ГОСТ 5189-75
Группа В54
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ЛЕНТЫ ИЗ КОНСТАНТАНА
Технические условия
Constantan strips. Specifications
ОКП 18 4730
Дата введения 1976-01-01
ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 18 июля 1975 г. N 1849
Ограничение срока действия снято по протоколу N 5-94 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 11-12-94)
ВЗАМЕН ГОСТ 5189-49
ПЕРЕИЗДАНИЕ (июнь 1998 г.) с Изменениями N 1, 2, 3, 4, утвержденными в феврале 1980 г., марте 1985 г., августе 1986 г., мае 1990 г. (ИУС 4-80, 6-85, 11-86, 8-90).
Настоящий стандарт распространяется на холоднокатаные ленты из константана, применяемые в промышленности как материал высокого электрического сопротивления и предназначаемые для работы при температуре не выше 500 °С.
1. СОРТАМЕНТ
1. СОРТАМЕНТ
1.1. Толщина холоднокатаных лент и предельные отклонения по толщине должны соответствовать указанным в табл.1.
Таблица 1
мм | |||
Номинальная толщина ленты | Предельное отклонение по толщине ленты | Теоретическая масса | |
нормальной точности изготовления (Н) | повышенной точности изготовления (П) | ||
0,10 |
|
| 0,89 |
0,12 | 1,07 | ||
0,15 | 1,33 | ||
0,18 | 1,60 | ||
0,20 | 1,78 | ||
0,22 | -0,03 | -0,02 | 1,96 |
0,25 | 2,22 | ||
0,30 | 2,67 | ||
0,35 | 3,11 | ||
0,40 | -0,04 | -0,03 | 3,56 |
0,45 | 4,00 | ||
0,50 | 4,45 | ||
0,55 | -0,05 | -0,04 | 4,89 |
0,60 | 5,34 | ||
0,65 | 5,78 | ||
0,70 | 6,23 | ||
0,75 | -0,06 | -0,05 | 6,67 |
0,80 | 7,12 | ||
0,85 | 7,56 | ||
0,90 | -0,07 | -0,06 | 8,01 |
1,00 | 8,9 | ||
1,10 | -0,08 | -0,06 | 9,79 |
1,20 | 10,68 | ||
1,30 | 11,57 | ||
1,40 | -0,09 | -0,07 | 12,46 |
1,50 |
| 13,35 | |
1,60 |
|
| 14,24 |
1,70 | 15,13 | ||
1,80 |
|
| 16,02 |
2,00 | 17,80 | ||
Примечания:
1. Теоретическая масса 1 м![]() ленты вычислена по номинальной толщине.
ленты вычислена по номинальной толщине.
2. Плотность константана принята раиной 8,9 г/см![]() .
.
(Измененная редакция, Изм. N 1).
1.2. Ширина лент и предельные отклонения по ширине должны соответствовать указанным в табл.2.
Таблица 2
мм | ||||
Предельное отклонение по ширине ленты | ||||
Ширина ленты | нормальная точность | повышенная точность | нормальная точность | повышенная точность |
при толщине | ||||
от 0,10 до 1,00 | св. 1,00 до 2,00 | |||
10, 20, 30, 40, | ||||
50, 60, 70, 80, | -0,5 | -0,3 | -0,8 | -0,4 |
90, 100 | ||||
110, 125, 140, | ||||
150, 160, 170 | -0,5 | -0,4 | -0,8 | - |
180, 200, 220, | ||||
250, 280, 300 | -0,8 | - | -1,0 | - |
Примечание. Ленты толщиной от 0,10 до 0,18 мм включ. изготовляют шириной от 10 до 170 мм, ленты толщиной 0,20 мм и более изготовляют шириной от 10 до 300 мм.
(Измененная редакция, Изм. N 2).
1.3. Длина ленты должна быть:
не менее 20 м - для ленты толщиной от 0,10 до 0,60 мм;
не менее 15 м - для ленты толщиной от 0,65 до 1,00 мм;
не менее 12 м - для ленты толщиной от 1,10 до 1,50 мм;
не менее 10 м - для ленты толщиной от 1,60 до 2,00 мм.
1.4. (Исключен, Изм. N 2).
