ГОСТ 8.089-73
Группа Т88.5*
_____________________
* В указателе "Национальные стандарты" 2004 г.
указана Группа Т88.1. - Примечание.
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Государственная система обеспечения единства измерений
СФЕРОМЕТРЫ
Методы и средства поверки
State system for ensuring the uniformity of measurements. Spherometers.
Verification methods and means
Срок действия с 01.01.1975
до 01.01.1978*
________________
* Ограничение срока действия отменено.
ИУС N 6, 1979 год. - Примечание.
РАЗРАБОТАН И ВНЕСЕН Всесоюзным научно-исследовательским институтом метрологической службы (ВНИИМС)
Директор Малых В.А.
Руководитель и исполнитель темы Александрова А.Н.
ПОДГОТОВЛЕН К УТВЕРЖДЕНИЮ Всесоюзным научно-исследовательским институтом по нормализации в машиностроении (ВНИИНМАШ)
Директор Верченко В.Р.
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 26 июля 1973 г. N 1828
ВЗАМЕН Инструкции 155-63
Настоящий стандарт распространяется на сферометры типа ССО (обозначение предприятия-изготовителя ИЗС-7) и СНО (обозначение предприятия-изготовителя ИЗС-8), выпускаемые в соответствии с ГОСТ 11194-65, и устанавливает методы и средства их первичной и периодической поверок.
1. ОПЕРАЦИИ И СРЕДСТВА ПОВЕРКИ
1. ОПЕРАЦИИ И СРЕДСТВА ПОВЕРКИ
При проведении поверки должны выполняться операции и применяться средства поверки, указанные в табл.1.
Таблица 1
Наименование операции | Номера пунктов стандарта | Средства поверки и их нормативно-технические характеристики |
Внешний осмотр | 3.1 | - |
Опробование | 3.2 | - |
Проверка качества поля зрения | 3.3 | - |
Проверка симметричности штрихов миллиметровой шкалы относительно светлого рабочего промежутка шкалы десятых долей миллиметра | 3.4 | - |
Проверка совмещения изображения штрихов миллиметровой шкалы с плоскостью спирали окуляра | 3.5 | Диоптрийная трубка. |
Проверка параллельности плоскости делений миллиметровой шкалы относительно оси измерительного стержня и перпендикулярности штрихов миллиметровой шкалы относительно направления движения измерительного стержня | 3.6 | Диоптрийная трубка. |
Проверка соответствия изображения миллиметрового интервала шкалы расстоянию между крайними биссекторами спиральной сетки | 3.7 | - |
Проверка несовпадения полюса спирали окуляра с осью ее вращения | 3.8 | - |
Проверка скорости движения измерительного стержня сферометра ИЗС-7 | 3.9 | Секундомер типа C-I по ГОСТ 5072-72 |
Проверка измерительного усилия | 3.10 | Гири кл.3 по ГОСТ 7328-65. |
Проверка соосности наконечника прижимного груза с измерительным наконечником сферометра ИЗС-7 | 3.11 | - |
Проверка отклонения рабочих поверхностей плоских стеклянных пластин сферометра от плоскостности | 3.12 | Плоское пробное стекло по ГОСТ 2786-62 или интерферометр ПК-452 |
Проверка разности диаметров шариков опорных колец (проверяется при выпуске из производства и ремонте) | 3.13 | Оптиметр по ГОСТ 5405-64, концевые меры кл.1 по ГОСТ 9038-59 |
Проверка радиуса опорных колец | 3.14 | Универсальный измерительный микроскоп УИМ-200, УИМ-200Э, УИМ-500Э по ГОСТ 14968-69; опак-иллюминатор ОИ-1; микрообъектив ОМ-12; плоское пробное стекло кл.3 по ГОСТ 2786-62 |
Определение погрешности сферометра | 3.15 | Образцовые пробные стекла (приложение 3), плоская стеклянная пластина по ГОСТ 11194-65; концевые меры не ниже кл.2 по ГОСТ 9038-59 |
Примечание. С разрешения Госстандарта СССР допускается применять отдельные, вновь разработанные или находящиеся в применении средства поверки, прошедшие метрологическую аттестацию в органах государственной метрологической службы и удовлетворяющие по точности требованиям стандарта.
