ГОСТ 5812-82
Группа В42
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
КОСТЫЛИ ДЛЯ ЖЕЛЕЗНЫХ ДОРОГ ШИРОКОЙ КОЛЕИ
Технические условия
Fastening for broad gauge railways.
Technical specifications
ОКП 12 9200
Дата введения 1983-01-01
ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 17.02.82 N 707
Ограничение срока действия снято по протоколу N 2-93 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 2-93)
ВЗАМЕН ГОСТ 5812-75
ПЕРЕИЗДАНИЕ (ноябрь 1998 г.) с Изменениями N 1, 2, утвержденными в июне 1987 г., январе 1996 г. (ИУС 10-87, 4-96)
Изменение N 2 принято Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол N 4 от 21 октября 1993 г.)
За принятие проголосовали:
Наименование государства | Наименование национального органа по стандартизации |
Республика Армения | Армгосстандарт |
Республика Белоруссия | Госстандарт Белоруссии |
Республика Казахстан | Госстандарт Республики Казахстан |
Республика Молдова | Молдовастандарт |
Российская Федерация | Госстандарт России |
Туркменистан | Туркменглавгосинспекция |
Республика Узбекистан | Узгосстандарт |
Украина | Госстандарт Украины |
Настоящий стандарт распространяется на костыли класса точности С, предназначенные для крепления железнодорожных рельсов к деревянным шпалам и брусьям.
(Измененная редакция, Изм. N 1).
1. КОНСТРУКЦИЯ И РАЗМЕРЫ
1. КОНСТРУКЦИЯ И РАЗМЕРЫ
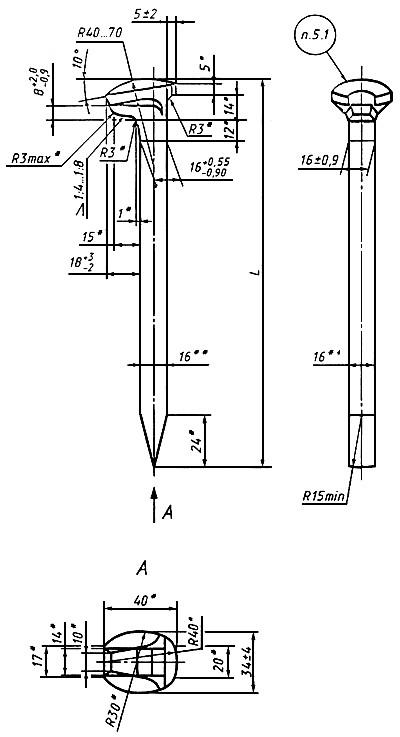
1.1. Конструкция и размеры костылей должны соответствовать указанным на чертеже и в таблице.
| |
+5 | Teopeтическая масса, кг |
165 | 0,378 |
205 | 0,458 |
230 | 0,509 |
280 | 0,609 |
Пример условного обозначения костыля длиной 165 мм:
Чертеж
Костыль 165 ГОСТ 5812-82
_________________
* Размеры в готовых изделиях не контролируют, указаны для изготовления оснастки с точностью ![]() .
.
** Размеры для справок.
(Измененная редакция, Изм. N 1).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Костыли должны изготовляться из стали марки Ст4 или Ст3 по ГОСТ 380-94.
Для районов с холодным климатом костыли следует изготовлять в исполнении ХЛ по ГОСТ 15150-69 из спокойных сталей указанных марок.
2.2. На поверхности костылей допускаются дефекты металлургического происхождения по ГОСТ 535-88, незначительные обгорания, неотделимая окалина, а также высадочные трещины на затылке головки костыля глубиной не более 0,5 мм.
2.1, 2.2. (Измененная редакция, Изм. N 1, 2).
2.3. На поверхности головки костыля не должно быть заусенцев и наплывов металла высотой более 1,5 мм.
Высота складок металла под головкой костыля не должна быть более 2 мм.
2.4. Допускается на стержне костыля наличие технологического следа от отверстия матрицы.
2.5. На стержне костыля не должно быть заусенцев высотой более 2,5 мм.
2.6. Толщина лезвия заостренной части костыля не должна быть более 2 мм.
Смещение заостренной части относительно оси стержня не должно быть более 1,5 мм.
2.7. Костыли должны выдерживать испытание на растяжение нагрузкой 49 кН (5 тс) без нарушения целостности соединения головки со стержнем и среза боковых частей головки.
