ГОСТ 6247-79
Группа Д82
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
БОЧКИ СТАЛЬНЫЕ СВАРНЫЕ С ОБРУЧАМИ КАТАНИЯ НА КОРПУСЕ
Технические условия
Steel welded barrels with hoops of rolling on casing. Specifications
ОКП 14 1500
Дата введения 1980-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТЧИКИ
П.И.Кочкин, С.Г.Побожей, Н.И.Ваганов
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 30 марта 1979 г. N 1177
3. Стандарт соответствует СТ СЭВ 3733-82 в части бочек с обручами катания на корпусе
4. ВЗАМЕН ГОСТ 6247-72
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 9.014-78 | 2.40 |
ГОСТ 9.032-74 | 2.39, 4.6 |
ГОСТ 9.104-79 | 2.39 |
ГОСТ 9.402-80 | 2.37 |
ГОСТ 103-76 | 2.2 |
ГОСТ 380-94 | 2.2 |
ГОСТ 503-81 | 2.2 |
ГОСТ 535-88 | 2.2 |
ГОСТ 977-88 | 2.2 |
ГОСТ 1050-88 | 2.2 |
ГОСТ 1412-85 | 2.2 |
ГОСТ 2246-70 | 2.5 |
ГОСТ 2789-73 | 2.13 |
ГОСТ 3640-94 | 2.20 |
ГОСТ 5264-80 | 2.4 |
ГОСТ 6009-74 | 2.2 |
ГОСТ 6465-76 | 2.32 |
ГОСТ 6631-74 | 2.32 |
ГОСТ 7293-85 | 2.2 |
ГОСТ 7338-90 | 2.2 |
ГОСТ 8713-79 | 2.4 |
ГОСТ 9087-81 | 2.5 |
ГОСТ 9467-75 | 2.5 |
ГОСТ 11069-74 | 2.20 |
ГОСТ 14192-96 | 5.7 |
ГОСТ 14771-76 | 2.4 |
ГОСТ 15878-79 | 2.4 |
ГОСТ 16523-89 | 2.2 |
ГОСТ 18106-72 | 4.7 |
ГОСТ 18425-73 | 4.7 |
ГОСТ 19537-83 | 2.36 |
ГОСТ 19906-74 | 2.40 |
ГОСТ 20799-88 | 2.30 |
ГОСТ 21631-76 | 2.2 |
ГОСТ 25347-82 | 1.3 |
6. Ограничение срока действия снято по протоколу N 4-93 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 4-94)
7. ПЕРЕИЗДАНИЕ (июнь 1998 г.) с Изменениями N 1, 2, утвержденными в июле 1984 г., апреле 1989 г. (ИУС 11-84, 7-89)
Настоящий стандарт распространяется на стальные сварные бочки длительного пользования, предназначенные для транспортирования и хранения нефтяных и других жидких непищевых продуктов, не действующих активно на сталь и цинк.
(Измененная редакция, Изм. N 2).
1. ТИПЫ, ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1. ТИПЫ, ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Бочки должны изготовляться двух типов:
I - со сливоналивной горловиной на днище;
II - со сливоналивной и воздушной горловинами на днище.
Допускается, по требованию заказчика, изготовлять бочки вместимостью 200 и 275 дм![]() с горловиной, расположенной на корпусе.
с горловиной, расположенной на корпусе.
1.2. Конструкция и основные размеры бочек типов I и II должны соответствовать указанным на чертеже и в табл.1.
