ГОСТ 8.359-79
Группа Т88.5*
__________________________
* В указателе "Национальные
стандарты" 2006 г. группа Т88.1. -
Примечание.
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Государственная система обеспечения единства измерений
СКОБЫ С ОТСЧЕТНЫМ УСТРОЙСТВОМ
Методы и средства поверки
State system for ensuring the uniformity of measurements.
Gangs callipers with reading arrangement. Methods and means for verification
Дата введения 1980-07-01
РАЗРАБОТАН Государственным комитетом СССР по стандартам
ИСПОЛНИТЕЛЬ
Ю.С.Миронов
ВНЕСЕН Государственным комитетом СССР по стандартам
Член Госстандарта В.И.Кипаренко
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 3 июля 1979 г. N 2374
ВЗАМЕН ГОСТ 12397-66
Настоящий стандарт распространяется на скобы с отсчетным устройством по ГОСТ 11098-75 и устанавливает методы и средства их первичной и периодической поверок.
1. ОПЕРАЦИИ И СРЕДСТВА ПОВЕРКИ
1. ОПЕРАЦИИ И СРЕДСТВА ПОВЕРКИ
1.1. При проведении поверки должны быть выполнены операции и применены средства поверки, указанные в табл.1.
Таблица 1
Наименование операции | Номер пунктов стандарта | Средства поверки и их нормативно-технические характеристики | Обязательность проведения операции при | ||
выпуске из производства | ремонте | эксплуатации и хранении | |||
Внешний осмотр | 3.1 | - | Да | Да | Да |
Опробование | 3.2 | - | Да | Да | Да |
Определение ширины штрихов и стрелки, а также расстояния между штрихами у скоб типа СР | 3.3 | Универсальный измерительный микроскоп типа УИМ или инструментальный микроскоп по ГОСТ 8074-71* | Да | Нет | Нет |
________________ * Действует ГОСТ 8074-82. - Примечание. | |||||
Определение жесткости корпуса скобы | 3.4 | Гиря массой 1 кг 5-го класса точности по ГОСТ 7328-73* или динамометр на усилие 10Н, погрешность измерения не более 10% | Да (выборочно) | Нет | Нет |
________________ * Действует ГОСТ 7328-2001. - Примечание. | |||||
Определение измерительного усилия скоб | 3.5 | Циферблатные весы по ГОСТ 23676-79 | Да | Да | Нет |
Определение шероховатости измерительных поверхностей пяток и упоров | 3.6 | Лупа 4 | Да | Да | Нет |
________________ * Действует ГОСТ 9378-93. - Примечание. | |||||
Определение отклонения от плоскостности измерительных поверхностей скоб | 3.7 | Плоские стеклянные пластины 2-го класса | Да | Да | Да |
Определение отклонения от параллельности измерительных поверхностей скоб | 3.8 | Плоскопараллельные стеклянные пластины по ГОСТ 1121-75; плоскопараллельные концевые меры длины 5-го разряда | Да | Да | Да |
Определение отклонения от соосности измерительных поверхностей пяток скобы типа СР | 3.9 | Приспособление для определения отклонения от соосности (справочное приложение 1, черт.3) | Да | Нет | Нет |
Определение размаха показаний скоб | 3.10 | Плоскопараллельные концевые меры длины 4 и 5-го разрядов по ГОСТ 8.166-75; | Да | Да | Да |
Определение основной погрешности скоб типов СР и СИ | 3.11 и 3.12 | Плоскопараллельные концевые меры длины 4 и 5-го разрядов по ГОСТ 8.166-75; | Да | Да | Да |
________________ * Действует ГОСТ 6507-90. - Примечание. | |||||
1.2. Жесткость скоб, выпущенных из производства, определяют выборочно у 1% скоб или не менее чем у двух скоб из партии.
1.3. Допускается применять отдельные вновь разработанные или находящиеся в применении средства поверки, прошедшие метрологическую аттестацию в органах государственной метрологической службы или, с их разрешения, ведомственной метрологической службы и удовлетворяющие по точности требованиям настоящего стандарта.
