ГОСТ 30262-95
(МЭК 413-72)
Группа Е39
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
МЕТОДЫ ОПРЕДЕЛЕНИЯ ФИЗИЧЕСКИХ СВОЙСТВ МАТЕРИАЛОВ ДЛЯ ЩЕТОК ЭЛЕКТРИЧЕСКИХ МАШИН
Test procedures for determining the physical properties of brush materials for electrical machines
ОКС 29 160 10
ОКП 349500-349600
Дата введения 1997-01-01
Предисловие
1 РАЗРАБОТАН Российской Федерацией
ВНЕСЕН Техническим секретариатом Межгосударственного Совета по стандартизации, метрологии и сертификации
2 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол N 7-95 от 26 апреля 1995 г.)
За принятие проголосовали:
Наименование государства | Наименование национального органа по стандартизации |
Республика Беларусь | Белстандарт |
Российская Федерация | Госстандарт России |
Украина | Госстандарт Украины |
3 Постановлением Комитета Российской Федерации по стандартизации, метрологии и сертификации от 16 ноября 1995 г. N 574 межгосударственный стандарт ГОСТ 30262-95* (МЭК 413-72) введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 января 1997 г.
________________
* Доступ к международным и зарубежным документам, упомянутым здесь и далее по тексту, можно получить перейдя по ссылке на сайт http://shop.cntd.ru. - Примечание изготовителя базы данных
4. Настоящий стандарт представляет собой полный аутентичный текст международного стандарта МЭК 413-72 "Методы определения физических свойств материалов для щеток электрических машин" с дополнительными требованиями, отражающими потребности экономики страны
5 ВЗАМЕН ГОСТ 9506.3-74, ГОСТ 9506.4-74, ГОСТ 9506.5-74
1 ОБЩИЕ ПОЛОЖЕНИЯ
1 ОБЩИЕ ПОЛОЖЕНИЯ
Настоящий стандарт распространяется на щетки электрических машин и устанавливает методы определения физико-химических свойств щеточных материалов.*
________________
* Щеточный материал включает в себя понятия собственно "щетка", как готовое изделие, и электроугольный полуфабрикат, т.е. материал на любой стадии технологического процесса изготовления щеток (заварочный порошок, заварочная смесь, блоки, заготовки, плиты).
Значения величин физических свойств, публикуемые в каталогах и подобных изданиях, должны основываться на методах испытаний, которые приводятся в настоящем стандарте.
Целью настоящего стандарта является обеспечение одинаковой методики определения следующих свойств щеточных материалов:
- плотности и пористости;
- твердости;
- удельного электрического сопротивления;
- предела прочности при поперечном изгибе;
- массовой доли золы.
Одни методы испытаний пригодны для контроля качества изделий, другие - для более тщательных исследований, для которых требуется точное лабораторное оборудование.
Не следует забывать, что поскольку щеточные материалы являются обычно хрупкими пористыми материалами, то, естественно, их свойства изменяются намного больше, чем те же свойства в металлах.
Образцы для данных испытаний следует отбирать из партии материала в соответствии с общепринятой методикой.
Количество образцов, отбираемых для испытаний, должно быть указано в стандартах или технических условиях на щетки конкретных марок.
Результаты всех испытаний оформляют протоколом.
Образцы считают выдержавшими испытания, если полученные результаты соответствуют значениям, указанным в стандартах или технических условиях на щетки конкретных марок.
Дополнительные требования, отражающие потребности народного хозяйства, набраны курсивом.
2 НОРМАТИВНЫЕ ССЫЛКИ
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 2.601-68* ЕСКД. Эксплуатационные документы
________________
* На территории Российской Федерации действует ГОСТ 2.601-2013. - Примечание изготовителя базы данных.
ГОСТ 8.326-89 ГСИ. Метрологическая аттестация средств измерений
ГОСТ 166-89 Штангенциркуль. Технические условия
ГОСТ 450-77 Кальций хлористый технический. Технические условия
ГОСТ 1050-88 Прокат сортовой, калиброванный со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия
ГОСТ 1770-74 Посуда мерная лабораторная стеклянная. Цилиндры, мензурки, колбы, пробирки. Технические условия
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 3722-81 Подшипники качения. Основные размеры
ГОСТ 4461-77 Кислота азотная. Технические условия
ГОСТ 6507-90 Микрометры. Технические условия
ГОСТ 6613-86 Сетки проволочные тканые с квадратными ячейками. Технические условия
ГОСТ 8711-93 Амперметры и вольтметры. Общие технические условия
ГОСТ 9147-80 Посуда и оборудование лабораторные фарфоровые. Технические условия
ГОСТ 11109-90 Марля бытовая хлопчатобумажная. Общие технические условия
ГОСТ 11125-84 Кислота азотная особой чистоты. Технические условия
ГОСТ 12026-76 Бумага фильтровальная лабораторная. Технические условия
ГОСТ 12232-89 Щетки электрических машин. Размеры и методы определения переходного электрического сопротивления между щеткой и токоведущим проводом и определения усилия вырывания токоведущего провода
ГОСТ 18300-87 Спирт этиловый ректификованный технический. Технические условия
ГОСТ 18481-81 Ариометры и цилиндры стеклянные. Технические условия
ГОСТ 22524-77 Пикнометры стеклянные. Технические условия
ГОСТ 22867-77 Аммоний азотнокислый. Технические условия
ГОСТ 23677-79 Твердомеры для металлов. Общие технические требования
ГОСТ 23683-89 Парафины нефтяные твердые. Технические условия
ГОСТ 23932-90 Посуда и оборудование лабораторные стеклянные. Общие технические условия
ГОСТ 24104-88 Весы лабораторные общего назначения и образцовые. Общие технические условия
ГОСТ 25347-82 ЕСДП. Поле допусков и рекомендуемые посадки
ГОСТ 29227-91 Посуда лабораторная стеклянная. Пипетки градуированные. Часть 1. Общие требования
3 ИСПЫТУЕМЫЙ ОБРАЗЕЦ
Отдельные свойства определяют на стандартном образце, имеющем нижеприведенные размеры.
Если испытуемый образец вырезают из блока щеточного материала, то необходимо (с целью получения точных значений при измерении твердости и предела прочности при поперечном изгибе), чтобы размеры (рисунки 1 и 2) высоты ![]() , ширины
, ширины ![]() и длины
и длины ![]() были выбраны в зависимости от направления прессования или оси выдавливания. Размер
были выбраны в зависимости от направления прессования или оси выдавливания. Размер ![]() следует располагать перпендикулярно к направлению прессования для прессованных блоков или вдоль оси выдавливания для выдавленных блоков. В образцах, предназначенных для измерения удельного электрического сопротивления, размеры
следует располагать перпендикулярно к направлению прессования для прессованных блоков или вдоль оси выдавливания для выдавленных блоков. В образцах, предназначенных для измерения удельного электрического сопротивления, размеры ![]() ,
, ![]() и
и ![]() следует располагать аналогичным образом. У слоистых щеточных материалов размер
следует располагать аналогичным образом. У слоистых щеточных материалов размер ![]() следует располагать перпендикулярно к слоям (параллельно направлению прессования).
следует располагать перпендикулярно к слоям (параллельно направлению прессования).
Рисунки 1, 2 - Соотношения между размерами , и испытуемого образца и направлением прессования или направлением вылавливания
Соотношения между размерами ![]() ,
, ![]() и
и ![]() испытуемого образца и направлением прессования или направлением вылавливания
испытуемого образца и направлением прессования или направлением вылавливания
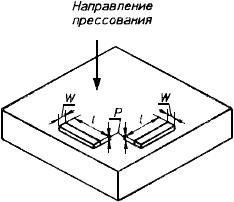
Рисунок 1
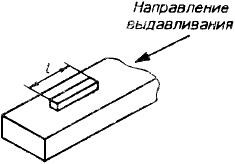
Рисунок 2
Размеры ![]() стандартного испытуемого образца должны быть:
стандартного испытуемого образца должны быть:
10x10x64 мм
или
4x8x32 мм.
При необходимости, испытуемый образец вырезают из готовой щетки.
Допускается вырезать образцы из плит и заготовок.
В случае невозможности вырезать испытуемый образец стандартного размера из готовой щетки размер его должен быть согласован между потребителем и изготовителем. Следует соблюдать осторожность при испытании образцов меньшего размера, так как могут быть большие отклонения в показаниях из-за сложности в проведении измерений.
Не рекомендуется применять образцы меньшего размера.
При необходимости и по соглашению с заинтересованными организациями допускается проводить испытания на образцах других размеров и форм, что должно быть указано в стандартах или технических условиях на щетки конкретных марок.
Все смежные поверхности следует располагать под прямыми углами. Поверхность образца должна быть обработана так же тщательно, как поверхность готовых щеток. Следы на поверхности образца, оставленные после прессования или выдавливания, должны быть удалены.
На поверхности образцов не должно быть трещин, сколов, вмятин, раковин и загрязнений. Образцы тщательно очищают от пыли. Проверку проводят внешним осмотром. Шероховатость поверхности образцов не грубее ![]() 80 мкм по ГОСТ 2789.
80 мкм по ГОСТ 2789.
Допуск на размеры ![]() и
и ![]() равен ±0,04 мм, а допуск на размер
равен ±0,04 мм, а допуск на размер ![]() - ±0,8 мм.
- ±0,8 мм.
При определении плотности, когда приходится иметь дело с большим числом испытуемых образцов, к размеру ![]() следует применять допуск ±0,04 мм.
следует применять допуск ±0,04 мм.
В случае прямоугольного сечения допуск на углы должен быть ±15'.
Параллельность, определяемая разницей между размерами двух противоположных сторон при любом поперечном сечении, перпендикулярном к размеру ![]() , должна находиться в пределах 0,04 мм.
, должна находиться в пределах 0,04 мм.
4 ПЛОТНОСТЬ И ПОРИСТОСТЬ: ОБЩЕЕ ПОЛОЖЕНИЕ
Промышленный углерод является природным пористым материалом, поэтому изготовителю электроугольных изделий удобно проводить контроль продукции, измеряя кажущуюся плотность и кажущуюся пористость.
