ГОСТ 27.204-83
Группа Т51
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
НАДЕЖНОСТЬ В ТЕХНИКЕ
ТЕХНОЛОГИЧЕСКИЕ СИСТЕМЫ
Технические требования к методам оценки надежности по параметрам производительности
Industrial product dependability. Technological systems.
Technical requirements for methods of reliability evaluation
on productivity parameters
ОКСТУ 2700
Дата введения 1985-01-01
ВВЕДЕН В ДЕЙСТВИЕ постановлением Государственного комитета СССР по стандартам от 5 октября 1983 г. N 4768
ПЕРЕИЗДАНИЕ
Настоящий стандарт устанавливает технические требования к методам оценки надежности технологических систем (ТС) по параметрам производительности в отраслях машиностроения и приборостроения при технологической подготовке производства, а также при совершенствовании действующих ТС.
Термины и определения - по ГОСТ 3.1109-82, ГОСТ 14.004-83, ГОСТ 27.002-89, ГОСТ 27.004-85, ГОСТ 15467-79, ГОСТ 27.003-90, ГОСТ 16504-81.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Оценка надежности по параметрам производительности разрабатываемых (на этапе технологической подготовки производства) и действующих ТС проводится с целью:
установления требований к надежности и производительности отдельных элементов и подсистем ТС;
выбора оптимальных решений, обеспечивающих выполнение плановых заданий по объему и номенклатуре изготовляемой продукции;
выявления резервов производства и повышения эффективности ТС;
составления обоснованных прогнозов по росту объемов производства и повышению производительности труда.
1.2. Общие требования к методам оценки надежности технологических систем (ТС) - по ГОСТ 27.203-83.
1.3. При проведении оценки надежности ТС по параметрам производительности необходимо различать четыре вида (уровня рассмотрения) ТС:
ТС технологической операции;
ТС технологического процесса;
ТС производственного подразделения (цеха, участка и др.);
ТС предприятия.
1.4. Оценка надежности ТС по параметрам производительности содержит:
выбор номенклатуры показателей надежности;
определение фактических значений показателей;
сравнение полученных значений с требуемыми или базовыми значениями.
1.5. Показатели надежности по параметрам производительности характеризуют свойства ТС обеспечивать требуемую производительность и эффективность ее эксплуатации. При этом в качестве параметров производительности в зависимости от вида ТС и решаемой задачи используют:
производственную программу;
ритм выпуска продукции;
номинальную производительность (количество продукции, изготовляемой ТС в единицу времени без учета простоев оборудования) или штучное время;
цикловую производительность (количество продукции, изготовляемой за один цикл технологической операции) или оперативное время.
Цикл технологической операции, штучное и оперативное время - по ГОСТ 3.1109-82.
Примечание. Номинальная ![]() и цикловая
и цикловая ![]() производительности связаны со штучным
производительности связаны со штучным ![]() и оперативным
и оперативным ![]() временем соотношениями
временем соотношениями
![]() ;
; ![]() .
.
1.6. Показатели, характеризующие надежность ТС по параметрам производительности, в зависимости от вида ТС и решаемой задачи определяют:
для одного цикла функционирования системы;
на период изготовления одной партии изделий;
на время выполнения установленного объема работ;
на определенный календарный период времени (смена, сутки, месяц, квартал, год и т.д.).
1.7. Оценку надежности ТС по параметрам производительности следует использовать при проведении работ, указанных в пп.1.7.1-1.7.4.
1.7.1. Разработка технологических процессов на этапе технологической подготовки производства:
разработка технологических маршрутов;
выбор средств технологического оснащения;
выбор режимов обработки;
расчет потребного количества средств технологического оснащения;
расчет трудоемкости обработки, нормирования технологического процесса по параметрам производительности.
1.7.2. Формирование производственной программы - по нормативно-технической документации, утвержденной в установленном порядке в части:
разработки планов производства продукции;
расчета потребности в материальных и трудовых ресурсах;
расчета основных и резервных производственных мощностей;
расчета трудоемкости производственной программы.
