ГОСТ 5468-88
Группа В71*
__________________________
* В указателе "Национальные
стандарты" 2005 г. группа В72. -
Примечание.
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПРОВОЛОКА ИГОЛЬНАЯ
Технические условия
Needle wire. Specifications
ОКП 12 2100
Дата введения 1990-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Госстандарта СССР от 28.03.88 N 780
3. ВЗАМЕН ГОСТ 5468-50
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
| Обозначение НТД, | Номер пункта |
| ГОСТ 1435-99 | 2.2 |
| ГОСТ 1763-68 | 4.7 |
| ГОСТ 3282-74 | 2.8, 2.10 |
| ГОСТ 8233-56 | 2.5, 4.3 |
| ГОСТ 8828-89 | 2.10 |
| ГОСТ 9569-79 | 2.10 |
| ГОСТ 10354-82 | 2.10 |
| ГОСТ 10396-84 | 2.10 |
| ГОСТ 10446-80 | 4.6 |
| ГОСТ 10877-76 | 2.9 |
| ГОСТ 14192-96 | 2.13 |
| ГОСТ 15150-69 | 5.3 |
| ГОСТ 16272-79 | 2.10 |
| ГОСТ 18617-83 | 2.10 |
| ГОСТ 18895-97 | 4.5 |
| ГОСТ 21650-76 | 5.1 |
| ГОСТ 22536.0-87 | 4.5 |
| ГОСТ 22536.1-88 | 4.5, 4.8 |
| ГОСТ 24597-81 | 5.1 |
| ГОСТ 29329-92 | 4.9 |
5. Ограничение срока действия снято Постановлением Комитета стандартизации и метрологии СССР от 29.12.91 N 2304
6. ИЗДАНИЕ с Изменениями N 1, 2, утвержденными в феврале 1990 г., декабре 1991 г. (ИУС 5-90, 5-92)
ВНЕСЕНА поправка, опубликованная в ИУС N 5, 2004 год.
Поправка внесена юридическим бюро "Кодекс"
Настоящий стандарт распространяется на стальную углеродистую проволоку круглого сечения для изготовления изделий, применяемых в текстильной, легкой промышленности и для технических игл.
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Игольная проволока изготовляется:
по химическому составу четырех марок: И1, И2, И3, И4;
по точности изготовления четырех групп; 1, 2, 3, 4;
1, 2 - для язычковых и крючковых игл, язычков, бегунков;
1, 2, 3 - для специальных плоских игл;
2, 3 - для игл промышленных и бытовых швейных машин, пробивных и технических игл;
4 - игл для шитья вручную и других бытовых игольных изделий;
по механическим свойствам двух классов: А, Б;
по виду конечной обработки:
отожженная - О;
калиброванная - К.
(Измененная редакция, Изм. N 1).
1.2. Диаметр проволоки и предельные отклонения по нему должны соответствовать приведенным в табл.1.
Таблица 1
мм
| Диаметр проволоки | Предельное отклонение для групп точности | |||
| 1 | 2 | 3 | 4 | |
| 0,25 | -0,005 | -0,01 | -0,014 | -0,025 |
| 0,26 | | | | |
| 0,27 | | | | |
| 0,28 | | | | |
| 0,29 | | | | |
| 0,30 | | | | |
| 0,31 | ||||
| 0,32 | | | | |
| 0,33 | | | | |
| 0,34 | | | | |
| 0,35 | | | | |
| 0,36 | | | | |
| 0,37 | | | | |
| 0,38 | | | | |
| 0,39 | | | | |
| 0,40 | | | | |
| 0,41 | | | | |
| 0,42 | | | | |
| 0,43 | | | | |
| 0,44 | | | | |
| 0,45 | | | | |
| 0,46 | | | | |
| 0,47 | | | | |
| 0,48 | | | | |
| 0,49 | | | | |
| 0,50 | | | | |
| 0,52 | -0,01 | | | |
| 0,53 | | | | |
| 0,55 | | | | |
