ГОСТ 5422-73
Группа В22
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПРОФИЛИ СТАЛЬНЫЕ ГОРЯЧЕКАТАНЫЕ СПЕЦИАЛЬНЫЕ ДЛЯ ТРАКТОРОВ
Технические условия
Hot-rolled special steel sections for tractors. Technical specifications
ОКП 09 3100, 09 3200,
09 5040, 09 5100
Дата введения 1974-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН Украинским научно-исследовательским институтом металлов, Челябинским филиалом НАТИ
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 05.02.73 N 262
3. ВЗАМЕН ГОСТ 5422-50
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта, подпункта |
ГОСТ 162-90 | 4.11 |
ГОСТ 166-89 | 4.11 |
ГОСТ 380-94 | 1.11, 2.1, 2.2 |
ГОСТ 427-75 | 4.11 |
ГОСТ 535-88 | 2.9 |
ГОСТ 1050-88 | 2.1, 2.2 |
ГОСТ 1497-84 | 4.5 |
ГОСТ 3749-77 | 4.11 |
ГОСТ 4543-71 | 1.11, 2.1, 2.2 |
ГОСТ 5378-88 | 4.11 |
ГОСТ 5639-82 | 4.6 |
ГОСТ 6507-90 | 4.11 |
ГОСТ 7502-98 | 4.11 |
ГОСТ 7564-97 | 4.2 |
ГОСТ 7565-81 | 4.3 |
ГОСТ 7566-94 | 3.1, 3.3, 5.1 |
ГОСТ 9454-78 | 4.4 |
ГОСТ 26877-91 | 4.10 |
5. Ограничение срока действия снято по протоколу N 7-95 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 11-95)
6. ИЗДАНИЕ с Изменениями N 1, 2, утвержденными в июле 1975 года, марте 1988 года (ИУС 7-75, 7-88)
Настоящий стандарт распространяется на горячекатаные профили, предназначенные для тракторов.
1. СОРТАМЕНТ
1. СОРТАМЕНТ
1.1. Устанавливаются следующие номера и наименования профилей:
1 - профиль для башмака гусениц (черт.1);
2 - профиль для башмака гусениц (черт.2);
3 - профиль для башмака гусениц (черт.3);
4 - профиль для башмака гусениц (черт.4);
5 - швеллер 24Т (черт.5);
6 - швеллер 18Т (черт.6);
7 - уголок неравнополочный (черт.7);
8 - профиль для опоры (черт.8).
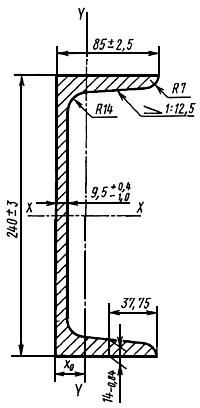
Черт.1. Профиль N 1
Профиль N 1
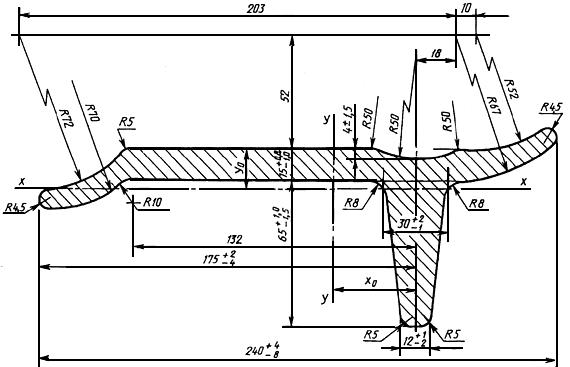
Черт.1
Черт.2. Профиль N 2
Профиль N 2
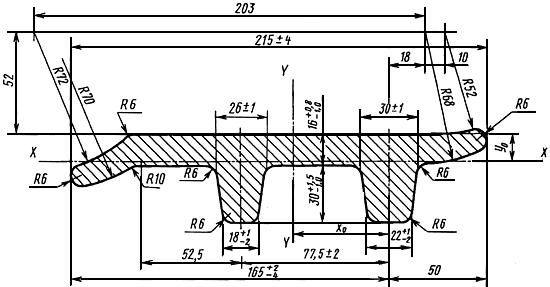
Черт.2
Черт.3. Профиль N 3
Профиль N 3
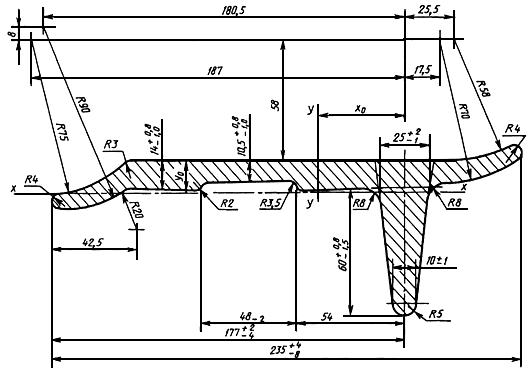
Черт.3
Черт.4. Профиль N 4
