ГОСТ 6855-88
Группа Г52
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Деревообрабатывающее оборудование
СТАНКИ ШИПОРЕЗНЫЕ РАМНЫЕ
Основные параметры. Нормы точности.
Терминология
Woodworking equipment. Frame tenoning machines.
Basic parameters. Standards of accuracy. Terminology.
ОКП 38 3133
Дата введения 1989-07-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
РАЗРАБОТЧИКИ
М.Н.Суворов, Г.Л.Шалимов, А.Д.Вортман
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 12.05.88 N 1306
3. Срок проверки - 1992 г., периодичность проверки - 5 лет
4. ВЗАМЕН ГОСТ 6855-73
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта, приложения |
ГОСТ 25338-91 | Вводная часть |
ИСО 230-1-86 | Приложение 2 |
ИСО 7988-88 | 2.4, приложения 1, 2 |
6. ПЕРЕИЗДАНИЕ (июль 1996 г.) с Изменением N 1, утвержденным в январе 1992 г. (ИУС 5-92)
Настоящий стандарт распространяется на одно- и двухсторонние шипорезные рамные станки с механизированной подачей, предназначенные для обрезки торцов брусковых деталей и фрезерования шипов и проушин (шлицев), и устанавливает основные параметры станков и нормы их точности.
Настоящий стандарт должен применяться совместно с ГОСТ 25338.
Требования настоящего стандарта являются обязательными, за исключением приложения 2.
(Измененная редакция, Изм. N 1).
1. ОСНОВНЫЕ ПАРАМЕТРЫ
1. ОСНОВНЫЕ ПАРАМЕТРЫ
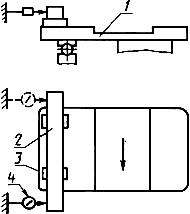
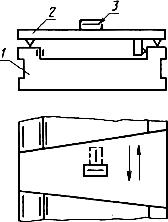
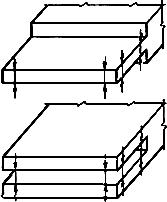
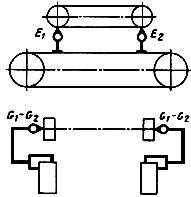
Основные параметры станков должны соответствовать указанным на чертеже 1 и в таблице.
Односторонние станки | Двухсторонние станки | |||
|
| |||
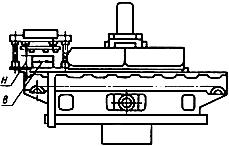
Черт.1
Примечание. Чертеж не определяет конструкцию станков.
Размеры в мм
Наименование основных параметров | Нормы для станков | ||||
односторонних | двухсторонних | ||||
Наибольшая длина шипа (глубина проушины) | 100 | 160 | 100 | 160 | |
Наименьшая толщина шипа (ширина проушины), не более | 6 | 10 | 6 | 10 | |
Наименьшее расстояние между заплечиками шипов, не более | - | 200 | |||
Наибольшие размеры обрабатываемой заготовки | ширина | 400 | 200 | ||
толщина | 80 | 160 | 80 | 160 | |
длина | - | 2200 | 3000 | ||
Скорость подачи обрабатываемой заготовки, м/мин | наибольшая, не менее | 15 | |||
наименьшая, не более | 2,5 | ||||
Скорость резания, м/с, не менее | при пилении | 50 | |||
при фрезеровании | 35 | ||||
Рабочая высота стола не должна превышать 900 мм.
2. ПРОВЕРКА ГЕОМЕТРИЧЕСКОЙ ТОЧНОСТИ СТАНКОВ
2.1. Проверка геометрической точности односторонних станков (пп.2.1.1-2.1.6)
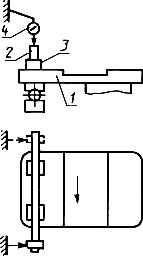
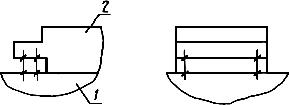
2.1.1. Плоскостность рабочей поверхности шипорезной каретки
Допуск плоскостности 0,2 мм на длине 1000 мм.