4.1 Условные обозначения
Используют следующие буквенные обозначения:
- ![]() - масса испытуемого образца (сухого), г;
- масса испытуемого образца (сухого), г;
- ![]() - кажущийся объем материала (включая открытые и закрытые поры), см
- кажущийся объем материала (включая открытые и закрытые поры), см![]() ;
;
- ![]() - объем открытых пор образца, см
- объем открытых пор образца, см![]() ;
;
- ![]() - кажущаяся плотность, г/см
- кажущаяся плотность, г/см![]() ;
;
- ![]() - кажущаяся пористость, %;
- кажущаяся пористость, %;
- ![]() - общая пористость, %;
- общая пористость, %;
- ![]() - диаметр, мм.
- диаметр, мм.
Кажущуюся плотность (![]() ) в граммах на кубический сантиметр рассчитывают по формуле
) в граммах на кубический сантиметр рассчитывают по формуле
![]() . (1)
. (1)
Кажущуюся пористость (![]() ) в процентах рассчитывают по формуле
) в процентах рассчитывают по формуле
![]() . (2)
. (2)
4.2 Методы определения кажущейся плотности и пористости
Кажущуюся плотность ![]() определяют одним из следующих стандартных методов:
определяют одним из следующих стандартных методов:
- методом измерения и взвешивания;
- методом погружения;
- методом абсорбции масла.
Кажущуюся пористость ![]() определяют методом абсорбции масла.
определяют методом абсорбции масла.
Метод измерения и взвешивания применяют для контроля качества продукции, и он является предпочтительным. Метод погружения считают альтернативным и применяют его в том случае, когда не может быть применен или является неподходящим метод измерения и взвешивания. Метод абсорбции масла пригоден для использования в лабораторных условиях.
С помощью данных методов получают результаты с точностью до трех значащих цифр, что является достаточным для определения этих свойств, так как у углеродных изделий различий больше, чем у металлов.
Примечание. С помощью метода абсорбции масла можно получить неточные результаты для материала с пористостью выше 30%.
4.3 Метод измерения и взвешивания
Настоящий метод основан на измерении объема и массы образца и применим для измерения кажущейся плотности образцов правильной геометрической формы.
4.3.1 Оборудование и испытуемый образец:
- микрометр с ценой деления 0,01 мм - по ГОСТ 6507.
- весы для взвешивания испытуемого образца с погрешностью взвешивания не более 0,5%. (Для образцов небольших размеров обычно применяют весы с пределом взвешивания 100 г и чувствительностью ±0,005 г);
- весы лабораторные общего назначения 2-го класса с ценой деления 0,0001 г и наибольшим пределом взвешивания 200 г - по ГОСТ 24104;
- весы технические 2-го класса типа Т-2 с индексом Т-200 и Т-1000 - по нормативно-технической документации;
- пила и другое приспособление для резки образца необходимого размера;
- шлифовальный круг или другое приспособление для обработки испытуемого образца таким образом, чтобы все смежные поверхности находились под прямыми углами друг к другу;
- образец в соответствии с разделом 3 или любой другой образец прямоугольной формы, имеющий ровные края, расположенные под прямыми углами к его сторонам, или образец цилиндрической формы соответствующего размера.
4.3.2 Проведение испытания
С помощью микрометра проводят измерения, необходимые для определения объема испытуемого образца, т.е. измеряют высоту, ширину и длину прямоугольных образцов или диаметр и длину образцов цилиндрической формы. Эти измерения должны быть выполнены с точностью до сотой доли миллиметра.
Каждый линейный размер образца вычисляют как среднее арифметическое трех измерений: двух параллельных друг другу ребер, лежащих в плоскости одной грани, и средней между ребрами линии.
Диаметр образца цилиндрической формы измеряют в двух взаимно перпендикулярных направлениях на верхнем и нижнем основаниях цилиндра. Размер диаметра образца вычисляют как среднее арифметическое четырех измерений.
Длину образца цилиндрической формы вычисляют как среднее арифметическое измерений четырех образующих цилиндра, расположенных на двух взаимно перпендикулярных плоскостях, пересекающих цилиндр по его вертикальной оси.
Массу образца определяют в граммах с точностью до трех значащих цифр.
4.3.3 Расчеты
Кажущийся объем материала (![]() ) в кубических сантиметрах рассчитывают по формулам
) в кубических сантиметрах рассчитывают по формулам
![]() (3)
(3)
или ![]() . (4)
. (4)
Кажущуюся плотность образца (![]() ) в граммах на кубический сантиметр рассчитывают по формуле
) в граммах на кубический сантиметр рассчитывают по формуле
![]() . (5)
. (5)
4.4 Метод погружения
Вариант А
4.4.1 Оборудование и испытуемый образец:
- резервуар с водой достаточного объема для погружения в него испытуемого образца;
- весы в соответствии 4.3.1;
- жир или другой водоотталкивающий защитный материал для покрытия образца с целью предотвращения абсорбции воды;
- нить для крепления образца во время его взвешивания в процессе погружения. Диаметр нити не должен превышать 0,08 мм;
- испытуемый образец. Поскольку данный метод можно применять к образцам неправильной формы, особой подготовки его для проведения испытания не требуется; необходимо чтобы испытуемый образец был чистым, сухим и свободным от инородных металлов или других инородных материалов.
4.4.2 Проведение испытания
Образец взвешивают на воздухе. Покрывают всю его поверхность, по возможности, более тонким слоем жира или другого водоотталкивающего защитного материала. Снова взвешивают образец на воздухе. Увеличение массы образца после покрытия не должно превышать 0,005 первоначальной массы. Результат записывают в граммах с точностью до трех значащих цифр.
Подвешивают образец с помощью нити к весам. Погружают образец полностью в воду и после того, как исчезнут все пузырьки воздуха, его взвешивают в погруженном состоянии. Длина нити должна быть как можно меньше.
4.4.3 Расчеты
Во время взвешивания на образец действует сила тяжести ![]() . Когда образец погружен в воду, на него по закону Архимеда, кроме силы тяжести
. Когда образец погружен в воду, на него по закону Архимеда, кроме силы тяжести ![]() , действует сила выталкивания
, действует сила выталкивания ![]() (
(![]() - удельная масса воды, а
- удельная масса воды, а ![]() - объем образца), таким образом, что масса его, измеренная в воде, равна
- объем образца), таким образом, что масса его, измеренная в воде, равна
![]() , (6)
, (6)
но
![]() (7)
(7)
и
![]() , (8)
, (8)
где ![]() - ускорение свободного падения;
- ускорение свободного падения;
![]() - плотность воды.
- плотность воды.
Таким образом:
![]() (9)
(9)
или
![]() . (10)
. (10)
![]() очень близка к 1.
очень близка к 1.
Вариант Б
4.4.4 Данный вариант метода погружения (гидростатический метод) применяют для всех видов испытаний, кроме сертификационных.
Метод распространяется на щетки электрических машин, а также другие электроугольные изделия и электроугольный полуфабрикат (блоки, заготовки, плиты).
4.4.5 Оборудование и испытуемый образец:
- весы лабораторные общего назначения 2-го класса с ценой деления 0,0001 г и наибольшим пределом взвешивания 200 г - по ГОСТ 24104;
- весы технические 2-го класса с приспособлением для гидростатического взвешивания (рисунок 3) ФЭО.001.064 ПС [1];
- баня водяная;
- термометр с пределами измерений от 0 до 100 °С - по нормативно-технической документации;
- стакан фарфоровый - по ГОСТ 9147;
- щипцы тигельные;
- марля бытовая - по ГОСТ 11109;
- парафин - по ГОСТ 23683;
- вода дистиллированная;
- бумага фильтровальная лабораторная - по ГОСТ 12026;
- образцы любой геометрической формы должны иметь объем не менее 5 см![]() и внешний вид - в соответствии с разделом 3 и 4.4.1.
и внешний вид - в соответствии с разделом 3 и 4.4.1.
Рисунок 3 - Весы технические с приспособлением для гидростатического взвешивания
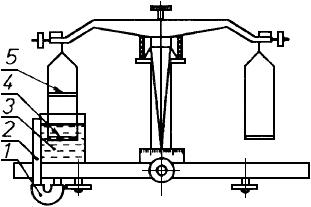
1 - шланг;
2 - водомерное стекло; 3 - сосуд с водой; 4 - нижняя чаша для взвешивания образца в воде; 5 - верхняя чаша для взвешивания образца на воздухе
Рисунок 3 - Весы технические с приспособлением для гидростатического взвешивания
4.4.6 Проведение испытания
Испытуемый образец помещают на верхнюю чашу весов, взвешивают на воздухе.
Образец массой до 10 г взвешивают с погрешностью ±0,001 г, более 10 г - с погрешностью ±0,01 г.
Необожженные изделия и изделия горячего прессования взвешивают в воде без предварительного парафинирования.
У обожженных изделий и изделий, не содержащих связующее, перед взвешиванием в воде закрывают поверхностные поры путем погружения их в стакан с расплавленным на водяной бане парафином, температура которого около 90 °С.
После прекращения выделения пузырьков воздуха образец вынимают тигельными щипцами из стакана, ставят на бумагу и удаляют избыток парафина с поверхности образца тщательным обтиранием его бумагой так, чтобы толщина пленки была минимальной.
Образец после обработки вновь помещают на верхнюю чашу весов и взвешивают на воздухе.
Образец перекладывают на нижнюю чашу весов, погружают полностью в емкость с дистиллированной водой и взвешивают. Уровень воды в сосуде при взвешивании должен быть постоянным. Воду в сосуде меняют ежедневно.
Периодически, примерно через 30 мин, измеряют температуру воды, в которой проводят взвешивание, и определяют ее плотность по таблице 1.
Таблица 1
Температура, °С | Плотность воды, г/см |
18 | 0,9986 |
19 | 0,9984 |
20 | 0,9982 |
21 | 0,9980 |
22 | 0,9978 |
23 | 0,9976 |
24 | 0,9973 |
25 | 0,9971 |
4.4.7 Расчеты
Кажущуюся плотность (![]() ) определяют по формуле (11) для непарафинированных образцов и (12) для парафинированных образцов
) определяют по формуле (11) для непарафинированных образцов и (12) для парафинированных образцов
![]() ; (11)
; (11)
![]() , (12)
, (12)
где ![]() и
и ![]() - масса непарафинированного образца в воздухе и в воде соответственно, г;
- масса непарафинированного образца в воздухе и в воде соответственно, г;![]() и
и ![]() - масса парафинированного образца в воздухе и в воде соответственно, г;
- масса парафинированного образца в воздухе и в воде соответственно, г;![]() - плотность воды при температуре определения, г/см
- плотность воды при температуре определения, г/см![]() .