| 0,56 | | | | |
| 0,58 | | | | |
| 0,60 | | | | |
| 0,62 |
| | | |
| 0,63 | | | | |
| 0,65 | | | | |
| 0,66 | | | | |
| 0,68 | | | | |
| 0,70 | | | | |
| 0,72 | | | | |
| 0,74 | | | | |
| 0,75 | | | | |
| 0,76 | | | | |
| 0,78 | | | | |
| 0,80 | | | | |
| 0,85 | | | | |
| 0,88 | | | | |
| 0,90 | | | | |
| 0,93 | | |
| |
| 0,95 | | | | |
| 0,98 | | | | |
| 1,00 | ||||
| 1,03 | | | | |
| 1,04 | | | | |
| 1,05 | | | | |
| 1,08 | | | | |
| 1,10 | | | | |
| 1,13 | | | | |
| 1,15 | | | | |
| 1,18 | | | | |
| 1,20 | | | | |
| 1,23 | | | | |
| 1,25 | | | | |
| 1,28 | | | | |
| 1,30 | | | | |
| 1,32 | | | | |
| 1,35 | | | | |
| 1,38 | | | | |
| 1,40 | | | | |
| 1,43 | | | | |
| 1,45 | | | | |
| 1,48 | | | | |
| 1,50 | | | | |
| 1,53 | | | | |
| 1,55 | | | | |
| 1,58 | | | | |
| 1,60 | | | | |
| 1,62 | | | | |
| 1,64 | | | | |
| 1,68 |
| | | |
| 1,70 | | | | |
| 1,75 | | | | |
| 1,80 | | | | |
| 1,85 | | | | |
| 1,90 | | | | |
| 1,95 | ||||
| 1,98 | | | | |
| 2,00 | | | | |
| 2,02 | | | | |
| 2,04 | | | | |
| 2,06 | | | | |
| 2,10 | | | | |
| 2,16 | | | | |
| 2,20 | | | | |
| 2,24 | | | | |
| 2,30 | | | | |
| 2,40 | | | | |
| 2,42 | | | | |
| 2,50 | | | | |
| 2,54 | | | | |
| 2,60 | | | | |
| 2,80 | | | | |
| 3,00 | | | | |
| 3,20 | -0,01 | -0,014 | -0,018 | -0,03 |
| 3,30 | | | | |
| 3,50 | | | | |
| 3,80 | ||||
| 4,00 | | | | |
| 4,20 | | | | |
| 4,50 | | | | |
| 4,80 | | | | |
| 5,00 | | | | |
Примечания:
1. По требованию потребителя проволоку изготовляют промежуточных диаметров для специальных плоских игл с предельными отклонениями, установленными для ближайшего большего диаметра.
2. По согласованию потребителя с изготовителем допускается изготовлять проволоку 4-й группы точности с предельными отклонениями не более минус 0,02 мм.
(Измененная редакция, Изм. N 1, 2).
1.3. Овальность проволоки не должна превышать половины предельных отклонений по диаметру.
Примеры условных обозначений
Проволока диаметром 0,80 мм, марки И2, класса А, группы 2, отожженная:
Проволока 0,8 И2А-2-0 ГОСТ 5468-88
То же, диаметром 2,20 мм, марки И1, класса Б, группы 3, калиброванная:
Проволока 2,2 И1Б-3-К ГОСТ 5468-88
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Проволока должна изготовляться в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
2.2. Проволока должна изготовляться из стали с химическим составом по ГОСТ 1435 и другой НТД в соответствии с табл.2. Колебание содержания углерода в мотке проволоки не должно превышать 0,05%.
Таблица 2
| Марка проволоки | Марка стали |
| И1 | У7А |
| И2 | У8А |
| И3 | У10А |
| И4 | У9А |
(Измененная редакция, Изм. N 1).
2.3. Поверхность проволоки должна быть светлой, гладкой, без трещин, закатов, плен, раковин, вмятин и ржавчины.
2.4. Механические свойства проволоки должны соответствовать нормам, приведенным в табл.3.