2. УСЛОВИЯ ПОВЕРКИ И ПОДГОТОВКА К НЕЙ
2.1. При проведении поверки должны быть соблюдены температурные условия, указанные в табл.2.
Таблица 2
Тип скобы | Верхний предел измерения, мм | Отклонение температуры помещения от 20 °С, °С |
СР | 25; 50 | ±5 |
75; 100 | ±3 | |
125; 150 | ±2 | |
СИ | 50; 100 | ±6 |
200; 300; 400; 500 | ±5 | |
600; 700; 850; 1000 | ±3 |
2.2. Перед проведением поверки смазанные части скоб и принадлежности к ним должны быть промыты авиационным бензином марки Б-70 по ГОСТ 1012-72 и протерты хлопчатобумажной салфеткой. Скобы должны быть разложены на металлической плите в помещении, где проводят поверку, и выдержаны не менее 1 ч. При отсутствии плиты скобы и принадлежности к ним должны перед поверкой находиться в открытом футляре не менее 3 ч.
Скобу следует брать за теплоизоляционные накладки, концевые меры и переставную пятку при помощи салфетки.
3. ПРОВЕДЕНИЕ ПОВЕРКИ
3.1. Внешний осмотр
3.1.1. При внешнем осмотре должно быть установлено:
соответствие маркировки и упаковки требованиям ГОСТ 11098-75;
отсутствие на наружных поверхностях скобы дефектов, ухудшающих внешний вид или влияющих на их эксплуатационные свойства.
3.2. Опробование
3.2.1. При опробовании:
перемещение подвижной пятки и механизма отсчетного устройства при любом рабочем положении скобы должно быть плавным;
подвижная пятка скобы типа СР не должна поворачиваться при перемещении;
регулируемый упор должен надежно фиксироваться, обеспечивая положение осей пяток в диаметральной плоскости объекта измерений во всем диапазоне измерений скобы;
стопорные винты должны фиксировать отсчетное устройство и переставную пятку в любом положении;
механизм отвода подвижной пятки должен действовать безотказно;
у скобы типа СИ отсчетное устройство (индикатор) должно поворачиваться вокруг своей оси и закрепляться в любом положении;
при медленном движении переставной пятки стрелка отсчетного устройства скобы типа СР должна перемещаться плавно. При изменении направления ее движения стрелка должна свободно возвращаться в исходное положение. При отводе подвижной пятки стрелка должна выходить за пределы шкалы влево. Расположение стрелки и указателей пределов допуска должно соответствовать требованиям ГОСТ 11098-75.
Высоту расположения стрелки над шкалой проверяют по параллаксу, определяемому на участке, выбранном визуально по наибольшей высоте стрелки над шкалой при ее повороте на весь диапазон измерения. Скобу располагают относительно наблюдателя так, чтобы линия визирования была перпендикулярна к поверхности шкалы, и производят отсчитывание. Затем поворачивают скобу вокруг стрелки, как оси, так, чтобы новая линия визирования составляла с первоначальной угол 45°, и снова производят отсчитывание. После этого скобу поворачивают в противоположную сторону на угол 45° относительно перпендикуляра к поверхности шкалы, и снова производят отсчитывание. Абсолютное значение разности между первоначальным и каждым из двух последующих отсчетов не должно превышать 0,5 деления шкалы.
Указатели пределов допуска должны устанавливаться в любом месте шкалы, не должны смещаться с установленного положения и касаться стрелки при работе.
3.3. Ширину штрихов и стрелки, а также расстояние между штрихами у скоб типа СР определяют выборочно у трех-четырех приборов из партии на микроскопе не менее чем у трех штрихов.
Значения ширины штрихов и стрелки, а также расстояния между штрихами должны соответствовать установленным в ГОСТ 11098-75.
3.4. Жесткость корпуса скобы определяют в ее вертикальном положении. Скобу закрепляют вблизи отсчетного устройства. Между подвижной и переставной пятками помещают меру и устанавливают на отсчетном устройстве показание, близкое к нулю. К незакрепленному концу скобы вблизи переставной пятки подвешивают гирю массой 1 кг или динамометр и снимают показания. Изменение показаний скобы от изгиба не должно превышать значений, указанных в ГОСТ 11098-75.