1.7.3. Оперативное управление производством - по нормативно-технической документации, утвержденной в установленном порядке в части:
разработки календарных планов (графиков) производства продукции;
контроля, учета и анализа выполнения календарных планов графиков;
оценки значимости отклонений от заданного ритма выпуска продукции.
1.7.4. Совершенствование ТС в части повышения их надежности:
уточнение номенклатуры и объема ЗИП на средства технологического оснащения;
определение оптимальных объемов межоперационных заделов и запасов предметов производства;
выбор оптимальных способов резервирования средств технологического оснащения;
аттестация технологических процессов, оборудования, инструмента и оснастки;
составление алгоритмов управления ТС и перераспределения ресурсов на случай выхода из строя ее отдельных элементов;
оптимизация стратегий технического обслуживания и ремонта средств технологического оснащения.
1.8. В зависимости от целей и задач оценки надежности ТС по параметрам производительности используют основные исходные данные:
требуемые или базовые значения показателей надежности ТС;
структуру и состав ТС;
объем задания по изготовлению продукции (в натуральном выражении, по нормативно-чистой продукции (НЧП) или по трудоемкости);
фактическую производительность и ритм выпуска;
действительный фонд рабочего времени;
характеристики производительности ТС и ее элементов, включая цикловую и номинальную производительность;
значения показателей надежности средств технологического оснащения, установленные в нормативно-технической документации;
статистические данные о фактической производительности ТС и ее элементов, включая данные хронометража работы ТС, циклограммы работы оборудования, данные фотографий работы ТС, а также данные о ремонтах оборудования;
статистические данные о величине брака (в натуральном и стоимостном выражении);
статистические данные о распределении режимов функционирования, видов ремонта и продолжительности восстановления работоспособности элементов и подсистем ТС;
результаты предшествующих оценок надежности ТС;
объемы межоперационных заделов и запасов предметов производства, регистрируемые в подсистеме оперативного управления производством.
1.9. Критерием отказа ТС по параметрам производительности являются:
для ТС технологических операций и процессов:
прекращение функционирования на время, превышающее допустимое;
снижение производительности (номинальной или цикловой) или ритма выпуска продукции (в системе или отдельных ее подсистемах) ниже уровня, установленного в нормативно-технической и (или) конструкторско-технологической документации;
невыполнение задания по объему выпуска продукции;
для ТС производственных подразделений и предприятия в целом:
невыполнение задания по объему выпуска изготовляемой продукции (в натуральном выражении, по НЧП или по трудоемкости) за рассматриваемый календарный промежуток времени.
1.10. При оценке надежности ТС по параметрам производительности следует использовать две группы показателей: единичные и комплексные.
Применение групп показателей надежности для разрабатываемых и действующих ТС указано в табл.1.
Таблица 1
Группы показателей надежности ТС | ||||
Вид ТС | разрабатываемых | действующих | ||
Единичные | Комплексные | Единичные | Комплексные | |
ТС технологической операции | + | + | + | + |
ТС технологического процесса | + | + | + | + |
ТС производственного подразделения | - | + | - | + |
ТС предприятия | - | + | - | + |
Примечание. Знак "+" означает применение группы показателей для ТС данного вида.
1.11. Продолжительность и периодичность оценки показателей надежности ТС следует выбирать в зависимости от целей оценки и вида ТС.
1.12. Для оценки показателей надежности ТС по параметрам производительности в зависимости от вида ТС, целей оценки и наличия исходной информации следует использовать расчетные, опытно-статистические, регистрационные и экспертные методы или их сочетания.
1.13. Расчетные методы основаны на использовании математических моделей изменения производительности ТС и ее элементов, построенных с учетом структуры ТС, моделей надежности средств технологического оснащения и подсистем ТС, функций распределения факторов (событий), влияющих на производительность ТС и алгоритмов управления производительностью в различных производственных ситуациях.
1.13.1. Расчетные методы в зависимости от используемых вычислительных средств подразделяются на аналитические, численные, методы статистического моделирования и комбинированные.