Таблица 3
| Отожженная | Калиброванная | ||||||
| Марка проволоки | Диаметр | Временное сопротивление разрыву, Н/мм | Относи- | Временное сопротивление разрыву, Н/мм | Относи- | ||
| А | Б | А | Б | ||||
| И1 | От 0,25 до 0,60 включ. | 640 | 690 | 10 | 790 | 810 | 2,5 |
| От 0,60 до 1,08 включ. | 2,5 | ||||||
| Св. 1,08 | 750(76) | 760(78) | 4,0 | ||||
| И2 | От 0,25 до 0,60 включ. | 810 | 830 | 1,5 | |||
| От 0,60 до 1,08 включ. | 2,5 | ||||||
| Св. 1,08 | 770(79) | 790(81) | 4,0 | ||||
| И3 | От 0,25 до 0,60 включ. | 690 | 760 | 820 | 880 | 1,5 | |
| От 0,60 до 1,08 включ. | 2,5 | ||||||
| Св. 1,08 | 800(82) | 840(86) | 3,0 | ||||
| И4 | От 0,25 до 0,60 включ. | 840 | 880 | 1,5 | |||
| От 0,60 до 1,08 включ. | 2,5 | ||||||
| Св. 1,08 | 800(82) | 840(86) | 3,0 | ||||
Примечания:
1. Нормы по относительному удлинению калиброванной проволоки вводятся в действие с 01.01.91.
2. Для проволоки диаметром 0,8 мм и менее испытание на относительное удлинение допускается заменять испытанием на разрыв с узлом. При этом разрывное усилие проволоки должно быть не менее 50% разрывного усилия при разрыве без узла.
Разбег временного сопротивления в мотке не должен превышать:
50 Н/мм![]() (5 кгс/мм
(5 кгс/мм![]() ) - для проволоки класса А;
) - для проволоки класса А;
70 Н/мм![]() (7 кгс/мм
(7 кгс/мм![]() ) - для проволоки класса Б.
) - для проволоки класса Б.
(Измененная редакция, Изм. N 1, 2).
2.5. Микроструктура проволоки должна состоять из равномерно распределенного зернистого перлита и соответствовать 3-6 баллам шкалы 2 ГОСТ 8233.
Включения графита в микроструктуре проволоки не допускаются.
Допускаются следы графита не более 1 балла в микроструктуре проволоки класса Б для 4 группы точности.
2.6. Полное обезуглероживание проволоки не допускается. По согласованию потребителя с изготовителем допускается частичное обезуглероживание проволоки.
(Измененная редакция, Изм. N 1).
2.7. Проволоку изготовляют в мотках. Моток должен состоять из одного отрезка. Проволока должна быть намотана без перепутывания витков и обеспечивать свободное сматывание проволоки. При освобождении мотка от вязок проволока не должна сворачиваться в "восьмерку".
Масса мотка проволоки должна соответствовать табл.4.
Таблица 4
| Диаметр проволоки, мм | Масса мотка, кг, не менее | ||
| | нормальная | пониженная | максимальная |
| 0,25 до 0,49 включ. | 2 | 1 | 50 |
| Св. 0,50 " 0,70 " | 5 | 2 | |
| " 0,72 " 1,00 " | 8 | 3 | |
| " 1,05 " 1,20 " | 12 | 6 | 100 |
| " 1,20 " 2,06 " | 12 | 6 | |
| " 2,10 " 4,00 " | 25 | 10 | |
| " 4,20 " 5,00 " | 30 | 20 | |
2.8. Каждый моток должен быть перевязан мягкой проволокой по ГОСТ 3282 или по другой нормативно-технической документации не менее чем в трех местах, равномерно расположенных по окружности мотка.
Мотки проволоки одного диаметра, одной марки, одного класса, одного вида конечной обработки допускается связывать в бухты.
2.9. Проволока должна быть покрыта сплошным слоем консервационного масла типа К-17 по ГОСТ 10877, смазки типа НГ-203 марок А или Б по НТД, типа ЖКБ или ЖКБ с индустриальным маслом по НТД.
Допускается по согласованию с потребителем применять другие масла или смазки, обеспечивающие защиту от коррозии.
2.10. Каждый моток или бухта проволоки диаметром 1,00 мм и менее должен быть обернут слоем бумаги и уложен в плотный деревянный ящик типа II по ГОСТ 18617 или другую тару (металлическую, картонную, пластмассовую).
