ГОСТ 31.1066.04-97
Группа Г27
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Приспособления к металлорежущим станкам
ОПРАВКИ КУЛАЧКОВЫЕ
Общие технические условия
Attachments for metal-cutting tools. Cam arbors.
General specifications
МКС 25.060.20
ОКП 39 6100
Дата введения 1999-01-01
Предисловие
1 РАЗРАБОТАН Техническим комитетом по стандартизации N 224 "Технологическая оснастка"
ВНЕСЕН Госстандартом России
2 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол N 12 от 21 ноября 1997 г.)
За принятие проголосовали:
| Наименование государства | Наименование национального органа |
| Азербайджанская Республика | Азгосстандарт |
| Республика Армения | Армгосстандарт |
| Республика Беларусь | Госстандарт Беларуси |
| Республика Казахстан | Госстандарт Республики Казахстан |
| Киргизская Республика | Киргизстандарт |
| Российская Федерация | Госстандарт России |
| Республика Таджикистан | Таджикгосстандарт |
| Туркменистан | Главная государственная инспекция Туркменистана |
| Республика Узбекистан | Узгосстандарт |
| Украина | Госстандарт Украины |
3. Постановлением Государственного комитета Российской Федерации по стандартизации, метрологии и сертификации от 14 мая 1998 г. N 205 межгосударственный стандарт ГОСТ 31.1066.04-97 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 января 1999 г.
4. ВЗАМЕН ГОСТ 17528-72, ГОСТ 17529-72, ГОСТ 17530-72, ГОСТ 17531-72
5. ПЕРЕИЗДАНИЕ
1 Область применения
1 Область применения
Настоящий стандарт распространяется на кулачковые шпиндельные оправки и кулачковые фланцевые оправки (далее - оправки), предназначенные для установки и закрепления толстостенных заготовок при механической обработке на металлорежущих станках.
Требования настоящего стандарта являются обязательными, кроме раздела 4.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 2.601-95 Единая система конструкторской документации. Эксплуатационные документы
ГОСТ 9.014-78 Единая система защиты от коррозии и старения. Временная противокоррозионная защита изделий. Общие требования
ГОСТ 9.302-88 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Методы контроля
ГОСТ 9.306-85 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Обозначения
ГОСТ 12.2.029-88 Система стандартов безопасности труда. Приспособления станочные. Требования безопасности
ГОСТ 1478-93 (ИСО 7435-83) Винты установочные с цилиндрическим концом и прямым шлицем классов точности А и В. Технические условия
ГОСТ 1759.0-87 Болты, винты, шпильки и гайки. Технические условия
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 2848-75 Конусы инструментов. Допуски. Методы и средства контроля
ГОСТ 4543-71 Прокат из легированной конструкционной стали. Технические условия
ГОСТ 5950-2000 Прутки, полосы и мотки из инструментальной легированной стали. Общие технические условия
ГОСТ 8820-69 Канавки для выхода шлифовального круга. Форма и размеры
ГОСТ 9012-59 (ИСО 410-82, ИСО 6506-81) Металлы. Метод измерения твердости по Бринеллю
ГОСТ 9378-93 (ИСО 2632-1-85, ИСО 2632-2-85) Образцы шероховатости поверхности (сравнения). Общие технические условия
ГОСТ 9389-75 Проволока стальная углеродистая пружинная. Технические условия
ГОСТ 10549-80 Выход резьбы. Сбеги, недорезы, проточки и фаски
ГОСТ 13941-86 Кольца пружинные упорные плоские внутренние концентрические и канавки для них. Конструкция и размеры
ГОСТ 13942-86 Кольца пружинные упорные плоские наружные эксцентрические и канавки для них. Конструкция и размеры
ГОСТ 14192-96 Маркировка грузов
ГОСТ 14959-79 Прокат из рессорно-пружинной углеродистой и легированной стали. Технические условия
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 16093-2004 (ИСО 965-1:1998, ИСО 965-3:1998) Основные нормы взаимозаменяемости. Резьба метрическая. Допуски. Посадки с зазором
ГОСТ 16118-70 Пружины винтовые цилиндрические сжатия и растяжения из стали круглого сечения. Технические условия
ГОСТ 22038-76 Шпильки с ввинчиваемым концом длиной 2d. Класс точности В. Конструкция и размеры
ГОСТ 22267-76 Станки металлорежущие. Схемы и способы измерений геометрических параметров
ГОСТ 24705-2004 (ИСО 724:1993) Основные нормы взаимозаменяемости. Резьба метрическая. Основные размеры
ГОСТ 25557-82 Конусы инструментальные. Основные размеры
3 Технические требования
3.1 Оправки должны изготавливаться по чертежам приложения А четырех типов:
1 - кулачковые шпиндельные;
2 - кулачковые шпиндельные с пневматическим зажимом;
3 - кулачковые фланцевые;
4 - кулачковые фланцевые с пневматическим зажимом.