Профиль N 4
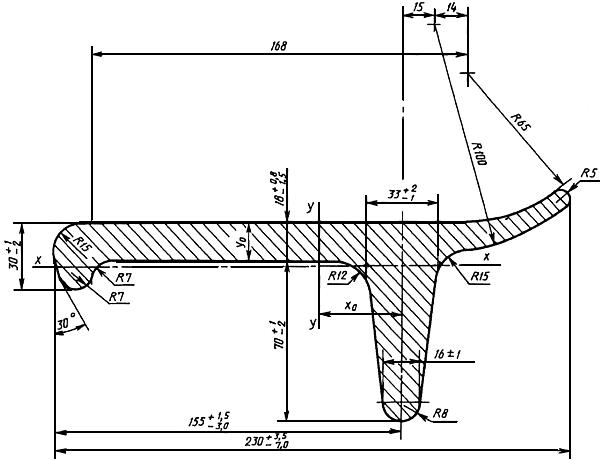
Черт.4
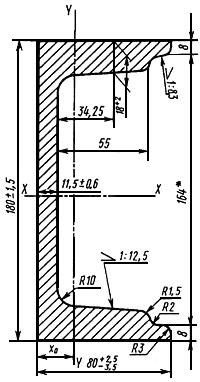
Черт.5. Профиль N 5
Профиль N 5
Черт.5
Черт.6. Профиль N 6
Профиль N 6
________________
* Размер для справок
Черт.6
Черт.7. Профиль N 7
Профиль N 7
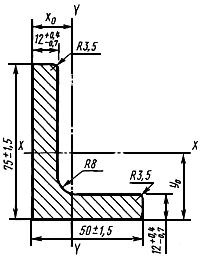
Черт.7
Черт.8. Профиль N 8
Профиль N 8
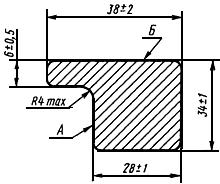
Черт.8
1.2. Размеры профилей, предельные отклонения размеров, площадь поперечного сечения, масса 1 м и справочные величины должны соответствовать указанным на черт.1-8 и в табл.1-3.
Таблица 1
Номер профиля | Площадь поперечного сечения, см | Масса | Справочные величины для осей | |||||
|
|
|
| |||||
|
|
|
| |||||
1 | 45,73 | 35,90 | 160,90 | 25,86 | 1637,64 | 119,77 | 3,89 | 1,80 |
2 | 47,33 | 37,16 | 64,90 | 21,06 | 1443,45 | 125,95 | 5,04 | 1,52 |
3 | 38,31 | 30,08 | 109,31 | 18,69 | 1439,35 | 110,42 | 4,34 | 1,55 |
4 | 55,59 | 43,64 | 250,30 | 36,67 | 1947,36 | 163,24 | 3,67 | 1,97 |
Таблица 2
Справочные величины для осей | ||||||||||
|
| |||||||||
Номер профиля | Условное обозначение профиля | Площадь сечения, см | Масса |
|
|
|
|
|
|
|
5 | 24Т | 44,46 | 34,9 | 3841,35 | 320,11 | 9,29 | 268,89 | 43,70 | 2,46 | 2,35 |
6 | 18Т | 43,52 | 34,16 | 2065,30 | 229,48 | 6,89 | 214,85 | 38,48 | 2,22 | 2,42 |
Таблица 3
Справочная величина для осей | ||||||||
Номер профиля | Площадь сечения, см | Масса |
|
|
|
| ||
|
|
|
| |||||
7 | 13,67 | 10,73 | 72,61 | 15,04 | 25,30 | 7,10 | 1,44 | 2,67 |
Обозначения:![]() - момент инерции;
- момент инерции;![]() - момент сопротивления;
- момент сопротивления;![]() - радиус инерции;
- радиус инерции;![]() - расстояние от оси
- расстояние от оси ![]() -
-![]() до наружной грани для профилей N 5, 6 и 7;
до наружной грани для профилей N 5, 6 и 7;![]() - расстояние от оси
- расстояние от оси ![]() -
-![]() до оси почвозацепа для профилей N 1-4;
до оси почвозацепа для профилей N 1-4;![]() - расстояние от оси
- расстояние от оси ![]() до наружной грани профиля.
