером и количеством свыше допускаемых по ГОСТ 99 должны быть заделаны замазками, обеспечивающими возможность приклеивания к ним шпона и не выкрошивающимися при механической обработке. Трещины допускается заделывать вставками из шпона на клею с подбором по направлению волокон. В шпоне сорта АВ допускается заделка разошедшихся трещин длиной до 200 мм.
В качестве подслоя под лицевой и оборотной слои для плит марки ПФ-Х толщиной 29 и 33 мм применяются лущеный шпон сорта АВ по ГОСТ 99.
2.1.4. Для плит марки ПФ-Л в наружных слоях шпона допускается отклонение волокон от продольной оси плиты не более 5% и светлая открытая прорость длиной не более 15 мм без ограничения ширины и количества.
2.1.5. Для плит марок ПФ-А, ПФ-Б и ПФ-В допускается ребросклеивание полос шпона, подобранных по цвету и текстуре древесины. Ширина склеиваемых полос шпона должна быть равна примерно 1/3 ширины листа плиты для сорта шпона АВ и не менее 100 мм для сортов В, ВВ и С. В сортах ВВ и С допускается ребросклеивание полос шпона, не подобранных по цвету и текстуре. Для плит марки ПФ-Л ребросклеивание полос шпона не допускается.
2.1.6. Наружные слои плит, облицованные строганым шпоном, должны быть ребросклеены по ширине из полос шпона, подобранных по цвету и текстуре.
2.1.7. По согласованию с потребителем для оборотного слоя плиты марки ПФ-А сорта ![]() допускается применять полосы шпона без ребросклеивания с расхождением швов не более чем на 2 мм.
допускается применять полосы шпона без ребросклеивания с расхождением швов не более чем на 2 мм.
2.1.8. Во внутренних слоях плиты допускаются пороки древесины и дефекты обработки, не влияющие на ее качество и размеры, требования к которым установлены настоящим стандартом.
2.1.9. Слои шпона, расположенные симметрично по отношению к центральному слою по толщине, в плитах марок ПФ-А, ПФ-Б и ПФ-В должны иметь параллельное направление волокон, одинаковую толщину и одну и ту же породу древесины.
2.1.10. Поверхности наружных слоев плит марок ПФ-А, ПФ-Б и ПФ-В могут быть нешлифованными и шлифованными с одной или двух сторон, поверхности наружных слоев плит марок ПФ-Х, ПФО-Х, ПФД-Х и ПФ-Л - нешлифованными.
2.1.11. Параметр шероховатости плит ![]() по ГОСТ 7016 не должен быть более, мкм:
по ГОСТ 7016 не должен быть более, мкм:
для шлифованных: лиственных - 100, хвойных - 200;
для нешлифованных: лиственных - 200, хвойных - 320.
2.1.12. В наружных слоях плит не допускаются дефекты обработки, превышающие ограничения, установленные в табл.4.
Таблица 4
Нормы ограничения дефектов обработки плит
|
|
|
|
|
|
ПФ-Х, | Допускается | |
ПФ-Л | Не допускается более 1/4 поверхности плиты | |
ПФ-А, | Нахлестка шпона | Не допускается для сорта АВ. |
ПФ-Х, | Не допускается | |
ПФ-А, | Царапины, риски | Допускаются для нешлифованных плит |
ПФ-А, | Вмятина | Не допускается для сорта АВ. |
ПФ-А, | Недостача шпона | Не допускается для сорта АВ. |
ПФ-Х, | Не допускается | |
| ||
2.1.13. Влажность плит должна быть 5-10%.
2.1.14. В плитах не допускается покоробленность, превышающая нормы, указанные в табл.5.
Таблица 5
мм
|
|
|
|
|
|
ПФ-Б | 20, 25, 35, 40, 45, 53, 62, 68, 78 | 2,5 |
ПФ-В | 8, 12, 15 | 5,0 |
ПФ-Х, |
|
|
ПФ-Л | 14, 16, 18, 20, 22 | 3,0 |
2.1.15. Плиты должны быть обрезаны под прямым углом. Рез должен быть ровным и чистым. Косина плиты не должна превышать 3 мм на 1000 мм длины (ширины) кромки.
2.1.16. Отклонение от прямолинейности кромок плит не должно превышать 2 мм на 1000 мм длины (ширины) кромки.
2.1.17. По физико-механическим свойствам плиты должны соответствовать требованиям, указанным в табл.6.
