ГОСТ 2999-75* (СТ СЭВ 470-77)
Группа В09
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
МЕТАЛЛЫ И СПЛАВЫ
Метод измерения твердости по Виккерсу
Metals and alloys. Vickers hardness test by diamond pyramid
ОКСТУ 1909
Дата введения 1976-07-01
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ постановлением Государственного комитета стандартов Совета Министров СССР от 28 июля 1975 г. № 1956
Проверен в 1985 г. постановлением Госстандарта от 27.09.85 N 3118 срок действия продлен до 01.07.93*
____________
*Ограничение срока действия снято по протоколу Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС № 2, 1993 г.). Примечание.
ВЗАМЕН ГОСТ 2999-59
ПЕРЕИЗДАНИЕ (декабрь 1986 г.) с Изменениями N 1, 2, утвержденными в мае 1979 г., сентябре 1985 г. (ИУС 7-79, 12-85).
Настоящий стандарт устанавливает метод измерения твердости по Виккерсу черных и цветных металлов и сплавов при нагрузках от 9,807 Н (1 кгс) до 980,7 Н (100 кгс).
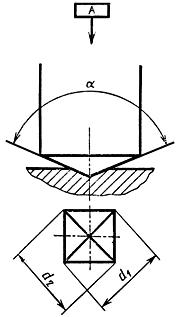
Измерение твердости основано на вдавливании алмазного наконечника в форме правильной четырехгранной пирамиды в образец (изделие) под действием нагрузки ![]() , приложенной в течение определенного времени, и измерении диагоналей отпечатка
, приложенной в течение определенного времени, и измерении диагоналей отпечатка ![]() ,
, ![]() , оставшихся на поверхности образца после снятия нагрузки.
, оставшихся на поверхности образца после снятия нагрузки.
Стандарт полностью соответствует СТ СЭВ 470-77 (справочное приложение 2).
(Измененная редакция, Изм. N 1, 2).
1. МЕТОДЫ ОТБОРА ОБРАЗЦОВ
1. МЕТОДЫ ОТБОРА ОБРАЗЦОВ
1.1. При изготовлении образца и при подготовке его поверхности необходимо принимать меры, предотвращающие возможность изменения свойств металла из-за нагрева или наклепа.
1.2. Минимальная толщина образца должна быть для стальных изделий больше диагонали отпечатка в 1,2 раза; для изделий из цветных металлов - в 1,5 раза.
Примечание. Минимальная толщина образца (изделия) для цветных металлов определяется по номограмме, приведенной в рекомендуемом приложении 3.
(Измененная редакция, Изм. № 1).
1.3. При измерении твердости на криволинейных поверхностях радиус кривизны должен быть не менее 5 мм.
Примечание. Для определения твердости на образцах с радиусом кривизны менее 5 мм применяют поправочные коэффициенты, используемые для цилиндрических и сферических поверхностей, в зависимости от значения отношения ![]() , приведенных в рекомендуемом приложении 4.
, приведенных в рекомендуемом приложении 4.
(Измененная редакция, Изм. № 1).
2. АППАРАТУРА
2.1. Прибор для измерения твердости должен соответствовать требованиям ГОСТ 23677-79 и настоящего стандарта.
Алмазный наконечник должен соответствовать требованиям ГОСТ 9377-81.
2.3. Образцовые меры твердости должны соответствовать требованиям ГОСТ 9031-75.
3. ПОДГОТОВКА К ИСПЫТАНИЮ
3.1. Перед измерением твердости производят осмотр образцов (изделий).
3.2. Поверхность испытуемого образца должна иметь шероховатость не более 0,16 мкм по ГОСТ 2789-73 и быть свободной от окисной пленки и посторонних веществ.
3.3. При измерении твердости должна быть обеспечена перпендикулярность приложения действующего усилия к испытуемой поверхности.
3.4. Опорная поверхность столика должна быть чистой. Образец должен лежать на подставке жестко и устойчиво.