Проверка должна проводиться по схеме, указанной на черт.2.
Черт.2
На рабочей поверхности шипорезной каретки 1 на двух опорах 2 (плоскопараллельных концевых мерах длины) одинаковой высоты устанавливают поверочную линейку 3.
Расстояние между рабочей поверхностью шипорезной каретки и рабочей поверхностью линейки измеряют блоком плоскопараллельных концевых мер длины и щупом.
Измерения последовательно проводят в продольных, поперечных и диагональных сечениях. В каждом сечении определяют наибольшую разность измеренных расстояний.
Отклонение от плоскостности равно наибольшему значению результатов измерений.
2.1.2. Прямолинейность рабочей поверхности направляющей линейки (для станков с направляющей линейкой)
Допуск прямолинейности 0,2 мм на длине 1000 мм.
Проверка должна проводиться по схеме, указанной на черт.3.
Черт.3
К рабочей поверхности направляющей линейки 1 в диагональных направлениях на двух опорах 2 (плоскопараллельных концевых мерах длины) одинаковой высоты прикладывают рабочей поверхностью поверочную линейку 3.
Расстояние между проверяемой поверхностью направляющей линейки и рабочей поверхностью поверочной линейки измеряют блоком плоскопараллельных концевых мер длины и щупом.
Отклонение от прямолинейности равно наибольшей разности результатов измерений.
2.1.3. Прямолинейность траектории перемещения шипорезной каретки по направляющим в горизонтальной плоскости
Допуск прямолинейности 0,2 мм на длине 1000 мм.
Проверка должна проводиться по схеме, указанной на черт.4.
Черт.4
На рабочей поверхности шипорезной каретки 1 параллельно направлению ее перемещения устанавливают поверочную линейку 2 на двух опорах 3, препятствующих ее перемещению при измерении.
На неподвижной части станка устанавливают стойку с индикатором 4. Измерительный наконечник индикатора должен касаться рабочей поверхности линейки и быть перпендикулярен ей.
Поверочную линейку устанавливают так, чтобы показания индикатора были одинаковыми в крайних точках длины хода. Шипорезную каретку перемещают по направляющим.
Отклонение от прямолинейности траектории перемещения равно наибольшей алгебраической разности результатов измерений на длине хода.
2.1.4. Прямолинейность траектории перемещения шипорезной каретки по направляющим в вертикальной плоскости
Допуск прямолинейности 0,2 мм на длине 1000 мм.
Проверка должна проводиться по схеме, указанной на черт.5.
Черт.5
На рабочей поверхности шипорезной каретки 1 параллельно направлению ее перемещения устанавливают поверочную линейку 2 на двух опорах 3, препятствующих ее перемещению при измерении.
На неподвижной части станка устанавливают стойку с индикатором 4. Измерительный наконечник индикатора должен касаться рабочей поверхности линейки и быть перпендикулярным ей.
Поверочную линейку устанавливают так, чтобы показания индикатора были одинаковыми в крайних точках длины хода. Шипорезную каретку перемещают по направляющим.
Отклонение от прямолинейности траектории перемещения равно наибольшей алгебраической разности результатов измерений на длине хода.
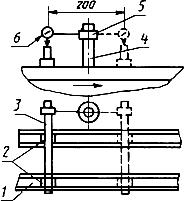
2.1.5. Перпендикулярность оси вращения горизонтальных шпинделей направлению перемещения шипорезной каретки
Допуск перпендикулярности 0,1 мм на длине 200 мм.
Проверка должна проводиться по схеме, указанной на черт.6.
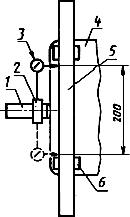
Черт.6
На шпинделе 1 прикрепляют коленчатую оправку 2, несущую на плече заданной длины индикатор 3. На рабочей поверхности шипорезной каретки 4 параллельно направлению ее перемещения устанавливают поверочную линейку 5 на опорах 6, препятствующих ее перемещению при измерении.
