ГОСТ 30766-2001
Группа Д81
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
БАНКИ МЕТАЛЛИЧЕСКИЕ ДЛЯ ХИМИЧЕСКОЙ ПРОДУКЦИИ
Общие технические условия
Tins for chemical products. General specifications
МКС 55.140
ОКП 14 1700
Дата введения 2003-07-01
Предисловие
1 РАЗРАБОТАН Техническим комитетом по стандартизации ТК 385 "Материалы лакокрасочные на природных связующих. Растворители. Сиккативы. Вспомогательные материалы. Упаковка, маркировка и транспортирование лакокрасочных материалов"
ВНЕСЕН Госстандартом России
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол N 20 от 1 ноября 2001 г.)
За принятие проголосовали:
| Наименование государства | Наименование национального органа по стандартизации |
| Азербайджанская Республика | Азгосстандарт |
| Республика Армения | Армгосстандарт |
| Республика Беларусь | Госстандарт Республики Беларусь |
| Республика Казахстан | Госстандарт Республики Казахстан |
| Кыргызская Республика | Кыргызстандарт |
| Республика Молдова | Молдовастандарт |
| Российская Федерация | Госстандарт России |
| Республика Таджикистан | Таджикстандарт |
| Туркменистан | Главгосслужба "Туркменстандартлары" |
| Республика Узбекистан | Узгосстандарт |
| Украина | Госстандарт Украины |
3 Постановлением Государственного комитета Российской Федерации по стандартизации и метрологии от 22 октября 2002 г. N 386-ст межгосударственный стандарт ГОСТ 30766-2001 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 июля 2003 г.
4 ВВЕДЕН ВПЕРВЫЕ
1 Область применения
1 Область применения
Настоящий стандарт распространяется на металлические банки, предназначенные для упаковывания, транспортирования и хранения химических продуктов и продуктов нефтехимической промышленности, и устанавливает основные технические требования, правила приемки, методы контроля, правила маркировки, упаковки, транспортирования и хранения банок.
Стандарт должен применяться при разработке нормативных документов на банки для конкретных видов продукции.
Стандарт не распространяется на изделия хозяйственного и бытового назначения.
Обязательные требования к качеству банок установлены в 5.2.1.2, 5.2.1.3, 5.2.2.3-5.2.2.6, 5.2.2.7.2, 5.5.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 9.032-74 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Группы, технические требования и обозначения
ГОСТ 9.104-79 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Группы условий эксплуатации
ГОСТ 9.402-80 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Подготовка металлических поверхностей перед окрашиванием
ГОСТ 12.3.009-76 Система стандартов безопасности труда. Работы погрузочно-разгрузочные. Общие требования безопасности
ГОСТ 12.3.020-80 Система стандартов безопасности труда. Процессы перемещения грузов на предприятиях. Общие требования безопасности
ГОСТ 40.9001-88* Система качества. Модель для обеспечения качества при проектировании и/или разработке, производстве, монтаже и обслуживании
__________________
* На территории Российской Федерации действует ГОСТ Р ИСО 9001-2001.
ГОСТ 40.9002-88* Система качества. Модель для обеспечения качества при производстве и монтаже
__________________
* На территории Российской Федерации действует ГОСТ ИСО 9002-96.
ГОСТ 40.9003-88* Система качества. Модель для обеспечения качества при окончательном контроле и испытаниях
__________________
* На территории Российской Федерации действует ГОСТ ИСО 9003-96.
ГОСТ 166-89 (ИСО 3599-76) Штангенциркули. Технические условия
ГОСТ 1050-88 Прокат сортовой, калиброванный, со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия
ГОСТ 3242-79 Соединения сварные. Методы контроля качества
ГОСТ 3282-74 Проволока стальная низкоуглеродистая общего назначения. Технические условия
ГОСТ 6467-79 Шнуры резиновые круглого и прямоугольного сечения. Технические условия
ГОСТ 6507-90 Микрометры. Технические условия
ГОСТ 9078-84 Поддоны плоские. Общие технические условия
ГОСТ 9557-87 Поддон плоский деревянный размером 800х1200 мм. Технические условия
ГОСТ 9980.3-86 Материалы лакокрасочные. Упаковка
ГОСТ 13078-81 Стекло натриевое жидкое. Технические условия
ГОСТ 13345-85 Жесть. Технические условия
ГОСТ 13841-95 Ящики из гофрированного картона для химической продукции. Технические условия
ГОСТ 14192-96 Маркировка грузов
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 15878-79 Контактная сварка. Соединения сварные. Конструктивные элементы и размеры
ГОСТ 15895-77* Статистические методы управления качеством продукции. Термины и определения
____________
* На территории Российской Федерации действуют ГОСТ Р 50779.10-2000 и ГОСТ Р 50779.11-2000.
ГОСТ 16504-81 Система государственных испытаний продукции. Испытания и контроль качества продукции. Основные термины и определения
ГОСТ 17305-91 Проволока из углеродистой конструкционной стали. Технические условия
ГОСТ 17527-86 Упаковка. Термины и определения
ГОСТ 18242-72* Статистический приемочный контроль по альтернативному признаку. Планы контроля
______________
* На территории Российской Федерации действует ГОСТ Р 50779.71-99.
ГОСТ 18321-73 Статистический контроль качества. Методы случайного отбора выборок штучной продукции
ГОСТ 18573-86 Ящики деревянные для продукции химической промышленности. Технические условия
ГОСТ 19433-88 Грузы опасные. Классификация и маркировка
ГОСТ 19903-74 Прокат листовой горячекатаный. Сортамент
ГОСТ 19904-90 Прокат листовой холоднокатаный. Сортамент
ГОСТ 21140-88 Тара. Система размеров
ГОСТ 21650-76 Средства скрепления тарно-штучных грузов в транспортных пакетах. Общие требования
ГОСТ 21931-76 Припои оловянно-свинцовые в изделиях. Технические условия
ГОСТ 24104-2001 Весы лабораторные. Общие технические требования
ГОСТ 24373-80 Производство металлических банок для консервов. Термины и определения
ГОСТ 24597-81 Пакеты тарно-штучных грузов. Основные параметры и размеры
ГОСТ 26319-84 Грузы опасные. Упаковка
ГОСТ 26663-85 Пакеты транспортные. Формирование с применением средств пакетирования. Общие технические требования
3 Определения
В настоящем стандарте применяют термины по ГОСТ 15895, ГОСТ 16504, ГОСТ 17527, ГОСТ 24373, а также следующие термины с соответствующими определениями:
3.1 банка металлическая: Банка, полностью изготовленная из металла (жести).
3.2 вид банок: Единица тары, определяющая банку по форме.
3.3 тип банок: Единица тары, определяющая банку по способу изготовления.