3.5. При измерении твердости алмазной пирамидой применяются следующие нагрузки: 9,807 (1); 19,61 (2); 24,52 (2,5); 29,42 (3); 49,03 (5); 98,07 (10); 196,1 (20); 294,2 (30); 490,3 (50); 980,7 (100) Н (кгс).
Для получения более точного результата измерения твердости нагрузка должна быть возможно больше, причем на обратной стороне образца не должно быть заметно следов деформации.
Примечание. Для определения твердости черных металлов и сплавов применяют нагрузки от 49,03 Н (5 кгс) до 980,7 Н (100 кгс); для меди и ее сплавов - от 24,52 Н (2,5 кгс) до 490,3 Н (50 кгс); для алюминиевых сплавов - от 9,807 Н (1 кгс) до 980,7 Н (100 кгс).
(Измененная редакция, Изм. № 1, 2).
4. ПРОВЕДЕНИЕ ИСПЫТАНИЯ
4.1. При измерении твердости должны быть соблюдены следующие условия:
а) плавное возрастание нагрузки до необходимого значения;
б) поддержание постоянства приложенной нагрузки в течение установленного времени.
4.2. Продолжительность выдержки под нагрузкой должна составлять 10-15 с.
4.3. При наличии в стандартах или технических условиях на металлопродукцию особых указаний допускается проводить испытания с более продолжительным временем выдержки под нагрузкой. В этом случае допуск на выдержку должен быть ±2 с.
4.4. Расстояние между центром отпечатка и краем образца или краем соседнего отпечатка должно быть не менее 2,5 длины диагонали отпечатка.
4.5. При неизвестной толщине испытуемого слоя следует произвести несколько измерений при различных нагрузках. Если при этом твердость будет изменяться, то следует уменьшить нагрузки до тех пор, пока при двух смежных нагрузках твердость будет близка по своим значениям или совпадает.
4.6. Испытание проводят при температуре ![]() °C.
°C.
При разногласиях в измерении твердости испытания должны проводиться при температурах (20±2)°С в умеренном климате и при (27±2)°С в тропическом климате.
(Введен дополнительно, Изм. № 1).
4.7. Количество отпечатков при определении твердости указывают в нормативно-технической документации на металлопродукцию.
(Введен дополнительно, Изм. № 1).
5. ОБРАБОТКА РЕЗУЛЬТАТОВ
5.1. Твердость по Виккерсу (![]() ) вычисляют по формуле
) вычисляют по формуле
где ![]() - нагрузка, Н.
- нагрузка, Н.
где ![]() - нагрузка, кгс;
- нагрузка, кгс;
![]() - угол между противоположными гранями пирамиды при вершине, равный 136°;
- угол между противоположными гранями пирамиды при вершине, равный 136°;
![]() - среднее арифметическое значение длин обеих диагоналей отпечатка после снятия нагрузки, мм.
- среднее арифметическое значение длин обеих диагоналей отпечатка после снятия нагрузки, мм.
(Измененная редакция, Изм. № 2).
5.2. Для определения твердости по Виккерсу берут среднее арифметическое значение длин обеих диагоналей (см. чертеж). Разность диагоналей одного отпечатка не должна превышать 2% от меньшей из них.
Для анизотропных материалов получаемая разность длин двух диагоналей одного отпечатка может не укладываться в указанный допуск. Допуск на эту разность должен быть указан в стандартах или технических условиях на металлопродукцию.
(Измененная редакция, Изм. № 2).
5.3. Измерение диагоналей длиной до 0,2 мм включительно должно производиться с погрешностью не более ±0,001 мм, и для диагоналей длиной более 0,2 мм - с погрешностью не более ±0,5%.