Условные обозначения проставляют по схеме:
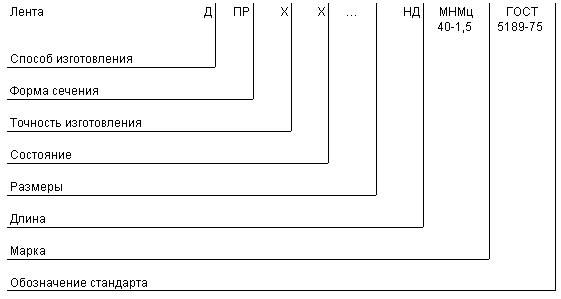
при следующих сокращениях:
способ изготовления: | холоднодеформированная (холоднокатаная) | - Д |
форма сечения: | прямоугольная | - ПР |
точность изготовления: | ||
нормальная точность по толщине | нормальная точность по ширине | - Н |
повышенная точность по ширине | - К | |
повышенная точность по толщине | нормальная точность по ширине | - И |
повышенная точность по ширине | - П | |
состояние: | мягкое | - М |
твердое | - Т | |
длина: | немерная | - НД. |
Примеры условных обозначений
Лента нормальной точности изготовления по толщине и повышенной точности по ширине, мягкая, толщиной 0,20 мм, шириной 100 мм:
Лента ДПРКМ 0,20х100 НД МНМц40-1,5 ГОСТ 5189-75
То же, повышенной точности изготовления по толщине и ширине, твердая, толщиной 1,50 мм, шириной 250 мм:
Лента ДПРПТ 1,50х250 НД МНМц40-1,5 ГОСТ 5189-75.
(Измененная редакция, Изм. N 2).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Ленты должны изготовляться в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке, из константана марки МНМц40-1,5 с химическим составом по ГОСТ 492-73.
(Измененная редакция, Изм. N 2).
2.2. Ленты изготовляют мягкими и твердыми.
2.3. Поверхность лент должна быть чистой и гладкой, без трещин, плен, расслоений, пузырей, царапин, вмятин, раковин и посторонних включений.
На поверхности лент допускаются малозначительные местные царапины, вмятины, плены, рябоватость и уколы, если при контрольной зачистке они не выводят ленты за предельные отклонения по толщине. Допускаются цвета побежалости и легкие потемнения поверхности лент.
По требованию потребителя цвета побежалости на лентах не допускаются. Допускается контролировать качество поверхности лент по образцам, согласованным между потребителем и изготовителем.
(Измененная редакция, Изм. N 4).
2.4. Кромки лент должны быть ровно обрезаны.
Кромки лент не должны иметь трещин, расслоений, значительных заусенцев, волнистости и вмятин.
2.5. Ленты должны иметь при температуре +20 °С удельное электрическое сопротивление (0,45-0,51)·10![]() Ом·м.
Ом·м.
2.6. Механические свойства лент должны соответствовать требованиям, указанным в табл.3.
Таблица 3
Состояние материала | Временное сопротивление |
Мягкий | 390-590 (40-60) |
Твердый | Не менее 640 (65) |
2.7. При испытании на изгиб мягкие ленты должны выдерживать изгиб на 180° до соприкосновения сторон в любом направлении по отношению к прокатке, а твердые ленты - на 90° вдоль прокатки.
2.2-2.7. (Измененная редакция, Изм. N 2).
3. ПРАВИЛА ПРИЕМКИ
3.1. Ленты принимают партиями. Партия должна состоять из лент одного размера, одного состояния материала, одной точности изготовления и должна быть оформлена одним документом о качестве, содержащим:
товарный знак или наименование и товарный знак предприятия-изготовителя;
условное обозначение лент;
массу нетто партии;
номер партии;
результаты испытаний.
Масса партии должна быть не более 500 кг.
(Измененная редакция, Изм. N 2).
3.2. Для контроля внешнего вида и размеров лент от партии отбирают рулоны "вслепую" (методом наибольшей объективности) по ГОСТ 18321-73. Планы контроля соответствуют ГОСТ 18242-72.
(Измененная редакция, Изм. N 4).
3.2а. Количество отбираемых для контроля толщины рулонов лент определяют по табл.4.
Таблица 4
шт. | |
Количество рулонов в партии | Количество контролируемых рулонов |
2-8 | 2 |
9-15 | 3 |
16-25 | 5 |
26-50 | 8 |
51-90 | 13 |
91-150 | 20 |
151-280 | 32 |
281-500 | 50 |
501-1200 | 80 |
Количество контролируемых точек в каждом отобранном рулоне определяют в зависимости от длины ленты в рулоне по табл.5.
