ГОСТ 8.114-74
Группа Т88.5*
__________________________________________
* В указателе "Национальные стандарты" 2007 г.
группа Т88.1. - Примечание изготовителя базы данных.
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Государственная система обеспечения единства измерений
ДЛИНОМЕРЫ ВЕРТИКАЛЬНЫЕ ОПТИЧЕСКИЕ
Методы и средства поверки
State system for ensuring the uniformity of measurements Vertical optical length comparators.
Methods and means of verification
Срок действия с 01.01.1976
до 01.01.1981*
___________________________________
* Ограничение срока действия отменено
(ИУС N 6, 1979 год). - Примечание изготовителя базы данных.
РАЗРАБОТАН И ВНЕСЕН Всесоюзным научно-исследовательским институтом метрологии им. Д.И.Менделеева (ВНИИМ)
Руководитель темы Соур И.Г.
Исполнитель Дмитриева Т.И.
ПОДГОТОВЛЕН К УТВЕРЖДЕНИЮ Управлением приборостроения, средств автоматизации и систем управления Госстандарта СССР
Начальник Алмазов И.А.
Всесоюзным научно-исследовательским институтом метрологической службы (ВНИИМС)
И. о. директора Закс Л.М.
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 11 февраля 1974 г. N 393
ВЗАМЕН ГОСТ 12440-66
ВНЕСЕНО Изменение N 1, утвержденное и введенное в действие Постановлением Государственного комитета СССР по стандартам от 18.09.81 N 4266 с 01.01.82
Изменение N 1 внесено изготовителем базы данных по тексту ИУС N 12, 1981 год
Настоящий стандарт распространяется на вертикальные оптические длиномеры типов ДВО (ИЗВ-1 и ИЗВ-2) и ДВЭ (ИЗВ-3) по ГОСТ 14028-68 и устанавливает методы и средства их первичной и периодической поверок. Стандарт соответствует рекомендации СЭВ по стандартизации PC 3627-72.
1. ОПЕРАЦИИ И СРЕДСТВА ПОВЕРКИ
1. ОПЕРАЦИИ И СРЕДСТВА ПОВЕРКИ
1.1. При проведении поверки должны выполняться операции и применяться средства поверки, указанные в таблице.
Наименование операций | Номера пунктов стандарта | Средства поверки и их нормативно-технические характеристики |
Внешний осмотр | 3.1 | - |
Опробование | 3.2 | - |
Определение времени опускания измерительного стержня | 3.3 | Секундомер по ГОСТ 5072-79 |
Проверка измерительных наконечников и сферического стола типа СТ-8 | 3.4 | Измерительные наконечники по ГОСТ 11007-66 |
Определение измерительного усилия | 3.5 | Динамометр (справочное приложение, п.1) |
Определение изменения показаний прибора при действии на измерительный стержень в направлении, перпендикулярном оси стержня, усилия 2 Н | 3.6 | Динамометрическое приспособление по ГОСТ 16969-71 (приложение 3) |
Определение отклонения от плоскостности измерительных поверхностей ребристого стола и столов типов СТ-5 и СТ-6 | 3.7 | Плоскопараллельная концевая мера длины размером 5-10 мм 2-го класса по ГОСТ 9038-73 |
Определение отклонения от параллельности (плоскости измерительного наконечника относительно плоскости стола), достигаемой установкой | 3.8 | Плоскопараллельная концевая мера длины размером 5-10 мм 2-го класса по ГОСТ 9038-73 |
Определение отклонения от параллельности измерительной поверхности стола типа СТ-6 относительно его опорной поверхности (проводится только при выпуске из производства и ремонта) | 3.9 | Рычажный микрометр с пределами измерения от 0 до 25 мм по ГОСТ 4381-68 |
Проверка шероховатости измерительных поверхностей столов (проводится только при выпуске из производства и ремонта) | 3.10 | Оптический прибор типа МИИ (микроинтерферометр) по ГОСТ 9847-79 или профилометр по ГОСТ 19300-73* |
______________ | ||
Определение отклонения от параллельности штрихов шкалы десятых долей миллиметра штрихам миллиметровой шкалы | 3.11 | - |
Определение отклонения от параллельности оси (базовой линии) миллиметровой шкалы направлению перемещения измерительного стержня | 3.12 | - |
Проверка параллакса изображения штрихов миллиметровой шкалы относительно витков спиральной сетки | 3.13 | Диоптрийная трубка с увеличением 2-4 |
Проверка эксцентриситета спирали окулярного спирального микрометра относительно оси ее вращения | 3.14 | - |