до наружной грани профиля.
Примечания к табл.1 -3 и черт
.1-8:
1. Площадь поперечного сечения и масса 1 м профиля вычислены по номинальным размерам, при этом плотность стали принята равной 7,85 г/см![]() .
.
2. (Исключено, Изм. N 2).
(Измененная редакция, Изм. N 1, 2).
1.3. Размеры профилей, на которые не установлены предельные отклонения, а также толщина полок профилей N 5 и 6 обеспечиваются калибрами валков и на готовых профилях не проверяются.
1.4. Для профилей N 1, 3 и 4 неперпендикулярность оси почвозацепа относительно основания профиля не должна превышать 2% высоты почвозацепа, обеспечивается расточкой валков и на готовом профиле не измеряется.
1.3, 1.4. (Измененная редакция, Изм. N 2).
1.5. Уклон наружной грани каждой полки профилей N 5, 6 относительно наружной поверхности стенки не должен превышать 0,015 ширины полки.
1.6. Кривизна стенки по высоте сечения не должна превышать 1,5 мм - для профиля N 5; 1,8 мм - для профиля N 6.
1.7. Притупление наружных углов профилей N 5, 7 и 8 (в том числе и угла при вершине профиля N 7) не должно превышать 3 мм; профиля N 6 - 5 мм по ширине полки и 2 мм по толщине.
(Измененная редакция, Изм. N 2).
1.8. (Исключен, Изм. N 2).
1.9. Отклонение от прямого угла при вершине профиля N 7 не должно превышать 35'.
1.10. Для профиля N 8 площадь поперечного сечения должна быть 7,88 см![]() , масса 1 м - 6,15 кг.
, масса 1 м - 6,15 кг.
1.9, 1.10. (Измененная редакция, Изм. N 2).
1.11. Неперпендикулярность поверхности А и Б в профиле N 8 не должна превышать 0,5 мм на высоте 34 мм.
Примеры условных обозначений
Профиль N 1 для башмака гусениц из стали марки 40 Г по ГОСТ 4543:
Профиль![]()
То же, N 6 (швеллер 18Т) из стали марки Ст3пс:
![]()
То же, N 7 (уголок неравнополочный) размером 75х50х12, из стали марки Ст3пс по ГОСТ 380:
![]()
То же, N 8 для опоры из стали марки Ст3сп:
![]()
1.12. Предельные отклонения по массе профиля N 5 не должны превышать плюс 3% минус 5% от номинального значения, приведенного в табл.2.
(Введен дополнительно, Изм. N 2).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1а. Профили изготовляются в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
(Введен дополнительно, Изм. N 2).
2.1. Профили N 1-3 должны изготовляться из стали марки 40ГР по ГОСТ 4543 с массовой долей бора в готовом прокате не более 0,0015%; профиль N 4 - из стали марок 45-50 по ГОСТ 1050, профили N 5-8 по ГОСТ 380. Марка, группа и категория стали указываются в заказе.
Допускается по согласованию изготовителя с потребителем изготовление профилей N 1-3 из других марок сталей с механическими свойствами не ниже свойств стали марки 40ГР.
(Измененная редакция, Изм. N 2).
2.2. Механические свойства стали для профилей N 1-3 должны соответствовать требованиям ГОСТ 4543; для профилей N 5-8 - ГОСТ 380; для профиля N 4 - ГОСТ 1050.
2.3. Профили изготавливают длиной от 4 до 12 м.
2.4. В зависимости от назначения профили изготовляются:
мерной длины;
кратной мерной длины;
немерной длины.