Измерительный наконечник индикатора должен касаться рабочей поверхности линейки и быть перпендикулярным ей.
Поверочную линейку устанавливают так, чтобы показания индикатора были одинаковыми в крайних точках длины перемещения. После первого измерения оправку с индикатором поворачивают вокруг проверяемой оси на угол не менее 120° и измерения повторяют.
Определяют алгебраическую разность показаний индикатора в начальном положении и после поворота.
Измерения проводят в двух крайних положениях шпинделя по горизонтали.
Отклонение от перпендикулярности равно наибольшему значению результатов измерений.
2.1.6. Перпендикулярность оси вращения вертикальных шпинделей рабочей поверхности шипорезной каретки в направлении ее перемещения
Допуск перпендикулярности 0,1 мм на длине 200 мм.
Проверка должна проводиться по схеме, указанной на черт.7.
Черт.7
На шпинделе станка 1 прикрепляют коленчатую оправку 2, несущую на плече заданной длины индикатор 3.
На рабочей поверхности каретки 4 перпендикулярно направлению ее перемещения устанавливают на двух опорах 5 одинаковой высоты поверочную линейку 6.
Измерительный наконечник индикатора должен касаться рабочей поверхности линейки и быть перпендикулярным ей.
После первого измерения оправку с индикатором поворачивают вокруг проверяемой оси на 180°, поверочную линейку перемещают и измерения повторяют.
Определяют алгебраическую разность показаний индикатора в первоначальном положении и после поворота.
Измерения проводят в двух крайних положениях по вертикали шпинделя.
Отклонение от перпендикулярности равно наибольшему значению результатов измерений.
2.2. Проверка геометрической точности двухсторонних станков (пп.2.2.1-2.2.7)
2.2.1. Взаимная параллельность направляющих станины в горизонтальной плоскости
Допуск параллельности 0,1 мм на длине перемещения 1000 мм.
Проверка должна проводиться по схеме, указанной на черт.8.
Черт.8
На рабочую поверхность направляющих станины 1 устанавливают измерительный мостик 2, базируя его по боковой поверхности направляющей.
На измерительный мостик устанавливают уровень 3 последовательно в двух взаимно перпендикулярных положениях. Измерительный мостик последовательно перемещают в крайние положения по длине направляющих.
Отклонение от взаимной параллельности направляющих равно наибольшей алгебраической разности показаний уровня на заданной длине перемещения.
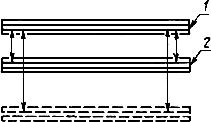
2.2.2. Прямолинейность рабочих поверхностей направляющих конвейера в вертикальной плоскости
Допуск прямолинейности 0,15 мм на длине 1000 мм.
Проверку проводят в процессе сборки станка.
На каждой из рабочих поверхностей направляющих конвейера последовательно устанавливают две опоры (плоскопараллельные концевые меры длины) одинаковой высоты, на которые рабочей поверхностью кладут поверочную линейку.
Расстояние между проверяемой поверхностью направляющих конвейера и рабочей поверхностью линейки измеряют блоком плоскопараллельных концевых мер длины и щупом.
Для каждой поверхности определяют разность измерений расстояний.
Отклонение от прямолинейности равно наибольшему значению результатов измерений.
2.2.3. Параллельность направляющих конвейера в горизонтальной плоскости
Допуск параллельности 0,2 мм на длине 1000 мм, но не более 0,5 мм по всей длине направляющих.
Проверка должна проводиться по схеме, указанной на черт.9. Проверку проводят в процессе сборки.
Черт.9
Между направляющими 1 и 2 конвейера устанавливают наименьшее расстояние.
Штангенциркулем или другим инструментом, цена деления которого должна быть не менее 0,01 мм, измеряют расстояние между внутренними боковыми поверхностями направляющих 1 и 2 по концам направляющих.
Измерения повторяют для случая, когда расстояние между направляющими составляет около 1 м.
Отклонение от параллельности равно разности измерений по отношению к длине направляющих.