Чертеж. Конструкция и основные размеры бочек типов I и II
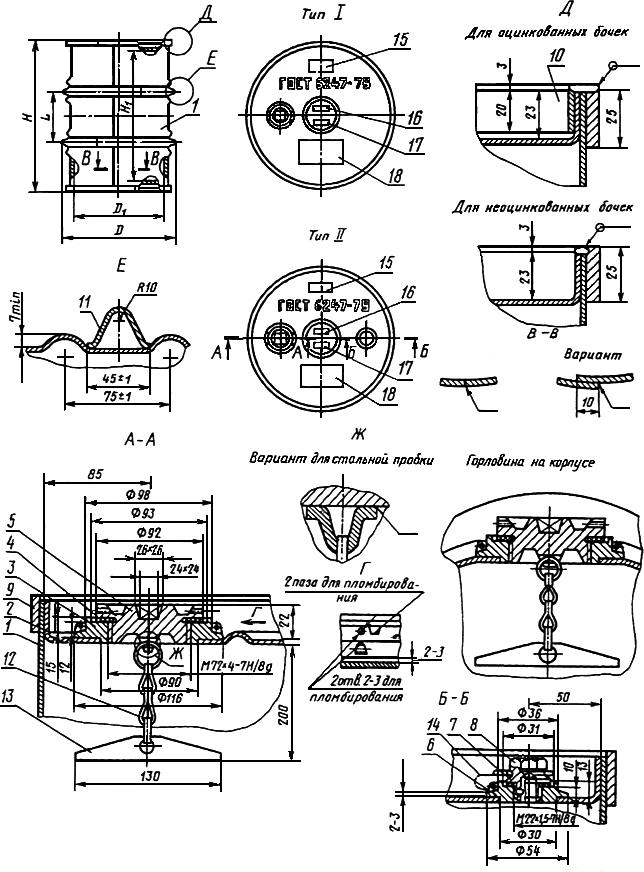
1 - корпус; 2 - днище; 3 - сливоналивная горловина; 4 - прокладка сливоналивной горловины; 5 - пробка
сливоналивной горловины; 6 - воздушная горловина; 7- прокладка воздушной горловины; 8 - пробка воздушной
горловины; 9 - внешний концевой обруч; 10 - внутренний концевой обруч; 11 - обруч катания; 12 - цепочка
из алюминиевого сплава; 13 - якорь, 14 - стальная цепочка; 15 - место обозначения вместимости
бочки (275, 200 или 100 дм![]() ); 16 - место товарного знака; 17 - место для указания
); 16 - место товарного знака; 17 - место для указания
года изготовления бочки; 18 - место эксплуатационной маркировки
Таблица 1
Размеры в мм
Вместимость, дм |
|
|
|
|
| Масса, кг, не более | ||||
Номи- | Полная | Номин. | Пред. откл. | Номин. | Пред. | Номин. | Пред. откл. | |||
275 | 277,6 | 950 | ±5 | 894 | ±5 | 680 | ±4 | 626 | 300 | 58 |
200 | 202,6 | 870 | 814 | ±4 | 614 | 560 | 300 | 50 | ||
100 | 101,7 | 709 | ±4 | 654 | ±3 | 496 | ±3 | 442 | 240 | 26 |
Примечание. Допускаемое отклонение от полной вместимости должно быть ±2%.
Пример условного обозначения стальной сварной оцинкованной бочки типа I, вместимостью 200 дм![]() :
:
БСOI-200 ГОСТ 6247-79 (неоцинкованной - БСI-200 ГОСТ 6247-79)
То же, типа II, вместимостью 200 дм![]() :
:
БСОII-200 ГОСТ 6247-79 (неоцинкованной - БСII-200 ГОСТ 6247-79)
(Измененная редакция, Изм. N 2).
1.3. Предельные отклонения размеров, не указанных в табл. 1 и на чертеже, должны быть не ниже: Н14, h14, ±![]() по ГОСТ 25347.
по ГОСТ 25347.
(Измененная редакция, Изм. N 1).
1.4. Бочки не являются мерой вместимости для определения количества заливаемых продуктов.
1.5. Основные эксплуатационные параметры бочек должны быть:
- рабочее давление, МПа (кгс/см![]() ) - не более 0,05 (0,5);
) - не более 0,05 (0,5);
- допускаемое разрежение, МПа (кгс/ см![]() ) - не более 0,025 (0,25);
) - не более 0,025 (0,25);
- температура окружающего воздуха, К (°С) - от 223 (минус 50) до 323 (плюс 50).
(Измененная редакция, Изм. N 2).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Бочки должны изготовляться в соответствии с требованиями настоящего стандарта по чертежам, утвержденным в установленном порядке.
При изготовлении бочек по специальным заказам чертежи согласовывают с заказчиком.