3.5. Измерительное усилие скоб определяют при показаниях в начале и конце шкалы отсчетного устройства скобы. При помощи весов определяют усилие при контакте измерительной поверхности подвижной пятки с упором на площадке весов. Измерительное усилие скоб и колебание его для одной скобы должны соответствовать значениям, указанным в ГОСТ 11098-75.
3.6. Шероховатость измерительных поверхностей пяток и упоров определяют при помощи лупы сравнением с образцами шероховатости поверхности. Для плоских поверхностей используют профилограф или профилометр. Шероховатость должна соответствовать требованиям ГОСТ 11098-75.
3.7. Отклонение от плоскостности измерительных поверхностей скоб определяют интерференционным методом при помощи плоской стеклянной пластины, накладываемой на измерительную поверхность. Регулированием нажима на пластину добиваются наименьшего числа получаемых интерференционных полос (колец) (см. справочное приложение 1, черт.1).
Отклонение от плоскостности не должно превышать значений, указанных в ГОСТ 11098-75.
3.8. Отклонение от параллельности измерительных поверхностей скоб с верхним пределом измерения до 100 мм определяют при закрепленном стопоре при помощи плоскопараллельной стеклянной пластины или плоскопараллельной концевой меры длины. Пластину или меру помещают между измерительными поверхностями пяток при показании скобы, равном нулю, и подсчитывают число интерференционных полос, наблюдаемых между поверхностями пластины и измерительными поверхностями пяток. Пластину устанавливают между пятками так, чтобы число полос было наименьшим. При подсчитывании отклонений расстояние между двумя одноцветными полосами принимают равным 0,0003 мм.
Для скобы с плоскими пятками и верхним пределом измерения свыше 100 мм отклонение от параллельности определяют при помощи концевых мер длины 5-го разряда. Отсчитывание производят при четырех положениях концевой меры (см. справочное приложение 1, черт.2).
Отклонение от параллельности определяют как разность наибольшего и наименьшего отсчетов по шкале скобы, полученных при четырех положениях меры, умноженную на коэффициент ![]() , учитывающий, что при измерении отклонений от параллельности при помощи концевых мер получают заниженные значения отклонений. Эти отклонения не должны превышать значений, указанных в ГОСТ 11098-75.
, учитывающий, что при измерении отклонений от параллельности при помощи концевых мер получают заниженные значения отклонений. Эти отклонения не должны превышать значений, указанных в ГОСТ 11098-75.
3.9. Отклонение от соосности измерительных поверхностей пяток скобы типа СР определяют при помощи приспособления, представляющего собой полый цилиндр (см. справочное приложение 1, черт.3). Цилиндр насаживают одним концом на подвижную пятку скобы так, чтобы переставная пятка входила в отверстие на другом конце цилиндра. Если отклонение от соосности больше допускаемого, то переставная пятка в отверстие цилиндра не войдет. В этом случае скобу бракуют.
3.10. Размах показаний скобы типа СР с диапазоном измерения 0-25 мм определяют путем контакта подвижной и переставной пяток, а скобы с верхним пределом измерений свыше 25 мм - неоднократным измерением концевой меры при трех положениях стрелки на шкале: на нулевом штрихе и на двух крайних штрихах справа и слева от нуля.
Размах показаний скобы типа СИ определяют не менее чем в трех положениях измерительного стержня индикатора в пределах его измерений (в среднем и двух близких к крайним). При каждом положении производят арретирование подвижной пятки не менее пяти раз. Разность между наибольшим и наименьшим показаниями в данном положении принимают за размах показаний, который не должен превышать ![]() цены деления шкалы.
цены деления шкалы.
Размах показаний скоб определяют одновременно с определением основной погрешности.
3.11. Основную погрешность скобы типа СР определяют по плоскопараллельной концевой мере длины 4-го разряда. Погрешность в диапазоне измерений ±10 делений от нулевого штриха определяют через пять делений и в диапазоне свыше ±10 делений - через 10 делений.
Основная погрешность скобы в любом рабочем положении не должна превышать значений, указанных в ГОСТ 11098-75.