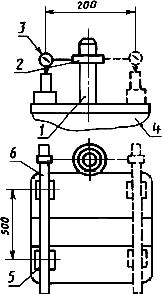
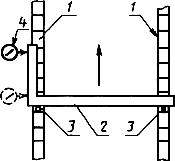
2.2.4. Параллельность рабочих поверхностей направляющих конвейера рабочим поверхностям направляющих станины в вертикальной плоскости
Допуск параллельности 0,2 мм на длине 1000 мм, но не более 0,5 мм на всей длине направляющих станины.
Проверка должна проводиться по схеме, указанной на черт.10. Проверку проводят в процессе сборки станка.
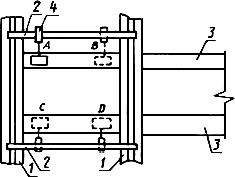
Черт.10
На рабочих поверхностях направляющих конвейера 1 устанавливают поверочные линейки 2 перпендикулярно к ним примерно над направляющими станины. На рабочих поверхностях направляющих станины 3 устанавливают на специальной подставке индикатор 4 так, чтобы его измерительный наконечник касался линейки и был перпендикулярен к ней.
Измерения проводят в продольном (АВ и CD) и поперечном (АС и BD) направлениях при установке направляющих конвейера на расстоянии 500 мм и на расстоянии примерно 1500 мм между ними.
Отклонение от параллельности равно разности показаний индикатора для каждого измерения (АВ и CD, AC и BD).
Примечание. Проверка может проводиться при помощи уровня.
2.2.5. Перпендикулярность оси вращения горизонтальных шпинделей рабочей поверхности направляющих конвейера
Допуск перпендикулярности 0,1 мм на длине 200 мм.
Проверка должна проводиться по схеме, указанной на черт.11. Проверку проводят в процессе сборки станка.
Черт.11
К шпинделю 1 прикрепляют коленчатую оправку 2, несущую на плече заданной длины индикатор 3, так, чтобы его измерительный наконечник касался поверочной линейки 4, прилегающей к рабочей поверхности направляющей конвейера 5, и был перпендикулярен ей. После первого измерения оправку с индикатором поворачивают вокруг проверяемой оси на угол не менее 120° и измерения повторяют.
Определяют алгебраическую разность показаний индикатора в первоначальном положении и после поворота.
Измерения проводят в двух крайних положениях шпинделя по горизонтали.
Отклонение от перпендикулярности равно наибольшему значению результатов измерений.
2.2.6. Перпендикулярность оси вращения вертикальных шпинделей рабочей поверхности направляющей конвейера (кроме шпинделей с угловым перемещением)
Допуск перпендикулярности 0,1 мм на длине 200 мм.
Проверка должна проводиться по схеме, указанной на черт.12. Проверку проводят в процессе сборки станка.
Черт.12
На рабочих поверхностях направляющих конвейера 1 устанавливают на двух опорах 2 (плоскопараллельных концевых мерах длины) одинаковой высоты поверочную линейку 3. К шпинделю 4 прикрепляют коленчатую оправку 5, несущую на плече заданной длины индикатор 6, так, чтобы его измерительный наконечник касался рабочей поверхности линейки и был перпендикулярен ей. После первого измерения оправку с индикатором поворачивают вокруг проверяемой оси на 180°, поверочную линейку перемещают на заданную длину и измерение повторяют.
Определяют алгебраическую разность показаний индикатора в первоначальном положении и после поворота.
Измерения проводят в двух крайних положениях шпинделя по вертикали.
Отклонение от перпендикулярности равно наибольшему значению результатов измерений.
2.2.7. Перпендикулярность рабочих поверхностей упоров направлению подачи
Допуск перпендикулярности 0,35 мм на длине 1000 мм.
Проверка должна проводиться по схеме, указанной на черт.13.
Черт.13
На опорной поверхности цепей конвейера 1 укладывают поверочный угольник 2 так, чтобы его длинная сторона касалась рабочих поверхностей упоров 3. Индикатор 4 устанавливают на неподвижной части станка так, чтобы его измерительный наконечник касался короткой стороны угольника и был перпендикулярен к ней. Конвейер перемещают на расстояние, равное длине короткой стороны угольника. Отклонение от перпендикулярности равно наибольшей разности результатов измерений.