2.2. Детали бочек должны изготовляться из материалов:
- корпус и днища - из листовой или рулонной стали нормальной вытяжки марок Ст2пс, Ст3пс, Ст2сп, Ст3сп по ГОСТ 16523, толщиной 1,8-2,0 мм для бочек вместимостью 200 и 275 дм![]() и 1,5-1,6 мм - для бочек вместимостью 100 дм
и 1,5-1,6 мм - для бочек вместимостью 100 дм![]() .
.
Для оцинкованных бочек применяют сталь с содержанием углерода не более 0,15% и кремния не более 0,07%;
- обручи катания - из ленты по ГОСТ 6009, сталь марок Ст2, Ст3 всех степеней раскисления по ГОСТ 380 или из ленты по ГОСТ 503, нагартованной или полунагартованной, сталь марок 08, 10, 08 пс, 10 пс, 08 кп, 10 кп по ГОСТ 1050, толщиной 1,8-2,0 мм. Допускается изготовлять обручи из листовой или рулонной стали по ГОСТ 16523;
- наружные концевые обручи - из полосы по ГОСТ 103 размером 25х5 или 25х6 мм, сталь марок Ст2пс, Ст3пс, Ст2сп, Ст3сп по ГОСТ 380;
- внутренние концевые обручи (для оцинкованных бочек) - из стальной ленты марок Ст2пс, Ст3пс, Ст2сп, Ст3сп по ГОСТ 380, размером 20х3 или 20х3,5 мм по ГОСТ 6009;
- горловины и пробки (поковки) - из сортовой горячекатаной стали по ГОСТ 535, сталь марок Ст2пс, Ст3пс, Ст2сп, Ст3сп по ГОСТ 380.
Литые пробки изготовляют из стали марки 15 Л по ГОСТ 977.
Допускается изготовлять пробку сливоналивной горловины из чугуна с шаровидным графитом марок ВЧ35, ВЧ40 по ГОСТ 7293 или из чугуна с пластинчатым графитом марки не ниже СЧ20 по ГОСТ 1412;
- якорь и цепочка - из листа алюминиевого сплава АМг1 или АМг2 толщиной 1,5-2,0 мм по ГОСТ 21631.
По согласованию с потребителем допускается изготовлять:
- бочки без цепочки и якоря;
- цепочки пробки воздушной горловины - из стали марки Ст0-Ст3 по ГОСТ 380.
По согласованию с потребителем допускается применение:
- тросика вместо цепочки;
- прокладки из резиновых пластин марки МБС-С1 по ГОСТ 7338 или формованные из резины той же марки, а также других материалов, по качеству не ниже указанных.
Размеры прокладок в миллиметрах:
92х70х3 - для сливоналивной горловины;
30х21х3 - для воздушной горловины.
2.3. Корпус, днища и другие детали бочки должны изготовляться из цельных заготовок.
Корпус должен иметь один продольный шов, выполненный встык или внахлестку с раздавливанием сварных кромок.
Допускается для неоцинкованных бочек сварка шва внахлестку без раздавливания сварного шва.
2.2, 2.3. (Измененная редакция, Изм. N 2).
2.4. Все сварные соединения бочки должны выполняться электродуговой сваркой. Допускается применять контактную электросварку. Сварные швы должны быть прочными, плотными и пластичными. Форма и размеры швов должны соответствовать ГОСТ 8713, ГОСТ 14771, ГОСТ 5264 или ГОСТ 15878.
2.5. Электродуговая сварка должна производиться электродами типа Э42 или Э46 по ГОСТ 9467. При автоматической сварке должна применяться сварочная проволока марок Св-08 или Св-08А по ГОСТ 2246 и флюс марок АН-348-А или ОСЦ-45 по ГОСТ 9087.
При сварке в среде углекислого газа должна применяться сварочная проволока марки Св-08Г2С по ГОСТ 2246.
Допускается применять другие сварочные материалы, по качеству не ниже указанных.
2.6. В каждом днище бочки вместимостью 275 и 200 дм![]() должен быть выдавлен кольцевой гофр жесткости диаметром, соответственно, 260-270 и 230-240 мм. Часть днища, ограниченная гофром, должна быть сферической с высотой выпуклости 10-12 мм.