3.11.1. При определении основной погрешности скобы с диапазоном измерений 0-25 мм применяют концевые меры длиной 1; 1,02; 1,04; 1,06; 1,08; 1,10; 1,12; 1,13; 1,14; 1,15; 1,16; 1,18; 1,20; 1,22; 1,24; 1,26; 1,28 мм. Концевую меру длиной 1,14 мм помещают между измерительными поверхностями пяток и устанавливают на отсчетном устройстве показание, равное нулю.
Переставную пятку закрепляют стопором, затем отводят арретиром подвижную пятку и удаляют концевую меру длиной 1,14 мм. На место концевой меры помещают последовательно остальные меры, каждый раз отсчитывая показания. Пример записи результатов определения основной погрешности приведен в обязательном приложении 2.
Допускается скобы поверять при помощи сокращенного числа концевых мер, но при этом необходимо дважды скобу устанавливать на нулевую отметку. Скобу с диапазоном измерения 0-25 мм устанавливают на нулевую отметку по концевой мере 1 мм и поверяют левую часть шкалы концевыми мерами длиной 1,01; 1,02; 1,04; 1,06; 1,08; 1,10; 1,12; 1,14 мм. Затем скобу устанавливают на нулевую отметку по концевой мере длиной 1,14 мм и поверяют правую часть шкалы, помещая между пятками последовательно концевые меры длиной 1,13; 1,12; 1,10; 1,08; 1,06; 1,04; 1,02; 1 мм (см. обязательное приложение 3).
Основную погрешность скобы с верхним пределом измерений свыше 25 мм определяют аналогично. При этом на переставную пятку надевают насадку (удлинитель) (см. справочное приложение 1, черт.4). При отсутствии насадки применяют блок концевых мер, размер которого должен обеспечить контакт с измерительными поверхностями пяток поверяемой скобы.
Например, для поверки скобы с диапазоном измерений 25-50 мм следует применять блоки концевых мер длиной 31,00; 31,02; 31,04; 31,06; 31,08; 31,10; 31,12; 31,13; 31,14; 31,15; 31,16; 31,18; 31,20; 31,22; 31,24; 31,26; 31,28 мм.
3.12. Основную погрешность скобы типа СИ определяют по плоскопараллельным концевым мерам длины 5-го разряда. Размеры концевых мер должны быть выбраны так, чтобы отсчитывание производилось по отметкам шкалы, расположенным одна от другой через 50 делений при перемещении подвижной пятки на участке, равном 3 мм.
При определении погрешности скобы с диапазоном измерения 0-50 мм применяют концевые меры длиной 0,5; 1; 1,5; 2; 2,5; 3 мм.
Для скобы с диапазоном измерения 50-100 мм собирают блок концевых мер любого размера от 50 до 100 мм, который помещают между измерительными поверхностями пяток. Индикатор устанавливают на нулевую отметку. Переставную пятку закрепляют так, чтобы стрелка малой шкалы индикатора была на нулевой отметке. После установки скобы на нулевую отметку блок убирают, и между измерительными поверхностями пяток устанавливают последовательно другие блоки концевых мер, причем размер каждого последующего блока увеличивают на 0,5 мм по сравнению с предыдущим. На каждом блоке производят трехкратное арретирование подвижной пятки и снимают показания отсчетного устройства. Затем снова проверяют нулевое положение скобы. Пример записи результатов определения основной погрешности приведен в обязательном приложении 4.
Основную погрешность скобы с диапазоном измерения 100-200 мм определяют как у скоб типа СР при помощи насадки (см. справочное приложение 1, черт.4).
Основную погрешность скобы с верхним пределом измерений от 300 до 1000 мм определяют по концевым мерам или по установочным мерам совместно с блоками концевых мер. Размер блока должен быть равен нижнему пределу измерений скобы плюс поверяемый интервал индикатора. При определении погрешности по блокам концевых мер скобу устанавливают в горизонтальное положение на поверочную плиту на трех валиках одинакового диаметра или в вертикальное (см. справочное приложение 1, черт.5) на специальные опоры. В первом случае концевые меры устанавливают на опоры в точках наименьшего прогиба, а во втором - блоки концевых мер поддерживают руками с применением теплоизолирующих накладок.