Таблица 6
|
|
|
| ||
Березовый | Сосновый, сочетание березового с сосновым или осиновым | Липовый, сочетание соснового с липовым | |||
|
|
|
| ||
ПФ-Л | 14-22 | 700-850 | |||
ПФ-Х | 13-33 |
| |||
ПФО-Х | 33 | 600-670 | |||
Предел прочности при статическом изгибе вдоль волокон наружного слоя, МПа, не менее |
|
|
|
|
|
ПФ-Б | 20-45 | 98,0 | 78,5 | 68,7 | |
53-78 | 98,0 | - | - | ||
ПФ-В | 8 | 98,0 | - | - | |
12-30 | 98,0 | 88,3 | 78,5 | ||
ПФ-Х | 13-33 | 107,8 | - | - | |
ПФД-Х | 16 | 107,8 | - | - | |
ПФО-Х | 33 | - | 98,0 | - | |
ПФ-Л | 14-22 | 107,8 | - | - | |
Предел прочности при скалывании по клеевому слою после вымачивания в воде в течение 24 ч, МПа, не менее |
|
|
|
|
|
ПФ-Б | 20-45 | 1,6 | 1,2 | 1,0 | |
53-78 | 1,6 | - | - | ||
ПФ-В | 8 | 1,6 | - | - | |
12-30 | 1,6 | 1,2 | 1,0 | ||
ПФ-Х | 13-33 | 2,4 | - | - | |
ПФД-Х | 16 | 1,6 | - | - | |
ПФО-Х | 33 | - | 1,9 | - | |
ПФ-Л | 14-22 | 2,9 | - | - | |
Ударная вязкость при изгибе вдоль волокон наружного слоя, кДж/м, не менее |
|
| |||
ПФО-Х | 33 | 34 | 34 | - | |
ПФД-Х | 16 | ||||
| |||||
2.1.18. Содержание формальдегида в плитах в зависимости от класса эмиссии должно соответствовать указанному в табл.7.
Таблица 7
|
|
|
|
|
|
2.1.19. Учет плит производят в кубических метрах. Объем одной плиты определяют с точностью до 0,001 м![]() , а объем партии плит - с точностью до 0,01 м
, а объем партии плит - с точностью до 0,01 м![]() .
.
2.2. Маркировка
2.2.1. На оборотном слое необлицованной и облицованной односторонней плиты и на любом наружном слое облицованной и необлицованной двусторонней плиты на расстоянии 30 мм от кромок должна быть четко нанесена несмываемой краской маркировка, содержащая:
марку;
сорт;
сокращенное наименование предприятия-изготовителя или его товарный знак;
номер сортировщика;
обозначение настоящего стандарта.
Для сертифицированной продукции вблизи маркировки на каждую плиту наносят национальный знак соответствия по ГОСТ Р 50460.
На пакет плит наносят маркировку, содержащую: наименование предприятия-изготовителя и его товарный знак, условное обозначение плиты и количество плит в пачке.
2.3. Упаковка и пакетирование
2.3.1. Упаковка и пакетирование плит - по нормативно-технической документации.
2.3.2. Упаковка и пакетирование плит, отправляемых в районы Крайнего Севера и труднодоступные районы - по ГОСТ 15846.
3. ПРАВИЛА ПРИЕМКИ
3.1. Плиты принимают партиями. Партия должна состоять из плит одной марки, породы древесины, сорта, одного класса эмиссии, вида обработки поверхности, размера и должна быть оформлена одним документом о качестве, содержащем:
наименование организации, в систему которой входит предприятие-изготовитель;
наименование и (или) товарный знак предприятия-изготовителя и его адрес;
условное обозначение плит;
количество плит в партии; объем партии в кубических метрах;
штамп технического контроля.
3.2. Качество и размеры плит проверяют выборочным контролем. По требованию потребителя проверку осуществляют сплошным контролем.
3.3. При выборочном контроле плиты в выборку отбирают "вслепую" по ГОСТ 18321 в количестве, указанном в табл.8.
Таблица 8
| Контролируемый показатель по пунктам | |||
3.1.2, 4.1.15, 4 1.16 | 4.1.13, 4.1.17 | |||
объем выборки | приемочное число | объем выборки | приемочное число | |
|
|
|
|
|
От 501 до 1200 | 13 | 1 | 20 | 2 |
" 1201 до 3200 | 13 | 1 | 32 | 3 |
" 3201 до 10000 | 20 | 2 | 32 | 3 |
3.4. Для контроля физико-механических испытаний от партии отбирают 1% плит, но не менее 1 шт.
3.5. Показатель содержания формальдегида контролируют не реже раза в 15 сут.
3.6. Партию считают соответствующей требованиям настоящего стандарта и принимают, если в выборках:
количество плит, не отвечающих требованиям стандарта хотя бы по одному из показателей, меньше или равно приемочному числу, установленному в табл.8;
физико-механические свойства соответствуют нормам, установленным в табл.6;
влажность плит соответствует п.2.1.13;
содержание формальдегида соответствует нормам, установленным в табл.7.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Отбор образцов для испытаний - по ГОСТ 9620.
4.2. Внешний вид плит определяют визуально.