2. УСЛОВИЯ ПОВЕРКИ И ПОДГОТОВКА К НЕЙ
2.1. Температура помещения, в котором проводится поверка, должна быть 20±2 °С, относительная влажность - не более 80%.
2.2. Металлические части сферометра, покрытые смазкой, должны быть промыты авиационным бензином и вытерты чистой салфеткой.
2.3. В сферометр ИЗС-7 должен быть вставлен патрон с лампочкой для освещения шкалы и прибор подключен к сети через трансформатор.
3. ПРОВЕДЕНИЕ ПОВЕРКИ
3.1. При проведении внешнего осмотра должно быть установлено соответствие сферометра следующим требованиям:
комплектность должна соответствовать ГОСТ 11194-65;
на наружных поверхностях не должно быть подтеков краски и лака, вмятин и других дефектов, ухудшающих внешний вид;
на металлических поверхностях деталей не должно быть забоин, заусенцев и следов коррозии;
на поверхностях оптических деталей не должно быть налетов;
все надписи, деления и цифры должны быть четкими и тщательно заполнены краской.
3.2. Опробованием проверяют взаимодействие частей сферометра, при этом должны быть выполнены следующие требования:
движение всех подвижных деталей и узлов должно быть плавным, без рывков и заеданий;
все съемные и сменные детали и узлы должны легко устанавливаться и сниматься и надежно закрепляться;
все неподвижные детали и узлы должны быть надежно закреплены.
3.3. Качество поля зрения сферометра проверяют наблюдением в окуляр. Поле зрения должно быть чистым и равномерно освещено, без бликов, мешающих наблюдению и отсчету.
3.4. Симметричность штрихов миллиметровой шкалы относительно светлого рабочего промежутка шкалы десятых долей миллиметра проверяют наблюдением в окуляр и оценкой на глаз. Допускаемое отклонение - 1/4 деления микрометрической шкалы.
3.5. Совмещение изображений штрихов миллиметровой шкалы с плоскостью спирали окуляра проверяют при помощи диоптрийной трубки. Проверка проводится на нулевом и десятом витках спирали. Параллакс между изображением миллиметровой шкалы и плоскостью спирали окуляра должен быть не более 0,5 дптр.
3.6. При проверке параллельности плоскости делений миллиметровой шкалы относительно оси измерительного стержня и перпендикулярности штрихов миллиметровой шкалы относительно направления движения измерительного стержня определяют следующее.
3.6.1. Отклонение от параллельности плоскости делений миллиметровой шкалы относительно оси измерительного стержня. Определение проводится при помощи диоптрийной трубки, которую наводят на изображение 1 и 30-го делений миллиметровой шкалы. Разность показаний по шкале диоптрийной трубки должна быть не более ±0,5 дптр.
3.6.2. Отклонение от перпендикулярности штрихов миллиметровой шкалы относительно направления движения измерительного стержня. Определение проводится следующим образом. Подводят любой штрих микрометрической шкалы к краю первого штриха миллиметровой шкалы; перемещая арретиром (в сферометре ИЗС-7) или маховичком (в сферометре ИЗС-8) измерительный стержень прибора, подводят к тому же штриху микрометрической шкалы 30-й штрих миллиметровой шкалы. Смещение края этого штриха относительно штриха микрометрической шкалы должно быть не более 1/4 интервала микрометрической шкалы.
3.7. Соответствие изображения миллиметрового интервала шкалы расстоянию между крайними биссекторами спиральной сетки проверяют следующим образом. Выбирают четыре равномерно расположенные миллиметровые интервалы шкалы. Наводят последовательно в одном направлении двойную спираль на конечный и начальный штрихи интервала. Наведение и снятие отсчета осуществляют 5 раз. Определяют среднее значение разности двух отсчетов на каждом интервале и среднее значение разности отсчетов нa четырех интервалах. Среднее значение разностей для четырех интервалов должно быть не более ±0,0005 мм.
3.8. При проверке несовпадения полюса спирали окуляра с осью ее вращения один из штрихов миллиметровой шкалы арретиром (у сферометра ИЗС-7) и маховичком (у сферометра ИЗС-8) подводят к контрольной окружности на сетке окуляра и вращают сетку. Не должно наблюдаться заметного на глаз биения контрольной окружности относительно изображения штриха.