Измерения повторяют для каждой пары упоров.
(Измененная редакция, Изм. N 1).
2.3. Проверка геометрической точности одно- и двухсторонних станков (пп.1.3.1, 1.3.2)
2.3.1. Радиальное биение горизонтальных и вертикальных шпинделей
Допуск радиального биения: 0,02 мм при креплении инструмента на шпинделе, 0,03 мм при креплении инструмента на валу электродвигателя.
Проверка должна проводиться по схеме, указанной на черт.14.
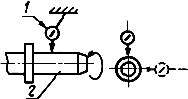
Черт.14
На неподвижной части станка устанавливают стойку с индикатором 1 так, чтобы его измерительный наконечник касался проверяемой поверхности шпинделя 2 у его основания и был направлен перпендикулярно проверяемой поверхности.
Измерения проводят в двух взаимно перпендикулярных плоскостях, проходящих через ось вращения. При каждом измерении определяют наибольшую алгебраическую разность показаний индикатора за один оборот шпинделя.
Радиальное биение равно наибольшему значению результатов измерений.
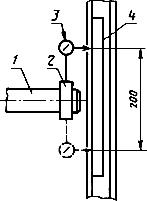
2.3.2. Торцовое биение опорных поверхностей шпинделей и фланцев под инструмент
Допуск торцового биения при креплении инструмента на шпинделе (на валу электродвигателя) для диаметра, мм:
100 | 0,04 (0,05) | |||
50 | 0,02 (0,03) | |||
Проверка должна проводиться по схеме, указанной на черт.15.
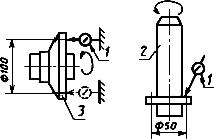
Черт.15
На неподвижной части станка устанавливают стойку с индикатором 1 так, чтобы его измерительный наконечник (непосредственно или через рычажное приспособление) касался опорной торцовой поверхности шпинделя 2 или фланца 3 и был перпендикулярен ей.
Шпиндель поворачивают не менее чем на два оборота.
Измерения проводят в двух диаметрально противоположных положениях индикатора. При каждом измерении определяют наибольшую алгебраическую разность показаний индикатора.
Торцовое биение равно наибольшему значению результатов измерений.
(Измененная редакция, Изм. N 1).
2.4. Терминология и проверки геометрической точности станков, регламентированные международным стандартом ИСО 7988, приведены в приложениях 1 и 2.
(Введен дополнительно, Изм. N 1).
3. ПРОВЕРКА ТОЧНОСТИ СТАНКА В РАБОТЕ
3.1. Требования к образцам
Проверка станка на точность в работе должна проводиться путем обработки заготовок шириной и толщиной не менее 100х50 мм и длиной не менее 500 мм для односторонних и 1000 мм для двухсторонних станков.
Заготовка должна соответствовать следующим требованиям:
1) порода древесины - любая;
2) абсолютная влажность древесины - не более 20%;
3) отклонение от плоскостности базовых поверхностей - не более 0,2 мм на длине 1000 мм.
Обработку заготовок проводят за один проход со скоростью подачи не более 6 м/мин.
Количество обрабатываемых заготовок - не менее 5 шт.
3.2. Равномерность толщины шипа и ширины проушины
Допуск равномерности 0,1 мм на длине 100 мм.
Проверка должна проводиться по схеме, указанной на черт.16.
Черт.16
Измерения толщины шипа и ширины проушины проводят штангенциркулем, цена деления которого должна быть не менее 0,01 мм, не менее чем в двух сечениях по длине шипа, глубины проушины и ширины образца на расстоянии 10 мм от торца.
Отклонение от равномерности толщины и ширины проушины равно наибольшей разности результатов измерений.
(Измененная редакция, Изм. N 1).
3.3. Параллельность шипа базовой поверхности заготовки
Допуск параллельности 0,1 мм на длине 100 мм.
Проверка должна проводиться по схеме, указанной на черт.17.