.
Результаты расчетов округляют до двух значащих цифр после запятой.
Погрешность измерения ±2% отн.
4.5 Метод абсорбции масла
4.5.1 Оборудование и испытуемый образец:
- весы в соответствии с 4.3.1;
- гидрометр со шкалой удельной массы от 0,800 до 0,900 г/см![]() при 20 °С с ценой деления 0,001;
при 20 °С с ценой деления 0,001;
- цилиндрический гидрометр;
- термометр со шкалой от минус 10 до плюс 100 °С;
- мензурка с широкой горловиной емкостью 1000 см![]() ;
;
- вакуумная сушилка или колоколообразный колпак;
- вакуумный насос, способный создать абсолютное давление до 20 мм рт.ст. (около 25 мбар);
- водяная баня при температуре ниже 20 °С;
- нефтяное масло марки АЕ-10 (24-32 сСт при 50 °С) или керосин;
- пила или другое приспособление для резки образца необходимого размера;
- шлифовальный круг или другое приспособление для обработки неровных краев;
- испытуемый образец массой от 25 до 100 г. Если образец взят от части, которая имеет металлическую арматуру, гальваническое покрытие и т.п., то все эти инородные материалы следует удалить. Все поверхности должны быть сглажены, чтобы не было заусенцев или неровных краев во избежание сколов во время испытания. Предназначенные для испытания образцы из металлографитных марок и высокоплотных материалов должны быть большего размера, чем образцы из других щеточных материалов.
4.5.2 Проведение испытания
Образцы массой до 100 г взвешивают на воздухе с точностью до трех значащих цифр. Образцы массой свыше 100 г взвешивают с точностью не менее 0,005 измеряемой величины.
Помещают образец и термометр в мензурку, соединяют насос с мензуркой и постепенно понижают давление до 20-60 мм рт.ст. (около 25-80 мбар).
Не нарушая вакуума, в мензурку постепенно вводят предварительно нагретые до температуры 70 °С масло или керосин таким образом, чтобы образец был полностью покрыт маслом или керосином.
Поддерживают давление от 20 до 60 мм рт.ст. (примерно 25-80 мбар) то тех пор, пока из образца не прекратится выделение пузырьков.
Охлаждают мензурку и ее содержимое в водяной бане до температуры ниже 20 °С.
Извлекают мензурку из водяной бани и повышают температуру до 20 °С.
При этой температуре извлекают образец из масла или из керосина и вытирают его насухо.
Взвешивают пропитанный маслом или керосином образец на воздухе с точностью до трех значащих цифр или с точностью не менее 0,005 измеряемой величины и записывают полученную массу как ![]() .
.
Переливают масло или керосин из мензурки в цилиндрический гидрометр, нагревают его до температуры 20 °С и определяют его удельную массу. Записывают полученное значение как ![]() .
.
Взвешивают пропитанный маслом или керосином, погруженный в воду образец в соответствии с 4.4.2. Записывают эту массу как ![]() .
.
4.5.3 Расчеты
Масса абсорбированного масла равна
![]() . (13)
. (13)
Таким образом, объем абсорбированного масла равен
![]() . (14)
. (14)
Аналогично расчетам по формулам (6-10) кажущаяся плотность ![]() равна
равна
![]() , (15)
, (15)
а кажущаяся пористость
![]() . (16)
. (16)
4.6 Метод определения общей пористости
Данный метод применяют для всех видов испытаний, кроме сертификационных.
Общую пористость определяют расчетным методом на основании полученных значений пикнометрической и кажущейся плотности на одних и тех же образцах.
Общую пористость (![]() ) в процентах рассчитывают по формуле
) в процентах рассчитывают по формуле
![]() , (17)
, (17)
где ![]() - кажущаяся плотность образца, г/см
- кажущаяся плотность образца, г/см![]() ;
;
![]() - пикнометрическая плотность образца, определяемая в соответствии с приложением А настоящего стандарта, г/см
- пикнометрическая плотность образца, определяемая в соответствии с приложением А настоящего стандарта, г/см![]() .
.
5 ТВЕРДОСТЬ: ОБЩЕЕ ПОЛОЖЕНИЕ
Для определения твердости щеточных материалов в основном применяют два метода:
метод отскока;
метод вдавливания.
Следует отметить, что прямой зависимости между твердостью щеточного материала и его абразивностью нет.
Результаты, полученные для отдельно взятого метода, могут быть проверены только по результатам, полученным этим же методом, и могут стандартизоваться по эквивалентным стандартам.
Значения твердости, полученные для отдельно взятых щеток, нельзя сравнивать со значениями твердости других щеток или щеточных блоков, если направление прессования (или выдавливания) было различное.
5.1 Метод отскока
Этот метод применяют для проверки качества продукции, в частности, не очень мягкого материала.
5.1.1 Оборудование и испытуемый образец:
- для испытания образца щеточного материала применяют склероскоп "ШОР" модели С2 или равнозначный прибор, снабженный специальным бойком.
Примечание - Боек и составляющие его элементы должны иметь следующие характеристики:
а) масса 2,2 г ±5%;
b) наружный диаметр ![]() мм;
мм;
с) общая длина от 20,7 до 21,4 мм;
d) зазор между бойком и трубкой: в верхней части трубки от 0,19 до 0,31 мм, в нижней части трубки от 0,04 до 0,08 мм;
e) высота, с которой падает боек ![]() мм;
мм;
f) кончик бойка должен состоять из алмаза овальной формы, вставленного в клиновидное отверстие корпуса бойка. Корпус бойка должен состоять из закаленной стали с содержанием углерода приблизительно 1,2%. После укрепления алмаза корпус бойка следует закалить и отпустить. Контактная поверхность алмаза должна иметь радиус 1,32 мм ±5% по дуге длиной 0,61 мм.
Испытуемый образец по размерам может быть в соответствии с разделом 3 или любого другого подходящего размера. Наружный слой с испытуемого образца должен быть удален. Поверхность его обработать таким образом, чтобы она была гладкой и на ней не было каких-либо дефектов, грязи, жира или других инородных материалов. У прямоугольного образца должны быть, по крайней мере, две параллельные поверхности. Цилиндрический образец должен иметь одинаковый диаметр по всей его длине. В противном случае удар получится скользящим, вследствие чего будет получен неправильный результат. При испытании цилиндрических образцов желательно для обеспечения точности торцевые поверхности обработать.
5.1.2 Настройка прибора
Прибор устанавливают на прочной опоре.
Прибор следует выравнять.
Проверяют, чтобы грузило "plumb bob" перед прибором свободно свисало в кольцо.
Проверяют калибровку прибора с помощью предварительно подготовленных эталонных шаблонов (образцов).
Подготавливают наковальню для испытуемого образца.
Если поперечное сечение образца круглое и торцевые поверхности нельзя отшлифовать, следует применять клиновидную (V-образную) блок-наковальню. Если образец имеет прямоугольное поперечное сечение, следует применять основную плоскую наковальню (являющуюся частью прибора).
Примечание. Наковальни следует содержать в чистоте. Пыль и грязь удалить с наковален мягкой тканью, не содержащей хлопковое волокно. В случае V-образной наковальни следует протереть плоскую наковальню и сопряженную (соединенную) поверхность V-образной блок-наковальни прежде, чем их соединить вместе. Частицы грязи между двумя наковальнями могут быть причиной ошибочных результатов.
5.1.3 Проведение испытания на твердость
Образец помешают на соответствующую наковальню таким образом, чтобы удар бойка приходился в направлении усилия прессования для щеток и щеточных блоков и был перпендикулярен к оси выдавливания для материалов, полученных методом выдавливания.
Опускают трубку на испытуемый образец и прочно ее держат до тех пор, пока длится испытание.
Высвобождают боек и отмечают высоту отскока.
По мере возможности твердость следует определять в пяти точках на каждой стороне испытуемого образца.
Во избежание получения разброса показаний прибора не учитывают самые низкие показания каждой из двух групп, состоящей из пяти показаний. За показатель твердости образца принимают среднее арифметическое значение из восьми оставшихся показаний.
5.2 Метод вдавливания
Этот метод пригоден для проверки качества продукции. В процессе испытания шарик вдавливают в поверхность испытуемого образца за два приема, затем измеряют постоянное увеличение глубины вдавливания данного шарика в специфических условиях (рисунок 4).
Рисунок 4 - Испытание на твердость методом вдавливания
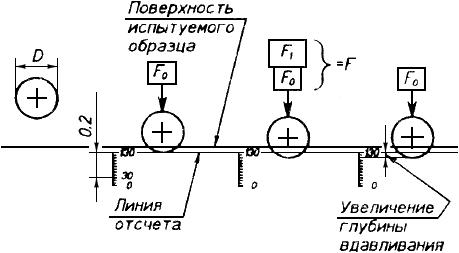
Рисунок 4 - Испытание на твердость методом вдавливания
Твердость измеряют непосредственно на готовых щетках, если:
1 Щетка не омеднена и размеры ![]() ,
, ![]() и
и ![]() (в соответствии с ГОСТ 12232) равны и более 10 мм, или
(в соответствии с ГОСТ 12232) равны и более 10 мм, или
2 Щетка омеднена и размеры ![]() и
и ![]() равны и более 10 мм и одновременно часть
равны и более 10 мм и одновременно часть ![]() , которая не омеднена, равна и более 10 мм.
, которая не омеднена, равна и более 10 мм.
Результаты, полученные на меньшем образце, могут быть ошибочными вследствие образования трещин, разрушений и деформаций.
Для щеток других размеров измерение твердости следует проводить на блоке щеточного материала до разрезания его на щетки по размерам.