3.4 банка узкогорлая: Банка, диаметр горловины которой не превышает 70 мм.
3.5 банка широкогорлая: Банка, диаметр горловины которой более 70 мм.
3.6 банка со съемной крышкой: Банка, крышка которой является съемным верхним дном.
3.7 кольцо: Заготовка верхнего дна банки с горловиной под крышку.
3.8 устройство для переноса банок: Устройство, состоящее из металлического или полимерного захвата, крепящегося под буртиком верхнего дна или под съемной крышкой банки, и ручки, крепящейся к захвату, предназначенное для переноса банок с продукцией.
3.9 несоответствие: Невыполнение установленного требования.
3.10 несоответствующая единица тары: Единица тары, имеющая одно или более несоответствий.
3.11 уровень несоответствия в партии банок: Показатель качества партии банок, выраженный либо в виде процента несоответствующих единиц банок в партии, либо в виде числа несоответствий на сто единиц банок в партии.
3.12 процент несоответствующих единиц банок: Число несоответствующих единиц банок среди предъявленных, деленное на общее число предъявленных единиц банок и умноженное на 100.
3.13 число несоответствий на 100 единиц банок: Число несоответствий, содержащихся в предъявленных единицах банок, деленное на общее число предъявленных единиц банок и умноженное на 100 (в любой единице тары возможны одно или несколько несоответствий).
3.14 нормативный уровень несоответствий NQL: Граничное значение уровня несоответствий в партии, определяющее критерий ее качества. Партию, уровень несоответствия в которой не превышает NQL, признают приемлемой для поставки и использования по назначению.
3.15 риск потребителя при контроле поставщика: Максимальная вероятность принятия по результатам контроля поставщика решения о соответствии для партии банок, не соответствующих требованиям к их качеству, при заданном поставщиком плане контроля.
3.16 риск поставщика при контроле потребителя: Максимальная вероятность принятия по результатам контроля потребителя решения о несоответствии для партии банок, соответствующей требованиям к их качеству, при заданном потребителем плане контроля.
3.17 нормативное значение риска потребителя ![]() : Граничное значение риска потребителя при контроле поставщика, установленное в договоре, нормативном или ином документе.
: Граничное значение риска потребителя при контроле поставщика, установленное в договоре, нормативном или ином документе.
3.18 допустимые план или схема статистического приемочного контроля поставщика: План или схема контроля, удовлетворяющая ограничению на риск потребителя при контроле поставщика.
3.19 допустимый план статистического приемочного контроля потребителя: План контроля, удовлетворяющий ограничению на риск поставщика при контроле потребителя.
3.20 степень доверия: Характеристика, определяющая весомость априорных, дополнительных и косвенных доказательств способности поставщика обеспечить выполнение требований к качеству партий банок.
3.21 правило переключения: Правило перехода от нормального контроля на ослабленный контроль или с ослабленного контроля на нормальный контроль.
4 Классификация, основные параметры и размеры
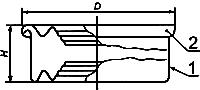
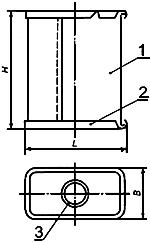
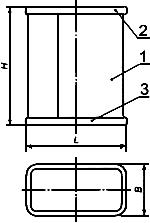
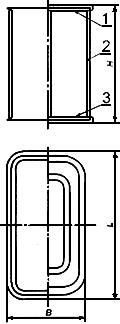
4.1 Виды, типы и конструктивные исполнения банок приведены в таблице 1 и на рисунках 1-11.
Таблица 1
| Вид банок | Тип банок | Исполнение горловины | Обозначение | Конструктивное исполнение |
| I - цилиндрические | Сборные | Узкогорлые | I-1-A | Рисунок 1 |
| Широкогорлые | I-1-Б | |||
| Со съемной крышкой | I-1-B | Рисунки 2, 3 | ||
| С закатным верхним дном | I-1-Г | Рисунок 4 | ||
| Цельные | С закатным верхним дном | I-2-Г | Рисунок 5 | |
| II - прямоугольные | Сборные | Узкогорлые | II-1-A | Рисунок 6 |
| Широкогорлые | II-1-Б | |||
| Со съемной крышкой | II-1-B | Рисунок 7 | ||
| С закатным верхним дном | II-1-Г | Рисунок 8 | ||
| Цельные | С закатным верхним дном | II-2-Г | Рисунок 9 | |
| III - конические | Сборные | Со съемной крышкой | III-1-B | Рисунок 10 |
| Цельные | С закатным верхним дном | III-2-Г | Рисунок 11 |
Рисунок 1 - Банка цилиндрическая сборная I-1-A; I-1-Б
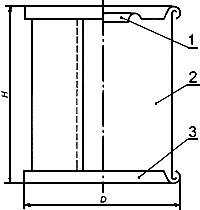
1 - крышка; 2 - корпус; 3 - дно
Рисунок 1 - Банка цилиндрическая сборная I-1-A; I-1-Б
Рисунок 2 - Банка цилиндрическая сборная I-1-B
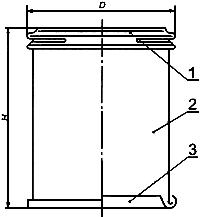
1 - съемная крышка; 2 - корпус; 3 - дно
Рисунок 2 - Банка цилиндрическая сборная I-1-B
Рисунок 3 - Банка цилиндрическая сборная I-1-B
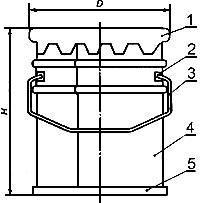
1 - съемная крышка; 2 - накладка для крепления ручки; 3 - ручка; 4 - корпус; 5 - дно
Рисунок 3 - Банка цилиндрическая сборная I-1-B
Рисунок 4 - Банка цилиндрическая сборная I-1-Г
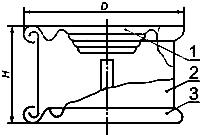
1 - закатное верхнее дно; 2 - корпус; 3 - дно
Рисунок 4 - Банка цилиндрическая сборная I-1-Г
Рисунок 5 - Банка цилиндрическая цельная I-2-Г.
1 - корпус; 2 - закатное верхнее дно
Рисунок 5 - Банка цилиндрическая цельная I-2-Г.
