ГОСТ 6958-78
Группа Г36
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ШАЙБЫ УВЕЛИЧЕННЫЕ
КЛАССЫ ТОЧНОСТИ А и С
Технические условия
Enlarged washers. Product grades A and C. Specifications
МКС 21.060.30
ОКП 12 8000
Дата введения 1979-01-01
Постановлением Государственного комитета стандартов Совета Министров СССР от 26 июня 1978 г. N 1675 дата введения установлена 01.01.79
Ограничение срока действия снято по протоколу N 3-93 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 5-6-93)
ВЗАМЕН ГОСТ 6958-68 .
ИЗДАНИЕ с Изменениями N 1 и 2, утвержденными в ноябре 1983 г., в марте 1988 г. (ИУС 2-84, 6-88).
Настоящий стандарт распространяется на увеличенные шайбы классов точности А и С для крепежных деталей диаметром резьбы от 1 до 48 мм.
(Измененная редакция, Изм. N 1, 2).
1. КОНСТРУКЦИЯ И РАЗМЕРЫ
1. КОНСТРУКЦИЯ И РАЗМЕРЫ
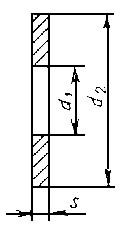
1.1. Конструкция и размеры шайб должны соответствовать указанным на чертеже и в таблице.
мм
Диаметр резьбы |
|
|
| |
Класс точности | ||||
А | С | |||
1,0 | 1,1 | 1,2 | 4,0 | 0,3 |
1,2 | 1,3 | 1,4 | 4,0 | 0,3 |
1,6 | 1,7 | 1,8 | 5,0 | 0,3 |
2,0 | 2,2 | 2,4 | 6,0 | 0,5 |
2,5 | 2,7 | 2,9 | 8,0 | 0,5 |
3,0 | 3,2 | 3,4 | 9,0 | 0,8 |
3,5 | 3,7 | 3,9 | 11,0 | 0,8 |
4,0 | 4,3 | 4,5 | 12,0 | 1,0 |
5,0 | 5,3 | 5,5 | 15,0 | 1,2 |
6,0 | 6,4 | 6,6 | 18,0 | 1,6 |
8,0 | 8,4 | 9,0 | 24,0 | 2,0 |
10,0 | 10,5 | 11,0 | 30,0 | 2,5 |
12,0 | 13,0 | 13,5 | 37,0 | 3,0 |
14,0 | 15,0 | 15,5 | 44,0 | 3,0 |
16,0 | 17,0 | 17,5 | 50,0 | 3,0 |
18,0 | 19,0 | 20,0 | 56,0 | 4,0 |
20,0 | 21,0 | 22,0 | 60,0 | 4,0 |
22,0 | 23,0 | 24,0 | 66,0 | 5,0 |
24,0 | 25,0 | 26,0 | 72,0 | 5,0 |
27,0 | 28,0 | 30,0 | 85,0 | 6,0 |
30,0 | 31,0 | 33,0 | 92,0 | 6,0 |
36,0 | 37,0 | 39,0 | 110,0 | 8,0 |
42,0 | - | 45,0 | 125,0 | 10,0 |
48,0 | - | 52,0 | 145,0 | 10,0 |
Пример условного обозначения увеличенной шайбы для крепежной детали с диаметром резьбы 12 мм, с толщиной, установленной в стандарте, из стали марки 08кп, с цинковым покрытием толщиной 6 мкм хроматированным:
Шайба 12.01.08кп.016 ГОСТ 6958-78
1.2. По согласованию между изготовителем и потребителем допускается:
изготовлять шайбы с другими толщинами;
изготовлять шайбы с внутренними диаметрами 12,5; 14,5 и 16,5 мм.
1.1, 1.2. (Измененная редакция, Изм. N 1, 2).
1.3. Теоретическая масса шайб приведена в приложении.
(Введен дополнительно, Изм. N 1).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Технические требования - по ГОСТ 18123-82.
(Измененная редакция, Изм. N 1).
2.2, 2.3. (Исключены, Изм. N 1).
2.4. Временная противокоррозионная защита, упаковка и маркировка тары - по ГОСТ 18160-72.
(Введен дополнительно, Изм. N 2).
3. ПРАВИЛА ПРИЕМКИ
3.1. Правила приемки шайб - по ГОСТ 17769-83.
(Измененная редакция, Изм. N 1).
4. МЕТОДЫ КОНТРОЛЯ
4.1. Методы контроля шайб - по ГОСТ 18123-82.
Разд.5. (Исключен, Изм. N 2).
ПРИЛОЖЕНИЕ (справочное). Масса стальных шайб
ПРИЛОЖЕНИЕ
Справочное
Диаметр резьбы | Теоретическая масса | Диаметр резьбы крепежной детали, мм | Теоретическая масса | ||
А | С | А | С | ||
1,0 | 0,028 | 0,027 | 12 | 22,000 | 21,630 |
1,2 | 0,027 | 0,026 | 14 | 32,000 | 31,560 |
1,6 | 0,045 | 0,044 | 16 | 41,000 | 40,340 |
2,0 | 0,095 | 0,092 | 18 | 68,000 | 67,140 |
2,5 | 0,178 | 0,174 | 20 | 78,000 | 77,000 |
3,0 | 0,350 | 0,343 | 22 | 118,000 | 116,000 |
3,5 | 0,532 | 0,525 | 24 | 131,000 | 139,000 |
4,0 | 0,890 | 0,870 | 27 | 238,000 | 234,000 |
5,0 | 1,452 | 1,436 | 30 | 277,000 | 273,000 |
6,0 | 2,796 | 2,770 | 36 | 529,000 | 522,000 |
8,0 | 6,130 | 6,000 | 42 | - | 838,400 |
10,0 | 12,170 | 12,000 | 48 | - | 1129,606 |
Примечание. Для определения массы шайб, изготовленных из других материалов, значения массы, указанные в таблице, должны быть умножены на коэффициенты:
0,356 - для алюминиевого сплава;
0,970 - для бронзы;
1,080 - для латуни.