5.4. Твердость по Виккерсу при условиях испытания ![]() =294,2 Н (30 кгс) и времени выдержки под нагрузкой 10-15 с - обозначается цифрами, характеризующими величину твердости, и буквами
=294,2 Н (30 кгс) и времени выдержки под нагрузкой 10-15 с - обозначается цифрами, характеризующими величину твердости, и буквами ![]() . При других условиях испытания после букв
. При других условиях испытания после букв ![]() указывается нагрузка и время выдержки.
указывается нагрузка и время выдержки.
Примеры обозначения: 500 ![]() - твердость по Виккерсу, полученная при нагрузке
- твердость по Виккерсу, полученная при нагрузке ![]() =30 кгс и времени выдержки 10-15 с;
=30 кгс и времени выдержки 10-15 с;
220 ![]() 10/40 - твердость по Виккерсу, полученная при нагрузке 98,07 (10 кгс) и времени выдержки 40 с.
10/40 - твердость по Виккерсу, полученная при нагрузке 98,07 (10 кгс) и времени выдержки 40 с.
(Измененная редакция, Изм. № 1, 2).
5.5. Твердость по Виккерсу, вычисленная по указанной формуле, в зависимости от длины диагонали отпечатка при стандартных значениях их нагрузки ![]() , приведена в приложении.
, приведена в приложении.
6. ПРОТОКОЛ ИСПЫТАНИЯ
В протоколе испытания следует указать:
величину нагрузки;
значения твердости;
продолжительность выдержки под нагрузкой;
диагонали отпечатка (в случае испытания по п. 5.2);
обозначение образца.
(Введен дополнительно, Изм. № 1).
ПРИЛОЖЕНИЕ 1. ТВЕРДОСТЬ ПРИ ИСПЫТАНИИ АЛМАЗНОЙ ПИРАМИДОЙ ПО ВИККЕРСУ
ПРИЛОЖЕНИЕ 1
Нагрузка 9,807 (1 кгс)
Таблица 1
|
|
| |||||||||
| 0,000 | 0,001 | 0,002 | 0,003 | 0,004 | 0,005 | 0,006 | 0,007 | 0,008 | 0,009 | |
|
|
|
|
|
|
|
|
|
|
|
|
| 0,04 | 1159 | 1103 | 1051 | 1003 | 958 | 916 | 876 | 839 | 805 | 772 |
| 0,05 | 742 | 713 | 686 | 660 | 636 | 613 | 591 | 571 | 551 | 533 |
| 0,06 | 515 | 498 | 482 | 467 | 453 | 439 | 426 | 413 | 401 | 389 |
| 0,07 | 378 | 368 | 358 | 348 | 339 | 330 | 321 | 313 | 305 | 297 |
| 0,08 | 290 | 283 | 276 | 269 | 263 | 257 | 251 | 245 | 239 | 234 |
| 0,09 | 229 | 224 | 219 | 214 | 210 | 205 | 201 | 197 | 193 | 189 |
| 0,10 | 185 | 182 | 178 | 175 | 171 | 168 | 165 | 162 | 159 | 156 |