Вариант А
5.2.1 Оборудование и испытуемый образец:
- прибор для измерения твердости по Роквеллу (пенетрометр) с приспособлением, обеспечивающим различные нагрузки ![]() ,
, ![]() и
и ![]() . Амортизирующее приспособление устанавливают для предотвращения резкого приложения нагрузки: его настраивают так, чтобы во время испытания нагрузка увеличивалась от значения
. Амортизирующее приспособление устанавливают для предотвращения резкого приложения нагрузки: его настраивают так, чтобы во время испытания нагрузка увеличивалась от значения ![]() до
до ![]() в течение от 2 до 8 с;
в течение от 2 до 8 с;
- шарик для вдавливания, изготовленный из полированного материала, имеет диаметр ![]() . Предельные отклонения диаметра шарика от номинального размера не должны превышать значений, соответствующих степени
. Предельные отклонения диаметра шарика от номинального размера не должны превышать значений, соответствующих степени ![]() по ГОСТ 25347. Твердость шарика по Виккерсу должна быть не менее 850 (учитывая кривизну шарика при испытании); он должен быть отполирован и не должен иметь поверхностных дефектов. Любой шарик, предельные отклонения которого превышают вышеуказанные допуски и (или) имеющий какие-либо поверхностные дефекты, должен быть изъят, а результаты соответствующего испытания не учитывают;
по ГОСТ 25347. Твердость шарика по Виккерсу должна быть не менее 850 (учитывая кривизну шарика при испытании); он должен быть отполирован и не должен иметь поверхностных дефектов. Любой шарик, предельные отклонения которого превышают вышеуказанные допуски и (или) имеющий какие-либо поверхностные дефекты, должен быть изъят, а результаты соответствующего испытания не учитывают;
- индикатор (глубиномер) для измерения глубины вдавливания. Индикатор должен иметь равномерную дисковую шкалу с делениями от 0 до 130 мм, где расстояние между делениями на шкале от 30 до 130 мм должно соответствовать глубине вдавливания 0,200 мм, т.е. цена деления шкалы соответствует 0,002 мм. Точность индикатора ±0,001 мм;
- жесткое крепление для испытуемого образца. Образец по размерам должен быть в соответствии с разделом 3 или образцом любого подходящего размера с двумя параллельными поверхностями. Перед испытанием на твердость образец надо проверить и убедиться, что в нем нет трещин или любых других дефектов поверхности. Поверхность, контактирующая с креплением, и испытываемая поверхность должны быть чистыми и свободными от инородных включений.
Если испытание на твердость проводят на блоке щеточного материала, то необходимо проверить, чтобы две параллельные поверхности были тщательно обработаны до состояния, которое обычно имеет поверхность щетки.
Примечание - После очередной смены, износа и замены шарика или крепления следует убедиться, что новый шарик (или новое крепление) правильно установлены в своей обойме. В процессе испытания прибор должен быть защищен от ударов или вибрации.
5.2.2 Проведение испытания
Испытание проводят при температуре окружающей среды.
Важно, чтобы образец находился в устойчивом положении, чтобы не произошло смещения во время испытания. Если нет иной договоренности, то образец должен быть помещен таким образом, чтобы направление нагрузки во время испытания на твердость было в направлении усилия прессования для щеточных блоков и перпендикулярно к оси выдавливания для материалов, полученных методом выдавливания.
Место для любого вдавливания следует выбирать таким образом, чтобы расстояние между двумя соседними отпечатками или расстояние от центра любого отпечатка до ребер образца и (или) краев имеющихся в нем отверстий равнялось одному диаметру шарика или 2,5-кратному диаметру отпечатка, если не оговорены другие условия.
Комбинацию диаметра шарика ![]() предварительной нагрузки
предварительной нагрузки ![]() и дополнительной нагрузки
и дополнительной нагрузки ![]() выбирают следующим образом:
выбирают следующим образом:
- комбинация 1: для материалов из природного графита;
- комбинация 2: для металлографитных материалов;
- комбинации 3, 4 и 5: для металлографитных, электрографитных и твердоуглеродных материалов.
В соответствии с практикой, принятой Международной организацией по стандартизации (ИСО), нагрузки для всех испытаний на твердость выражены в кгс. Это решение было принято, поскольку считается нецелесообразным менять нагрузки на всех машинах для испытания на твердость на деканьютоны - даН.
Если ни одно из вышеперечисленных сочетаний не дает подходящих показаний, то применяют шарик другого размера и делают соответствующую запись в протоколе. В этом случае рекомендуется применять шарик диаметром 5 мм и комбинации нагрузок, указанные в таблице 2.
Таблица 2
Номер комбинации | Диаметр шарика | Предварительная нагрузка, | Дополнительная нагрузка | Общая нагрузка |
1 | 10 | 10 | 10 | 20 |
(2)* | (10)* | (10)* | (30)* | (40)* |
3 | 10 | 10 | 50 | 60 |
4 | 10 | 10 | 90 | 100 |
5 | 10 | 10 | 140 | 150 |
* Эти комбинации по возможности не применять. | ||||
Шарик помещают на поверхность испытуемого образца, затем на него постепенно прикладывают давление перпендикулярно к поверхности без толчков, пока не будет достигнута предварительная нагрузка ![]() , равная (10,0±0,2) кгс.
, равная (10,0±0,2) кгс.
Шкалу индикатора (глубиномера) устанавливают в исходное положение.
Нагрузку увеличивают постепенно в течение от 2 до 8 с на значение дополнительной нагрузки ![]() , в результате чего достигают общую нагрузку
, в результате чего достигают общую нагрузку ![]() . Допуск на
. Допуск на ![]() равен ±0,5%.
равен ±0,5%.
Когда стрелка индикатора (глубиномера) остановится, на что обычно уходит 10 с (в зависимости от испытуемого материала), снимают дополнительную нагрузку ![]() , чтобы осталась лишь предварительная нагрузка
, чтобы осталась лишь предварительная нагрузка ![]() .
.
В особых случаях, когда испытуемый щеточный материал в данных условиях имеет большую пластичность во времени, нагрузку ![]() снимают через 20-25 с после начала движения индикатора.
снимают через 20-25 с после начала движения индикатора.
Снимают показания глубины вдавливания при действующей предварительной нагрузке ![]() . Следует, при необходимости, вывести соответствующее число твердости по Роквеллу (у большинства циферблатных шкал непосредственное значение числа твердости по Роквеллу приведено на красной шкале). Если при применении одной из комбинаций в соответствии с таблицей 2 получают среднее значение твердости более 110 или менее 30, то испытание следует повторить, выбрав более подходящую комбинацию нагрузок.
. Следует, при необходимости, вывести соответствующее число твердости по Роквеллу (у большинства циферблатных шкал непосредственное значение числа твердости по Роквеллу приведено на красной шкале). Если при применении одной из комбинаций в соответствии с таблицей 2 получают среднее значение твердости более 110 или менее 30, то испытание следует повторить, выбрав более подходящую комбинацию нагрузок.
На каждом образце проводят следующее число измерений твердости:
на готовых щетках, у которых два размера поверхности, подлежащей испытаниям, менее 16 мм, следует проводить одно испытание на каждой из двух поверхностей;
на готовых щетках, у которых два размера поверхности, подлежащей испытаниям, не менее 16 мм, следует проводить два испытания на каждой из двух поверхностей;
на блоках щеточного материала следует проводить пять испытаний на каждой из двух поверхностей.
Среднее арифметическое значение показаний, снятых на каждом образце, следует считать значением твердости. Однако для щеточного материала в виде блока желательно не учитывать самое низкое значение, полученное на каждой поверхности; среднее арифметическое значение восьми оставшихся результатов принимают за значение твердости.
Значение твердости, полученное при установленной нагрузке, обозначают буквами HR в комбинации с числами, представляющими диаметр шарика ![]() и общую нагрузку
и общую нагрузку ![]() , например HR 10/60.
, например HR 10/60.
Вариант Б
5.3 Данный вариант метода измерения твердости вдавливанием применяют для всех видов испытаний, кроме сертификационных.
5.3.1 Оборудование и испытуемый образец:
- приборы типа ТР и ТРС по ГОСТ 23677, обеспечивающие предварительные 3 и 10 даН (кгс) и полные 10, 15, 30, 60, 100, 150 даН (кгс) нагрузки).
Допускается применение других приборов с аналогичными метрологическими характеристиками.
Полную нагрузку 10 даН (кгс) обеспечивают специальной подвеской, не входящей в комплект прибора.
Масса подвески должна обеспечивать требуемую нагрузку с погрешностью ±0,10 даН (кгс);
шарики номинальным диаметром 7,938 мм степени точности 5 (условное обозначение 7,9) и номинальным диаметром 12,303 мм степени точности 5 (условное обозначение 12.3) по ГОСТ 3722. Поверхность шарика должна быть чистой, блестящей, без царапин и следов коррозии;
наконечник для крепления шарика, изготовленного по технической документации, должен быть аттестован по ГОСТ 8.326. Форма и размеры деталей наконечника должны соответствовать указанным на рисунках 5 и 6 для шарика диаметром 7,9 мм и на рисунках 7 и 8 для шарика диаметром 12,3 мм.
Рисунки 5, 6 - Форма и размеры деталей наконечника для шарика диаметром 7,9 мм
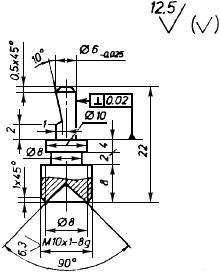
Рисунок 5
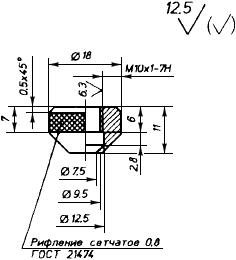
Рисунок 6
Рисунки 7, 8 - Форма и размеры деталей наконечника для шарика диаметром 12,3 мм
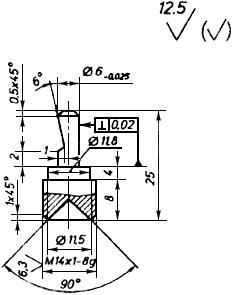
Рисунок 7
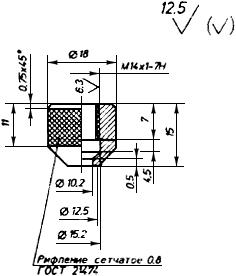
Рисунок 8
Крепление шарика в наконечнике должно соответствовать указанному на рисунке 9. Гайка наконечника должна быть плотно затянута, проворачивание шарика в наконечнике не допускается. Допуск соосности конической поверхности и хвостовика диаметром от ![]() до
до ![]() мм. Материал наконечника - сталь 45 по ГОСТ 1050.