1.13.2. Для применения расчетных методов необходимо, чтобы параметры используемых математических моделей могли быть определены:
по справочной, нормативно-технической и конструкторско-технологической документации;
по данным, регистрируемым в процессе управления предприятием в соответствии с нормативно-технической документацией, утвержденной в установленном порядке;
путем обработки ретроспективной статистической информации, полученной при проведении проверок или испытаний элементов и подсистем ТС.
Требования к однородности статистической информации - по РД 50-204-87.
1.13.3 При проведении работ по п.1.7.4 допускается использовать исходные данные, полученные на основе экспертных оценок.
1.13.4. Применяемые математические модели надежности должны подтверждаться путем анализа опытных данных, например, полученных при изготовлении опытной (установочной) или головной партии изделий.
1.14. Опытно-статистические (измерительные) методы основаны на использовании данных, полученных в результате специального выборочного обследования ТС и (или) специальных испытаний ТС и ее элементов.
Методы оценки показателей по опытно-статистическим данным - по СТ СЭВ 876-78, СТ СЭВ 877-78, СТ СЭВ 1190-78, СТ СЭВ 5314-85, РД 50-690-89.
1.14.1. Опытно-статистические методы используют, главным образом, для оценки надежности действующих ТС, а также при проведении определительных испытаний разрабатываемых ТС.
1.15. Регистрационные методы не требуют проведения специального обследования и основаны на анализе информации, регистрируемой в процессе управления предприятием по нормативно-технической документации, утвержденной в установленном порядке, в том числе данных учета:
выполнения календарных план-графиков производства продукции предприятия и подразделения;
выполнения календарных план-графиков технического обслуживания и ремонта средств технологического оснащения;
движения предметов производства.
1.16. Экспертные методы основаны на использовании результатов опроса экспертной группы, располагающей информацией о надежности данной технологической системы и факторах, влияющих на ее производительность.
1.16.1. Экспертные методы следует применять в случае оценки надежности ТС при проведении работ по п.1.7.4 при невозможности или нецелесообразности использования расчетных, опытно-статистических или регистрационных методов (недостаточное количество информации, необходимость разработки специальных технических средств и т.п.). Проверка согласованности суждений экспертов и обработка значений их оценок - по нормативной документации.
1.17. На основе настоящего стандарта разрабатывают отраслевые стандарты, стандарты предприятий и методики, регламентирующие методы оценки надежности конкретных ТС по параметрам производительности.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ К МЕТОДАМ ОЦЕНКИ ЕДИНИЧНЫХ ПОКАЗАТЕЛЕЙ НАДЕЖНОСТИ
2.1. Оценку единичных показателей надежности следует проводить для следующих ТС:
отказы которых связаны с безопасностью людей или могут причинять значительный материальный ущерб;
операций, лимитирующих уровень выполнения задания по производительности;
типовых технологических операций и процессов с поточной и групповой организацией производства.
2.2. Номенклатура основных единичных показателей надежности ТС и методы их оценки приведены в табл.2, а номенклатура дополнительных показателей - в приложении 1.
Таблица 2
| Методы оценки | ||
Расчетный | Опытно-статистический | Регистрационный | |
Вероятность безотказной работы | + | + | - |
Средняя наработка на отказ | + | + | + |
Гамма-процентная наработка до отказа | + | + | + |
Назначенная наработка до подналадки | + | + | - |
Среднее время восстановления работоспособного состояния | + | + | + |
Примечание. Знак "+" означает возможность применения метода.
Определения показателей приведены в справочном приложении 2.
2.3. Единичные показатели допускается дифференцировать по причинам отказа или видам отказавших элементов.
2.4. При выборе единичных показателей надежности ТС следует учитывать показатели надежности используемых средств технологического оснащения, установленные в соответствующей нормативно-технической документации.
2.5. Расчетные методы следует применять при проведении работ по пп.1.7.1 и 1.7.4 и выполнении условий п.1.13.