| 0,11 | 153 | 151 | 148 | 145 | 143 | 140 | 138 | 135 | 133 | 131 |
| 0,12 | 129 | 127 | 125 | 123 | 121 | 119 | 117 | 115 | 113 | 111 |
| 0,13 | 110 | 108 | 106 | 105 | 103 | 102 | 100 | 98,8 | 97,4 | 96,0 |
| 0,14 | 94,6 | 93,3 | 92,0 | 90,7 | 89,4 | 88,2 | 87,0 | 85,8 | 84,7 | 83,5 |
| 0,15 | 82,4 | 81,3 | 80,3 | 79,2 | 78,2 | 77,2 | 76,2 | 75,2 | 74,3 | 73,4 |
| 0,16 | 72,4 | 71,5 | 70,7 | 69,8 | 68,9 | 68,1 | 67,3 | 66,5 | 65,7 | 64,9 |
| 0,17 | 64,2 | 63,4 | 62,7 | 62,0 | 61,2 | 60,6 | 59,9 | 59,2 | 58,5 | 57,9 |
| 0,18 | 57,2 | 56,6 | 56,0 | 55,4 | 54,8 | 54,2 | 53,6 | 53,0 | 52,5 | 51,9 |
| 0,19 | 51,4 | 50,8 | 50,3 | 49,8 | 49,3 | 48,8 | 48,3 | 47,8 | 47,3 | 46,8 |
| 0,20 | 46,4 | 45,9 | 45,4 | 45,0 | 44,6 | 44,1 | 43,7 | 43,3 | 42,9 | 42,5 |
| 0,21 | 42,0 | 41,7 | 41,3 | 40,9 | 40,5 | 40,1 | 39,7 | 39,4 | 39,0 | 38,7 |
| 0,22 | 38,3 | 38,0 | 37,6 | 37,3 | 37,0 | 36,6 | 36,3 | 36,0 | 35,7 | 35,4 |
| 0,23 | 35,1 | 34,8 | 34,5 | 34,2 | 33,9 | 33,6 | 33,3 | 33,0 | 32,7 | 32,5 |
| 0,24 | 32,2 | 31,9 | 31,7 | 31,4 | 31,1 | 30,9 | 30,6 | 30,4 | 30,2 | 29,9 |
| 0,25 | 29,7 | 29,4 | 29,2 | 29,0 | 28,7 | 28,5 | 28,3 | 28,1 | 27,9 | 27,6 |
| 0,26 | 27,4 | 27,2 | 27,0 | 26,8 | 26,6 | 26,4 | 26,2 | 26,0 | 25,8 | 25,6 |
| 0,27 | 25,4 | 25,2 | 25,1 | 24,9 | 24,7 | 24,5 | 24,3 | 24,2 | 24,0 | 23,8 |
| 0,28 | 23,7 | 23,5 | 23,3 | 23,2 | 23,0 | 22,8 | 22,7 | 22,5 | 22,4 | 22,2 |
| 0,29 | 22,0 | 21,9 | 21,7 | 21,6 | 21,5 | 21,3 | 21,2 | 21,0 | 20,9 | 20,7 |
| 0,30 | 20,6 | 20,5 | 20,3 | 20,2 | 20,1 | 19,9 | 19,8 | 19,7 | 19,5 | 19,4 |
| 0,31 | 19,3 | 19,2 | 19,0 | 18,9 | 18,8 | 18,7 | 18,6 | 18,5 | 18,3 | 18,2 |
| 0,32 | 18,1 | 18,0 | 17,9 | 17,8 | 17,7 | 17,6 | 17,4 | 17,3 | 17,2 | 17,1 |
| 0,33 | 17,0 | 16,9 | 16,8 | 16,7 | 16,6 | 16,5 | 16,4 | 16,3 | 16,2 | 16,1 |
| 0,34 | 16,04 | 15,95 | 15,85 | 15,76 | 15,67 | 15,58 | 15,49 | 15,40 | 15,31 | 15,22 |
| 0,35 | 15,14 | 15,05 | 14,98 | 14,88 | 14,80 | 14,71 | 14,63 | 14,55 | 14,47 | 14,39 |
| 0,36 | 14,31 | 14,23 | 14,15 | 14,07 | 14,00 | 13,92 | 13,84 | 13,77 | 13,69 | 13,62 |
| 0,37 | 13,55 | 13,47 | 13,40 | 13,33 | 13,26 | 13,19 | 13,12 | 13,05 | 12,98 | 12,91 |