мм. Материал наконечника - сталь 45 по ГОСТ 1050.
Рисунок 9 - Крепление шарика в наконечнике
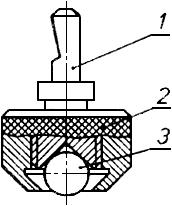
1 - хвостовик наконечника; 2 - гайка наконечника; 3 - шарик
Рисунок 9
5.3.2 Подготовка к испытанию
Для измерения используют образцы размерами не менее 10х10х5 мм.
При измерении твердости на образцах других размеров результаты не сопоставляют с результатами, полученными на стандартных образцах.
Допускается измерение твердости на готовых щетках, блоках или заготовках, если их размеры соответствуют указанным.
При использовании в качестве образцов армированных щеток допускается применение твердых прокладок, помещаемых между щеткой и столиком прибора.
Перед измерением поверхность столика прибора тщательно очищают от грязи, пыли, крупинок и следов коррозии.
В зависимости от твердости материала полную нагрузку и шарик следует выбирать так, чтобы показания индикатора находились в интервале от 10 до 90 делений измерительной шкалы (против часовой стрелки) и должны указываться в стандартах или технических условиях на щетки конкретных марок.
5.3.3 Проведение испытаний
Измерения проводят при температуре (25±10) °С.
Образец помещают на столик прибора так, чтобы он находился в устойчивом положении. Нагрузку следует прикладывать в направлении усилия прессования или перпендикулярно к оси выдавливания.
Измерения проводят так, чтобы расстояние между центрами двух соседних отпечатков или расстояние от центра любого отпечатка до ребер образца и имеющихся в нем отверстий было не менее 5 мм.
Измерение твердости проводят вдавливанием в образец стального шарика под действием двух последовательно прилагаемых нагрузок. Предварительную нагрузку следует прикладывать без толчков и ударов. Если после приложения предварительной нагрузки большая стрелка индикатора прибора отклоняется от вертикального положения более чем на ±5 делений, то испытание проводят в другой точке образца.
Определение результатов испытаний проводят после снятия полной нагрузки по фактическому значению отклонения стрелки индикатора от нуля в целых делениях шкалы (по шкале ![]() против часовой стрелки).
против часовой стрелки).
Предварительная нагрузка остается при этом приложенной.
Число измерений должно быть на блоках не менее шести (по три отсчета на каждой поверхности), на готовых щетках и заготовках - не менее двух (по одному отсчету на каждой поверхности).
Твердость ![]() следует определять в зависимости от показаний индикатора
следует определять в зависимости от показаний индикатора ![]() (против часовой стрелки) при полной нагрузке по таблицам 3-8.
(против часовой стрелки) при полной нагрузке по таблицам 3-8.
Таблица 3 - Твердость (![]() 12,3/10) при полной нагрузке 10 даН (кгс) и диаметре шарика 12,3 мм
12,3/10) при полной нагрузке 10 даН (кгс) и диаметре шарика 12,3 мм
|
|
10 | 22 |
11 | 20 |
12 | 19 |
13 | 17 |
14 | 16 |
15 | 15 |
16 | 14 |
17 | 13 |
18-19 | 12 |
20-21 | 11 |
22-23 | 10 |
24-26 | 9 |
27-29 | 8 |
30-34 | 7 |
35-40 | 6 |
41-49 | 5 |
50-64 | 4 |
65-80 | 3 |
81-90 | 2 |
Таблица 4 - Твердость (![]() 7,9/15) при полной нагрузке 15 даН (кгс) и диаметре шарика 7,9 мм
7,9/15) при полной нагрузке 15 даН (кгс) и диаметре шарика 7,9 мм
|
|
10 | 43 |
11 | 39 |
12 | 36 |
13 | 33 |
14 | 31 |
15 | 29 |
16 | 27 |
17 | 25 |
18 | 24 |
19 | 23 |
20 | 22 |
21 | 21 |
22 | 20 |
23 | 19 |
24 | 18 |
25 | 17 |
26-27 | 16 |
28-29 | 15 |
30-32 | 14 |
33-34 | 13 |
35-37 | 12 |
38-41 | 11 |
42-45 | 10 |
46-51 | 9 |
52-58 | 8 |
59-66 | 7 |
67-80 | 6 |
81-90 | 5 |
Таблица 5 - Твердость (![]() 7,9/30) при полной нагрузке 30 дан (кгс) и диаметре шарика 7,9 мм
7,9/30) при полной нагрузке 30 дан (кгс) и диаметре шарика 7,9 мм
|
|
10 | 83 |
11 | 77 |
12 | 71 |
13 | 67 |
14 | 62 |
15 | 59 |
16 | 56 |
17 | 52 |
18 | 50 |
19 | 48 |
20 | 45 |
21 | 43 |
22 | 42 |
23 | 40 |
24 | 38 |
25 | 37 |
26 | 36 |
27 | 34 |
28 | 33 |
29 | 32 |
30 | 31 |
31 | 30 |
32-33 | 29 |
34 | 28 |
35 | 27 |
36-37 | 26 |
38 | 25 |
39-40 | 24 |
41-42 | 23 |
43-44 | 22 |
45-46 | 21 |
47-49 | 20 |
50-51 | 19 |
52-55 | 18 |
56-58 | 17 |
59-62 | 16 |
63-66 | 15 |
67-71 | 14 |
72-77 | 13 |
78-80 | 12 |
81-84 | 12 |
85-90 | 11 |
Таблица 6 - Твердость (![]() 7,9/60) при полной нагрузке 60 даН (кгс) и диаметре шарика 7,9 мм
7,9/60) при полной нагрузке 60 даН (кгс) и диаметре шарика 7,9 мм
|
|
10 | 100 |
11 | 91 |
12 | 83 |
13 | 77 |
14 | 71 |
15 | 67 |
16 | 62 |
17 | 59 |
18 | 56 |
19 | 53 |
20 | 50 |
21 | 48 |
22 | 45 |
23 | 43 |
24 | 42 |
25 | 40 |
26 | 38 |
27 | 37 |
28 | 36 |
29 | 34 |
30 | 33 |
31 | 32 |
32 | 31 |
33 | 30 |
34-35 | 29 |
36 | 28 |
37 | 27 |
38-39 | 26 |
40 | 25 |
41-42 | 24 |
43-44 | 23 |
45-46 | 22 |
47-48 | 21 |
49-51 | 20 |
52-53 | 19 |
54-56 | 18 |
57-60 | 17 |
61-64 | 16 |
65-68 | 15 |
69-73 | 14 |
74-79 | 13 |
80-86 | 12 |
87-90 | 11 |
Таблица 7 - Твердость (![]() 7,9/100) при полной нагрузке 100 даН (кгс) и диаметре шарика 7,9 мм
7,9/100) при полной нагрузке 100 даН (кгс) и диаметре шарика 7,9 мм
|
|
10 | 171 |
11 | 155 |
12 | 142 |
13 | 131 |
14 | 122 |
15 | 114 |
16 | 107 |
17 | 100 |
18 | 95 |
19 | 90 |
20 | 85 |
21 | 81 |
22 | 78 |
23 | 74 |
24 | 71 |
25 | 68 |
26 | 66 |
27 | 63 |
28 | 61 |
29 | 59 |
30 | 57 |
31 | 55 |
32 | 53 |
33 | 52 |
34 | 51 |
35 | 49 |
36 | 47 |
37 | 46 |
38 | 45 |
39 | 44 |
40 | 43 |
41 | 42 |
42 | 41 |
43 | 40 |
44 | 39 |
45 | 38 |
46 | 37 |
47-48 | 36 |
49 | 35 |
50-51 | 34 |
52 | 33 |
53-54 | 32 |
55-56 | 31 |
57 | 30 |
58-59 | 29 |
60-62 | 28 |
63-64 | 27 |
65-67 | 26 |
68-69 | 25 |
70-72 | 24 |
73-76 | 23 |
77-79 | 22 |
80-83 | 21 |
84-87 | 20 |
88-90 | 19 |
Таблица 8 - Твердость (![]() 7,9/150) при полной нагрузке 150 даН (кгс) и диаметре шарика 7,9 мм
7,9/150) при полной нагрузке 150 даН (кгс) и диаметре шарика 7,9 мм
|
|
10 | 253 |
11 | 230 |
12 | 211 |
13 | 195 |
14 | 181 |
15 | 169 |
16 | 153 |
17 | 149 |
18 | 140 |
19 | 138 |
20 | 126 |
21 | 120 |
22 | 115 |
23 | 110 |
24 | 105 |
25 | 101 |
26 | 97 |
27 | 94 |
28 | 90 |
29 | 87 |
30 | 84 |
31 | 81 |
32 | 79 |
33 | 77 |
34 | 74 |
35 | 72 |
36 | 70 |
37 | 68 |
38 | 67 |
39 | 65 |
40 | 63 |
41 | 62 |
42 | 60 |
43 | 59 |
44 | 57 |
45 | 56 |
46 | 55 |
47 | 54 |
48 | 53 |
49 | 52 |
50 | 51 |
51 | 50 |
52 | 49 |
53 | 48 |
54 | 47 |
55 | 46 |
56 | 45 |
57 | 44 |
58-59 | 43 |
60 | 42 |
61-62 | 41 |
63 | 40 |
64-65 | 39 |
66-67 | 38 |
68-69 | 37 |
70 | 36 |
71-72 | 35 |
73-74 | 34 |
75-76 | 33 |
77-80 | 32 |
81-83 | 31 |
84-86 | 30 |
87-89 | 29 |
90 | 28 |
Значение твердости, полученное при установленной нагрузке, следует обозначать буквой ![]() в комбинации с числами, представляющими диаметр шарика и общую нагрузку
в комбинации с числами, представляющими диаметр шарика и общую нагрузку ![]() , которая была применена, например
, которая была применена, например ![]() 7,9/60.
7,9/60.
Погрешность измерения ±5%.
5.3.4 Обработка результатов
В протоколе испытаний указывают минимальное и максимальное значения из всех полученных результатов измерений.