Каждый моток или бухта проволоки диаметром более 1,00 мм должен быть обернут слоем бумаги, затем слоем полимерной пленки или нетканых материалов, или ткани из химических волокон.
При механизированной упаковке моток проволоки должен быть обернут слоем бумаги по ГОСТ 10396 или бумаги марки КМВ-170 или другой крепированной бумаги, равноценной по защитным свойствам, или полимерной пленки с одновременным фиксированием упаковки проволокой по ГОСТ 3282 или по другой нормативно-технической документации.
При транспортировании в контейнерах проволока всех диаметров должна быть упакована в бумагу и полимерную пленку или нетканые материалы, или ткани из химических волокон.
В качестве упаковочных материалов применяют:
бумагу парафинированную по ГОСТ 9569 (допускается применение двухслойной бумаги по ГОСТ 8828 или другой бумаги, обеспечивающей защиту от коррозии);
пленку полимерную по ГОСТ 10354, ГОСТ 16272 или другую полимерную пленку;
тарное холстопрошивное или клееное полотно, сшивную ленту из отходов текстильной промышленности или ткани из химических волокон по нормативно-технической документации.
2.11. К каждому мотку или бухте проволоки должен быть прочно прикреплен ярлык, на котором указывают:
товарный знак или наименование и товарный знак предприятия-изготовителя;
условное обозначение проволоки.
2.12. На жесткой таре должны быть указаны:
товарный знак или наименование и товарный знак предприятия-изготовителя;
условное обозначение проволоки;
масса проволоки, нетто, кг.
2.13. Транспортная маркировка - по ГОСТ 14192.
3. ПРАВИЛА ПРИЕМКИ
3.1. Проволоку принимают партиями. Партия должна состоять из проволоки одной марки, одной плавки, одного диаметра, одной группы, одного класса, одного вида конечной обработки и должна быть оформлена одним документом о качестве, содержащим:
товарный знак или наименование и товарный знак предприятия-изготовителя;
условное обозначение проволоки;
результаты испытаний;
массу проволоки, нетто, кг.
3.2. Качество поверхности и диаметр проволоки проверяют на каждом мотке.
3.3. Для проверки временного сопротивления разрыву, разрыва с узлом, микроструктуры, включений графита, обезуглероживания отбирают 10% мотков, но не менее трех от партии.
Проверку относительного удлинения проволоки изготовитель проводит периодически, но не реже одного раза в квартал, на 5% мотков, но не менее трех от партии, прошедшей приемосдаточные испытания.
Включения графита в проволоке допускается не проверять, если это обеспечивается технологией изготовления проволоки.
(Измененная редакция, Изм. N 1, 2).
3.4. Химический состав проволоки удостоверяется документом о качестве предприятия - изготовителя стали.
Принадлежность проволоки к данной марке стали проверяется по углероду, при этом отбирают 3% мотков, но не менее трех мотков от партии.
Колебание содержания углерода в одном мотке не проверяют, если это обеспечивается технологией изготовления проволоки.
При возникновении разногласий для определения колебания содержания углерода в одном мотке отбирают 3% мотков, но не менее трех мотков от партии.
3.5. При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей проводят повторное испытание по этому показателю на удвоенной выборке. Результаты повторных испытаний распространяются на всю партию.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Для проверки временного сопротивления разрыву, относительного удлинения, разрыва с узлом, микроструктуры, обезуглероживания и колебания содержания углерода в одном мотке отбирают по одному образцу от каждого мотка, для проверки содержания углерода - один образец от мотка.
Для проверки включений графита отбирают по два образца в любом месте по длине мотка.
(Измененная редакция, Изм. N 2).
4.2. Диаметр проволоки проверяют мерительным инструментом соответствующей точности в двух взаимно перпендикулярных направлениях одного сечения не менее чем в двух местах по длине мотка.
4.3. Контроль микроструктуры должен проводиться по ГОСТ 8233.
4.4. Качество поверхности проволоки контролируют невооруженным глазом. Допускается применять лупу увеличения 5![]() .
.