Определение отклонения десяти делений шкалы десятых долей миллиметра относительно деления миллиметровой шкалы | 3.15 | - |
Проверка соответствия диапазона показаний микрометровой шкалы одному делению шкалы десятых долей миллиметра | 3.16 | - |
Определение отклонения от перпендикулярности поверхности ребристого стола к направлению движения измерительного стержня и отклонения от прямолинейности перемещения измерительного стержня (проводится только при выпуске из производства и ремонта) | 3.17 | Индикатор по ГОСТ 9696-75* с ценой деления 0,002 мм. |
______________ | ||
Определение отклонения от параллельности оси измерительного штифта направлению перемещения измерительного стержня | 3.18 | Индикатор с ценой деления 0,001 мм по ГОСТ 9696-75 или измерительная рычажно-зубчатая головка с ценой деления 0,001 мм по ГОСТ 18833-73 или микатор с ценой деления 0,001 мм по ГОСТ 14712-79. |
Определение среднего квадратического отклонения результата наблюдений длиномера | 3.19 | Плоскопараллельные концевые меры длины размером 10 и 100 мм 1-го класса по ГОСТ 9038-73 |
Определение основной погрешности длиномеров | 3.20 | Образцовые плоскопараллельные концевые меры длины (10, 30, 50, 70, 100, 150, 250 мм) 4-го разряда по ГОСТ 8.166-75. |
Разрешается применять отдельные, вновь разработанные или находящиеся в применении средства поверки, прошедшие метрологическую аттестацию в органах государственной метрологической службы и удовлетворяющих по точности требованиям стандарта. Плоскопараллельные концевые меры длины, применяемые в качестве образцовых, должны быть аттестованы в органах государственной метрологической службы.
(Измененная редакция, Изм. N 1).
2. УСЛОВИЯ ПОВЕРКИ И ПОДГОТОВКА К НЕЙ
2.1. Условия поверки длиномеров должны соответствовать нормальным по ГОСТ 8.050-73.
2.2. Прибор должен быть установлен на устойчивом столе, защищенном от толчков и вибраций.
Стол длиномера должен быть установлен в горизонтальном положении с отклонением не более 10' по уровню, встроенному в прибор (у приборов типов ИЗВ-2 и ИЗВ-3) или положенному на ребристый стол (у приборов типа ИЗВ-1).
2.3. Перед поверкой необходимо снять смазочный материал с металлических частей прибора гигроскопической ватой по ГОСТ 12233-77 и бензином марки Б-70 по ГОСТ 1012-72, промыть концевые меры бензином и протереть их чистым мягким полотенцем по ГОСТ 7259-77.
(Измененная редакция, Изм. N 1).
3. ПРОВЕДЕНИЕ ПОВЕРКИ
3.1. При внешнем осмотре должно быть установлено соответствие длиномера следующим требованиям:
отсутствие на наружных поверхностях прибора и дополнительных столов коррозии, механических повреждений, влияющих на эксплуатационные свойства прибора. При выпуске из производства не допускаются дефекты, ухудшающие внешний вид прибора;
изображения штрихов и цифр на экране (длиномеров типа ДВЭ) должны быть отчетливыми и резкими;
непараллельность штрихов микрометровой шкалы индексу, заметная на глаз, не допускается;
маркировка, упаковка и комплектность длиномеров должны соответствовать ГОСТ 14028-68.
3.2. Опробование
3.2.1. При опробовании проверяют взаимодействие узлов длиномера:
крепление съемных, сменных и подвижных частей должно быть надежным; перемещение подвижных частей прибора должно быть плавным;
несимметричность концов любого штриха миллиметровой шкалы относительно шкалы десятых долей миллиметра у длиномеров типа ДВЭ не должно превышать ![]() длины штриха миллиметровой шкалы;
длины штриха миллиметровой шкалы;
штрихи миллиметровой шкалы при совмещении с кривой спирали у длиномеров типа ДВО должны соприкасаться с ней в середине рабочего промежутка шкалы десятых долей миллиметра;
смещение изображения всех штрихов микрометровой шкалы относительно изображения индекса при перемещении изображения шкалы не должно превышать 0,1 длины короткого штриха у длиномеров типа ДВЭ.
3.3. Время опускания измерительного стержня из крайнего верхнего положения в крайнее нижнее определяют по секундомеру при открепленном стопорном винте. Продолжительность опускания стержня с полным комплектом грузовых шайб - от 4 до 17 с.