Черт.17
На контрольную плиту 1 устанавливают базовой поверхностью заготовку 2 с обработанными на станке шипами.
Параллельность шипов базовой поверхности заготовки измеряют блоком плоскопараллельных концевых мер длины и щупом.
Отклонение от параллельности равно наибольшей разности измеренных расстояний по длине и ширине шипа.
ПРИЛОЖЕНИЕ 1 (обязательное). ИСО 7988-88 Деревообрабатывающие станки. Двухсторонние шипорезные станки. Терминология и условия приемки
ПРИЛОЖЕНИЕ 1
Обязательное
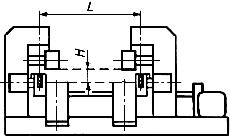
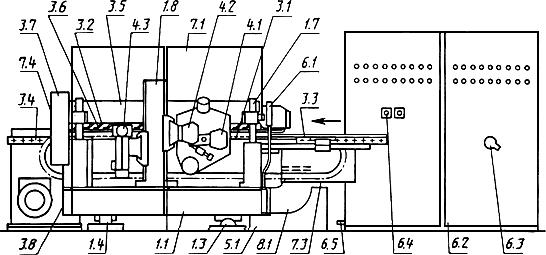
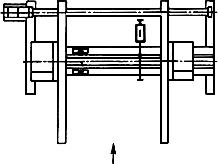
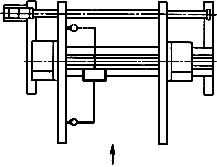
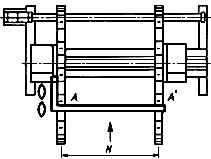
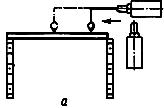
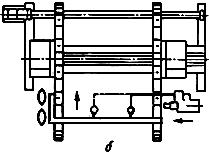
1. Основные узлы и детали двухсторонних шипорезных станков указаны на черт.18-20 под соответствующими номерами.
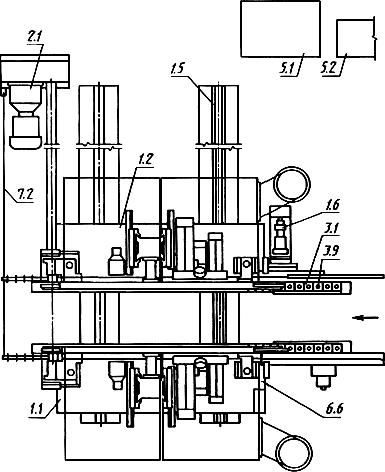
Черт.18
Примечание. Чертеж не определяет конструкцию станков.
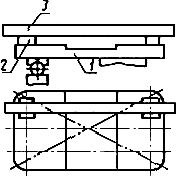
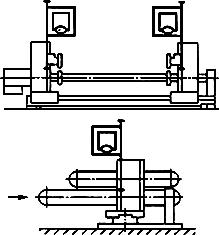
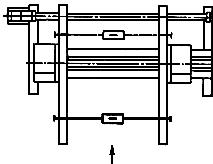
Черт.19
Примечание. Чертеж не определяет конструкцию станков.
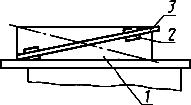
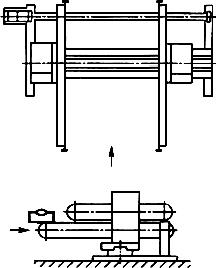
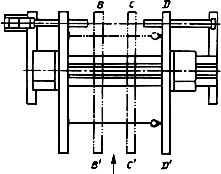
Черт.20
Примечание. Чертеж не определяет конструкцию станков.
2. Терминология
1. Корпус
1.1. Неподвижная станина.
1.2. Подвижная станина.
1.3. Передняя направляющая станины.
1.4. Задняя направляющая станины.
1.5. Поперечный ходовой винт.
1.6. Двигатель поперечного перемещения.
1.7. Опорная стойка верхнего прижима.
1.8. Опорная стойка режущих головок.