3.2 Размер ![]() (номинальный диаметр отверстия обрабатываемой детали) должен быть выполнен после сборки по наименьшему значению с полем допуска h8 и параметром шероховатости поверхности
(номинальный диаметр отверстия обрабатываемой детали) должен быть выполнен после сборки по наименьшему значению с полем допуска h8 и параметром шероховатости поверхности ![]() 0,80 мкм по ГОСТ 2789.
0,80 мкм по ГОСТ 2789.
3.3 Допуск радиального биения поверхности ![]() (типы 1 и 2) относительно оси конуса Морзе и поверхности
(типы 1 и 2) относительно оси конуса Морзе и поверхности ![]() (типы 3 и 4) относительно оси поверхности
(типы 3 и 4) относительно оси поверхности ![]() - 0,02 мм.
- 0,02 мм.
3.4 Допуск торцового биения поверхности ![]() (типы 1 и 2) относительно оси конуса Морзе и поверхности
(типы 1 и 2) относительно оси конуса Морзе и поверхности ![]() (типы 3 и 4) относительно оси поверхности
(типы 3 и 4) относительно оси поверхности ![]() - 0,02 мм.
- 0,02 мм.
3.5 Допуск торцового биения поверхности ![]() (типы 3 и 4) относительно оси поверхности
(типы 3 и 4) относительно оси поверхности ![]() - 0,02 мм.
- 0,02 мм.
3.6 Детали оправок должны изготовляться из следующих материалов: корпус - из стали марки 20Х, гайки и тяги - из стали 40Х по ГОСТ 4543, кулачки и втулки - из стали 9ХС по ГОСТ 5950, пружины и пружинные кольца - из стали 65Г по ГОСТ 14959.
Допускается изготовление оправок из стали других марок с механическими свойствами не ниже, чем у перечисленных марок.
3.7 Твердость:
- корпусов для оправок типов 1 и 2: рабочей части - 49,5…57,0 НRC![]() , хвостовой части - 37,0…41,5 HRC
, хвостовой части - 37,0…41,5 HRC![]() ;
;
- корпусов для оправок типов 3 и 4 - 49,5…57,0 НRC![]() ;
;
- втулок для оправок типов 1-3 - 56,0…61,0 НRC![]() ;
;
- втулок для оправок типа 4 - 49,5…57,0 HRC![]() ;
;
- кулачков - 43,5…49,5 НRC![]() . Допускается для шлифовальных работ применение кулачков твердостью 59,0…63,0 НRC
. Допускается для шлифовальных работ применение кулачков твердостью 59,0…63,0 НRC![]() ;
;
- гайки и тяги - 35,0…39,5 НRC![]() .
.
В деталях, подвергающихся цементации, глубина цементированного слоя должна быть не менее 0,8 мм.
Резьбу от цементации предохранит
ь.
3.8 Неуказанные предельные отклонения размеров: H14, h14, ![]()
3.9 Покрытие - Хим. Окс. прм по ГОСТ 9.306, кроме поверхности конуса Морзе и шлифованных поверхностей.
По соглашению сторон допускается применение защитных покрытий других видов.
3.10 Резьба метрическая - по ГОСТ 24705. Поля допусков -H6, ![]() 6 по ГОСТ 16093.
6 по ГОСТ 16093.