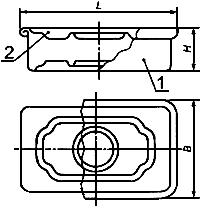
Рисунок 6 - Банка прямоугольная сборная II-1-A; II-1-Б
1 - корпус; 2 - дно; 3 - крышка
Рисунок 6 - Банка прямоугольная сборная II-1-A; II-1-Б
Рисунок 7 - Банка прямоугольная сборная II-1-B
1 - корпус; 2 - съемная крышка; 3 - дно
Рисунок 7 - Банка прямоугольная сборная II-1-B
Рисунок 8 - Банка прямоугольная сборная II-1-Г
1 - закатное верхнее дно; 2 - корпус; 3 - дно
Рисунок 8 - Банка прямоугольная сборная II-1-Г
Рисунок 9 - Банка прямоугольная цельная II-2-Г
1 - корпус; 2 - закатное верхнее дно
Рисунок 9 - Банка прямоугольная цельная II-2-Г
Рисунок 10 - Банка коническая сборная III-1-B
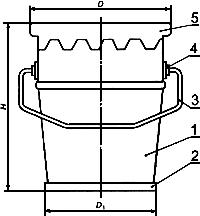
1 - корпус; 2 - дно; 3 - ручка; 4 - накладка для крепления ручки; 5 - крышка
Рисунок 10 - Банка коническая сборная III-1-B
Рисунок 11 - Банка коническая цельная III-2-Г
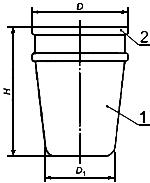
1 - корпус; 2 - закатное верхнее дно
Рисунок 11 - Банка коническая цельная III-2-Г
Допускается изготовление банок других видов, типов и конструктивных исполнений по нормативным документам на банки для конкретных видов продукции.
4.2 Основные размеры банок приведены в приложении А.
Размеры банок выбирают с учетом требований ГОСТ 21140.
При выборе размеров сборных банок отношение высоты к диаметру рекомендуется принимать 1,2-1,5.
4.3 Предельные отклонения по размерам банок устанавливают:
- по диаметру и высоте - от минус 1 до минус 3 мм;
- по длине и ширине - от минус 1 до минус 1,5 мм.
4.4 Массу банок устанавливают в нормативных документах на банки или в рабочих чертежах. Для наиболее применяемых банок масса банок (в зависимости от толщины металла и исполнения шва) приведена в приложении Б.
4.5 Условное обозначение банок при заказе должно содержать:
- обозначение банки;
- вместимость;
- обозначение настоящего стандарта или нормативного документа на банки для конкретной продукции.
Пример условного обозначения банки цилиндрической сборной узкогорлой, вместимостью 368 см![]() :
:
Банка I-1-A-368 ГОСТ 30766-2001
5 Общие технические требования
5.1 Банки должны соответствовать требованиям настоящего стандарта и изготовляться по нормативным документам и (или) рабочим чертежам на банки для конкретных видов продукции.
5.2 Характеристики
5.2.1 Требования к швам соединений деталей банок
5.2.1.1 Банки должны изготовляться с продольным сварным, фальцовым или паяным швом и поперечными закаточными швами.
Изготовление банок с паяным продольным швом устанавливают в нормативных документах на банки для конкретных видов продукции.
Сварной шов корпуса банок должен быть выполнен внахлестку контактной шовной сваркой с исполнением конструктивных элементов швов по ГОСТ 15878 или другими способами сварки, устанавливаемыми нормативными документами на банки или в рабочих чертежах. Банки наружным диаметром 225 мм и более изготовляют со сварным продольным швом.
Фальцовый шов должен быть двойным или одинарным и выполнен в замок внутрь банки.
Соединение корпуса с дном банки должно быть выполнено закаточным швом.
Исполнения швов соединений деталей банок (за исключением паяного) приведены в приложении В.
5.2.1.2 Продольные сварные, фальцовые, паяные и поперечные закаточные швы должны быть гладкими, прочными и должны обеспечивать герметичность банки.
У сварных швов не должно быть прожогов металла, наплывов и непроваренных участков.
5.2.1.3 В фальцовый и закаточные швы банок должен быть внесен герметизирующий материал, не вступающий в реакцию с упакованным продуктом.
Герметизирующие материалы указаны в приложении Г.
Допускается пропаивать швы припоем по ГОСТ 21931.
5.2.2 Требования к банкам и деталям банок
5.2.2.1 Корпуса банок изготовляют с гофрами (ребрами жесткости, зигами).
Корпуса банок вместимостью до 1000 см![]() изготовляют без гофр.
изготовляют без гофр.
Необходимость изготовления корпусов банок другой вместимости без гофр (кроме банок со съемной крышкой вместимостью 5000 см![]() и более) устанавливают в нормативных документах и в рабочих чертежах на тару.
и более) устанавливают в нормативных документах и в рабочих чертежах на тару.
Для обеспечения жесткости банок донья, съемная крышка и кольцо могут иметь рельефы.
Необходимость изготовления банок с рельефами устанавливают нормативными документами на банки.
Конфигурация, расположение и количество гофр и рельефов определяются изготовителем и указываются в рабочих чертежах, утвержденных в установленном порядке.
5.2.2.2 Края горловин должны быть отбортованы на одинаковую ширину внутрь банки и не должны иметь трещин и вмятин.
5.2.2.3 Крышки банок должны быть подвитыми и плотно вставляться в горловину.
Крышки банок, предназначенных для продукции, не применяемой в быту, могут быть запаяны припоем. По согласованию с потребителем допускается изготовление их без подвивания.
5.2.2.4 Для обеспечения герметичности банок со съемной крышкой в паз съемной крышки вносят уплотнительный состав, нейтральный к упаковываемой продукции, в соответствии с приложением Г.
5.2.2.5 Требования к герметичности
Банки и крышки должны выдерживать в зависимости от вида упаковываемой продукции внутреннее избыточное или вакуумметрическое давление воздуха 20 кПа (0,2 кг/см![]() ) в течение 10-15 с для продукции групп упаковок II и III по ГОСТ 26319, характеризующих степени опасности 2 и 3 по ГОСТ 19433, и неопасных грузов.
) в течение 10-15 с для продукции групп упаковок II и III по ГОСТ 26319, характеризующих степени опасности 2 и 3 по ГОСТ 19433, и неопасных грузов.
Для продукции, относящейся к группе упаковки I по ГОСТ 26319, характеризующей степень опасности 1 по ГОСТ 19433, банки должны выдерживать внутреннее избыточное или вакуумметрическое давление воздуха 30 кПа (0,3 кг/см![]() ) в течение 10-15 с.
) в течение 10-15 с.
5.2.2.6 Требования к прочности
Банки должны выдерживать нагрузку на сжатие в осевом направлении не менее 1960 Н (200 кгс).
5.2.2.7 Требования к ручкам
5.2.2.7.1 Банки типа I-1-В и III-1-B изготовляют с ручками.
Расположение ручек указывают в рабочих чертежах на банки для конкретных видов продукции.
Взамен ручек может применяться специальное устройство для переноса банок в соответствии с приложением Д.
5.2.2.7.2 Ручки банок и крепления ручек должны выдерживать статическую нагрузку в соответствии с таблицей 2.