3.9. Скорость движения измерительного стержня (сферометра ИЗС-7) проверяют секундомером. Производят два отсчета по секундомеру в начале и конце движения измерительного стержня. Скорость движения измерительного стержня должна соответствовать требованиям ГОСТ 11194-65.
3.10. Измерительное усилие сферометра ИЗС-7 проверяют при помощи гирь общего назначения. Измерительный наконечник вывинчивают из измерительного стержня и на кольцевой уступ в верхней части сферометра поочередно накладывают груз массой 35 и 65 г, измерительный стержень плавно поднимают арретиром до соприкосновения с гирями. Стержень должен поднимать первый груз и не должен поднимать второй.
Измерительное усилие сферометра ИЗС-8 проверяют при помощи настольных циферблатных весов. Прибор закрепляют на стойке приспособлением (справочное приложение 1) и наконечник опускают до соприкосновения с грузовой площадкой весов. По отклонению стрелки от нулевого положения определяют измерительное усилие.
Значение измерительного усилия для ИЗС-7 и ИЗС-8 должно соответствовать требованиям ГОСТ 11194-65.
3.11. Соосность наконечника прижимного груза с измерительным наконечником сферометра ИЗС-7 проверяют оценкой на глаз при сведенных наконечниках. Несоосность наконечника должна быть не более 1 мм.
3.12. Отклонение от плоскостности рабочих поверхностей плоских стеклянных пластин сферометра ИЗС-7 проверяют методом наложения по пробному плоскому стеклу любого типа и любого класса точности по ГОСТ 2786-62 или на интерферометре ПК-452.
Отклонение от плоскостности рабочей поверхности плоской стеклянной пластины сферометра ИЗС-8 проверяют методом наложения по пробному стеклу ![]() 130 мм типа ОПС 1-го класса точности по ГОСТ 2786-62.
130 мм типа ОПС 1-го класса точности по ГОСТ 2786-62.
Пробное стекло накладывают на разные участки поверхности пластины в трех диаметральных направлениях. Каждое последующее наложение вдоль направления должно осуществляться с перекрытием на половину диаметра по отношению к предыдущему положению.
Допускаемое отклонение рабочих поверхностей от плоскостности должно удовлетворять требованиям ГОСТ 11194-65.
3.13. Диаметр шариков опорных колец проверяют на оптиметре при помощи концевых мер 1-го класса. Разность диаметров шариков опорного кольца должна соответствовать требованиям ГОСТ 11194-65.
3.14. Радиусы опорных колец сферометра ИЗС-7 и радиусы колец диаметром 90 и 150 мм сферометра ИЗС-8 проверяют на универсальных измерительных микроскопах УИМ-200 и УИМ-200Э. Радиусы колец диаметром 220 и 300 мм сферометра ИЗС-8 проверяют на универсальном измерительном микроскопе УИМ-500Э пли на других приборах аналогичной точности.
В тубус главного микроскопа вместо объектива устанавливают переходную втулку с опак-иллюминатором ОИ-1 и микрообъективом ОМ-12.
Опак-иллюминатор с микрообъективом настраивают так, чтобы получить наилучшее освещение измеряемого объекта. Достигается это вращением стеклянной пластинки, регулированием отверстия ирисовой диафрагмы или возможным перемещением и вращением патрона с лампочкой.
На предметный стол устанавливают измеряемое кольцо, на которое накладывают плоское пробное стекло. Вокруг точек контакта стекла с шариками кольца образуются интерференционные кольца, наблюдаемые в микроскоп. При искажении интерференционной картины шарики следует повернуть. Кольцо выставляют так, чтобы прямая, соединяющая центры двух систем интерференционных колец, была параллельна ходу стола, и при помощи штриховой головки микроскопа последовательно измеряют расстояния между центрами трех систем интерференционных колец, которые являются одновременно расстояниями между центрами шариков. Расстояния измеряют пять раз, каждый раз производя новую установку кольца, и берут среднеарифметическое пяти измерений.
Значение радиуса опорного кольца ![]() вычисляют по формуле
вычисляют по формуле
![]() ,
,
где ![]() ,
, ![]() и
и ![]() - измеренные расстояния между центрами шариков кольца.