| 0,38 | 12,84 | 12,77 | 12,71 | 12,64 | 12,58 | 12,51 | 12,45 | 12,38 | 12,32 | 12,25 |
| 0,39 | 12,19 | 12,13 | 12,07 | 12,01 | 11,95 | 11,89 | 11,83 | 11,77 | 11,71 | 11,65 |
| 0,40 | 11,59 | 11,53 | 11,47 | 11,42 | 11,36 | 11,31 | 11,25 | 11,19 | 11,14 | 11,09 |
| 0,41 | 11,03 | 10,98 | 10,92 | 10,87 | 10,82 | 10,77 | 10,72 | 10,66 | 10,61 | 10,56 |
| 0,42 | 10,51 | 10,46 | 10,41 | 10,36 | 10,31 | 10,27 | 10,22 | 10,17 | 10,12 | 10,08 |
| 0,43 | 10,03 | 9,08 | 9,94 | 9,89 | 9,85 | 9,80 | 9,75 | 9,71 | 9,67 | 9,62 |
| 0,44 | 9,58 | 9,53 | 9,49 | 9,45 | 9,41 | 9,36 | 9,32 | 9,28 | 9,24 | 9,20 |
| 0,45 | 9,16 | 9,12 | 9,08 | 9,04 | 9,00 | 8,96 | 8,92 | 8,88 | 8,84 | 8,80 |
| 0,46 | 8,76 | 8,73 | 8,69 | 8,65 | 8,61 | 8,58 | 8,54 | 8,50 | 8,47 | 8,43 |
| 0,47 | 8,39 | 8,36 | 8,32 | 8,29 | 8,25 | 8,22 | 8,18 | 8,15 | 8,12 | 8,08 |
| 0,48 | 8,05 | 8,02 | 7,98 | 7,95 | 7,92 | 7,88 | 7,85 | 7,82 | 7,79 | 7,75 |
| 0,49 | 7,72 | 7,69 | 7,66 | 7,63 | 7,60 | 7,57 | 7,54 | 7,51 | 7,48 | 7,45 |
| 0,50 | 7,42 | 7,39 | 7,36 | 7,33 | 7,30 | 7,27 | 7,24 | 7,21 | 7,19 | 7,16 |
| 0,51 | 7,13 | 7,10 | 7,07 | 7,05 | 7,02 | 6,99 | 6,96 | 6,94 | 6,91 | 6,88 |
| 0,52 | 6,86 | 6,83 | 6,81 | 6,78 | 6,75 | 6,73 | 6,70 | 6,68 | 6,65 | 6,63 |
| 0,53 | 6,60 | 6,58 | 6,55 | 6,53 | 6,50 | 6,48 | 6,45 | 6,43 | 6,41 | 6,38 |
| 0,54 | 6,36 | 6,34 | 6,31 | 6,29 | 6,27 | 6,24 | 6,22 | 6,20 | 6,17 | 6,15 |
| 0,55 | 6,13 | 6,11 | 6,09 | 6,06 | 6,04 | 6,02 | 6,00 | 5,98 | 5,96 | 5,93 |
| 0,56 | 5,91 | 5,89 | 5,87 | 5,85 | 5,83 | 5,81 | 5,79 | 5,77 | 5,75 | 5,73 |
| 0,57 | 5,71 | 5,69 | 5,67 | 5,65 | 5,63 | 5,61 | 5,59 | 5,57 | 5,55 | 5,53 |
| 0,58 | 5,51 | 5,49 | 5,47 | 5,46 | 5,44 | 5,42 | 5,40 | 5,38 | 5,36 | 5,35 |
| 0,59 | 5,33 | 5,31 | 5,29 | 5,27 | 5,26 | 5,24 | 5,22 | 5,20 | 5,19 | 5,17 |
| 0,60 | 5,15 | 5,13 | 5,12 | 5,10 | 5,08 | 5,07 | 5,05 | 5,03 | 5,02 | 5,00 |
Примечание. Для вычисления чисел твердости при нагрузках 19,61 (2), 24,52 (2,5), 29,42 (3) Н (кгс) необходимо значение твердости умножить на 2,0; 2,5; 3,0.
Таблица 2
| Диагональ отпечатка, мм | Значения твердости | |||||||||
| 0,000 | 0,001 | 0,002 | 0,003 | 0,004 | 0,005 | 0,006 | 0,007 | 0,008 | 0,009 | |