должен быть выдавлен кольцевой гофр жесткости диаметром, соответственно, 260-270 и 230-240 мм. Часть днища, ограниченная гофром, должна быть сферической с высотой выпуклости 10-12 мм.
2.7. Днище бочки вместимостью 100 дм![]() в средней части, ограниченной окружностью диаметром 140 мм, должно быть сферическим с высотой выпуклости 8-10 мм.
в средней части, ограниченной окружностью диаметром 140 мм, должно быть сферическим с высотой выпуклости 8-10 мм.
2.8. На наружной поверхности корпуса должны быть установлены два обруча катания, закрепленные кольцевыми зигами. Обручи катания не должны смещаться.
2.9. Обручи катания и концевые обручи должны быть сварены встык и плотно прилегать к корпусу.
(Измененная редакция, Изм. N 2).
2.10. При изготовлении бочек с горловиной на корпусе горловина должна располагаться в середине корпуса. Расстояние от горловины до продольного сварного шва должно быть не менее 200 мм.
Допускается изменение формы горловины в связи с установкой ее на цилиндрическую поверхность.
2.11. Сливоналивная и воздушная горловины к днищу или корпусу должны привариваться.
Горловины не должны выступать внутрь бочки за пределы нижней плоскости днища или внутренней образующей корпуса.
(Измененная редакция, Изм. N 2).
2.12. Горловины с установленными на них пробками с прокладками не должны выступать за габариты бочки.
2.13. Уплотнительные поверхности горловины и пробки должны быть чистыми, ровными и гладкими. Допускаемая шероховатость поверхностей - не ниже ![]() =40 мкм по ГОСТ 2789.
=40 мкм по ГОСТ 2789.
2.14. На корпусе, днищах и обручах не должно быть вмятин, выпуклостей и других дефектов, нарушающих форму и снижающих эксплуатационные качества бочки.
2.15. Бочки должны быть герметичными при внутреннем избыточном давлении, равном 0,05 МПа (0,5 кгс/ см![]() ).
).
2.16. Бочки должны быть прочными. Заполненная бочка должна выдерживать два падения с высоты 1,2 м.
2.17. Бочки должны быть оцинкованы внутри и снаружи. Допускается изготовлять бочки, окрашенные снаружи и законсервированные внутри.
Вид противокоррозионного покрытия (оцинковка, окраска) и вид консервации оговаривают в заказе.
2.18. Оцинкованию подвергают всю внутреннюю и наружную поверхности корпуса бочки, сливоналивную и воздушную горловины и стальные пробки. По согласованию с потребителем допускается стальные пробки не оцинковывать.
Концевые обручи, обручи катания и чугунные пробки не оцинковывают.
Допускается изготовлять бочки с оцинкованными обручами катания.
(Измененная редакция, Изм. N 2).
2.19. Нанесение цинкового покрытия должно производиться горячим цинкованием алюминиевым способом.
Содержание алюминия в цинковальной ванне допускается в пределах 0,19-0,22%, а свинца - не более 0,5%.
2.20. Для цинкования должны применяться цинк марки Ц2 по ГОСТ 3640 и алюминий технической чистоты по ГОСТ 11069 с содержанием примеси железа не более 0,5%.
Допускается применять другие марки цинка с содержанием цинка не менее 98,7%.
Не допускается применять цинк с содержанием примесей железа более 0,05%.
2.21. Поверхность деталей, предназначенных для цинкования, должна быть чистой, ровной и гладкой. Не допускаются масляные пятна или иные загрязнения, шлак и брызги от сварки, заусенцы и острые кромки, поры, закаты и расслоения металла, наклеп, волнистость, крупные царапины и грубая шероховатость.
2.22. Подготовку поверхностей деталей для цинкования (обезжиривание, травление, декапирование и флюсование) и цинкование деталей проводят в соответствии с нормами, установленными для алюминиевого способа цинкования.
2.23. Цинковое покрытие должно быть прочным и равномерным по всей поверхности, без обнажения стали, трещин, отслоений, темных и ржавых полос и пятен. Оно должно быть гладким, светлым, блестящим, с характерной для горячего цинкования кристаллизацией цинка. Цинковый слой не должен быть хрупким. Прочность цинкового покрытия определяют на образцах-свидетелях размером 50х150 мм, изготовленных из того же материала и оцинкованных в тех же условиях, что и детали бочки.