4.3. Длину и ширину плит измеряют вдоль двух взаимно перпендикулярных кромок металлической рулеткой по ГОСТ 7502 или другими средствами измерений с погрешностью 1 мм. Длину плиты определяют вдоль волокон древесины наружных слоев.
4.4. Толщину плиты измеряют толщиномером по ГОСТ 11358 или другими средствами измерения с погрешностью 0,1 мм.
У плит длиной или шириной до 1525 мм включительно толщину измеряют посередине каждой стороны плиты на расстоянии не менее 25 мм от кромок.
У плит длиной или шириной свыше 1525 мм толщину измеряют в шести точках, указанных на черт.2.
Черт.2
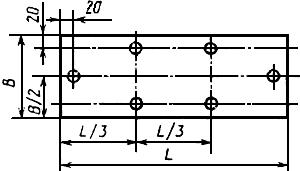
Черт.2
4.5. Параметр шероховатости поверхности плит (![]() ) измеряют по ГОСТ 15612 или по эталонам, утвержденным в установленном порядке.
) измеряют по ГОСТ 15612 или по эталонам, утвержденным в установленном порядке.
4.6. Влажность и плотность плит определяют по ГОСТ 9621.
4.7. Предел прочности при статическом изгибе вдоль волокон наружных слоев определяют по ГОСТ 9625. При определении предела прочности при статическом изгибе вдоль волокон наружных слоев плит толщиной до 45 мм включительно испытания проводят на образцах с сохранением полной толщины плиты, а плит толщиной более 45 мм - на образцах размером 15х15х225 мм. Образцы в этом случае отбирают из крайней зоны плиты (с наружным слоем). При определении предела прочности при статическом изгибе плит марок ПФ-Х, ПФО-Х толщиной 26, 29 и 33 мм изгибающее усилие должно быть направлено параллельно слоям шпона, остальных плит - перпендикулярно слоям шпона.
4.8. Предел прочности при скалывании по клеевому слою определяют по ГОСТ 9624.
4.9. Ударную вязкость при изгибе вдоль волокон определяют по ГОСТ 9626. При определении ударной вязкости при изгибе плит марок ПФ-Х, ПФО-Х толщиной 26, 29 и 33 мм удар должен быть направлен параллельно слоям шпона.
4.10. Для определения покоробленности плиту укладывают на ровную горизонтальную поверхность, накладывают по диагонали плиты линейку и измеряют максимальную стрелу прогиба индикатором типа ИЧ-10 по ГОСТ 577, закрепленным на движке линейки. Длина линейки не должна быть менее длины диагонали плиты.
Для определения покоробленности плит марок ПФ-Х, ПФО-Х, ПФ-Л, ПФ-В линейку накладывают вдоль волокон наружного слоя.
4.11. Косину плит измеряют угольником по ГОСТ 3749. Величину косины определяют измерением наибольшего отклонения кромки плиты от поверхности угольника металлической линейкой по ГОСТ 427 с погрешностью 0,5 мм.
4.12. Отклонение от прямолинейности кромок плит определяют измерением максимального расстояния от кромки до поверхности поверочной линейки по ГОСТ 427 металлической линейкой с погрешностью 0,5 мм.
4.13. Содержание формальдегида - по ГОСТ 27678.
4.14. Просачивание клея измеряют по ширине и длине металлической рулеткой по ГОСТ 7502 или другими измерительными инструментами с погрешностью 1 мм или по площади занимаемой зоны (в процентах от площади листа).
4.15. Нахлестки измеряют по длине и наибольшей ширине металлической рулеткой по ГОСТ 7502 или другими средствами измерения с погрешностью 1 мм.
4.16. Вмятины измеряют глубиномером по ГОСТ 7661 или ГОСТ 7470.
4.17. Недостачу шпона измеряют по наибольшему отклонению края шпона от кромки плиты металлической рулеткой или другим средством измерения с погрешностью 1 мм.
5. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Плиты транспортируют всеми видами транспорта в крытых транспортных средствах в соответствии с правилами перевозки грузов, действующими на данном виде транспорта.
5.2. Плиты марок ПФ-Х и ПФ-Л размером от 100 до 400 мм упаковывают в пачки массой не более 80 кг.
5.3. Транспортная маркировка должна производиться в соответствии с требованиями ГОСТ 14192.
5.4. Маркировка, транспортирование и хранение плит, отправляемых в районы Крайнего Севера и труднодоступные районы - по ГОСТ 15846.
5.5. Плиты должны храниться в закрытых помещениях при температуре от минус 40 °С до плюс 50 °С и относительной влажности воздуха не более 80%.
6. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
6.1. Поставщик (изготовитель) гарантирует соответствие качества фанерных плит требованиям настоящего стандарта при соблюдении требований по хранению и транспортированию.
Гарантийный срок 2 месяца исчисляется со дня изготовления фанерных плит.