3.4. Соответствие измерительных наконечников, формы и шероховатости поверхности сферического стола типа СТ-8 1-му классу точности проверяют методами, указанными в ГОСТ 11007-66.
3.5. Измерительное усилие определяют динамометром (справочное приложение, п.1), который устанавливают на ребристый стол длиномера по линии измерения.
Опускают измерительный стержень до контакта сферического наконечника с плоской пяткой динамометра при номинальном измерительном усилии 2 Н (с грузовыми шайбами) и отсчитывают показание динамометра, которое должно находиться в пределах 1,6-2,4 Н (160-240 гс).
Усилие определяют при двух положениях наконечника, которые соответствуют показаниям длиномера 0,50 и 100 мм.
3.6. Изменение показаний прибора при действии на измерительный стержень в направлении, перпендикулярном оси стержня, усилия 2 Н (200 гс) определяют при помощи динамометрического приспособления в последовательности, изложенной ниже.
На ребристый стол прибора помещают концевую меру и приводят в контакт с ее измерительной поверхностью сферический наконечник длиномера. Сделав отсчет по шкале длиномера, нажимают крючком динамометра на измерительный наконечник последовательно с четырех сторон и отпускают его. При этом наблюдают за изменением показаний по шкале, которая должна возвратиться в исходное положение после снятия усилия (миллиметровый штрих к биссектору подводят с одной и той же стороны).
Разность между отсчетом при свободном положении наконечника и максимальным отсчетом, полученным при нажиме на наконечник, должна быть не более 0,0005 мм.
3.7. Отклонение от плоскостности измерительной поверхности ребристого стола и столов типов СТ-5 и СТ-6 определяют интерференционным методом при помощи нижней плоской стеклянной пластины.
Нижнюю пластину накладывают на стол и определяют отклонение от плоскостности по числу кольцевых интерференционных полос, которых должно быть не более трех у ребристого стола и стола типа СТ-6 и одной у стола типа СТ-5. При нажатии на пластину полосы у столов всех типов должны расходиться (т.е. допускается только выпуклость).
(Измененная редакция, Изм. N 1).
3.8. Отклонение от параллельности плоскости измерительного наконечника диаметром 8 мм относительно плоскости стола типа СТ-5 определяют в последовательности, изложенной ниже.
На стол типа СТ-6 устанавливают стол типа СТ-5.
Помещая последовательно концевую меру в положения 1, 2, 3 и 4, как указано на чертеже, отмечают наибольшее и наименьшее показания длиномера.
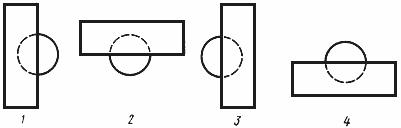
Регулировочными винтами добиваются такого положения стола, при котором наибольшая разность между показаниями прибора при указанных выше положениях меры не превысит 0,0005 мм.
Отклонение от параллельности плоскости измерительного наконечника диаметром 8 мм относительно плоскости регулируемого стола определяют концевой мерой.
Стол прибора устанавливают параллельно плоской измерительной поверхности наконечника при помощи регулировочных винтов в соответствии с технической документацией по пользованию длиномером, утвержденной в установленном порядке.
Регулировочные винты стола должны обеспечивать установку его измерительной поверхности параллельно плоской измерительной поверхности наконечника 0,0005 мм.
3.9. Отклонение от параллельности измерительной поверхности стола типа СТ-6 относительно его опорной поверхности определяют рычажным микрометром.
Толщину стола измеряют в четырех точках, расположенных примерно через 90° по окружности наибольшего диаметра. Разность толщины стола в измеренных точках должна быть не более 0,005 мм.
3.10. Шероховатость измерительных поверхностей столов (кроме стола типа СТ-8) проверяют на микроинтерферометре или профилометром по методике, приведенной в технической документации, утвержденной в установленном порядке.
Шероховатость измерительных поверхностей столов должна соответствовать требованиям ГОСТ 14028-68.
3.11. Отклонение от параллельности штрихов шкалы десятых долей миллиметра штрихам миллиметровой шкалы у приборов типа ДВЭ определяют последовательным совмещением концов одного из биссекторов со штрихом миллиметровой шкалы.
Ориентацию рабочего промежутка шкалы десятых долей по ходу измерительного стержня у приборов типа ДВО проверяют при перемещении измерительного стержня. Наблюдают за смещением какой-либо точки миллиметровой шкалы относительно рабочего промежутка шкалы десятых долей миллиметра. Смещение должно быть не более ![]() ширины рабочего промежутка.