Таблица 2
| Вместимость банок, см | Статическая нагрузка, Н (кгс), не менее |
| До 50 включ. | 98(10) |
| " 1000 " | 147(15) |
| 1000 " 2000 " | 196(20) |
| " 2000 " 3000 " | 145(25) |
| " 3000 " 5000 " | 243(35) |
| " 5000 " 7000 " | 412(42) |
| " 7000 " 10000 " | 490(50) |
5.2.2.7.3 Допускается устанавливать в нормативных документах на банки для конкретных видов продукции другие значения статических нагрузок для проверки прочности ручек и креплений ручек.
5.2.2.8 Дополнительные требования по прочностным характеристикам банок устанавливают в нормативных документах на банки для конкретных видов продукции.
5.2.2.9 Вид, тип, исполнение горловин банок указывают в нормативных документах на банки для конкретных видов продукции с учетом степени опасности груза.
5.2.3 Требования к поверхности банок
5.2.3.1 Поверхности банок должны быть без вмятин, выпуклостей, перегибов, пузырей полуды, трещин, царапин и следов коррозии.
Допускаются:
- отдельные незначительные вмятины глубиной не более 1 мм;
- для сборных банок - перегибы (граненость);
- для сборных паяных банок - следы от капельных забросов припоя площадью до 1 мм![]() .
.
5.2.3.2 Наружная поверхность банок из черной жести или стального проката должна иметь лакокрасочное покрытие.
Зачищенные сварные или паяные швы банок из белой, литографированной, лакированной хромированной жести должны быть покрыты лаком или другим антикоррозионным покрытием.
Класс покрытия по ГОСТ 9.032 и группу условий эксплуатации покрытия по ГОСТ 9.104 устанавливают в нормативных документах на банки для конкретных видов продукции.
Лакокрасочное покрытие на наружной поверхности банок и крышек должно быть равномерным, сплошным, без трещин, царапин и пузырей.
5.2.3.3 Наружную поверхность банок из черной жести или стального проката окрашивают после испытания банок на герметичность.
5.2.3.4 Подготовка поверхности банок из черной жести или стального проката перед нанесением лакокрасочного покрытия - в соответствии с ГОСТ 9.402.
5.2.3.5 Дополнительные требования к качеству наружной и внутренней поверхностей банок устанавливают в нормативных документах на банки для конкретных видов продукции.
5.2.3.6 Материалы, применяемые для нанесения защитных покрытий, указаны в 5.3.3.
5.3 Требования к материалам и сырью
5.3.1 Для изготовления банок (корпуса, доньев, кольца, крышки, ручки, накладок для крепления ручки), а также устройства для переноса банок применяют материалы в соответствии с таблицей 3.
Таблица 3
| Деталь банки | Вид материала | Марка материала |
| Корпус, донья, кольцо, крышка, накладки для крепления ручек | Жесть белая по ГОСТ 13345 | ГЖК, ЭЖК, ЭЖР |
| Жесть белая литографированная по нормативному документу | ГЖК, ЭЖК, ЭЖР | |
| Жесть черная литографированная по нормативному документу | ЧЖК, ЧЖР | |
| Жесть черная лакированная по нормативному документу | ЧЖ, ЧЖР | |
| Жесть хромированная литографированная по нормативному документу | ХЛЖК, ХЖК | |
| Жесть хромированная по нормативному документу | ХЛЖК, ХЖК | |
| Жесть черная по ГОСТ 13345 | ЧЖК, ЧЖР | |
| Прокат по ГОСТ 19903, ГОСТ 19904 | 08кп, 08пс, 10кп, 10пс, 10 по ГОСТ 1050 | |
| Ручка | Проволока стальная по ГОСТ 3282 | - |
| Устройство для переноса банок | Жесть по ГОСТ 13345 и другим нормативным документам. | Марки жести для банок |
| Примечания | ||
Допускается применение других материалов и марок материалов в соответствии с нормативными документами на банки для конкретных видов продукции.
Степени твердости жести для изготовления банок и крышек - A1, A2, В по ГОСТ 13345.
Назначение банок в зависимости от применяемых для их изготовления материалов приведено в приложении Е.
5.3.2 Толщина жести для изготовления банок и крышек в зависимости от вместимости банок приведена в таблице 4.
Таблица 4
| Вместимость банки, см | Толщина жести рекомендуемая, |
| До 500 включ. | 0,20 |
| Св. 500 " 1500 " | 0,20; 0,22 |
| 1500 " 3500 " | 0,22; 0,25 |
| 3500 " 5000 " | 0,28; 0,32 |
| 5000 " 10000 " | 0,28; 0,32; 0,36 |
Банки вместимостью от 1500 до 10000 см![]() и крышки могут быть изготовлены из листового проката толщиной 0,40-0,50 мм.
и крышки могут быть изготовлены из листового проката толщиной 0,40-0,50 мм.
Для изготовления ручек может применяться проволока диаметром 2-5 мм по ГОСТ 3282 или ГОСТ 17305.
Для наиболее применяемых банок размеры листа жести в зависимости от наружных размеров банок приведены в приложении Ж, расход жести на изготовление банок указан в приложении И.
5.3.3 Для нанесения наружного защитного покрытия на банки, изготовленные из черной жести или стального проката, применяют следующие лакокрасочные материалы:
лак ФА-054 по нормативному документу;
лак АС-548 по нормативному документу;
лак МЧ-0163 по нормативному документу.
Допускается применение других лакокрасочных материалов, указанных в нормативных документах на банки для конкретных видов продукции.
5.4 Комплектность
5.4.1 Банки должны поставляться в комплекте с крышками.
5.5 Маркировка
5.5.1 Банки должны иметь маркировку, содержащую:
- товарный знак и (или) наименование предприятия-изготовителя;
- обозначение нормативного документа;
- обозначение (или номер) банки по нормативному документу.
5.5.2 Маркировка должна наноситься на дно банок выдавливанием.
Допускается:
- штамповать маркировочные данные на кольце или крышке;
- наносить маркировку на этикетку, наклеиваемую на корпус;
- наносить маркировку несмываемой краской штемпелеванием или окраской по трафарету.
5.5.3 Допускается не наносить маркировку на банки, применяемые для фасования продукции непосредственно на предприятии - изготовителе банок, и по согласованию с потребителем.
5.5.4 Материалы, применяемые для маркировки, - по ГОСТ 14192.
5.5.5 Транспортная маркировка - по ГОСТ 14192.
5.6 Упаковка
5.6.1 Банки формируют в пакеты на плоских поддонах по ГОСТ 9078, ГОСТ 9557 или другим нормативным документам, укладывают в контейнеры, складные ящичные поддоны, а также в кассеты.