- измеренные расстояния между центрами шариков кольца.
Если вычисленное значение радиуса кольца отличается от значения, указанного в аттестате предприятия-изготовителя, больше, чем на:
±0,0012 мм - для колец сферометра ИЗС-7 и для колец диаметром 100 и 150 мм сферометра ИЗС-8;
±0,015 мм - для колец диаметром 220 мм сферометра ИЗС-8;
±0,030 мм - для колец диаметром 300 мм сферометра ИЗС-8, то в свидетельстве на прибор указывают новое значение радиуса кольца.
Форма протокола проверки радиуса опорного кольца приведена в рекомендуемом приложении 2.
3.15. Определение погрешности сферометров
3.15.1. Погрешность сферометра ИЗС-7 определяют по образцовым пробным стеклам (приложение 3).
На сферометре ИЗС-7 измеряют стрелку шарового сегмента пары пробных стекол для радиусов кривизны от 37,5 до 750 мм и отдельно выпуклого и вогнутого стекла для радиусов кривизны от 10 до 1000 мм.
Радиус опорного кольца и радиус кривизны образцового пробного стекла при измерении пары пробных стекол берут в соответствии с табл.2, а радиус кольца и радиус кривизны образцового пробного стекла при измерении отдельного сферического стекла берут по табл.3.
Таблица 2
мм | ||
Номер кольца | Номинальное значение радиуса | |
опорного кольца | кривизны образцового пробного стекла | |
1 | 60,0 | 750,0 |
2 | 42,5 | 100,0 |
3 | 30,0 | 50,0 |
4 | 21,0 | 37,5 |
Таблица 3
мм | ||
Номер кольца | Номинальное значение радиуса | |
опорного кольца | кривизны образцового пробного стекла | |
1 | 60,0 | 1000,0 |
5 | 15,0 | 25,0 |
6 | 10,5 | 20,0 |
7 | 7,5 | 10,0 |
Стрелку шарового сегмента пары пробных стекол измеряют в последовательности, изложенной ниже.
На прибор устанавливают опорное кольцо. Измерительный стержень отводят рычагом-арретиром вниз и на кольцо осторожно кладут одно стекло из пары. Рычаг отекают, и стержень, плавно поднимаясь, приходит в соприкосновение с измеряемой сферой. Производят отсчет по шкале спиральным окулярным микрометром. Операцию (арретирование и отсчет) повторяют пять раз; вычисляют среднеарифметическое значение пяти отсчетов. Далее на кольцо кладут второе стекло и производят аналогичную операцию. Разность двух среднеарифметических значений равна двойной стрелке 2![]() шарового сегмента пары пробных стекол.
шарового сегмента пары пробных стекол.
Радиус кривизны ![]() пары пробных стекол вычисляют по формуле
пары пробных стекол вычисляют по формуле
![]() ,
,
где ![]() - радиус окружности, по которой пересекаются обе сферические поверхности пары пробных стекол при наложении их на шарики опорного кольца сферометра;
- радиус окружности, по которой пересекаются обе сферические поверхности пары пробных стекол при наложении их на шарики опорного кольца сферометра;![]() - стрелка шарового сегмента.
- стрелка шарового сегмента.
Радиус окружности ![]() вычисляют по формуле
вычисляют по формуле
 ,
,
где ![]() - радиус опорного кольца (указывается в аттестате предприятия-изготовителя на сферометр);
- радиус опорного кольца (указывается в аттестате предприятия-изготовителя на сферометр);![]() - радиус шарика опорного кольца (указывается в аттестате предприятия-изготовителя на сферометр);
- радиус шарика опорного кольца (указывается в аттестате предприятия-изготовителя на сферометр);![]() - номинальный радиус сферы образцовых пробных стекол (выгравирован на стекле).
- номинальный радиус сферы образцовых пробных стекол (выгравирован на стекле).
Методика измерения стрелки шарового сегмента отдельного сферического стекла аналогична предыдущей, с той лишь разницей, что на опорное кольцо вначале устанавливают плоскую стеклянную пластину, а затем измеряемое пробное стекло. Разность двух среднеарифметических значений пяти отсчетов равна стрелке ![]() шарового сегмента измеряемого стекла.
шарового сегмента измеряемого стекла.