ширины рабочего промежутка.
3.12. Отклонение от параллельности оси (базовой линии) миллиметровой шкалы направлению перемещения измерительного стержня определяют по поперечному смещению изображений ее штрихов.
У длиномеров типа ДВЭ к выбранной на экране точке (вертикальной линии цифры шкалы десятых долей миллиметра) последовательно подводят изображения нулевого и сотого штрихов миллиметровой шкалы. Смещение определяют по полоске миллиметровой бумаги, наложенной на экран.
Поперечное смещение концов штрихов не должно превышать 1 мм в плоскости экрана.
3.9-3.12. (Измененная редакция, Изм. N 1).
3.13. Параллакс изображения штрихов миллиметровой шкалы относительно спиральной сетки проверяют у приборов типа ДВО диоптрийной трубкой, помещаемой между глазом наблюдателя и окуляром микроскопа. Диоптрийную шкалу окуляра длиномера устанавливают в нулевое положение, а диоптрийную трубку последовательно наводят на резкость изображения штриха миллиметровой шкалы и спиральной сетки и отсчитывают показания по шкале диоптрийной трубки. Разность показаний дает значение параллакса в диоптриях. Параллакс должен проверяться последовательно по нулевому и сотому штрихам миллиметровой шкалы и должен быть не более 0,5 дптр.
У длиномеров, находящихся в эксплуатации, значение параллакса допускается определять по показаниям диоптрийной шкалы окуляра длиномера, последовательно устанавливаемого на резкость изображения нулевого (сотого) штриха миллиметровой шкалы и спиральной сетки.
3.14. Эксцентриситет спирали окулярного микрометра у приборов типа ДВО проверяют по вспомогательной окружности, находящейся в нижней части поля зрения окуляра. Один из штрихов миллиметровой шкалы подводят до касания со вспомогательной окружностью и поворачивают спиральную сетку маховичком на один оборот, при этом не должно наблюдаться смещения вспомогательной дуги относительно штриха миллиметровой шкалы.
3.15. Отклонение десяти делений шкалы десятых долей миллиметра относительно деления миллиметровой шкалы определяют при помощи микрометровой шкалы прибора по десяти делениям миллиметровой шкалы, расположенным в начале и конце шкалы.
Перемещают микрометровую шкалу до получения показания "2 мкм" и совмещают нулевой штрих миллиметровой шкалы с десятым биссектором (у приборов типа ДВЭ) или витком спирали (у приборов типа ДВО).
Для определения отклонения десяти делений шкалы десятых долей миллиметра относительно деления 0-1 миллиметровой шкалы маховичком микрометра совмещают нулевой биссектор с первым штрихом миллиметровой шкалы и снимают показание ![]() по микрометровой шкале.
по микрометровой шкале.
Отклонение вычисляют по формуле ![]() ,
,
где ![]() - показание по микрометровой шкале (2 мкм) при совмещении штриха миллиметровой шкалы с 10-м биссектором.
- показание по микрометровой шкале (2 мкм) при совмещении штриха миллиметровой шкалы с 10-м биссектором.
Затем повторно перемещают микрометровую шкалу до получения показания 2 мкм, перемещением измерительного стержня совмещают первый штрих миллиметровой шкалы с десятым биссектором, маховичком микрометра совмещают нулевой биссектор со вторым штрихом миллиметровой шкалы, снимают показание ![]() по микрометровой шкале и вычисляют отклонение по формуле
по микрометровой шкале и вычисляют отклонение по формуле ![]() .
.
Аналогично определяют отклонения ![]() ,
, ![]() , …,
, …, ![]() на делениях 2-3, 3-4, …, 9-10 миллиметровой шкалы.
на делениях 2-3, 3-4, …, 9-10 миллиметровой шкалы.
Отклонение десяти делений шкалы десятых долей миллиметра относительно деления миллиметровой шкалы ![]() вычисляют по формуле
вычисляют по формуле
![]() .
.
Аналогично определяют отклонения ![]() ,
, ![]() , …,
, …, ![]() на делениях 90-91, 91-92, ..., 99-100 миллиметровой шкалы и вычисляют отклонение
на делениях 90-91, 91-92, ..., 99-100 миллиметровой шкалы и вычисляют отклонение ![]() по формуле
по формуле
![]() .
.
Отклонения десяти делений шкалы десятых долей миллиметра относительно деления миллиметровой шкалы ![]() не должны превышать значения, указанного в ГОСТ 14028-68.