При поверке скобы при помощи установочных мер и блоков концевых мер скобу располагают горизонтально, а установочные меры укладывают на уровне измерительных пяток на две одинаковые по высоте подкладки. Индикатор устанавливают на нулевую отметку по установочной мере. Затем подвижную пятку отводят, между пяткой и установочной мерой вставляют концевую меру, равную первому поверяемому интервалу индикатора, и производят отсчитывание по шкале индикатора. Если основная погрешность скобы в какой-либо точке шкалы равна допускаемой погрешности или меньше ее на значение, не превышающее размаха показаний данной скобы, то производят дополнительное трехкратное арретирование подвижной пятки. Нормированный участок 0,1 мм проверяют в пяти точках через 0,02 мм. Скобу признают годной, если полученные при этом отклонения не превышают допускаемых.
При поверке скоб с верхним пределом измерений от 300 до 1000 мм допускается применять приспособление (см. справочное приложение 1, черт.6). Приспособление закрепляют на корпусе скобы, его измерительный стержень приводят в контакт с подвижной пяткой скобы, а индикатор устанавливают на нулевую отметку. Далее поверку проводят аналогично поверке скоб с верхним пределом измерения 50 мм. Скобу считают годной, если основная погрешность - не более ±0,010 мм. Если погрешность более указанной, но менее приведенной в ГОСТ 11098-75 для указанных пределов измерения скобы, проводят дополнительную поверку скобы без приспособления при помощи блока концевых мер в точке, в которой определено наибольшее отклонение.
4. ОФОРМЛЕНИЕ РЕЗУЛЬТАТОВ ПОВЕРКИ
4.1. Скобы, прошедшие государственную первичную и периодическую поверки с положительными результатами, признают годными к применению, и на них выдают свидетельство о государственной поверке по форме, установленной Госстандартом.
4.2. Результаты первичной поверки скоб, проведенной предприятием-изготовителем, оформляют отметкой в паспорте.
4.3. Результаты периодической ведомственной поверки оформляют в порядке, установленном ведомственной метрологической службой.
4.4. Скобы, прошедшие поверку с отрицательными результатами, к выпуску и применению не допускают. На них выдают извещение о непригодности или делают отметку в паспорте.
ПРИЛОЖЕНИЕ 1 (справочное). Наблюдаемая интерференционная картина, относительное расположение скобы и меры, приспособления, применяемые для поверки
ПРИЛОЖЕНИЕ 1
Справочное

Интерференционная картина, соответствующая отклонению от плоскостности, равному двум полосам. Полосы 4 и 5 не принимают во внимание, так как они расположены ближе чем на 0,5 мм от края. Полосы 2 и 3 считают за одну полосу, так как они расположены симметрично относительно замкнутой полосы
Черт.1

1-4 - положения концевой меры; ![]() - ширина зоны контакта пятки и концевой меры, равная
- ширина зоны контакта пятки и концевой меры, равная ![]() диаметра пятки
диаметра пятки
Черт.2
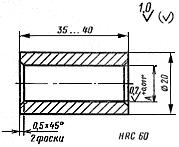
________________
*![]() 8,05 или 11,05 мм в зависимости от диаметра пятки.
8,05 или 11,05 мм в зависимости от диаметра пятки.