При укладке в контейнеры, складные ящичные поддоны или транспортные кассеты банки III-1-В формируют в стопы в соответствии с приложением К.
Допускается упаковывание банок в деревянные ящики по ГОСТ 18573, ящики из гофрированного картона для химической продукции по ГОСТ 13841.
Крышки упаковывают в ящики по ГОСТ 18573, ГОСТ 13841 или другим нормативным документам.
5.6.2 К пакетам, контейнерам, складным ящичным поддонам или кассетам с банками прикрепляют ярлыки с указанием:
- товарного знака и (или) наименования предприятия-изготовителя;
- наименования банки;
- количества банок в транспортной единице;
- обозначения нормативного документа на банки;
- номера банки и номера жести по нормативному документу.
Допускается по согласованию с потребителем не наносить маркировку на транспортную тару. Маркировку указывают в сопроводительной документации.
6 Правила приемки
6.1 Банки принимают партиями.
Каждая партия должна сопровождаться документом о качестве, содержащим:
- товарный знак или (и) наименование предприятия-изготовителя;
- наименование банки, номер жести (для банок, изготовленных из жести);
- дату выпуска (месяц, год);
- номер партии;
- количество банок в партии;
- материал промазки швов и уплотнения крышки;
- результаты проведенных испытаний или подтверждение о соответствии банок требованиям нормативных документов или другим установленным требованиям;
- знак соответствия для сертифицированных банок или указание сертификата;
- обозначение настоящего стандарта или нормативного документа на банки для конкретного вида продукции;
- штамп отдела технического контроля.
6.2 Для проверки соответствия банок требованиям настоящего стандарта проводят приемосдаточные, периодические и типовые испытания в соответствии с таблицей 5.
Таблица 5 - Виды испытаний и контролируемые показатели при приемке банок
| Контролируемый показатель | Количество испытываемых образцов | Вид испытаний | Номер пунктов | ||
| приемосда- точные | периодические | общих технических требований | методов контроля | ||
| 1 Внешний вид | Каждая единица выборки | + | - | 5.2.2.1-5.2.2.3, 5.2.3.1 | 7.3 |
| 2 Размеры | В соответствии с планом контроля | - | Раз в шесть месяцев | 4.2, 4.3 | 7.4.1-7.4.3 |
| 3 Качество наружной и внутренней поверхностей | То же | + | - | 5.2.3.1 | 7.3 |
| 4 Качество поверхности швов | " | + | - | 5.2.1.1, 5.2.1.2 | 7.5 |
| 5 Комплектность | " | + | - | 5.4.1 | 7.3 |
| 6 Маркировка | " | + | - | 5.5.1-5.5.5 | 7.3 |
| 7 Наличие герметизирующего материала | " | + | - | 5.2.1.3 | 7.3 |
| 8 Качество покрытий наружной поверхности | " | + | | 5.2.3.2 | 7.3 |
| 9 Герметичность | " | + | - | 5.2.2.5 | 7.6.1-7.6.3 |
| 10 Герметичность укупоривания | " | - | Раз в шесть месяцев | 5.2.2.5 | 7.6.2, 7.6.3 |
| 11 Прочность на сжатие | " | - | Раз в два года | 5.2.2.6 | 7.7 |
| 12 Прочность ручки | " | - | Раз в шесть месяцев | 5.2.2.7.2 | 7.8.1-7.8.3 |
| 13 Прочность креплений ручки | " | + | - | 5.2.2.7.2 | 7.8.1-7.8.3 |
| 14 Масса | " | - | Раз в шесть месяцев | 4.4 | 7.9 |
| Примечания | |||||
Контролируемые показатели устанавливают в нормативных документах на банки для конкретных видов продукции в зависимости от назначения тары и характера упаковываемой продукции.
6.3 Приемосдаточные испытания тары проводят для каждой контролируемой партии.
Периодические испытания проводят в сроки, указаннные в таблице 5.
6.4 Периодическим испытаниям подвергают банки, прошедшие приемосдаточные испытания.
При периодических испытаниях в документе о качестве указывают результаты испытаний.
Для партий, в которых данный показатель не проверялся, в документе о качестве должно быть указано подтверждение о соответствии данного показателя требованиям нормативного документа на банки для конкретных видов продукции или настоящего стандарта.
6.5 При получении неудовлетворительных результатов периодических испытаний их переводят в приемосдаточные до получения положительных результатов на трех партиях подряд.
6.6 Порядок предъявления к приемке партии банок
6.6.1 Приемку партии банок проводят статистическим контролем качества по альтернативному признаку*.
_____________
* На территории Российской Федерации действует ГОСТ Р 50779.52.
6.6.2 Для получения плана или схемы статистического приемочного контроля поставщика необходимы следующие данные:
- нормативный уровень несоответствия (NQL);
- степень доверия (Т) или нормативное значение риска потребителя (![]() );
);
- объем партии;
- тип плана (одноступенчатый, двухступенчатый) или схема;
- оценка ожидаемого фактического (входного) уровня несоответствий в предъявленной партии или очередной партии из последовательности партий или среднего качества процесса при применении схемы СПК.
6.6.3 Для получения одноступенчатого плана контроля потребителя необходимы следующие данные:
- нормативный уровень несоответствий (NQL);
- объем партии;
- объем выборки.
6.6.4 Значения нормативного уровня несоответствий, степени доверия к поставщику, риска потребителя и правила переключения с одного плана схемы статистического приемочного контроля поставщика на другой представлены в приложении Л.
В нормативных документах на тару для конкретных видов продукции или в договорах (контрактах) на поставку могут быть установлены другие значения уровня несоответствий NQL.
Допустимые планы и схемы контроля представлены в приложении М.
6.6.5 Отбор образцов в выборку осуществляют методом случайного отбора по ГОСТ 18321.
6.6.6 Потребитель может осуществлять приемочный контроль по ГОСТ 18242.
Планы и схемы контроля по ГОСТ 18242 устанавливают в нормативных документах на бланки или в договорах на поставку.
6.7 Правила принятия решения
6.7.1 Партию банок стороны признают пригодной к поставке, если фактический уровень несоответствий в этой партии не превышает установленного значения NQL.
6.7.2 Принятие решения поставщиком
6.7.2.1 Поставщик перед поставкой партии тары определяет фактический уровень несоответствий в этой партии на соответствие установленному значению NQL.
6.7.2.2 Решение о пригодности партии банок к поставке потребителю или предъявлению представителю потребителя принимают на основании положительных результатов контроля всех контролирующих показателей по допустимым планам поставщика.