не должны превышать значения, указанного в ГОСТ 14028-68.
(Измененная редакция, Изм. N 1).
3.16. Соответствие диапазона показаний микрометровой шкалы одному делению шкалы десятых долей миллиметра проверяют в последовательности, изложенной ниже.
При неподвижном измерительном стержне прибора последовательно совмещают нулевой и первый биссекторы с одним и тем же штрихом миллиметровой шкалы. Разность отсчетов определяет совпадение. Таких разностей необходимо получить не менее пяти и определить по ним среднеарифметическое значение, которое должно быть не более 0,0005 мм.
Так же поверяют еще три деления шкалы десятых долей миллиметра, расположенных равномерно по длине шкалы.
3.17. Отклонение от перпендикулярности поверхности ребристого стола к направлению движения измерительного стержня, а также отклонение от прямолинейности перемещения измерительного стержня определяют по угольнику, установленному на ребристом столе, и индикатору (или рычажно-зубчатой головке), прикрепленному к измерительному стержню держателем (справочное приложение, п.2). Отклонение от перпендикулярности определяют при двух крайних положениях кронштейна по высоте: нижнем и верхнем, при этом кронштейн должен быть закреплен.
Перемещая измерительный стержень длиномера, отмечают показания индикатора (рычажно-зубчатой головки) через каждые 20 мм. Строят график и проводят прилегающую прямую по ГОСТ 10356-63. Наибольшее расстояние от точек профиля до прилегающей прямой определит отклонение от прямолинейности перемещения измерительного стержня, которое должно быть не более 0,015 мм на длине 100 мм. Отклонение от прямолинейности определяют только при одном положении кронштейна.
Разность отсчетов, полученная при двух крайних положениях измерительного стержня, определяет отклонение от перпендикулярности направления движения измерительного стержня и должна быть не более 0,030 мм на длине 100 мм.
Отклонение от перпендикулярности и прямолинейности определяют в двух взаимно перпендикулярных направлениях.
3.18. Отклонение от параллельности оси измерительного штифта направлению перемещения измерительного стержня определяют микатором или рычажно-зубчатой головкой или индикатором, укрепленном в держателе на ребристом столе (справочное приложение, п.3) в двух взаимно перпендикулярных направлениях.
Разность показаний микатора (индикатора, рычажно-зубчатой головки) при перемещении измерительного стержня длиномера на длину штифта (шайбы при этом должны быть сняты) определяет отклонение от параллельности оси измерительного штифта направлению перемещения измерительного стержня, которое не должно превышать 0,006 мм на длине 10 мм.
3.17, 3.18. (Измененная редакция, Изм. N 1).
3.19. Среднее квадратическое отклонение результата наблюдений ![]() длиномера определяют на отметках миллиметровой шкалы 0 и 100 мм.
длиномера определяют на отметках миллиметровой шкалы 0 и 100 мм.
По концевой мере размером 10 мм устанавливают приблизительно нулевое показание. Затем не менее 10 раз поднимают и опускают стержень со сферическим наконечником прибора и отсчитывают показания прибора, совмещая каждый раз штрих с биссектором при прямой и обратной наводках. Среднее квадратическое отклонение ![]() вычисляют по формуле
вычисляют по формуле
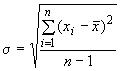 ,
,
где ![]() - количество показаний прибора;
- количество показаний прибора;![]() - показание прибора;
- показание прибора;![]() - среднее арифметическое значение для
- среднее арифметическое значение для ![]() показаний.
показаний.
Так же определяют среднее квадратическое отклонение результата наблюдений на отметке 100 мм по концевой мере 100 мм.
Среднее квадратическое отклонение должно быть не более 0,00010 мм у приборов, выпускаемых из производства, и 0,00020 мм у приборов, находящихся в эксплуатации и выпускаемых из ремонта.
3.20. Основную погрешность длиномеров определяют на отметках шкалы 10, 30, 50, 70 и 100 мм образцовыми концевыми мерами 10, 30, 50, 70, 100, 150 и 250 мм в последовательности, изложенной ниже.
Опускают измерительный стержень до контакта сферического наконечника с плоскостью ребристого стола и устанавливают по шкалам приблизительно нулевые отсчеты.
Помещают на стол концевую меру длины размером 100 мм так, чтобы ее середина находилась под измерительным наконечником. Отсчитывают показание ![]() по шкалам прибора, если разность температур прибора и концевой меры, измеренная термометрами, укрепленными на корпусе вблизи миллиметровой шкалы и мере, не превышает 0,2 °С.