(Измененная редакция, Изм. N 2).
2.5. (Исключен, Изм. N 2).
2.6. Предельные отклонения по длине профилей мерной и кратной мерной длины не должны превышать:
+40 мм - для профилей N 5 и 6 длиной до 6 м;
+50 мм - для профилей N 7 длиной до 6 м;
+60 мм - для профилей N 1-4 и 8 длиной до 6 м;
+70 мм - для профилей N 1-6 и 8 длиной свыше 6 м.
По требованию потребителя предельные отклонения по длине мерной и кратной мерной длины не должны превышать:
+40 мм - длиной до 7 м;
+5 мм на каждый метр - длиной св. 7 м.
(Измененная редакция, Изм. N 2).
2.7. Кривизна профилей не должна превышать:
0,20% длины - для профиля N 5;
0,25% длины - для профилей N 1-4;
0,30% длины - для профиля N 6;
0,40% длины - для профилей N 7 и 8.
2.8. Торцы профиля должны быть прямыми и ровно обрезанными. Допускается косина реза для профилей N 1-4 и 7 не более 5% ширины профиля.
2.9. Качество поверхности проката должно соответствовать ГОСТ 535, подгруппа 1.
(Измененная редакция, Изм. N 2).
2.10. На профиле N 4 по всей длине полосы допускается ус высотой 1,5 мм в месте сопряжения радиусов R15 и R7.
(Измененная редакция, Изм. N 1, 2).
3. ПРАВИЛА ПРИЕМКИ
3.1. Профили принимают партиями. Партия должна состоять из профилей одного размера и одной плавки. Каждую партию сопровождают документом о качестве по ГОСТ 7566.
По согласованию изготовителя с потребителем допускается составлять партии из профилей разных плавок одного типоразмера.
3.2. Для проверки качества профилей от партии отбирают:
для химического анализа - одну пробу;
для испытания на растяжение - один пруток;
для определения ударной вязкости - два прутка;
для определения величины зерна - один пруток;
для контроля качества поверхности и размеров - 5% массы партии.
3.3. При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей по нему проводят повторные испытания по ГОСТ 7566.
Результаты повторных испытаний распространяют на всю партию.
3.1-3.3. (Измененная редакция, Изм. N 2).
4. МЕТОДЫ ИСПЫТАНИЙ
4.1a. Размеры профилей проверяют измерительным инструментом соответствующей точности.
4.1б. Качество поверхности проверяют без применения увеличительных приборов.
4.1в. От каждого отобранного прутка отрезают:
для испытания на растяжение и определение величины зерна - по одному образцу;
для определения ударной вязкости - по два образца.
4.1а-4.1в. (Введены дополнительно, Изм. N 2).
4.1. По требованию потребителя для профилей N 1-4 проводится испытание на ударную вязкость.
(Измененная редакция, Изм. N 2).
4.2. Отбор проб для механических и технологических испытаний - по ГОСТ 7564.
4.3. Отбор проб для контроля химического состава стали - по ГОСТ 7565.
4.4. Определение ударной вязкости - по ГОСТ 9454.
4.5. Испытание на растяжение - по ГОСТ 1497.
4.6. По соглашению сторон для профилей N 1-4 определяется величина зерна, которая не должна превышать 4-го балла по ГОСТ 5639.
4.7. Контроль размеров поперечного сечения профилей и кривизны производят на расстоянии не менее 500 мм от торцов.
(Измененная редакция, Изм. N 2).
4.8. (Исключен, Изм. N 2).
4.9. Толщину стенки профилей N 5 и 6 измеряют у торцов штанг, высоту - в плоскости его стенки.
4.10. Определение кривизны - по ГОСТ 26877.
Кривизну профилей N 1-4 измеряют в вертикальной и горизонтальной плоскостях.
4.11. Геометрические размеры и форму профиля проверяют при помощи измерительных инструментов по ГОСТ 162, ГОСТ 166, ГОСТ 427, ГОСТ 3749, ГОСТ 5378, ГОСТ 6507, ГОСТ 7502.
4.10, 4.11. (Введены дополнительно, Изм. N 2).
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Маркировка, упаковка, транспортирование и хранение - по ГОСТ 7566.
Разд. 5. (Измененная редакция, Изм. N 2).