3.11 Размеры сбегов, недорезов, проточек и фасок для резьбы - по ГОСТ 10549.
3.12 Канавки под пружинные кольца - по ГОСТ 13941.
3.13 Форма и размеры канавок для выхода шлифовального круга - по ГОСТ 8820.
3.14 Конусы Морзе - по ГОСТ 25557*. Допуски конусов Морзе - по степени точности AT7 по ГОСТ 2848.
_______________
* На территории Российской Федерации действует ГОСТ 25557-2006. - Примечание изготовителя базы данных.
3.15 На поверхности оправок не должно быть трещин, царапин, забоин, вмятин, окалины и коррозии.
3.16 Требования техники безопасности при эксплуатации оправок - по ГОСТ 12.2.029.
3.17 На оправках должна быть нанесена маркировка, содержащая следующие данные:
- товарный знак предприятия-изготовителя;
- условное обозначение;
- размер ![]() .
.
3.18 Требования к транспортной маркировке - по ГОСТ 14192.
3.19 Эксплуатационная документация, отправляемая с оправками, - по ГОСТ 2.601*.
_______________
* На территории Российской Федерации действует ГОСТ 2.601-2006. - Примечание изготовителя базы данных.
Консервация оправок - по II группе изделий ГОСТ 9.014.
3.20 Оправки, подлежащие транспортированию, должны быть упакованы в ящики, обеспечивающие их сохранность при транспортировании.
4 Правила приемки
4.1 Для проверки соответствия оправок требованиям настоящего стандарта предприятие-изготовитель должно проводить приемосдаточные и периодические испытания.
4.2 При приемосдаточных испытаниях проверяют оправки на соответствие требованиям 3.2-3.15.
При единичном производстве проверяют каждую оправку, при серийном - десятую от партии, превышающей 10 шт.
Партией считают количество изделий, совместно прошедших производственный цикл и одновременно предъявляемых к приемке по одному документу. Результаты испытаний являются окончательными и распространяются на всю партию.
4.3 Периодические испытания проводят один раз в полгода. Периодическим испытаниям подвергают пять изделий от партии на соответствие пунктам, указанным для приемосдаточных испытаний.
5 Методы контроля
5.1 Линейные и угловые размеры проверяют средствами измерений, обеспечивающими требуемую точность.
5.2 Внешний вид оправок, наличие канавок для выхода шлифовального круга, а также требования 3.15 проверяют визуально.
5.3 Методы контроля радиального биения - по ГОСТ 22267, раздел 18, а торцового биения - по ГОСТ 22267, разделы 15 и 16.
5.4 Шероховатость поверхностей оправок проверяют сравнением с образцами шероховатости по ГОСТ 9378 или измерением параметров шероховатости профилометром.
5.5 Контроль твердости - по ГОСТ 9012.
5.6 Методы контроля качества покрытий - по ГОСТ 9.302.
6 Транспортирование и хранение
6.1 Транспортирование оправок осуществляют всеми видами крытых транспортных средств в соответствии с правилами перевозок грузов, действующими на конкретном виде транспорта.
6.2 Готовые оправки следует хранить в упакованном виде в сухом закрытом помещении. Условия хранения - по ГОСТ 15150.
7 Гарантии изготовителя
7.1 Изготовитель гарантирует соответствие оправок требованиям настоящего стандарта при соблюдении условий транспортирования, хранения, монтажа и эксплуатации.
7.2 Гарантийный срок эксплуатации - не менее 12 мес со дня ввода оправок в эксплуатацию.
ПРИЛОЖЕНИЕ А (обязательное). Конструкция и размеры
ПРИЛОЖЕНИЕ А
(обязательное)
А.1 Оправки типа I
А.1.1 Конструкция и размеры оправок должны соответствовать указанным на рисунке А.1 и в таблице А.1.