2.6. Регистрационные методы следует применять в соответствии с табл.2 при проведении работ по п.1.7.4 и выполнении условий п.1.15.
2.7. Опытно-статистические методы следует применять при проведении работ по пп.1.7.1 и 1.7.4, если невозможно использовать расчетный и регистрационный методы.
Выбор опытно-статистических методов следует проводить с учетом п.1.14.
2.8. Результаты оценок единичных показателей следует использовать при расчете комплексных показателей надежности ТС по разд.3.
3. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ К МЕТОДАМ ОЦЕНКИ КОМПЛЕКСНЫХ ПОКАЗАТЕЛЕЙ НАДЕЖНОСТИ
3.1. Оценку комплексных показателей надежности следует проводить при проведении работ по п.1.7 для следующих ТС:
технологических операций, лимитирующих выполнение заданий по производительности;
технологических процессов с поточной и групповой организацией производства;
производственных подразделений основного производства;
предприятия в целом.
3.2. Номенклатура комплексных показателей надежности ТС и методы их оценки приведены в табл.3. Определения и математические выражения показателей приведены в приложении 2.
Таблица 3
Методы оценки | ||||
Наименование показателя | расчетный | опытно- статистический | регистрационный | экспертный |
Вероятность выполнения задания по изготовлению продукции | + | + | - | - |
Вероятность выполнения заданий по изготовлению | + | + | - | - |
Коэффициент готовности | + | + | + | + |
Коэффициент технического использования | + | + | + | + |
Коэффициент использования | - | - | + | + |
Коэффициент ритмичности изготовления продукции | - | - | + | - |
Коэффициент выполнения задания по изготовлению продукции | + | - | + | + |
Коэффициент выполнения по нормальной чистой продукции (НЧП) | + | - | + | - |
Коэффициент ритмичности по НЧП | - | - | + | - |
Примечание. Знак "+" означает возможность применения метода.
3.3. При выборе методов оценки комплексных показателей следует отдавать предпочтение регистрационному методу с учетом требований п.1.5.
3.4. Расчетные методы следует применять, главным образом, для ТС технологических операций и процессов.
3.4.1. При использовании расчетных методов следует учитывать результаты оценок единичных показателей надежности.
3.4.2. Расчетные методы оценки показателей надежности для ТС технологического процесса даны в приложении 3.
3.5. Опытно-статистические методы следует применять, главным образом, для разрабатываемых ТС при проведении работ по п.1.7.1, а также для оценки надежности действующих ТС при невозможности использования регистрационного и расчетного методов. Опытно-статистические методы даны в приложении 4.
3.6. Экспертные методы следует применять в случаях, указанных в п.1.16, преимущественно для предварительной оценки искомых величин.
ПРИЛОЖЕНИЕ 1 (справочное). ДОПОЛНИТЕЛЬНЫЕ ПОКАЗАТЕЛИ НАДЕЖНОСТИ ТЕХНОЛОГИЧЕСКИХ СИСТЕМ ПО ПАРАМЕТРАМ ПРОИЗВОДИТЕЛЬНОСТИ
ПРИЛОЖЕНИЕ 1
Справочное
1. Параметр потока функциональных отказов ТС - плотность вероятности возникновения фукциональных отказов ТС, определяемая для рассматриваемого момента времени.
2. Параметр потока параметрических отказов ТС - плотность вероятности возникновения параметрических отказов ТС, определяемая для рассматриваемого момента времени.
3. Средняя продолжительность наладки (подналадки) - математическое ожидание времени, затрачиваемого на наладку (подналадку).
4. Средняя наработка ТС между подналадками - математическое ожидание наработки ТС между подналадками.
5. Средняя оперативная продолжительность технического обслуживания данного вида - по ГОСТ 21623-76.
6. Средняя оперативная продолжительность планового (непланового) текущего ремонта данного вида - по ГОСТ 21623-76.
7. Коэффициент сохранения производительности - отношение средней производительности ТС за установленную наработку к номинальной производительности.