(Измененная редакция, Изм. N 2).
2.24. Толщина цинкового покрытия должна быть 30-45 мкм.
Допускается увеличение толщины покрытия до 60 мкм при условии, что покрытие выдерживает испытание на прочность, предусмотренное настоящим стандартом.
2.25. На оцинкованной поверхности деталей бочек дефекты не должны превышать указанных в табл. 2.
Таблица 2
Наименование дефекта | Характеристика дефекта |
1. Следы от окислов, расположенные не кучно | Малозаметные, общей площадью не более 8 см |
2. Флюсовые поверхностные пятна около шва | Общей площадью не более 2 см |
3. Темные, не покрытые цинком, точки на наружной поверхности детали размером до 1 мм | Не более трех |
4. (Исключен, Изм. N 2). | |
5. Следы от инструмента | Малозаметные, без обнажения стали |
6. Наплывы цинка | Малозаметные, без резких переходов |
7. Покрытие цинком без кристаллизации | Участки, не превышающие 10% от общей площади оцинкованных деталей |
На оцинкованных бочках допускается одновременно не более пяти вышеперечисленных дефектов.
(Измененная редакция, Изм. N 2).
2.26. Допускается исправлять дефекты цинкового покрытия переоцинковыванием деталей бочек.
Дефекты, вызванные перетравливанием, недотравливанием или механическими повреждениями, исправлению не подлежат. Детали с такими дефектами для изготовления оцинкованных бочек применять не допускается.
2.27. Перед сваркой оцинкованных днищ с корпусом участки поверхности в местах наложения сварного шва и зоне повышенного нагрева должны быть полностью освобождены от цинкового покрытия (до обнажения стали).
Слой цинка снимают по технологии предприятия - изготовителя бочек, утвержденной в установленном порядке.
2.28. Сварочные брызги на оцинкованных поверхностях не допускаются.
2.29. Оцинкованные поверхности бочек должны быть пассивированы.
2.30. Оцинкованные бочки при хранении более 1 мес и транспортировании на дальние расстояния, кроме пассивирования, должны быть подвергнуты консервации - смазаны тонким слоем индустриального масла общего назначения по ГОСТ 20799.
2.31. На бочках не допускаются очаги коррозии цинкового покрытия (белый налет).
2.32. Наружные поверхности неоцинкованных бочек должны быть окрашены эмалями марки НЦ-132 защитного цвета по ГОСТ 6631 или ПФ-115 темно-зеленого цвета по ГОСТ 6465. По согласованию с заказчиком допускается применять другие эмали, по качеству не ниже указанных, а также окраску бочек в другие цвета. Допускается также окраска масляной краской цвета хаки марки МА-011 по НТД.
Неоцинкованные пробки, обручи катания и концевые обручи оцинкованных бочек должны быть окрашены эмалями черного цвета.
2.33. Эмали должны наноситься в два слоя на загрунтованную поверхность.
Масляная краска должна наноситься в два слоя без грунтовки.
2.34. Окраску производят после испытания бочек на герметичность.
2.35. Внутренняя, прилегающая к корпусу сторона обручей катания, а также поверхность корпуса под ними (для неоцинкованных бочек) должны быть покрыты грунтовкой до установки обручей на корпус.
2.36. Неоцинкованная пробка должна быть окрашена только со стороны, находящейся снаружи бочки. Сторону, обращенную внутрь бочки, и резьбу не окрашивают. Неокрашенные поверхности пробок должны консервироваться тонким слоем пластичной смазки ПВК по ГОСТ 19537.
2.37. Подготовка поверхностей деталей бочек к окраске и условия проведения подготовительных работ должны соответствовать требованиям ГОСТ 9.402.
2.38. Окраска должна производиться в местах, защищенных от атмосферных осадков, при температуре окружающего воздуха не ниже 10 °С и относительной влажности не выше 70%.