6.7.2.3 В общем случае для определения соответствия партии банок настоящему стандарту и другим нормативным документам следует:
- отобрать случайным образом выборку банок объемом, указанным в нормативном документе или в договоре на поставку;
- проверить каждую банку в выборке в соответствии с таблицей 5 и установить несоответствия по каждой банке и общее суммарное количество несоответствий в выборке;
- сравнить найденное число несоответствий в выборке ![]() с приемочным числом
с приемочным числом ![]() ;
;
- считать партию тары соответствующей настоящему стандарту и другим нормативным документам, если найденное число несоответствий в выборке ![]() меньше или равно приемочному числу
меньше или равно приемочному числу ![]() для данного плана контроля;
для данного плана контроля;
- считать партию тары несоответствующей настоящему стандарту, если число несоответствий в выборке ![]() больше приемочного числа
больше приемочного числа ![]() для данного плана контроля.
для данного плана контроля.
Ход действий при применении планов контроля поставщика приведен на рисунке 12.
Рисунок 12. Ход действий при применении планов контроля поставщика
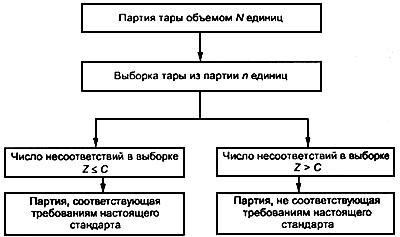
Рисунок 12
6.7.3 Принятие решений потребителем
6.7.3.1 Потребителю для предъявления претензии к поставщику необходимо результатами контроля доказать, что фактический уровень несоответствий в поставляемой ему партии превышает NQL.
Контроль должен быть проведен до начала использования тары потребителем.
6.7.3.2 Решение о возможности предъявления претензий к поставщику потребитель принимает только на основании отрицательных результатов контроля хотя бы по одному контролируемому показателю по планам потребителя.
6.7.3.3 В общем случае для определения несоответствия партии банок настоящему стандарту и другим нормативным документам следует:
- отобрать случайным образом выборку банок объемом, указанным в нормативном документе или в договоре на поставку;
- проверить каждую банку в выборке в соответствии с таблицей 5 и установить несоответствия по каждой банке и общее суммарное количество несоответствий в выборке;
- сравнить найденное число несоответствий в выборке ![]() c браковочным числом
c браковочным числом ![]() ;
;
- считать партию тары несоответствующей настоящему стандарту и другим нормативным документам, если найденное число несоответствий в выборке ![]() больше или равно браковочному числу
больше или равно браковочному числу ![]() для данного плана контроля;
для данного плана контроля;
- считать партию тары соответствующей настоящему стандарту, если число несоответствий в выборке ![]() меньше браковочного числа
меньше браковочного числа ![]() для данного плана контроля.
для данного плана контроля.
Ход действий при применении планов контроля потребителя приведен на рисунке 13.
Рисунок 13 - Ход действий при применении планов контроля потребителя
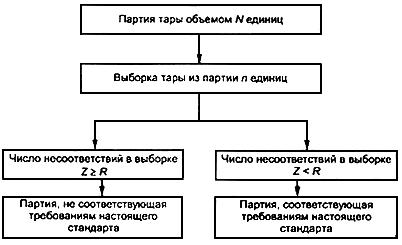
Рисунок 13
6.8 Действия с несоответствующими единицами тары
6.8.1 При контроле поставщика (изготовителя) несоответствующие единицы тары, обнаруженные в выборке из принятой партии, должны быть заменены на соответствующие.
Партии, забракованные при контроле поставщика (изготовителя), должны быть отделены oт принятых, идентифицированы и подвергнуты разбраковке. Обнаруженные несоответствующие банки заменяют на соответствующие.
Несоответствующие банки направляют в случае возможности на устранение несоответствия или на переработку.
6.8.2 При контроле потребителя несоответствующие банки, обнаруженные в выборке, независимо от того, какое решение принято в отношении всей партии, могут быть возвращены поставщику для замены на соответствующие.
6.9 Примеры применения допустимых планов и схем контроля представлены в приложении Н.
7 Методы контроля
7.1 Порядок подготовки к проведению контроля
7.1.1 Банки и крышки, отобранные в выборку, упаковывают в транспортную тару (картонные, деревянные ящики, бумажные или полимерные мешки) и направляют для проведения испытаний.
К транспортной таре прикрепляют ярлыки с указанием:
- наименования изделия;
- наименования предприятия-изготовителя;
- обозначения нормативного документа, по которому изготовлены банки;
- номера банки по нормативному документу;
- номера партии;
- объема партии;
- даты изготовления;
- даты отбора банок;
- места отбора банок;
- количества банок;
- фамилии лица, проводившего отбор банок.
7.2 Условия измерений
7.2.1 Нормальные климатические условия измерений должны быть следующие:
(20±5) °С - температура окружающего воздуха;
(65±15)% - относительная влажность воздуха;
(100±4) кПа [(750±30) мм рт. ст.] - атмосферное давление.
7.3 Контроль внешнего вида, поверхности, маркировки банок
Внешний вид банок, маркировку, комплектность, качество наружной и внутренней поверхностей, наличие герметизирующего материала, качество покрытий наружной поверхности контролируют визуально.
Значения показателей по 5.2.3.1 контролируют штангенциркулем по ГОСТ 166 с ценой деления 0,1 мм.
7.4 Определение размеров, толщины металла
7.4.1 Средства контроля
Штангенциркуль по ГОСТ 166 с ценой деления 0,1 мм.
Микрометр по ГОСТ 6507 с ценой деления 0,01 мм.
7.4.2 Проведение контроля
Размеры банок, толщину жести контролируют в соответствии с приложением А и таблицей 4 или по нормативным документам на банки для конкретных видов продукции и рабочим чертежам.
Проводят три измерения контролируемых размеров.
7.4.3 Обработка результатов контроля
За результат измерений принимают среднеарифметическое значение трех измерений.
Размеры банок, толщина жести должны соответствовать указанным в нормативных документах на банки или в рабочих чертежах.
7.5 Контроль качества швов
Контроль качества сварных швов проводят по ГОСТ 3242.
Контроль качества фальцовых, закатных и паяных швов по 5.2.1.2 проводят внешним осмотром и при контроле герметичности.
7.6 Определение герметичности банок и крышек
7.6.1 Определение герметичности банок (без крышек) избыточным давлением
7.6.1.1 Средства контроля и вспомогательные средства
Воздушно-водяной тестер или специальный стенд для проверки герметичности банок.
Манометр образцовый с верхним пределом измерения до 100 кПа (1 кгс/см![]() ).
).
Секундомер.
Емкость с водой.
Схема конструкции стенда для испытания банок на герметичность приведена в приложении П (рисунок П.1).
Схема пульта управления стенда для испытания банок на герметичность приведена в приложении П (рисунок П.2).
7.6.1.2 Порядок подготовки и проведение контроля
7.6.1.2.1 Схема испытания банки на герметичность на воздушно-водяном тестере приведена на рисунке 14.