При возникновении разногласий по наличию трещин на поверхности проволоки 1 и 2 групп точности их оценивают при контроле микроструктуры, при этом глубина не должна быть более предельного отклонения для диаметров от 0,25 до 3,00 мм и не более 0,015 мм для проволоки диаметром свыше 3,00 мм.
4.5. Проверка содержания углерода проводится по ГОСТ 22536.0, ГОСТ 22536.1, ГОСТ 18895 или другими методами, обеспечивающими необходимую точность.
(Измененная редакция, Изм. N 1).
4.6. Испытание проволоки на растяжение должно проводиться по ГОСТ 10446 на разрывной машине, мощность которой не превышает пятикратного разрывного усилия проволоки на образцах с расчетной длиной 100 мм.
4.7. Проверка проволоки на отсутствие обезуглероживания должна проводиться по ГОСТ 1763.
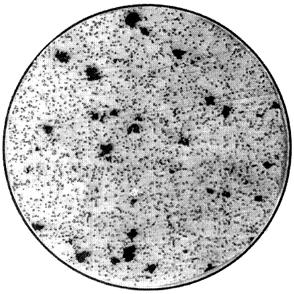
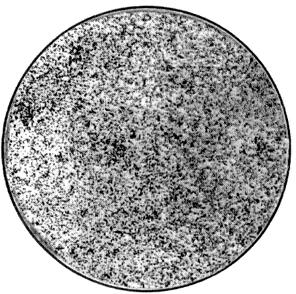
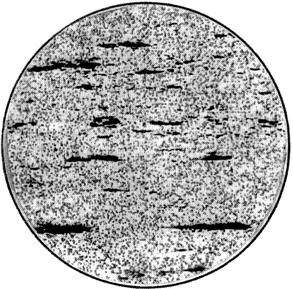
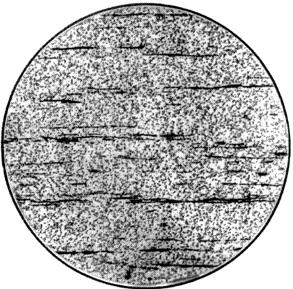
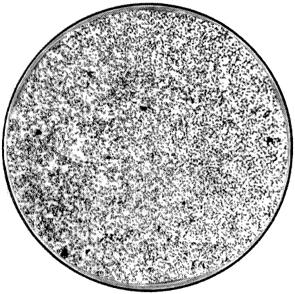
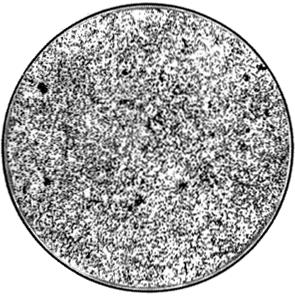
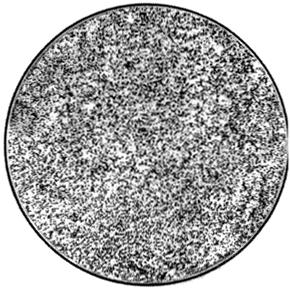
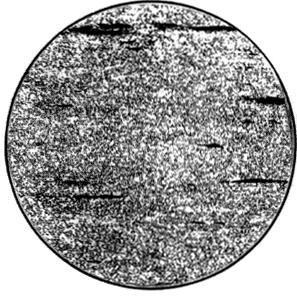
4.8. Определение включений графита должно проводиться металлографическим методом на поперечных шлифах при увеличении 320![]() путем сравнения включений графита шлифа со шкалами, приведенными в приложении.
путем сравнения включений графита шлифа со шкалами, приведенными в приложении.
Допускается:
применение увеличения 300![]() ;
;
определение включений графита на продольных микрошлифах при увеличении 300![]() и 320
и 320![]() ;
;
определение содержания графита в проволоке химическим методом по ГОСТ 22536.1.
(Измененная редакция, Изм. N 1).
4.9. Взвешивание грузовых мест в партии должно проводиться на весах по ГОСТ 29329.
5. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Масса брутто грузового места должна быть не более 100 кг.
Укрупнение грузовых мест в транспортные пакеты проводится по ГОСТ 24597, ГОСТ 21650.
5.2. Проволоку транспортируют транспортом всех видов в крытых транспортных средствах в соответствии с правилами перевозки грузов, действующими на транспорте данного вида.