6 УДЕЛЬНОЕ ЭЛЕКТРИЧЕСКОЕ СОПРОТИВЛЕНИЕ: ОБЩЕЕ ПОЛОЖЕНИЕ
Существует несколько различных методов определения удельного электрического сопротивления щеточных материалов. Методы, наиболее часто используемые для контроля качества, следующие:
вольт-амперный метод;
метод моста Кельвина.
6.1 Вольт-амперный метод
6.1.1 Оборудование и испытуемый образец:
- источник постоянного тока с выходным напряжением от 0 до 6 В и пределами регулирования от 0 до 40 А (например аккумуляторная батарея и переменное сопротивление);
- источник постоянного тока напряжением не более 12 В с регулирующим устройством, обеспечивающий необходимое значение тока, изменяющееся в процессе измерения не более чем на ±1%;
- милливольтметр постоянного тока с сопротивлением не менее 1000 Ом/В со шкалами:
от | 0 | до | 300 мВ; | |
" | 0 | " | 150 мВ; | |
" | 0 | " | 75 мВ; | |
" | 0 | " | 30 мВ; | |
" | 0 | " | 15 мВ; | |
" | 0 | " | 7,5 мВ; | |
" | 0 | " | 3 мВ |
или потенциометр;
- амперметр постоянного тока со шкалами:
от | 0 | до | 75 А; | |
" | 0 | " | 30 А; | |
" | 0 | " | 15 А; | |
" | 0 | " | 7,5 А; | |
" | 0 | " | 3 А. |
Все приборы должны соответствовать классу 1,5 ГОСТ 8711;
- переключатель для замыкания и размыкания цепи;
два электроконтакта, входящих в зажимное устройство (например, медная сетка), или самоустанавливающиеся контактные поверхности. Две поверхности устанавливают так, чтобы между ними мог держаться стандартный испытуемый образец, размер которого приведен в разделе 3;
- потенциальные ножи из нержавеющей стали следует располагать на образце с расстоянием между ними не менее 30% и не более 50% длины образца. Допуск на расстояние должен составлять ±1% номинального значения длины;
- зажимное устройство должно иметь эксплуатационную документацию по ГОСТ 2.601;
- микрометр гладкий для наружных измерений - по ГОСТ 6507;
- штангенциркуль с двухсторонним расположением губок для наружных и внутренних измерений - по ГОСТ 166;
- испытуемый образец в соответствии с разделом 3.
Примечания
1 Допускается применение других приборов и автоматических средств с аналогичными или более высокими метрологическими характеристиками.
2 Результаты, полученные при измерении удельного электрического сопротивления на образцах других размеров и форм, не сопоставляют с результатами, полученными на стандартных образцах. Размеры образцов должны быть записаны в протоколе испытаний и в паспорте.
6.1.2 Проведение испытания
Испытание проводят при температуре (25±10) °С.
Измеряют и записывают размеры образца с погрешностью не более 0,5%.
Измерительную аппаратуру соединяют согласно схеме, указанной на рисунке 10.
Рисунок 10 - Схема соединения измерительной аппаратуры
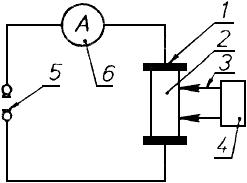
1 - токовые электроды; 2 - образец; 3 - потенциальные ножи; 4 - милливольтметр или потенциометр; 5 - источник постоянного тока с регулирующим устройством и переключателем; 6 - амперметр
Рисунок 10
Образец устанавливают между двумя электрическими контактами в направлении наибольшего размера.
Усилие, с которым зажимают образец электрическими контактами, должно обеспечивать надежный, безыскровый контакт с образцом.
Потенциальные ножи прижимают к одной из поверхностей ![]() образца. Контакт потенциальных ножей считается надежным, если стрелка милливольтметра неподвижна.
образца. Контакт потенциальных ножей считается надежным, если стрелка милливольтметра неподвижна.
Проверяют симметричность расположения потенциальных ножей относительно осей поверхности ![]() .
.
Записывают расстояние между потенциальными ножами.
Примечание - Расстояние между потенциальными ножами необходимо периодически поверять. Поверку проводят путем приложения ножей к плоской отшлифованной поверхности щеточного материала, на которой получаются четкие, хорошо выраженные следы. Расстояние между центрами этих следов измеряют с помощью микроскопа.
Допускается проводить измерение расстояния между потенциальными ножами при поверке устройства по методике, утвержденной в установленном порядке.
Пропускают ток через цепь. Выбирают соответствующую шкалу на амперметре и милливольтметре и регулируют ток переменным сопротивлением так, чтобы показания на обоих приборах приходились на вторую половину шкалы.
Примечания
1 Предлагаемые значения тока, расстояние между потенциальными ножами и показания милливольтметра приведены в таблице 9.
Плотность тока должна быть не более 8 А/см![]() для углеграфитных, графитных и электрографитных щеток; не более 40 А/см
для углеграфитных, графитных и электрографитных щеток; не более 40 А/см![]() - для металлографитных щеток.
- для металлографитных щеток.
2 Показания следует записывать быстро, во избежание нагревания образца, которое может повлиять на значение удельного электрического сопротивления.
Таблица 9 - Условия, соответствующие испытанию
Размер образца, мм |
|
|
|
|
| ||||
10x10x64 | 25 | 600,00 | 2,00 | 300,0 |
300,00 | 4,00 | 300,0 | ||
150,00 | 8,00 | 300,0 | ||
75,00 | 8,00 | 150,0 | ||
37,50 | 8,00 | 75,0 | ||
15,00 | 8,00 | 30,0 | ||
7,50 | 8,00 | 15,0 | ||
3,75 | 8,00 | 7,5 | ||
1,50 | 20,00 | 7,5 | ||
0,75 | 40,00 | 7,5 | ||
0,60 | 20,00 | 3,0 | ||
0,30 | 40,00 | 3,0 | ||
4x8x32 | 16 | 600,00 | 1,00 | 300,0 |
300,00 | 2,00 | 300,0 | ||
150,00 | 4,00 | 300,0 | ||
75,00 | 4,00 | 150,0 | ||
37,50 | 4,00 | 75,0 | ||
15,00 | 4,00 | 30,0 | ||
7,50 | 4,00 | 15,0 | ||
3,75 | 4,00 | 7,5 | ||
1,50 | 10,00 | 7,5 | ||
0,75 | 20,00 | 7,5 | ||
0,60 | 10,00 | 3,0 | ||
0,30 | 20,00 | 3,0 |
Записывают показания амперметра и милливольтметра и размыкают цепь.
Потенциальные ножи снимают с поверхности образца.
Снимают давление с двух электроконтактов, переворачивают образец так, чтобы потенциальные ножи касались другой поверхности ![]() образца и прикладывают то же давление, что и раньше.
образца и прикладывают то же давление, что и раньше.
Повторяют испытание при том же токе.
Допускается измерять значение падения напряжения одновременно на противоположных поверхностях образца с помощью двух пар потенциальных ножей.
Среднее арифметическое значение падения напряжения, измеренного на двух поверхностях ![]() , используют для расчета удельного электрического сопротивления.
, используют для расчета удельного электрического сопротивления.
6.1.3 Расчеты
Удельное электрическое сопротивление щеточного материала (![]() ) в омметрах рассчитывают по формуле
) в омметрах рассчитывают по формуле
![]() , (18)
, (18)
где ![]() - среднее арифметическое значение падения напряжения между потенциальными ножами, В;
- среднее арифметическое значение падения напряжения между потенциальными ножами, В;![]() - высота образца, м;
- высота образца, м;![]() - ширина образца, м;
- ширина образца, м;![]() - значение тока, пропускаемого через образец, А;
- значение тока, пропускаемого через образец, А;![]() - расстояние между потенциальными ножами, м.
- расстояние между потенциальными ножами, м.
Примечание - Рекомендуется записывать удельное электрическое сопротивление щеточных материалов в микроомметрах (мкОм·м). ![]() получают в микроомметрах, если в вышеприведенной формуле
получают в микроомметрах, если в вышеприведенной формуле ![]() измеряют в милливольтах,
измеряют в милливольтах, ![]() - в амперах, а
- в амперах, а ![]() ,
, ![]() и
и ![]() в миллиметрах (рисунок 11).
в миллиметрах (рисунок 11).
Погрешность измерения ±5%.
Рисунок 11 - Удельное электрическое сопротивление щеточного материала
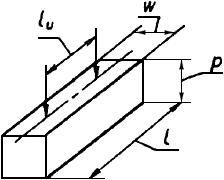
Рисунок 11
Примечание - Для определения удельного электрического сопротивления блоков можно применять тот же способ, однако при этом потенциальные ножи должны касаться всей плоскости образца.
6.2 Метод моста Кельвина
6.2.1 Оборудование и испытуемый образец
Источник постоянного тока, амперметр, зажимное устройство (например, медная сетка) или самоустанавливающиеся электроконтакты и потенциальные ножи в соответствии с 6.1.1.
Мост Кельвина с диапазоном от 10 мкОм до 1 Ом.
Гальванометр с ценой деления 1 мкА.
Переключатель для прохождения тока через образец.
Испытуемый образец в соответствии с разделом 3.
6.2.2 Проведение испытания
Испытание проводят при температуре (25±10) °С.
Измеряют и записывают размеры образца с погрешностью не более 0,5%.
Образец устанавливают между двумя электроконтактами в направлении наибольшего размера.
Правильно и аккуратно соединяют образец с мостом Кельвина.
Потенциальные ножи прижимают к одной из поверхностей образца ![]() . Контакт потенциальных ножей считают надежным, если стрелка милливольтметра неподвижна.
. Контакт потенциальных ножей считают надежным, если стрелка милливольтметра неподвижна.
Проверяют симметричность расположения потенциальных ножей относительно осей поверхности ![]() .
.
Записывают расстояние между потенциальными ножами.
Примечание - Расстояние между потенциальными ножами необходимо периодически поверять. Поверку проводят путем приложения ножей к плоской отшлифованной поверхности щеточного материала, на которой получают четкие, хорошо выраженные следы. Расстояние между центрами этих следов измеряют с помощью микроскопа.
Допускается проводить измерение расстояния между потенциальными ножами при поверке устройства по методике, утвержденной в установленном порядке.
С помощью переключателя через цепь пропускают ток. При включенном токе необходимо отрегулировать сопротивление моста таким образом, чтобы гальванометр имел нулевое отклонение. Снимают показания сопротивления образца ![]() между потенциальными ножами.