2. Передача заготовки и/или инструмента
2.1. Двигатель подачи.
3. Установка, крепление и перемещение заготовки
3.1. Подающий конвейер.
3.2. Ремень (или цепь) верхнего прижима.
3.3. Направляющая конвейера.
3.4. Выходная направляющая.
3.5. Балка верхнего прижима.
3.6. Роликовый рычаг.
3.7. Привод верхнего прижима.
3.8. Вертикальная регулировка верхнего прижима.
3.9. Кулачковый упор.
4. Держатели инструмента и инструмент
4.1. Головка прорезной пилы.
4.2. Зачистная головка.
4.3. Фрезерная головка.
5. Рабочий орган и привод инструмента
5.1. Преобразователь частоты.
6. Управление
6.1. Пульт управления.
6.2. Электрошкаф.
6.3. Главный рубильник.
6.4. Частотный переключатель.
6.5. Подсоединение электричества.
6.6. Подсоединение сжатого воздуха.
7. Предохранительные устройства (примеры)
7.1. Шумозащитный кожух.
7.2. Привод аварийной остановки.
7.3. Защита подающего конвейера.
7.4. Защита привода верхнего прижима.
8. Разное
8.1. Вытяжная труба.
9. (Свободно).
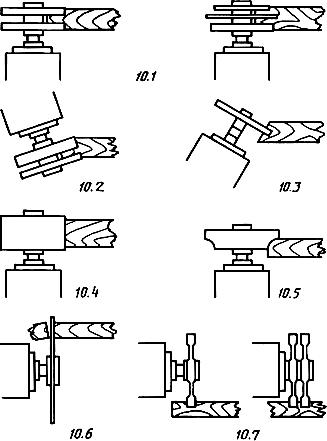
10. Примеры работ
10.1. Нарезка одинарного и двойного шипа.
10.2. Нарезка углового шипа.
10.3. Нарезка угловой проушины (паза, канавки).
10.4. Выравнивание кромки.
10.5. Профилирование кромки.
10.6. Торцовка.
10.7. Нарезка одиночной и двойной канавки (паза).
Эквивалентные термины на английском языке
0. Technical data
Diameter of cutter spindles.
Speed of cutter spindles.
Diameter of tenoning cutter-block maximum.
Diameter of scribing cutter maximum.
Diameter of sawblade maximum.
Infeed capacity maximum.
Maximum/minimum width of workpiece.
Maximum depth of workpiece admitted under pressure maximum.
Maximum overhang from edge of track maximum.
Feed drive motor power.
Head motor power.
Total capacity.
Head motor speed.
Feed speed, infinitely variable.
Overall dimensions (without sound enclosure).
Overall dimensions (with sound enclosure).
Dimensions of exhaust system attachment.
Mass.