Радиус кривизны отдельного сферического стекла ![]() вычисляют по формуле
вычисляют по формуле
![]() .
.
Радиус шарика опорного кольца ![]() берется со знаком "+" для вогнутой поверхности и со знаком "-" для выпуклой поверхности.
берется со знаком "+" для вогнутой поверхности и со знаком "-" для выпуклой поверхности.
Относительную погрешность ![]() сферометра ИЗС-7 вычисляют по формуле
сферометра ИЗС-7 вычисляют по формуле
![]() ,
,
где ![]() - действительное значение радиуса кривизны образцового пробного стекла (указывается в свидетельстве на набор образцовых пробных стекол).
- действительное значение радиуса кривизны образцового пробного стекла (указывается в свидетельстве на набор образцовых пробных стекол).
Значения ![]() не должны превышать пределов допускаемой погрешности сферометра ИЗС-7 по ГОСТ 11194-65.
не должны превышать пределов допускаемой погрешности сферометра ИЗС-7 по ГОСТ 11194-65.
Форма протокола определения погрешности сферометра ИЗС-7 приведена в рекомендуемом приложении 4.
3.15.2. На сферометре ИЗС-8 определяют погрешность измерения стрелки шарового сегмента при помощи концевых мер соответствующего размера. Прибор проверяют со всеми кольцами.
Номинальной значение размера концевой меры, радиуса кольца и соответствующий проверяемый диапазон радиуса кривизны сферической поверхности указаны в табл.4.
Таблица 4
мм
Номинальное значение радиуса кольца | Номинальное значение размера концевой меры, соответствующее измеряемой стрелке шарового сегмента | Проверяемый диапазон радиуса кривизны сферической поверхности | Пределы допускаемой погрешности измерения стрелки шарового сегмента |
45 | 13,0 | От 80 до 750 | ±0,0060 |
75 | 3,5 | 750 до 1000 | ±0,0020 |
110 | 5,0 | 1000 до 5000 | ±0,0075 |
150 | 2,0 | Св. 5000 | ±0,0100 |
150 | 0,5 | До 40000 | ±0,0025 |
150 | 0,3 | ±0,0015 |
Методика измерения стрелки шарового сегмента следующая.
На корпус прибора навинчивают опорное кольцо. Прибор с кольцом устанавливают на плоскую стеклянную пластину диаметром 400 мм. Вращением маховичка опускают пиноль до соприкосновения измерительного наконечника с пластиной и производят отсчет по шкале окулярным спиральным микрометром. Операцию повторяют пять раз и вычисляют среднеарифметическое значение пяти отсчетов.
Затем к пластине притирают концевую меру. Пиноль сферометра опускают до соприкосновения измерительного наконечника с концевой мерой и снимают отсчет. Операцию повторяют пять раз. Вычисляют среднеарифметическое значение пяти отсчетов. Разность двух среднеарифметических значений равна стрелке шарового сегмента ![]() . В этом случае условия поверки соответствуют измерению стрелки сегмента выпуклой сферической поверхности.
. В этом случае условия поверки соответствуют измерению стрелки сегмента выпуклой сферической поверхности.
К пластине притирают три концевые меры, одинаковые по номинальному значению, и устанавливают на них прибор. Вращением маховичка пиноль опускают до соприкосновения измерительного наконечника с пластиной и снимают отсчет. Операцию повторяют пять раз. Вычисляют среднеарифметическое значение пяти отсчетов. Разность двух среднеарифметических значений (при установке прибора на плоскую стеклянную пластину и на три концевые меры) равна стрелке шарового сегмента ![]() . В этом случае условия поверки соответствуют измерению стрелки шарового сегмента вогнутой сферической поверхности.
. В этом случае условия поверки соответствуют измерению стрелки шарового сегмента вогнутой сферической поверхности.
Погрешность ![]() измерения стрелки равна
измерения стрелки равна
![]() ,
,
где ![]() - номинальное значение размера концевой меры.
- номинальное значение размера концевой меры.
Погрешность измерения стрелки шарового сегмента не должна превышать пределов допускаемой погрешности, указанных в табл.4.
Если погрешность измерения стрелки шарового сегмента не превышает величин, указанных в табл.4, то погрешность сферометра ИЗС-8 не будет превышать значений, приведенных в ГОСТ 11194-65.