Рисунок 14 - Схема испытания банок на герметичность на воздушно-водяном тестере
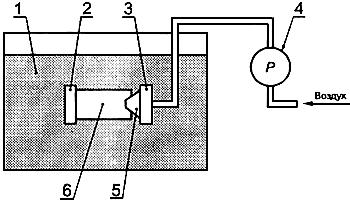
1 - емкость с водой; 2 - упор; 3 - упор со шлангом для подачи воздуха; 4 - манометр; 5 - уплотнительная прокладка; 6 - банка
Рисунок 14 - Схема испытания банок на герметичность на воздушно-водяном тестере
При испытании банку без крышки зажимают между двумя упорами. Резиновая уплотнительная прокладка герметизирует внутреннюю полость банки.
Банку погружают в воду, во внутреннюю полость банки подается воздух под избыточным давлением 20 кПа (0,2 кгс/см![]() ) или 30 кПа (0,3 кгс/см
) или 30 кПа (0,3 кгс/см![]() ) в соответствии с 5.2.2.5 в течение 10-15 с.
) в соответствии с 5.2.2.5 в течение 10-15 с.
Отсутствие пузырьков воздуха в воде в течение 10-15 с свидетельствует о герметичности банки.
Контролю подлежит каждая банка, отобранная в выборку.
7.6.2 Герметичность банок I-1-B, II-1-B, III-1-B, а также герметичность крышек указанных банок проверяют внутренним избыточным давлением сжатого воздуха в соответствии с 5.2.2.5 на специальном стенде в течение 10-15 с.
Банку закрывают технологической крышкой со штуцером для подвода воздуха, погружают в воду и создают во внутренней полости банки избыточное давление.
Отсутствие пузырьков воздуха в воде в течение указанного времени свидетельствует о герметичности банки и крышки.
7.6.3 Определение герметичности укупоривания банок вакуумметрическим давлением
7.6.3.1 Средства контроля и вспомогательные средства
Вакуумметр.
Вакуумный насос.
Секундомер.
Вакуумная камера из оргстекла.
Схема внешнего вида стенда для испытания герметичности банок под вакуумметрическим давлением приведена в приложении П (рисунок П.3).
7.6.3.2 Порядок подготовки и проведение контроля
Схема испытания банок, закрытых крышками, в вакуумной камере на герметичность укупоривания приведена на рисунке 15.
Рисунок 15 - Схема испытания банок на герметичность укупоривания в вакуумной камере
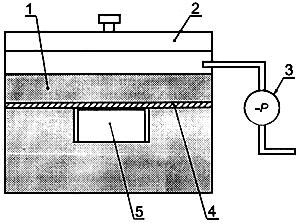
1 - вакуумная камера; 2 - крышка вакуумной камеры; 3 - вакуумметр; 4 - съемный фиксатор банки; 5 - банка
Рисунок 15 - Схема испытания банок на герметичность укупоривания в вакуумной камере
Снимают крышку вакуумной камеры и погружают закрытую крышкой банку ниже уровня воды. Банку закрепляют съемным фиксатором и закрывают крышку вакуумной камеры. Включают вакуумный насос. По достижении вакуума 20 кПа (0,2 кгс/см![]() ) или 30 кПа (0,3 кгс/см
) или 30 кПа (0,3 кгс/см![]() ) в зависимости от вида упаковываемой в банки продукции включают секундомер и банку выдерживают в течение 10-15 с под этим давлением.
) в зависимости от вида упаковываемой в банки продукции включают секундомер и банку выдерживают в течение 10-15 с под этим давлением.
Отсутствие пузырьков воздуха в воде в течение указанного времени свидетельствует о герметичности укупоривания (герметичности крышки и банки).
7.7 Определение прочности на сжатие
7.7.1 Средства контроля и вспомогательные средства
Пресс, обеспечивающий измерение усилий с погрешностью не более ±2% от измеряемого значения скорости сближения плит 40-80 мм/мин, с максимально воспроизводимым усилием не менее 1960 Н (200 кгс) или специальный стенд для испытания тары на прочность методом сжатия.
Термометр лабораторный общего назначения с интервалом температур от 0 до 100 °С, от 0 до 150 °С.
Вода питьевая.
Секундомер.
Схема стенда для испытания тары на прочность методом сжатия приведена в приложении П (рисунок П.4).
7.7.2 Порядок подготовки и проведения контроля
Для испытания на сжатие берут банки, выдержавшие испытание на герметичность.
Банки заполняют до номинальной вместимости водой при температуре (20±5) °С и плотно закрывают.
Рабочая схема пресса для испытания банок на сжатие приведена на рисунке 16.
Рисунок 16 - Рабочая схема пресса для испытания банок на сжатие
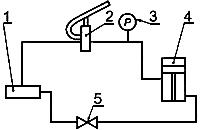
1 - бак для слива масла из гидросистемы; 2 - насос; 3 - манометр; 4 - гидроцилиндр; 5 - кран сброса давления
Рисунок 16 - Рабочая схема пресса для испытания банок на сжатие
Банки, заполненные водой до номинальной вместимости, устанавливают вертикально между плитами пресса. Закрывают кран. С помощью насоса повышают давление в гидросистеме пресса до значения, соответствующего нагрузке 1960 Н (200 кгс).
При заданной нагрузке банки выдерживают в течение 1 ч, на поверхности банок не должны появляться капли воды.
Допускается для определения механической прочности на сжатие на банки, заполненные водой до полной вместимости, в направлении оси банки устанавливать груз массой 1960 Н (200 кгс) и выдерживать в течение 1 ч.
7.8 Определение прочности ручек и креплений ручек
7.8.1 Средства контроля и вспомогательные устройства
Универсальная разрывная машина, стенд для испытания прочности ручек и крепления ручек или универсальные устройства с воспроизводимым усилием нагрузки до 588 Н (60 кгс).
Динамометр ДПУ-0,1 с пределом измерения 1000 Н (0-100 кг), класс точности 2 (для универсального устройства).
Приспособленная для создания усилий, имитирующих сосредоточенную нагрузку (при проверке прочности ручек) или распределенную нагрузку (при проверке прочности креплений ручек).
Секундомер.
7.8.2 Порядок подготовки и проведение контроля
При испытаниях прочности ручки и креплений ручки на универсальном устройстве, приведенном на рисунке 17, банку зажимают между подвижным и неподвижным упорами.
Рисунок 17 - Схема универсального устройства для испытаний прочности ручек и креплений ручек
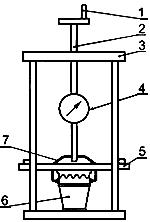
1 - рукоятка винта; 2 - винт; 3 - каркас; 4 - динамометр; 5 - подвижный упор; 6 - банка; 7 - ручка
Рисунок 17 - Схема универсального устройства для испытаний прочности ручек и креплений ручек
При испытании прочности ручки ее зацепляют за крюк динамометра и с помощью винта, соединенного с динамометром, прикладывают к ней сосредоточенную нагрузку.