1. Framework
1.1. Main frame, fixed.
1.2. Main frame, adjustable.
1.3. Bed - circular guide track.
1.4. Bed - flat guide track.
1.5. Traverse screw.
1.6. Traverse motor.
1.7. Support for top pressure.
1.8. Cutter heads column.
2. Feed of workpiece and/or tools
2.1. Feed drive.
3. Workpiece support clamp and guide
3.1. Chain track.
3.2. Top pressure bolt.
3.3. Infeed fence.
3.4. Outfeed fence.
3.5. Top pressure beam.
3.6. Top pressure roller arm.
3.7. Drive for top pressure.
3.8. Height adjustment for top pressure.
3.9. Plunger dogs.
4. Toolholders and tools
4.1. Scoring head.
4.2. Hogging head.
4.3. Milling head.
5. Workheads and tool drives
5.1. Frequency changer.
6. Controls
6.1. Console.
6.2. Cabinet.
6.3. Master switch.
6.4. Frequency changer switch.
6.5. Electrical connection.
6.6. Compressed air connection.
7. Safety devices (examples)
7.1. Sound enclosure.
7.2. Emergency trip wire.
7.3. Infeed chain guard.
7.4. Top pressure chain guard.
8. Miscellaneous
8.1. Dust exhaust outlet.
9. Free
10. Examples of work
10.1. Tenoning.
10.2. Angle tenoning.
10.3. Angle grooving.
10.4. Edge planing.
10.5. Edge shaping.
10.6. Cutting (by saw).
10.7. Grooving.
ПРИЛОЖЕНИЕ 2 (рекомендуемое). ИСО 7988-88 Деревообрабатывающие станки. Двухсторонние шипорезные станки. Номенклатура и условия приемки Условия испытания и допустимые отклонения. Проверка геометрических параметров
ПРИЛОЖЕНИЕ 2
Рекомендуемое
Но- мер про- вер- | Схема | Проверка | Допус- | Измери- | Примечание и ссылка |
G1 |
| Проверка прямолинейности горизонтальных направляющих: | Уровень и линейка | Пункт 5.22 | |
а) в продольном направлении | а) и б) 0,10 | Проверяйте каждые 500 | |||
б) в поперечном направлении | для измерения длины 1000 | ||||
G2 |
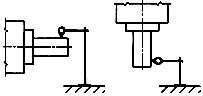
| Проверка перпендикулярности вертикальных направляющих по отношению к плоскости горизонтальных направляющих | 0,20/1000 | Уровень и линейка | Пункт 5.512.2 |
G3 |
| Проверка прямолинейности конвейеров | 0,1 для измерения длины 1000 | Уровень | Пункт 5.22 |
G4 |
| Проверка перпендикулярности направляющей неподвижного конвейера относительно направляющих станины | 0,1 для измерения длины 1000 | Индикатор и специальный индикатор | Пункт 5.512.3 |
G5 |
| Проверка параллельности направляющих конвейера | То же | Уровень и линейка | Пункт 5.442 |
G6 |
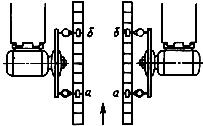
| Проверка параллельности направляющих конвейера в горизонтальной плоскости при различных положениях подвижной колонки станка В-В', С-С', D-D' | 0,1 для измерения длины 1000 | Скользящий индикатор или индикатор и специальная индикаторная стойка | Пункт 5.422.2 |
G7 |
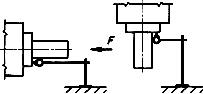
| Проверка параллельности приводного вала к направляющим станины станка | 0,1 для измерения длины 1000 | Индикатор и специальная индикаторная стойка | Пункты 5.412.31, 5.412.4 |
G8 |
| Проверка параллельности прижимного конвейера к подающему конвейеру |
| Индикатор и специальная стойка | Пункт |
G9 |
| Проверка перпендикулярности линии расположения упоров конвейера к направлению подачи (измерение от А до A') | 0,05/300* | Угольники щуп | Пункт 5.512.6. Повторите испытания для фиксаторов. Угольником пользоваться в движении |
________________ | |||||
G10 |
| а) Проверка параллельности оси горизонтальной ножевой головки относительно верхней плоскости конвейера | а) 0,04 для измерения длины 100 | Линейка, угольник и индикатор | Пункт 5.422.2 |
| б) Проверка перпендикулярности оси горизонтальной пильной головки к направлению подачи | б) 0,04/100 | То же | Пункт | |
G11 |
| Проверка радиального биения шпинделя | 0,02 для длины шпинделя 100 | Индикатор | Пункт 5.611.4 |
G12 |
| Проверка торцового биения шпинделя | 0,01 | " | Пункт 5.632. |
G13 |
| Проверка перпендикулярности оси вращения пильных головок направлению подачи | 0,25/1000 отклонение от | Контрольный диск и индикатор | Пункт 5.442 |
P1 |
| Прямолинейность пропила | Левый и правый 0,15 для измерения длины 1000 | Линейка и щупы | Пункт 5.212.1. Размеры заготовки 2000х1000х |
P1 |
| Перпендикулярность пропилов | Левый и правый 0,2/1000 | Угольник и щупы | Пункт 5.512.2. Размеры заготовки 2000х1000х |
Приложения 1 и 2. (Введены дополнительно, Изм. N 1).