4. ОФОРМЛЕНИЕ РЕЗУЛЬТАТОВ ПОВЕРКИ
4.1. На сферометры, признанные годными при поверке органами государственной метрологической службы, выдаются свидетельства установленной формы.
4.2. Результаты поверки сферометров отдел технического контроля предприятия-изготовителя заносит в аттестат на прибор.
4.3. Результаты ведомственной поверки заносят в документ, форма которого согласована с органами государственной метрологической службы.
4.4. Сферометры, не удовлетворяющие требованиям настоящего стандарта, к выпуску и применению не допускаются.
ПРИЛОЖЕНИЕ 1 (справочное). Приспособление для проверки измерительного усилия сферометра ИЗС-8
ПРИЛОЖЕНИЕ 1 к ГОСТ 8.089-73
Справочное
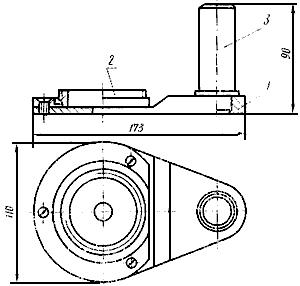
1 - пластина; 2 - кольцо; 3 - палец
ПРИЛОЖЕНИЕ 2 (рекомендуемое). Протокол проверки радиуса опорного кольца к сферометру
ПРИЛОЖЕНИЕ 2 к ГОСТ 8.089-73
Рекомендуемое
проверки радиуса опорного кольца N
к сферометру
(тип)
N
мм | ||||||||
Номер уста- | Номер наведения |
|
|
|
|
|
|
|
1 | ||||||||
2 | ||||||||
1 | 3 | |||||||
4 | ||||||||
5 | ||||||||
1 | ||||||||
. | . | . | . | . | . | . | . | . |
. | . | . | . | . | . | . | . | . |
5 | 4 | |||||||
5 | ||||||||
|
|
|
|
|
|
| ||
|
|
| ||||||
Примечание. ![]() ,
, ![]() ,
, ![]() - отсчет по универсальному измерительному микроскопу при наведении на центры интерференционной картины, образованной на первом, втором и третьем шариках кольца.
- отсчет по универсальному измерительному микроскопу при наведении на центры интерференционной картины, образованной на первом, втором и третьем шариках кольца.
![]()
Подпись ______________________
ПРИЛОЖЕНИЕ 3. Образцовые пробные стекла для поверки сферометров ИЗС-7
ПРИЛОЖЕНИЕ 3
1. Образцовые пробные стекла выбирают из числа пробных стекол типа ОПС любого класса точности и I группы сопряжения по ГОСТ 2786-62.
2. Номинальное значение радиусов кривизны образцовых пробных стекол и погрешность аттестации радиусов кривизны соответствуют значениям, указанным в таблице.
Номинальное значение радиусов кривизны образцового пробного стекла, мм | Погрешность аттестации радиуса кривизны образцового пробного стекла, % |
10,0 | ±0,01 |
20,0 | ±0,01 |
25,0 | ±0,01 |
37,5 | ±0,005 |
50,0 | ±0,005 |
100,0 | ±0,005 |
250,0 | ±0,005 |
500,0 | ±0,005 |
750,0 | ±0,005 |
1000,0 | ±0,01 |
3. Набор образцовых пробных стекол хранится в укладочном ящике.
ПРИЛОЖЕНИЕ 4 (рекомендуемое). Протокол определения погрешности сферометра ИЗС-7
ПРИЛОЖЕНИЕ 4 к ГОСТ 8.089-73
Рекомендуемое
ПРОТОКОЛ
определения погрешности сферометра ИЗС-7 N_______
мм | |||||||||||
|
|
|
| Отсчет по шкале сферометра при контакте измерительного наконечника с пробным стеклом |
|
|
|
|
| ||
вогну- | выпук- | плос- | |||||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 |
|
|
| |||||||||





Примечания:
1. Графы 1-6, 8 и 9 заполняют при измерении пары пробных стекол.
2. Графы 1, 2, 4-7, 10 и 11 заполняют при измерении отдельного сферического стекла.
![]() .
.
Прибор с данным кольцом соответствует (не соответствует) ГОСТ _________
Подпись _________________