между потенциальными ножами.
Примечание - Регулирование сопротивления моста следует проводить быстро, во избежание нагревания образца, которое может повлиять на значение удельного электрического сопротивления.
Потенциальные ножи снимают с поверхности образца.
Снимают давление с двух электроконтактов, переворачивают образец так, чтобы потенциальные ножи касались другой поверхности ![]() образца и прикладывают то же давление, что и раньше.
образца и прикладывают то же давление, что и раньше.
Повторяют испытание при том же токе.
Среднее арифметическое значение сопротивления, измеренного на двух поверхностях ![]() , используют для расчета удельного электрического сопротивления.
, используют для расчета удельного электрического сопротивления.
6.2.3 Расчет
Удельное электрическое сопротивление щеточного материала (![]() ) в омметрах рассчитывают по формуле
) в омметрах рассчитывают по формуле
![]() , (19)
, (19)
где ![]() - сопротивление испытуемого образца между потенциальными ножами, Ом;
- сопротивление испытуемого образца между потенциальными ножами, Ом;
![]() - высота испытуемого образца, м;
- высота испытуемого образца, м;![]() - ширина испытуемого образца, м;
- ширина испытуемого образца, м;![]() - расстояние между потенциальными ножами, м.
- расстояние между потенциальными ножами, м.
Примечание - ![]() получают в микроомметрах (мкОм·м), если в вышеприведенной формуле
получают в микроомметрах (мкОм·м), если в вышеприведенной формуле ![]() измеряют в миллиомах, а
измеряют в миллиомах, а ![]() ,
, ![]() и
и ![]() в миллиметрах.
в миллиметрах.
Рекомендуется записывать удельное электрическое сопротивление щеточных материалов в микроомметрах (мкОм·м).
7 ПРЕДЕЛ ПРОЧНОСТИ ПРИ ПОПЕРЕЧНОМ ИЗГИБЕ
7.1 Оборудование и испытуемый образец:
- нажимное устройство с соответствующим манометром или шкалой (например, любой гидравлический или механический пресс). Устройство должно создавать и измерять давление до 1500 Н с погрешностью ±2%.
Вершины призм должны быть закруглены:
- радиус нагружающей призмы ![]() должен быть от 4 до 5 мм;
должен быть от 4 до 5 мм;
- радиус закругления опорных призм ![]() должен быть (1,0±0,5) мм.
должен быть (1,0±0,5) мм.
Две внешние вершины призм должны находиться в одной плоскости и быть параллельными, а расстояние между их центрами не должно расходиться с номинальным значением более чем на ±0,2 мм. Вершина нагружающей призмы должна быть равноудалена от вершин опорных призм и перемещаться в плоскости, перпендикулярной к плоскости, проходящей через две опорные призмы (рисунок 12).
Рисунок 12 - Вершина нагружающей призмы
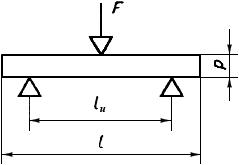
Рисунок 12
Образец должен быть в соответствии с разделом 3
7.2 Проведение испытаний
Проверяют, чтобы расстояние ![]() между вершинами опорных призм было равно значению, рекомендуемому в таблице 10. Записывают расстояние
между вершинами опорных призм было равно значению, рекомендуемому в таблице 10. Записывают расстояние ![]() .
.
Таблица 10
Размер стандартного испытуемого образца, мм | Рекомендуемое значение | Соответствующий коэффициент | ||
|
|
| ||
10 | 10 | 64 | 50,0 | 0,075 |
4 | 8 | 32 | 25,6 | 0,300 |
Проверяют размеры испытуемого образца и записывают их. Размеры ![]() и
и ![]() должны быть измерены с погрешностью не более 0,5%.
должны быть измерены с погрешностью не более 0,5%.
Образец необходимо расположить симметрично на двух опорных призмах с размером ![]() между ними, перпендикулярно к вершинам призм, а размером
между ними, перпендикулярно к вершинам призм, а размером ![]() - параллельно им.
- параллельно им.
Прикладывают с помощью нагружающей призмы нагрузку в середине образца, находящегося на двух опорных призмах.
Примечания
1 Нагружающая призма должна двигаться в вертикальной плоскости и располагаться параллельно опорным призмам, не вызывая нежелательного трения при испытании.
2 Разрушающая нагрузка должна прикладываться равномерно, без рывков, так, чтобы трещины появились не раньше чем через 5 с.
Записывают нагрузку ![]() , при которой образец разрушился.
, при которой образец разрушился.
7.3 Расчеты
Предел прочности щеточного материала при поперечном изгибе (![]() ) в меганьютонах на квадратный метр рассчитывают по формуле
) в меганьютонах на квадратный метр рассчитывают по формуле
![]() , (20)
, (20)
где ![]() - разрушающая нагрузка, Н;
- разрушающая нагрузка, Н;
![]() - расстояние между опорными призмами, мм;
- расстояние между опорными призмами, мм;![]() - ширина испытуемого образца, мм;
- ширина испытуемого образца, мм;![]() - высота испытуемого образца, мм.
- высота испытуемого образца, мм.
В таблице 10 приведены рекомендуемые значения для ![]() и соответствующие значения для коэффициента
и соответствующие значения для коэффициента ![]() для каждого из двух стандартных испытуемых образцов
для каждого из двух стандартных испытуемых образцов
![]() . (21)
. (21)
Тогда ![]() в меганьютонах на квадратный метр легко рассчитать по формуле
в меганьютонах на квадратный метр легко рассчитать по формуле
![]() . (22)
. (22)
По мере возможности, следует применять испытуемые образцы размерами 10x10x64 мм. Если по какой-либо причине необходимо использовать образец размерами 4x8x32 мм, то это должно быть записано в протоколе испытаний.
8 МАССОВАЯ ДОЛЯ ЗОЛЫ: ОБЩЕЕ ПОЛОЖЕНИЕ
Материалы, используемые для электрических щеток, могут содержать относительно небольшое количество других химических элементов и соединений. Это могут быть обычно встречающиеся в природном графите различные химические элементы или специально добавляемые вещества, например карбид кремния. Такие материалы обычно называют "золой". Они могут оказывать влияние на работу щеток, способствуя образованию пленки или, наоборот, вызывать "сдирание" поверхности контактных колец или коллектора. Поэтому необходимо определение зольности (массовой доли золы) щеточного материала. Оно, в основном, применяется на заводе-изготовителе при проверке качества продукции.
Метод распространяется на графитные, угольно-графитные и электрографитные щетки.
Метод не распространяется на щетки, содержащие пропитывающие вещества.
Измерение массовой доли золы проводят в полуфабрикате.
При необходимости допускается проводить измерение массовой доли золы в готовых щетках.
8.1 Оборудование:
- печь для создания температуры до 1000 °С;
- печь муфельная с терморегулятором, обеспечивающая температуру нагрева до 1000 °С;
- прибор для регулирования температуры в печи;
- прибор для измерения температуры до 1000 °С;
- преобразователь термоэлектрический типа ТХА с пределом измерения от 0 до 1300 °С по нормативно-технической документации;
- сушильный шкаф, обеспечивающий температуру нагрева не менее чем до 110 °С;
- термометр для измерения температуры до 110 °С;
- сушильный шкаф любого типа с термометром, обеспечивающий температуру нагрева до 120 °С;
- эксикатор - по ГОСТ 23932.
В эксикаторе должно быть соответствующее гигроскопическое вещество, например силикагель, которое, по мере необходимости, следует заменять;
- кальций хлористый плавленый - по ГОСТ 450.
Примечание - Нет необходимости в сушильном шкафу, термометре и эксикаторе, если были приняты другие меры предосторожности.
- мелкие контейнеры соответствующего размера и материала. Их следует пронумеровать для облегчения их распознавания, а затем нагревать до 1000 °С до тех пор, пока их масса не станет постоянной. Когда их не используют, то их следует держать в сушильном шкафу;
- лодочки фарфоровые прямоугольные - по ГОСТ 9147;
- штапель;
- щипцы для перемещения контейнеров;
- аналитические весы, для взвешивания контейнера со щеточным материалом массой около 5 г с погрешностью ±0,2 мг;
- весы лабораторные общего назначения 2-го класса с ценой деления 0,0001 г и наибольшим пределом взвешивания 200 г - по ГОСТ 24104;
- инструмент для вырезания образца из щеточного материала (например, пила или дрель);
- лопаточка, пестик и ступка;
- сетка проволочная тканая с квадратными ячейками 025 - по ГОСТ 6613.
8.2 Испытуемый образец
Следует взять не более 5 г материала от обработанных (готовых) щеток или блока щеточного материала, предназначенных для испытания (для образца от щетки обычно берут 1-2 г материала).
Кусочки взятого для испытания материала необходимо измельчить в ступке до размера частиц не более 0,5 мм.
Примечание - В процессе приготовления пробы следует соблюдать осторожность, чтобы предупредить попадание инородных материалов.
Пробу измельчают и просеивают без остатка через сетку 025.
8.3 Проведение испытаний щеток, не содержащих металлы
Высушивают пробу в сушильном шкафу при температуре (110±10) °С в течение не менее 2 ч до постоянной массы.
Взвешивают сухой, чистый контейнер с погрешностью ±0,2 мг.
Записывают данную массу как ![]() .
.
В данный контейнер помещают сухую пробу массой от 1 до 5 г и взвешивают контейнер с пробой с погрешностью ±0,2 мг.
Записывают эту массу как ![]() .
.
Помещают контейнер с пробой в печь и медленно повышают температуру не менее чем до 800 °С, но не выше 1000 °С.
В это время отмечают и регистрируют любые уловимые запахи (например, запахи фенола или серы).
Пробу массой около 5 г, взвешенную с погрешностью не более 0,0005 г, помещают в предварительно прокаленную до постоянной массы при температуре от 800 до 1000 °С фарфоровую лодочку.
Лодочку с пробой ставят на 20-30 мин на край открытой печи и прокаливают в течение от 4 до 5 ч до постоянной массы при температуре (850±25) °С.
Лодочку с остатком золы вынимают из печи, охлаждают сначала на воздухе в течение 5 мин, затем в эксикаторе над хлористым кальцием до комнатной температуры и взвешивают с погрешностью не более 0,0005 г.