3. ПРАВИЛА ПРИЕМКИ
3.1. Для проверки соответствия костылей требованиям настоящего стандарта предприятие-изготовитель должно проводить приемо-сдаточные испытания на соответствие требованиям пп.1.1, 2.2-2.7.
3.2. Правила приемки - по ГОСТ 17769-83 для изделий класса точности С. Размер партии не должен превышать 200000 шт.
(Измененная редакция, Изм. N 1).
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Размеры костылей (п.1.1) и состояние поверхности (пп.2.2-2.6) следует проверять универсальным измерительным инструментом или шаблонами.
4.2. Внешний осмотр костылей следует проводить без применения увеличительных приборов.
4.3. Испытание на растяжение (п.2.7) следует проводить в приспособлении, схема которого приведена в приложении 1.
4.4. Смещение заостренного конца костыля относительно оси стержня (п.2.6) измеряют штангенглубиномером типа ШГ-160 по ГОСТ 162-90 или штангенрейсмассом типа ШР-250-0,05 по ГОСТ 164-90. Схема измерения приведена в приложении 2.
(Введен дополнительно, Изм. N 1).
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. На головку каждого костыля должна быть нанесена маркировка, содержащая товарный знак или условное обозначение предприятия-изготовителя. На головку удлиненных костылей дополнительно наносят риски:
одну - на костылях длиной 230 мм;
две " " " 205 мм;
три " " " 280 мм.
5.2. Транспортировать костыли следует транспортом любого вида.
5.3. Костыли одного типоразмера транспортируют без упаковки железнодорожным транспортом, кроме открытых платформ.
Допускается транспортировать костыли в универсальных контейнерах по ГОСТ 15102-75, ГОСТ 20435-75, ГОСТ 22225-76, специализированных контейнерах.
5.4. При транспортировании в контейнерах - маркировка по ГОСТ 14192-96.
Допускается одновременно транспортировать костыли разных типоразмеров при условии исключения их перемешивания.
5.5. Каждая партия костылей должна сопровождаться документом о качестве, удостоверяющем соответствие их требованиям настоящего стандарта, в котором должно быть указано:
- наименование или товарный знак предприятия-изготовителя;
- условное обозначение костыля;
- результаты испытаний;
- масса костылей.
5.6. Хранение костылей - по условиям 7 ГОСТ 15150-69.
Разд.5. (Измененная редакция, Изм. N 1).
ПРИЛОЖЕНИЕ 1 (справочное). СХЕМА ПРИСПОСОБЛЕНИЯ ДЛЯ ИСПЫТАНИЯ КОСТЫЛЕЙ НА РАСТЯЖЕНИЕ
ПРИЛОЖЕНИЕ 1
Справочное
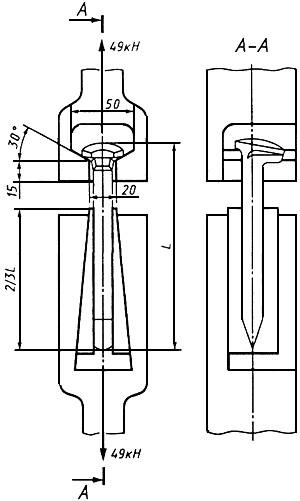
Примечание. Вместо нижней части приспособления могут быть использованы зажимы разрывной машины.
ПРИЛОЖЕНИЕ 2 (справочное). СХЕМА ИЗМЕРЕНИЯ СМЕЩЕНИЯ ЗАОСТРЕННОГО КОНЦА КОСТЫЛЯ
ПРИЛОЖЕНИЕ 2
Справочное
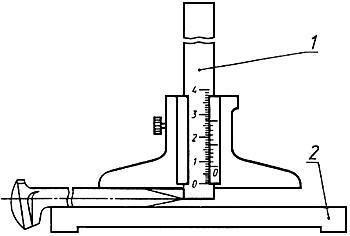
1 - штангенглубиномер типа ШГ-160; 2 - основание
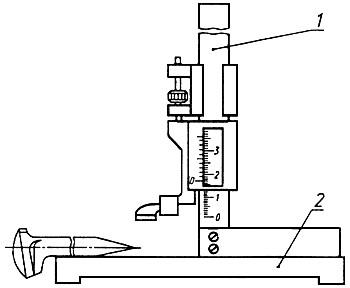
1 - штангенрейсмасс типа ШР-250-0,05; 2- основание
ПРИЛОЖЕНИЕ 2. (Введено дополнительно, Изм. N 1).