Транспортирование проволоки по железной дороге производится повагонными, мелкими и малотоннажными отправками.
Размещение и крепление груза в транспортных средствах должно соответствовать техническим условиям погрузки и крепления грузов, утвержденным Министерством путей сообщения СССР.
Допускается транспортирование проволоки в универсальных контейнерах по ГОСТ 15102, ГОСТ 20435, ГОСТ 22225.
5.3. Хранение проволоки - по условиям хранения 5 ГОСТ 15150.
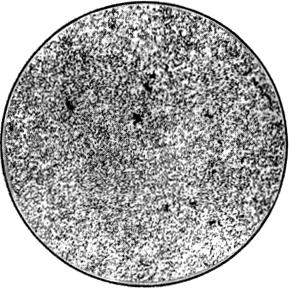
ПРИЛОЖЕНИЕ (обязательное). ШКАЛЫ ВКЛЮЧЕНИЙ ГРАФИТА 320_(х)
ПРИЛОЖЕНИЕ
Обязательное
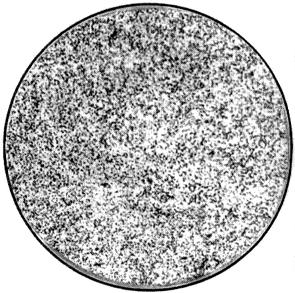
Включения графита не более 0,040%
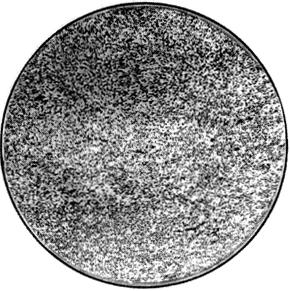
| БАЛЛ | Включения графита не более 0,040% | |
|
|
| |
| 1 | Шлифы поперечные | |
|
|
| |
| Шлифы продольные | ||
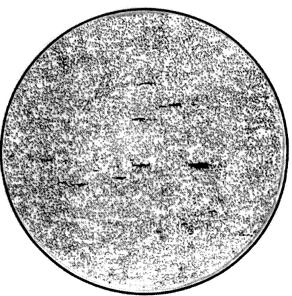
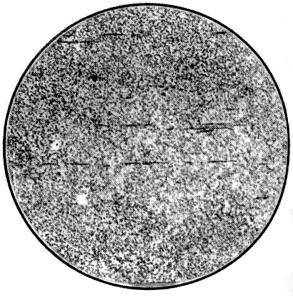
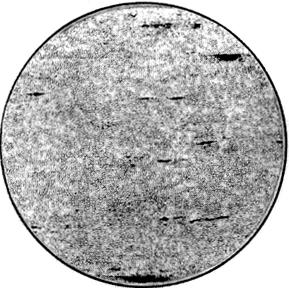
Включения графита от 0,041 до 0,080%
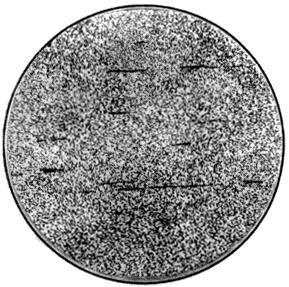
| БАЛЛ | Включения графита от 0,041 до 0,080% | |
|
|
| |
| 2 | Шлифы поперечные | |
|
|
| |
| Шлифы продольные | ||
Включения графита от 0,081 до 0,270%
| БАЛЛ | Включения графита от 0,081 до 0,270% | |
|
|
| |
| 3 | Шлифы поперечные | |
|
|
| |
| Шлифы продольные | ||
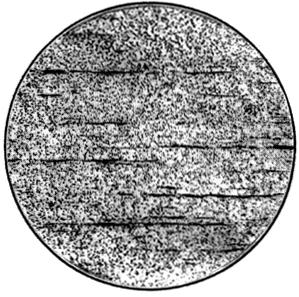
Включения графита от 0,271 до 0,390%
| БАЛЛ | Включения графита от 0,271 до 0,390% | |
|
|
| |
| 4 | Шлифы поперечные | |
|
|
| |
| Шлифы продольные | ||