Продолжают нагревать образец до тех пор, пока не останется никаких следов углерода.
Прокаливание остатка золы повторяют по 15 мин, пока разница в массе при двух последовательных взвешиваниях будет менее 0,001 г. Для расчета массовой доли золы принимают последний результат взвешивания.
Примечание - Если выполняются все вышеперечисленные требования, то для нагревания достаточно 12 ч, чтобы фактическая массовая доля золы всех испытуемых материалов была доведена до постоянного содержания.
Вынимают из печи контейнер с его содержимым. Накрывают контейнер и охлаждают его до температуры 200 °С, а затем помещают его в эксикатор. Не взвешивают контейнер до тех пор, пока его температура не достигнет температуры окружающей среды.
Взвешивают контейнер с его содержимым с погрешностью ±0,2 мг.
Записывают эту массу как ![]() .
.
8.4 Расчет
Массовую долю золы ![]() в процентах рассчитывают по формуле
в процентах рассчитывают по формуле
![]() %. (23)
%. (23)
В соответствии с вышеперечисленными условиями между заказчиком и заводом-изготовителем должно быть проведено не менее пяти испытаний, если не было между ними особой договоренности.
Среднее арифметическое значение этих результатов рассматривают как фактическую массовую долю золы; необходимо указать степень зольности.
Допускаемое расхождение между результатами параллельных определений не должно превышать указанного в таблице 11.
Таблица 11
Массовая доля золы, % | Допускаемое расхождение между результатами параллельных определений, % отн. | |
До 1 включ. | 0,05 | |
Св. 1 до 3 | 0,25 | |
" | 3 | 0,50 |
За окончательный результат принимают среднее арифметическое двух параллельных определений. При этом не допускается брать для расчета среднего значения результаты параллельных определений, если одно из них не соответствует значениям, указанным в стандартах или технических условиях на щетки конкретных марок.
Погрешность измерения ±5%.
Если ко времени поступления заказа на изделия на заводе-изготовителе было установлено номинальное значение массовой доли золы, то в этом случае фактическую массовую долю золы необходимо сравнить с номинальным значением массовой доли золы. Фактическая массовая доля золы должна находиться между пределами, указанными на графике рисунка 13.
Примечание - В настоящее время пределы, указанные на рисунке 13, применимы только для сравнения (сверки).
Рисунок 13 - Верхний и нижний пределы массовой доли золы для различных ее номинальных значений
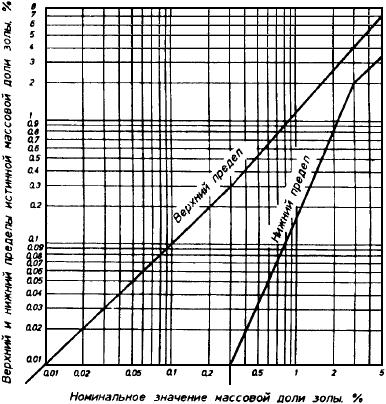
Рисунок 13 - Верхний и нижний пределы массовой доли золы для различных ее номинальных значений
8.5 Проведение испытаний металлосодержащих щеток
Так как для определения массовой доли золы материала металлографитных щеток требуются различные методы испытания, в зависимости от наличия или отсутствия главных элементов или соединений, таких как серебро, олово, молибден, пластмасса и т.д., в данном стандарте не представлен ни один из методов испытания.
ПРИЛОЖЕНИЕ А (обязательное). МЕТОД ОПРЕДЕЛЕНИЯ ПИКНОМЕТРИЧЕСКОЙ ПЛОТНОСТИ
ПРИЛОЖЕНИЕ А
(обязательное)
________________
* Наименование приложения А в бумажном оригинале выделено курсивом. - Примечание изготовителя базы данных.
Метод распространяется на щетки, а также на другие электроугольные изделия и электроугольный полуфабрикат.
Метод основан на сравнении масс одинаковых объемов испытуемого вещества и жидкости с известной плотностью.
1 Методы отбора и подготовки проб
1.1 Лабораторную пробу отбирают в соответствии с объемами выборки, установленными в технических условиях или (и) технологической документации на изделия конкретных марок.
1.2 Лабораторную пробу измельчают так, чтобы просеять без остатка через сетку 025 по ГОСТ 6613.
Сетку, ступку и пестик тщательно протирают спиртом.
Заварочные порошки просеивают через сетку 025 без дополнительного измельчения.
2 Аппаратура, материалы, реактивы:
- весы лабораторные общего назначения 2-го класса с ценой деления 0,0001 г и наибольшим пределом взвешивания 200 г - по ГОСТ 24104;
- шкаф сушильный вакуумный, обеспечивающий остаточное давление 1333,2 Па (10 мм рт.ст.);
- термостат водяной, обеспечивающий постоянство температуры в интервале 20-25 °С с погрешностью ±0,5 °С;
- термометр стеклянный технический с пределами измерений до 100 °С - по нормативно-технической документации;
- ареометр со шкалой от 0,940 до 1,010 г/см![]() - по ГОСТ 18481;
- по ГОСТ 18481;
- часы бытовые любого типа;
- марля бытовая хлопчатобумажная - по ГОСТ 11109;
- пикнометры стеклянные вместимостью 25 и 50 мл типа ПМЖ - по ГОСТ 22524;
- цилиндр мерный вместимостью 250 мл - по ГОСТ 1770;
- колбы мерные вместимостью 1 л - по ГОСТ 1770;
- пипетка вместимостью 1 мл - по ГОСТ 29227;
- воронки стеклянные - по ГОСТ 23932;
- спирт этиловый - по ГОСТ 18300;
- вода дистиллированная;
- кислота азотная - по ГОСТ 4401 или ГОСТ 11125;
- аммоний азотнокислый по ГОСТ 22867, пятипроцентный кислый раствор которого готовят следующим образом: 50 г азотнокислого аммония взвешивают с точностью до ±0,01 г, помещают в мерную колбу вместимостью 1 л, растворяют в дистиллированной воде, добавляют 20 мл азотной кислоты, доводят объем до метки дистиллированной водой и перемешивают;
- пикнометрическая жидкость, состоящая из 300 мл этилового спирта и 1000 мл пятипроцентного кислого раствора азотнокислого аммония.
3 Подготовка к анализу
3.1 Перед проведением анализа проводят калибровку пикнометров.
Чистый, сухой пикнометр, предварительно взвешенный с погрешностью ±0,0002 г, заполняют пикнометрической жидкостью выше метки пикнометра, закрывают пробкой, помещают в термостат и выдерживают в течение от 30 до 40 мин при температуре (20,0±0,5) °С.
Уровень воды в термостате должен быть приблизительно на 5 мм ниже метки пикнометра.
3.2 Пикнометр вынимают из термостата, уровень жидкости в нем доводят до метки, закрывают пробкой, тщательно вытирают и взвешивают.
3.3 Массу пикнометрической жидкости в объеме пикнометра определяют как разность массы пикнометра с жидкостью и массы пустого пикнометра.
3.4 Определение плотности пикнометрической жидкости
Цилиндр вместимостью 250 мл наполняют пикнометрической жидкостью, помещают в термостат и выдерживают при температуре калибровки пикнометра в течение от 30 до 40 мин. Измеряют плотность пикнометрической жидкости ареометром с погрешностью ±0,001 г/см![]() .
.
4 Проведение анализа
4.1 Часть аналитической пробы помещают через воронку в чистый, сухой, предварительно калиброванный и взвешенный пикнометр, заполняя 0,20-0,25 часть его объема, и взвешивают. Анализ проводят параллельно не менее чем в двух навесках.
4.2 Все взвешивания проводят с погрешностью ±0,0002 г.
4.3 Пикнометр с анализируемым материалом заполняют пикнометрической жидкостью известной плотности, на 0,75 объема пикнометра, тщательно взбалтывают до полного смачивания анализируемого материала и вакуумируют при остаточном давлении 20264,9 Па (0,2 атм) в течение 30 мин.
4.4 По истечении времени вакуумирования пикнометр вынимают из вакуумного сушильного шкафа, закрывают пробкой, тщательно взбалтывают содержимое пикнометра, затем добавляют пикнометрическую жидкость выше метки, снова закрывают пробкой и помещают в термостат на (35±5) мин при температуре (20,0±0,5) °С.
4.5 Дальнейшие операции проводят в соответствии с п.3.2 настоящего приложения.
5 Расчет
5.1 Пикнометрическую плотность (![]() ) в граммах на кубические сантиметры рассчитывают по формуле
) в граммах на кубические сантиметры рассчитывают по формуле
![]() , (А.1)
, (А.1)
где ![]() - масса пикнометрической жидкости в объеме пикнометра, г;
- масса пикнометрической жидкости в объеме пикнометра, г;
![]() - масса пустого пикнометра, г;
- масса пустого пикнометра, г;![]() - масса пикнометра с навеской анализируемого материала, г;
- масса пикнометра с навеской анализируемого материала, г;![]() - масса пикнометра с пикнометрической жидкостью и навеской анализируемого материала, г;
- масса пикнометра с пикнометрической жидкостью и навеской анализируемого материала, г;![]() - плотность пикнометрической жидкости, г/см
- плотность пикнометрической жидкости, г/см![]() .
.
5.2 За результат определения принимают среднее арифметическое значение двух параллельных определений.
5.3 Допустимое расхождение между результатами параллельных определений не должно превышать 0,03 г/см![]() .
.
ПРИЛОЖЕНИЕ Б (справочное). БИБЛИОГРАФИЯ
ПРИЛОЖЕНИЕ Б
(справочное)
[1] | ФЭО.001.064 | Паспорт. Весы технические с приспособлением для гидростатического взвешивания |
_____________________________________________________________________
УДК 621.3.047.4.006.354 ОКС 29 160 10 Е39 ОКП 349500-349600
Ключевые слова: физико-химические свойства материала для щеток электрических машин, электроугольный полуфабрикат, кажущаяся плотность, кажущаяся пористость, общая пористость, твердость по Шору, твердость по Роквеллу, удельное электрическое сопротивление, предел прочности при поперечном изгибе, массовая доля золы, испытуемый образец, оборудование, подготовка к испытанию, испытание, расчет, погрешность измерения
_____________________________________________________________________