Черт.3
Черт.4
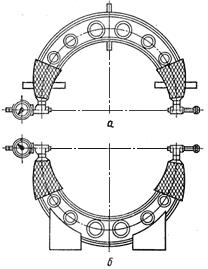
![]() - горизонтальное положение скобы;
- горизонтальное положение скобы; ![]() - вертикальное положение скобы
- вертикальное положение скобы
Черт.5
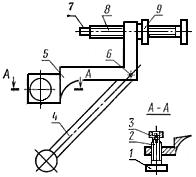
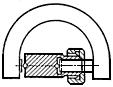
1, 2, 8 - винты; 3 - пятка; 4 - кронштейн; 5 - корпус; 6 - цилиндрический штифт; 7 - шарик; 9 - гайка
Черт.6
ПРИЛОЖЕНИЕ 2 (обязательное). ПРИМЕР записи результатов определения основной погрешности скоб типа СР с диапазоном измерения 0-25 мм
ПРИЛОЖЕНИЕ 2
Обязательное
Проверяемый участок шкалы, деления | Плоскопараллельная концевая мера, мм | Разность действительных значений мер, мкм | Показания скобы, мкм | Основная погрешность скобы, мкм
| |
номинальное значение | действительное значение | ||||
0 | 1,14 |
| 0,0 |
| - |
0 | 1,15 |
| +10,1 |
| -0,1 |
0 | 1,16 |
| +21,0 |
| -0,8 |
0 | 1,18 |
| +40,7 |
| +0,1 |
0 | 1,20 |
| +60,0 |
| +0,8 |
0 | 1,22 |
| +79,5 |
| +0,5 |
0 | 1,24 |
| +100,7 |
| +0,3 |
0 | 1,26 |
| +119,7 |
| 0,0 |
0 | 1,28 |
| +140,2 |
| -0,2 |
0 | 1,14 |
| 0,0 |
| - |
0 | 1,13 |
| -9,9 |
| -0,5 |
0 | 1,12 |
| -19,1 |
| -0,7 |
0 | 1,10 |
| -40,3 |
| -0,3 |
0 | 1,08 |
| -59,0 |
| -1,0 |
0 | 1,06 |
| -80,0 |
| -0,5 |
0 | 1,04 |
| -100,2 |
| -0,1 |
0 | 1,02 |
| -120,4 |
| -0,2 |
0 | 1 |
| -140,0 |
| -0,1 |
ПРИЛОЖЕНИЕ 3 (обязательное). ПРИМЕР записи результатов определения основной погрешности скоб типа СР при сокращенном числе концевых мер
ПРИЛОЖЕНИЕ 3
Обязательное
Проверяемый участок шкалы, деления | Плоскопараллельная концевая мера, мм | Разность действительных значений мер, мкм, | Показания скобы, мкм, | Основная погрешность скобы, мкм,
| |
номинальное значение | действительное значение | ||||
| |||||
0 | 1 |
| 0,0 |
| - |
0 | 1,01 |
| 10,3 |
| 0 |
0 | 1,02 |
| 20,7 |
| -0,2 |
0 | 1,04 |
| 40,5 |
| +0,5 |
0 | 1,06 |
| 61,0 |
| +0,7 |
0 | 1,08 |
| 80,4 |
| +0,6 |
0 | 1,10 |
| 100,0 |
| +0,3 |
0 | 1,12 |
| 119,8 |
| +0,2 |
0 | 1,14 |
| 139,5 |
| -0,1 |
| |||||
0 | 1,14 |
| 0,0 |
| - |
0 | 1,13 |
| -10,3 |
| +0,2 |
0 | 1,12 |
| -19,5 |
| -0,8 |
0 | 1,10 |
| -40,0 |
| -0,5 |
0 | 1,08 |
| -60,5 |
| -0,3 |
0 | 1,06 |
| -81,0 |
| 0,0 |
0 | 1,04 |
| -100,1 |
| +0,1 |
0 | 1,02 |
| -120,5 |
| +0,5 |
0 | 1 |
| -140,0 |
| -0,1 |
ПРИЛОЖЕНИЕ 4 (обязательное). ПРИМЕР записи результатов, определения основной погрешности показаний скоб типа СИ с пределом измерений 50-100 мм
ПРИЛОЖЕНИЕ 4
Обязательное
ПРИМЕР
записи результатов определения основной погрешности показаний
скоб типа СИ с пределом измерений 50-100 мм
Проверяемый участок шкалы, деления | Блок концевых мер, мм | Показание скобы, деления | Основная погрешность скобы | |
деления | мкм | |||
0 | 71,0 | 0 | 0,0 | 0 |
50 | 71,5 | 50,0 | 0,0 | 0 |
100 | 72,0 | 99,0 | -1,0 | -10 |
150 | 72,5 | 149,7 | -0,3 | -3 |
200 | 73,0 | 200,0 | 0,0 | 0 |
250 | 73,5 | 250,0 | 0,0 | 0 |
300 | 74,0 | 300,0 | 0,0 | 0 |