по шкалам прибора, если разность температур прибора и концевой меры, измеренная термометрами, укрепленными на корпусе вблизи миллиметровой шкалы и мере, не превышает 0,2 °С.
Сняв меру, определяют нулевое показание ![]() длиномера при соприкосновении измерительного наконечника с измерительным столом. Таким же образом поверяют другие интервалы миллиметровой шкалы с применением соответствующих мер. Для определения погрешности прибора при измерении длины 250 мм нулевую установку производят по концевой мере 150 мм.
длиномера при соприкосновении измерительного наконечника с измерительным столом. Таким же образом поверяют другие интервалы миллиметровой шкалы с применением соответствующих мер. Для определения погрешности прибора при измерении длины 250 мм нулевую установку производят по концевой мере 150 мм.
Погрешность прибора ![]() на поверяемом интервале определяют по формулам:
на поверяемом интервале определяют по формулам:
при поверке интервалов до 100 мм
![]()
при измерении длины свыше 100 мм
![]() ,
,
где ![]() - действительное значение длины концевой меры размером 150 мм (по свидетельству о поверке);
- действительное значение длины концевой меры размером 150 мм (по свидетельству о поверке);![]() - действительное значение длины применяемой концевой меры (по свидетельству о поверке).
- действительное значение длины применяемой концевой меры (по свидетельству о поверке).
Погрешность длиномеров должна быть не более значений, указанных в ГОСТ 14028-68.
(Измененная редакция, Изм. N 1).
4. ОФОРМЛЕНИЕ РЕЗУЛЬТАТОВ ПОВЕРКИ
4.1. Длиномеры, прошедшие поверку с положительными результатами, признаются годными к выпуску в обращение и применению и на них выдается свидетельство о государственной или ведомственной поверке по форме, установленной органами государственной метрологической службы.
4.2. Результаты поверки длиномеров при выпуске из производства заносят в паспорт.
4.3. Длиномеры, прошедшие поверку с отрицательными результатами, к выпуску в обращение и применению не допускаются, на них выдается извещение о непригодности или делается соответствующая запись в паспорте.
ПРИЛОЖЕНИЕ к ГОСТ 8.114-74 (справочное). ПОВЕРОЧНЫЕ УСТРОЙСТВА И ПРИСПОСОБЛЕНИЯ
ПРИЛОЖЕНИЕ к ГОСТ 8.114-74
Справочное
1. Динамометр для определения измерительного усилия должен соответствовать следующим требованиям:
диапазон измерения - от 0,7 до 2,5 Н (70-250 гс);
цена деления - не более 0,1 Н (10 гс);
пределы допустимой погрешности - не более ±0,05 Н (5 гс);
расстояние между измерительным наконечником и измерительной поверхностью стола - не более 125 мм;
линия измерения должна быть расположена вертикально.
2. Держатель для крепления индикатора (измерительной головки) к измерительному стержню длиномера
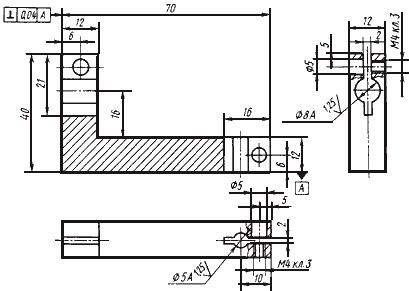
Примечание. В отверстие М4 держателя должны быть ввинчены 2 винта М4х12 по ГОСТ 1491-72*.
______________
* На территории Российской Федерации действует ГОСТ 1491-80. - Примечание изготовителя базы данных.
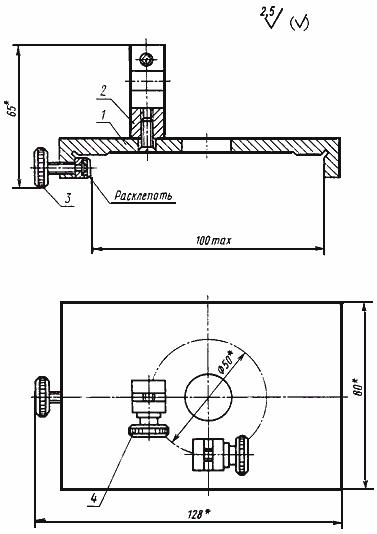
3. Держатель для крепления индикатора (измерительной головки) к ребристому измерительному столу длиномера
________________
* Размеры для справок.
1 - основание; 2 - стойка; 3 - винт; 4 - винт М4х12.