Таблица 5
Длина ленты | Количество контролируемых точек в рулоне, шт. | Браковочное число |
1 до 7 включ. | 3 | 1 |
" 12 " | 5 | 1 |
12 " 75 " | 8 | 2 |
75 " 140 " | 13 | 2 |
" 140 " 250 " | 20 | 3 |
" 250 " 600 " | 32 | 4 |
Отобранный рулон ленты считается годным, если число результатов измерения, не соответствующих требованиям табл.1, менее браковочного числа, приведенного в табл.5.
При получении неудовлетворительных результатов измерения хотя бы на одном из контролируемых рулонов партию бракуют.
Допускается изготовителю контроль толщины проводить в процессе производства.
3.2б. Для контроля ширины и внешнего вида лент от партии отбирают рулоны в соответствии с табл.6.
Таблица 6
Количество рулонов в партии, шт. | Количество контролируемых рулонов, шт. | Браковочное число |
2-8 | 2 | 1 |
9-15 | 3 | 1 |
16-25 | 5 | 1 |
26-50 | 8 | 2 |
51-90 | 13 | 3 |
91-150 | 20 | 3 |
151-280 | 32 | 4 |
281-500 | 50 | 6 |
501-1200 | 80 | 8 |
Партия считается годной, если число рулонов, не соответствующих требованиям табл.2, пп.2.3, 2.4, менее браковочного числа, приведенного в табл.6.
3.2в. Допускается изготовителю при получении неудовлетворительных результатов контроля толщины, ширины и внешнего вида лент контролировать каждый рулон партии.
3.2а-3.2в. (Введены дополнительно, Изм. N 4).
3.3. Для испытания на растяжение, определения удельного электрического сопротивления, химического состава, испытания на изгиб от партии отбирают по два рулона.
Ленты толщиной 0,30 мм и менее испытанию на растяжение не подвергаются.
(Измененная редакция, Изм. N 2).
3.4. При получении неудовлетворительных результатов испытания хотя бы по одному из показателей (кроме толщины, ширины и внешнего вида) по нему проводят повторное испытание на удвоенной выборке, взятой от той же партии.
Результаты повторного испытания распространяются на всю партию.
(Измененная редакция, Изм. N 2, 4).
4. МЕТОДЫ ИСПЫТАНИЙ
4.1a. Для испытаний на растяжение и изгиб, определения удельного электрического сопротивления и химического состава от каждого отобранного рулона вырезают по одному образцу.
(Введен дополнительно, Изм. N 2).
4.1. Отбор проб для испытания на растяжение проводят по ГОСТ 24047-80.
Испытание на растяжение лент толщиной менее 0,5 мм проводят на образцах типа I или II с ![]() =12,5 мм и
=12,5 мм и ![]() по ГОСТ 11701-84. Испытание на растяжение лент толщиной 0,5 мм и более проводят по ГОСТ 11701-84 на образцах типа I или II с
по ГОСТ 11701-84. Испытание на растяжение лент толщиной 0,5 мм и более проводят по ГОСТ 11701-84 на образцах типа I или II с ![]() =20 мм и
=20 мм и ![]() .
.
(Измененная редакция, Изм. N 2, 3).
4.2. Испытание на изгиб проводят по ГОСТ 14019-80.
Испытание на изгиб твердых лент толщиной 1 мм и более проводится вокруг оправки радиусом, равным толщине ленты.
4.3. Определение удельного электрического сопротивления проводят по ГОСТ 7229-76 методом двойного моста с точностью до 1% от определяемой величины. Для этого испытания вырезают специальные образцы шириной не более 100 мм и длиной не менее 500 мм.
4.2-4.3. (Измененная редакция, Изм. N 2).
4.4. Контроль внешнего вида и размеров лент проводят с заданной вероятностью 96% (приемочный уровень дефектности AQL - 4%).
(Измененная редакция, Изм. N 4).
4.4а. Внешний вид лент проверяют осмотром без применения увеличительных приборов.
(Введен дополнительно, Изм. N 4).
4.5. Толщину ленты измеряют микрометром по ГОСТ 6507-90 или рычажным микрометром по ГОСТ 4381-87.
Измерение толщины ленты проводят на расстоянии не менее 100 мм от конца и не менее 10 мм от кромки. Для лент шириной 20 мм и менее измерение проводят посередине.
Толщину ленты измеряют на каждом отобранном рулоне в точках, расположенных равномерно-случайно по длине рулона.