2.39. После высыхания лакокрасочное покрытие должно представлять собой прочную, сплошную, эластичную пленку, без пор, трещин, потеков, морщин и отслаиваний. По внешнему виду покрытие должно соответствовать V классу по ГОСТ 9.032, по условиям эксплуатации - группе VI по ГОСТ 9.104.
Толщина покрытия, мкм, должна быть:
45-85 - при окраске эмалями;
60-80 - при окраске масляной краской.
2.40. Внутренняя поверхность неоцинкованных бочек должна быть законсервирована по ГОСТ 9.014. Для консервации применяют 30%-ный (по массе) водный раствор технического нитрита натрия по ГОСТ 19906.
По согласованию с заказчиком допускается применять другие консерванты по защитным свойствам не ниже указанных или не производить консервацию.
2.41. По требованию заказчика бочки поставляют в комплекте с прокладкой или в комплекте с прокладкой, якорем и цепочкой.
2.40, 2.41. (Измененная редакция, Изм. N 2).
3. ПРАВИЛА ПРИЕМКИ
3.1. Бочки принимают партиями. Партией считают количество бочек одного типа и размера, оформленное одним документом о качестве.
3.2. Бочки должны подвергаться приемо-сдаточным и периодическим испытаниям.
(Измененная редакция, Изм. N 2).
3.3. Приемосдаточные испытания проводят по показателям качества и в объеме, указанным в табл. 3.
Таблица 3
Наименование показателя качества | Объем выборки от партии |
Герметичность | 100% |
Толщина цинкового покрытия | 10%, но не менее 10 бочек |
Размеры бочек и их деталей | 1%, но не менее трех бочек |
3.4. Для контроля прочности цинкового покрытия изготовитель дважды за рабочую смену при оцинковании деталей отбирает по три образца-свидетеля для каждого вида испытаний.
3.5. Периодические испытания бочек на удар при свободном падении проводят не реже одного раза в квартал.
По результатам повторного испытания партию считают соответствующей требованиям настоящего стандарта, если все бочки соответствуют требованиям настоящего стандарта.
Если по результатам периодических испытаний бочки не соответствуют требованиям настоящего стандарта, то периодические испытания переводят в приемо-сдаточные до получения положительных результатов на пяти партиях.
3.6. При получении неудовлетворительных результатов приемо-сдаточных испытаний хотя бы по одному из показателей, проводят повторные испытания удвоенного количества бочек, взятых от той же партии.
При получении неудовлетворительных результатов повторных испытаний партию не принимают.
3.4-3.6. (Измененная редакция, Изм. N 2).
3.7. (Исключен, Изм. N 2).
3.8. Потребитель может проводить контроль качества бочек по программе приемо-сдаточных испытаний и на удар при свободном падении.
(Измененная редакция, Изм. N 2).
4. МЕТОДЫ КОНТРОЛЯ
4.1. Качество деталей, сварных швов, цинкового и лакокрасочного покрытий и консервации контролируют визуально, без применения увеличительных приборов.
Внутреннюю поверхность бочки осматривают через горловину с помощью электрической лампочки, опускаемой внутрь бочки, и специального зеркала. Бочки внутри должны быть чистыми.
4.2. Размеры бочек и их деталей контролируют универсальными измерительными инструментами и шаблонами.
4.3. Герметичность бочек контролируют давлением воздуха 0,05 МПа (0,5 кгс/ см![]() ). Перед испытанием сварные швы промазывают мыльным раствором или погружают находящуюся под давлением бочку в воду не менее чем на 15 с.
). Перед испытанием сварные швы промазывают мыльным раствором или погружают находящуюся под давлением бочку в воду не менее чем на 15 с.
Отсутствие пузырьков воздуха свидетельствует о герметичности бочки.
4.4. Прочность цинкового покрытия проверяют путем загиба образца-свидетеля, зажатого в тиски с радиусом губок 3 мм, на 90° без последующего разгиба. В месте сгиба не должно быть отслоения цинкового покрытия или трещин, обнажающих поверхность стали.
4.5. (Исключен, Изм. N 2).
4.6. Толщину цинкового и лакокрасочного покрытий проверяют магнитным методом по ГОСТ 9.032 с помощью магнитных толщиномеров не менее чем в двух местах на каждом днище и в трех местах на корпусе бочки.