Рисунок А.1. Конструкция и размеры оправок
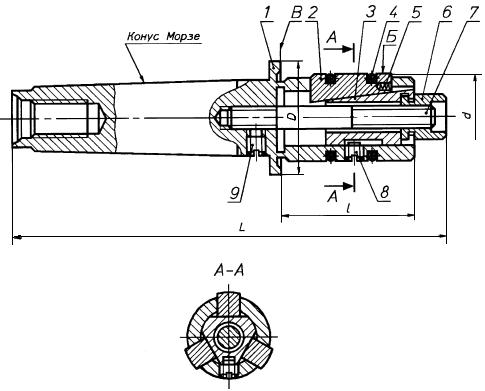
Рисунок А.1
Таблица А.1
| Обозначение оправок | Конус Морзе |
|
|
|
| Масса кг, не более | Поз.1 Корпус | Поз.2 Кулачок | |
| | | мм | | Обозначение | |||||
| 7112-0851 | 4 | От 36 до 40 | 200 | 60 | 50 | 1,05 | 7112-0851/001 | 7112-0851/002 | |
| 7112-0852 | | Св. 40 до 45 | 205 | | 56 | 1,27 | 7112-0852/001 | 7112-0852/002 | |
| 7112-0853 | 5 | Св. 36 до 40 | 230 | | 50 | 2,27 | 7112-0853/001 | 7112-0851/002 | |
| 7112-0854 | | Св. 40 до 45 | 235 | | 56 | 2,45 | 7112-0854/001 | 7112-0852/002 | |
| 7112-0855 | | Св. 45 до 50 | 245 | 67 | 60 | 2,52 | 7112-0855/001 | 7112-0855/002 | |
| 7112-0856 | | Св. 50 до 56 | 260 | 75 | 67 | 2,73 | 7112-0856/001 | 7112-0856/002 | |
| 7112-0857 | | Св. 56 до 63 | 270 | 80 | 75 | 3,34 | 7112-0857/001 | 7112-0857/002 | |
| 7112-0858 | 6 | | 320 | | | 6,09 | 7112-0858/001 | | |
| 7112-0859 | | Св. 63 до 71 | 338 | 90 | 80 | 6,75 | 7112-0859/001 | 7112-0859/002 | |
| 7112-0860 | | Св. 71 до 80 | 350 | 105 | 90 | 7,21 | 7112-0860/001 | 7112-0860/002 | |
| 7112-0861 | | Св. 80 до 90 | 372 | 120 | 100 | 8,48 | 7112-0861/001 | 7112-0861/002 | |
Продолжение таблицы А.1
| Обозначение оправок | Поз.3 | Поз.4 | Поз.5 | Поз.6 |
| | Обозначение | |||
| 7112-0851 | 7112-0851/003 | 7112-0851/004 | 7112-0851/005 | 7112-0851/006 |
| 7112-0852 | 7112-0852/003 | 7112-0852/004 | | 7112-0852/006 |
| 7112-0853 | 7112-0851/003 | 7112-0851/004 | | 7112-0851/006 |
| 7112-0854 | 7112-0852/003 | 7112-0852/004 | | 7112-0852/006 |
| 7112-0855 | 7112-0855/003 | 7112-0855/004 | 7112-0855/005 | 7112-0855/006 |
| 7112-0856 | 7112-0856/003 | 7112-0856/004 | | 7112-0856/006 |
| 7112-0857 | 7112-0857/003 | 7112-0857/004 | | |
| 7112-0858 | | | | |
| 7112-0859 | 7112-0859/003 | 7112-0859/004 | | 7112-0859/006 |
| 7112-0860 | 7112-0860/003 | 7112-0860/004 | 7112-0860/005 | |
| 7112-0861 | 7112-0861/003 | 7112-0861/004 | | 7112-0861/006 |
Окончание таблицы А.1
| Обозначение оправок | Поз.7 | Поз.8 | Поз.9 |
| Обозначение | |||
| 7112-0851 | М10-6g | B.M4-6g | B.M6-6g |
| 7112-0852 | М10-6g | | B.M6-6g |
| 7112-0853 | | | |
| 7112-0854 | М10-6g | | |
| 7112-0855 | М12-6g | | |
| 7112-0856 | М12-6g | B.M6-6g | |
| 7112-0857 | М12-6g | | |
| 7112-0858 | | | |
| 7112-0859 | М16-6g | | |
| 7112-0860 | М16-6g | B.M8-6g | B.M8-6g |
| 7112-0861 | М20-6g | | |
Пример условного обозначения оправок с конусом Морзе 4, размерами ![]() от 36 до 40 мм:
от 36 до 40 мм:
Оправка 7112-0851 ГОСТ 31.1066.04-97
А.1.2 Конструкция и размеры деталей оправок
Поз.1. Корпус
А.1.2.1 Конструкция и размеры корпусов должны соответствовать указанным на рисунке А.2 и в таблице А.2.