При испытании прочности креплений ручки на ней крепится оправка размером 120-130 мм (средняя ширина руки человека) и через динамометр с помощью винта прикладывается распределенная нагрузка.
Значения сосредоточенной и распределенной нагрузки должны соответствовать указанным в таблице 2. Время выдержки в нагруженном состоянии - не менее 5 мин.
В результате испытаний прочности ручек и креплений ручек у банок по истечении установленного времени не должно быть разрушений целостности ручек и их креплений.
7.8.3 Схема стенда для испытания прочности ручек и креплений ручек приведена в приложении П (рисунок П.5).
При испытаниях прочности ручки и ее креплений на стенде, банку закрепляют между подвижным и неподвижным упорами, зацепляют ручкой за серьгу и с помощью рукоятки включают привод гидронасоса и устанавливают заданную нагрузку.
Значения нагрузки, время выдержки под нагрузкой и результат испытаний - аналогично 7.8.2.
7.9 Определение массы
7.9.1 Средства контроля и вспомогательные устройства
Весы по ГОСТ 24104 или другие весы с наибольшим пределом взвешивания до 6000 г.
7.9.2 Порядок проведения контроля
Каждую банку, отобранную в выборку, взвешивают на весах.
Масса банок должна соответствовать указанной в приложении Б и в нормативных документах на банки.
8 Транспортирование и хранение
8.1 Банки и крышки транспортируют всеми видами транспорта, в крытых транспортных средствах в соответствии с правилами перевозок, действующими на транспорте данного вида.
8.2 При транспортировании банки формируют в транспортные пакеты на плоских поддонах по ГОСТ 9557, ГОСТ 9078.
Требования к транспортированию банок пакетами - по ГОСТ 26663, ГОСТ 24597 и другим нормативным документам.
Транспортирование банок железнодорожным транспортом проводят только повагонными отправками.
8.3 Средства скрепления транспортной тары с банками в пакетах - по ГОСТ 21650 и другим нормативным документам.
8.4 Крепление банок типа III и крышек на поддонах осуществляют резиновым кольцевым шнуром марки 3с по ГОСТ 6467 или другими средствами, обеспечивающими сохранность банок и крышек при транспортировании и хранении.
8.5 Требования безопасности при формировании и расформировании пакетов или кассет с банками, погрузочно-разгрузочных или складских работах должны выполняться в соответствии с требованиями ГОСТ 12.3.009 и ГОСТ 12.3.020.
8.6 Допускается транспортирование банок без формирования в транспортные пакеты в следующих случаях:
- при транспортировании автомобильным транспортом в специальных кассетах;
- при транспортировании в универсальных контейнерах, кроме крупнотоннажных.
8.7 Транспортирование речным транспортом проводится в универсальных контейнерах или пакетами.
8.8 Правила хранения банок и крышек
8.8.1 Место хранения
8.8.1.1 Банки и крышки должны храниться в закрытых складских помещениях.
Допускается хранение пакетов или кассет с банками и ящиков с крышками под навесом.
8.8.2 Условия хранения и складирования
8.8.2.1 Банки и крышки должны храниться в условиях 3 (Ж3) по ГОСТ 15150.
Допускаются условия хранения 4 (Ж2) по ГОСТ 15150.
Допускается хранение на предприятии-изготовителе в течение не более трех суток в условиях 5 (ОЖ4) по ГОСТ 15150.
При хранении под навесом пакеты или кассеты с банками и ящики с крышками укладывают на деревянные прокладки высотой не менее 100 мм.
Не допускается хранение банок и крышек в одном помещении с материалами, вызывающими коррозию и загрязнение банок.
9 Гарантии изготовителя
9.1 Изготовитель гарантирует соответствие банок требованиям настоящего стандарта и нормативных документов на банки.
Гарантийный срок эксплуатации банок - не менее двух лет со дня ввода в эксплуатацию.
В нормативных документах на банки могут устанавливаться другие гарантийные сроки эксплуатации, но не менее двух лет.
ПРИЛОЖЕНИЕ А (справочное). Основные размеры банок
ПРИЛОЖЕНИЕ А
(справочное)
Таблица А.1 - Основные размеры сборных цилиндрических банок
| Обозначение банок по таблице 1 | Вместимость, см | Наружные размеры, мм | |
| Диаметр | Высота | ||
| I-1-Б | 259 | 103 | 40 |
| I-1-Б | 337 | 103 | 50 |
| I-1-A | 368 | 76 | 95 |
| I-1-Г | 445 | 76 | 114 |
| I-1-Г | 445 | 95 | 76 |
| I-1-A | 497 | 76 | 126 |
| I-1-Б | 541 | 103 | 76 |
| I-1-Г | 570 | 95 | 95 |
| I-1-Г | 770 | 95 | 126 |
| I-1-Б | 839 | 103 | 114 |
| I-1-Г | 895 | 103 | 124 |
| I-1-Б | 1012 | 103 | 136 |
| I-1-Б | 1020 | 110 | 152 |
| I-1-Б | 1138 | 103 | 152 |
| I-1-Б | 1278 | 110 | 152 |
| I-1-Б | 1436 | 103 | 190 |
| I-1-Б | 1750 | 157 | 101 |
| I-1-Б | 2401 | 157 | 136 |
| I-1-Г | 3020 | 157 | 172 |
| I-1-Б | 3053 | 157 | 171 |
| I-1-Б | 3980 | 190 | 152 |
| I-1-Б | 4135 | 228 | 114 |
| I-1-Г | 4770 | 157 | 267 |
| I-1-Б | 4968 | 190 | 190 |
| I-1-Б | 5188 | 218 | 152 |
| I-1-B | 5588 | 224 | 163 |
| I-1-B | 5990 | 218 | 185 |
| I-1-Б | 7129 | 228 | 190 |
| I-1-Б | 8563 | 218 | 245 |
| I-1-Б | 8626 | 228 | 228 |
| I-1-Г | 8820 | 218 | 250 |
| I-1-B | 9280 | 218 | 280 |
| I-1-B | 9374 | 228 | 247 |
| I-1-Г | 9590 | 228 | 253 |
Таблица А.2 - Основные размеры цельных цилиндрических и конических банок
| Обозначение банок по таблице 1 | Вместимость, см | Наружные размеры, мм | |
| Диаметр | Высота | ||
| I-2-Г; III-2-Г | 150 | 95 | 27 |
| I-2-Г; III-2-Г | 250 | 95 | 42 |
| I-2-Г | 260 | 76 | 70 |
| I-2-Г | 353 | 103 | 50,5 |