4.7. Испытание бочек на удар при свободном падении проводят по ГОСТ 18425.
Бочку заполняют водой и обеспечивают свободное падение ее с высоты 1,2 м на кромки днищ в точках 2 и 5 по ГОСТ 18106.
В результате испытания не должно быть нарушения герметичности бочки, целостности деталей и сварных швов. Допускается деформация корпуса и деталей бочки.
5. МАРКИРОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. На каждой бочке вблизи сливоналивной горловины наносят клеймо технического контроля.
5.2. На днище, имеющем горловину, должна быть выштампована:
- номинальная вместимость бочки;
- обозначение настоящего стандарта;
- год изготовления;
- товарный знак предприятия-изготовителя (см. чертеж).
На бочках с горловиной на корпусе маркировку наносят на любом из днищ.
На бочках для экспорта, а также предназначенных для упаковывания продукции для экспорта, маркировку наносят в соответствии с требованиями внешнеэкономических организаций.
5.1, 5.2. (Измененная редакция, Изм. N 2).
5.3. Каждая партия бочек должна сопровождаться документом о качестве, удостоверяющим их соответствие требованиям настоящего стандарта, с указанием:
- наименования предприятия-изготовителя;
- наименования и обозначения бочки;
- даты выпуска;
- обозначения настоящего стандарта.
5.4. Транспортирование бочек производят всеми видами транспорта в соответствии с правилами перевозки, действующими на транспорте каждого вида. Транспортирование бочек пакетами - по правилам перевозки грузов, утвержденным соответствующими ведомствами.
В транспортных средствах бочки устанавливают вертикально в несколько ярусов. Для заполнения железнодорожных вагонов до полной вместимости допускается в верхнем ярусе располагать бочки горизонтально. Размещение бочек должно исключать их падение во время транспортирования.
При транспортировании бочек на дальние расстояния (св. 800 км) между ярусами бочек должны устанавливаться деревянные прокладки сечением не менее 2х10 см.
(Измененная редакция, Изм. N 1).
5.5. Железнодорожные вагоны, предназначенные для перевозки оцинкованных бочек, должны быть чистыми. Не допускается погрузка оцинкованных бочек в вагоны, загрязненные химикатами, разрушающими цинковое покрытие: поваренной солью, селитрой, сернистыми и аммиачными продуктами.
5.6. Транспортирование, погрузка, выгрузка и хранение бочек должны производиться таким образом, чтобы исключалась возможность повреждения деталей и нарушения противокоррозионного покрытия.
5.7. Запасные пробки упаковывают в деревянные ящики массой брутто не более 50 кг. Прокладки упаковывают отдельно от пробок. В каждый ящик вкладывают упаковочный лист. Транспортная маркировка ящиков должна производиться по ГОСТ 14192.
5.8. Бочки хранят в неотапливаемых помещениях, под навесом или на открытых площадках с твердым грунтом и уклоном, обеспечивающим сток воды.
Бочки укладывают штабелями не более пяти ярусов. Бочки нижнего яруса укладывают на деревянные подкладки толщиной не менее 10 см. Между ярусами устанавливают прокладки толщиной не менее 2 см. Горловины бочек должны быть закрыты пробками.
При хранении до 3 мес допускается укладывать бочки в штабеля без прокладок между ярусами.
5.9. Не допускается хранить оцинкованные бочки в местах, где хранились водорастворимые соли, щелочи и кислоты, а также в местах, имеющих повышенное содержание в атмосфере сернистого газа и аммиака.
5.10. При эксплуатации бочек не допускаются сбрасывание заполненных бочек с транспортных средств, удары по поверхности и деталям, а также иные воздействия, вызывающие механические повреждения.
6. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
6.1. Изготовитель гарантирует соответствие бочек требованиям настоящего стандарта при соблюдении условий транспортирования, хранения и эксплуатации.
Гарантийный срок хранения бочек - один год со дня их изготовления.
Гарантийный срок эксплуатации бочек - один год со дня ввода их в эксплуатацию.
(Измененная редакция, Изм. N 1).