Длину ленты (![]() ), мм, вычисляют по формуле
), мм, вычисляют по формуле
![]() ,
,
где ![]() и
и ![]() - соответственно наружный и внутренний диаметры рулона, измеряемые линейкой по ГОСТ 427-75, мм;
- соответственно наружный и внутренний диаметры рулона, измеряемые линейкой по ГОСТ 427-75, мм;![]() - толщина ленты, мм.
- толщина ленты, мм.
Результаты измерения толщины ленты, не соответствующие требованиям, приведенным в табл.1, не должны отличаться от допускаемых более чем на половину предельного отклонения.
Допускается на предприятии-изготовителе контролировать толщину ленты в процессе производства другими средствами измерения, обеспечивающими необходимую точность.
Ширину ленты измеряют штангенциркулем по ГОСТ 166-89.
Допускается контролировать ширину другими средствами измерения, обеспечивающими необходимую точность.
Измерение проводят в одном месте на расстоянии не менее 100 мм от конца ленты.
(Измененная редакция, Изм. N 4).
4.6. Отбор и подготовку проб для определения химического состава проводят по ГОСТ 24231-80.
Химический состав сплава определяют по ГОСТ 6689.1-92 - ГОСТ 6689.22-92.
На предприятии-изготовителе допускается производить отбор проб от жидкого металла каждой плавки.
(Измененная редакция, Изм. N 1, 2).
4.7. Волнистость кромки ленты проверяют сгибанием ее вокруг оправки диаметром 100-120 мм. Если волнистость не исчезает, рулон ленты бракуют.
(Введен дополнительно, Изм. N 4).
5. УПАКОВКА, МАРКИРОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Ленты должны быть свернуты в рулоны. Ленты толщиной менее 0,20 мм должны быть намотаны на деревянные пробки или металлические втулки диаметром 34-36, 50-52 или 68-70 мм. Длина втулки должна быть равна номинальной ширине ленты. Допускаемые отклонения по длине втулки ±1 мм.
Каждый рулон должен быть обвязан металлической лентой размерами не менее 0,2х10 мм по ГОСТ 3560-73 или проволокой диаметром не менее 0,5 мм по ГОСТ 3282-74 в 2-3 витка.
(Измененная редакция, Изм. N 4).
5.2. На наружном конце каждого рулона должен быть наклеен или прикреплен ярлык с указанием:
товарного знака или наименования и товарного знака предприятия-изготовителя;
условного обозначения лент;
номера партии;
штампа технического контроля.
5.3. Ленты должны быть завернуты в бумагу по ГОСТ 8828-89 и упакованы в плотные деревянные ящики типа I, II или III по ГОСТ 2991-85 с прокладкой древесной стружкой или другим материалом, предохраняющим ленты от повреждений.
Масса грузового места не должна превышать 80 кг.
Допускается транспортировать ленты в универсальных контейнерах по ГОСТ 20435-75 или в специализированных контейнерах по нормативно-технической документации без упаковки в ящики.
5.4. В каждый ящик или контейнер должен быть вложен упаковочный лист с указанием сведений, приведенных в п.5.2, а также массы нетто партии.
5.5. Упаковка продукции, отправляемой в районы Крайнего Севера и труднодоступные районы, - по ГОСТ 15846-79, группа "Металлы и металлические изделия".
5.6. Укрупнение грузовых мест в транспортные пакеты проводится по ГОСТ 24597-81. Формирование пакетов осуществляют на поддонах по ГОСТ 9557-87 или без поддонов с применением деревянных брусков размерами не менее 50х50 мм.
Масса пакетов не должна превышать 1250 кг.
Транспортные пакеты должны быть обвязаны в продольном и поперечном направлениях проволокой диаметром не менее 2 мм по ГОСТ 3282-74 со скруткой не менее пяти витков или лентой размерами не менее 0,3х30 мм по ГОСТ 3560-73 со скреплением концов в замок.
(Измененная редакция, Изм. N 4).
5.7. Транспортная маркировка - по ГОСТ 14192-96 с нанесением манипуляционного знака "Беречь от влаги".
5.8. Ленты перевозят транспортом всех видов в крытых транспортных средствах в соответствии с правилами перевозки грузов, действующими на транспорте данного вида.
5.9. Ленты должны храниться в крытых помещениях, в условиях, исключающих механические повреждения, попадание на них влаги и активных химических веществ. При соблюдении указанных условий хранения потребительские свойства лент при хранении не изменяются.
(Измененная редакция, Изм. N 2, 4).
ПРИЛОЖЕНИЕ. (Исключено, Изм. N 2).