Рисунок А.2. Конструкция и размеры корпусов
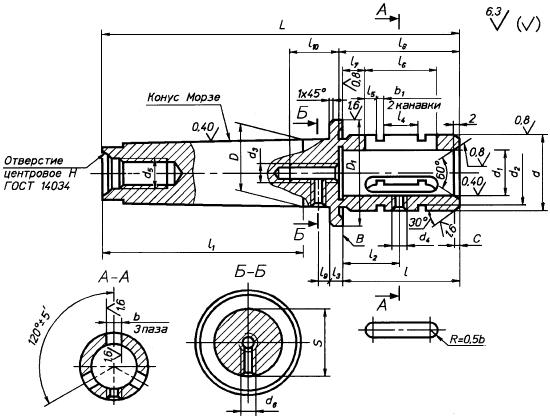
Рисунок А.2
Таблица А.2
Размеры в миллиметрах
| Обозначение корпусов | Конус Морзе |
|
|
|
|
H7 |
|
|
|
|
|
|
| 7112-0851/001 | 4 | 36 | 182 | 31,267 | 50 | 25 | 30 | М10 | М4 | М16 | М6 | 10 |
| 7112-0852/001 | | 40 | | | 56 | | 33 | | | | | |
| 7112-0853/001 | 5 | 36 | 210 | 44,399 | 50 | | 30 | | | М20 | | |
| 7112-0854/001 | | 40 | | | 56 | | 33 | | | | | |
| 7112-0855/001 | | 45 | 220 | | 60 | 30 | 38 | М12 | | | | |
| 7112-0856/001 | | 50 | 230 | | 67 | 32 | 41 | | М6 | | | 12 |
| 7112-0857/001 | | 56 | 240 | | 75 | 38 | 47 | | | | | 14 |
| 7112-0858/001 | 6 | | 290 | 63,348 | | | | | | М24 | | |
| 7112-0859/001 | | 63 | 300 | | 80 | 44 | 54 | М16 | | | | |
| 7112-0860/001 | | 71 | 312 | | 90 | 47 | 60 | | М8 | | М8 | 16 |
| 7112-0861/001 | | 80 | 332 | | 100 | 56 | 69 | М20 | | | | |
Окончание таблицы А.2
Размеры в миллиметрах
| Обозначение корпусов |
|
|
|
|
|
|
|
H9 |
|
|
|
|
|
| Масса, кг, не более |
| 7112-0851/001 | 3,0 | 60 | 102,5 | 34 | 6 | 18 | 6 | 36 | 16 | 58 | 5 | 24 | 2 | 30 | 0,81 |
| 7112-0852/001 | 3,5 | | | 30 | 10 | 21 | | 40 | 10 | 64 | | | | | 0,96 |
| 7112-0853/001 | 3,0 | | 129,5 | 34 | 6 | 18 | | 36 | 16 | 58 | | | | 43 | 2,02 |
| 7112-0854/001 | 3,5 | | | 30 | | 21 | | 40 | 10 | 67 | 6 | | | | 2,14 |
| 7112-0855/001 | | 67 | | 37 | 8 | | | | 17 | | 5 | 29 | | | 2,09 |
| 7112-0856/001 | 4,5 | 75 | | 43 | 10 | 20 | 8 | 45 | 20 | 75 | | | 3 | | 2,18 |
| 7112-0857/001 | | 80 | | | | 21 | 10 | 50 | 18 | 85 | 10 | | | | 2,55 |
| 7112-0858/001 | | | 182,0 | | | | | | | | 6 | | | 62 | 5,30 |
| 7112-0859/001 | | 90 | | 45 | | 31 | | 60 | 15 | 102 | 10 | 38 | | | 5,56 |