Примечание. Коэффициент сохранения производительности является разновидностью коэффициента сохранения эффективности по ГОСТ 27.002-89, когда эффективность объекта измеряется его средней производительностью. Для ТС с постоянной цикловой производительностью коэффициент сохранения производительности численно равен коэффициенту использования.
8. Удельная суммарная длительность восстановления оборудования - отношение математического ожидания суммарной продолжительности восстановления отказавшего оборудования к математическому ожиданию суммарной наработки за рассматриваемый календарный промежуток времени.
9. Удельная суммарная длительность технического обслуживания (ремонта) оборудования - отношение математического ожидания суммарной продолжительности технического обслуживания (ремонта) оборудования к математическому ожиданию суммарной наработки за рассматриваемый календарный промежуток времени.
10. Удельная суммарная длительность простоев оборудования по организационным причинам - отношение математического ожидания суммарной продолжительности простоев по организационным причинам к математическому ожиданию суммарной наработки за рассматриваемый календарный промежуток времени.
11. Показатели надежности средств технологического оснащения - по ГОСТ 27.002-89.
ПРИЛОЖЕНИЕ 2 (справочное). К ПОКАЗАТЕЛЯМ НАДЕЖНОСТИ ТЕХНОЛОГИЧЕСКИХ СИСТЕМ
ПРИЛОЖЕНИЕ 2
Справочное
К показателю "Вероятность безотказной работы"
Вероятность безотказной работы - вероятность того, что в пределах заданной наработки отказ ТС по производительности не произойдет.
Критерии отказа ТС по производительности выбирают из числа указанных в п.1.9 настоящего стандарта, в зависимости от вида и структуры ТС.
К показателю "Средняя наработка на отказ"
Средняя наработка на отказ - отношение наработки ТС к математическому ожиданию числа ее отказов в течение этой наработки.
К показателю "Гамма-процентная наработка до отказа"
Гамма-процентная наработка до отказа - наработка ТС, в течение которой отказ возникает с вероятностью ![]() , выраженной в процентах. При
, выраженной в процентах. При ![]() =100 она называется установленной безотказной наработкой.
=100 она называется установленной безотказной наработкой.
Установленная безотказная наработка используется при определении периодичности контроля состояния средств технологического оснащения.
К показателю "Назначенная наработка до подналадки"
Назначенная наработка до подналадки - наработка ТС, по истечении которой в обязательном порядке производится подналадка средств технологического оснащения.
К показателю "Среднее время восстановления работоспособного состояния"
Среднее время восстановления работоспособного состояния - по ГОСТ 27.002-89. В данном определении под объектом следует понимать средства технологического оснащения.
К показателю "Вероятность выполнения задания по изготовлению продукции ![]() -гo наименования"
-гo наименования"
Вероятность выполнения задания по изготовлению продукции ![]() -го наименования вычисляют по выражению:
-го наименования вычисляют по выражению:
![]() ,
,
где ![]() и
и ![]() соответственно, фактический и заданный объем выпуска продукции
соответственно, фактический и заданный объем выпуска продукции ![]() -го наименования требуемого качества за рассматриваемый промежуток времени
-го наименования требуемого качества за рассматриваемый промежуток времени ![]() . Этот показатель характеризует надежность ТС технологических операций и процессов в массовом производстве.
. Этот показатель характеризует надежность ТС технологических операций и процессов в массовом производстве.
Если задано время выполнения задания объемом ![]() , то искомую вероятность вычисляют по формуле
, то искомую вероятность вычисляют по формуле
![]() ,
,
где ![]() ,
, ![]() - заданное и фактическое время выполнения задания.
- заданное и фактическое время выполнения задания.
К показателю "Вероятность выполнения заданий по изготовлению ![]() наименований продукции"
наименований продукции"
В общем случае вероятность выполнения заданий по изготовлению ![]() наименований продукции вычисляют по выражению:
наименований продукции вычисляют по выражению:
![]() .
.
Этот показатель характеризует надежность ТС технологических процессов и производственных подразделений в серийном производстве.
Если продукция различных наименований изготовляется в рамках рассматриваемой ТС последовательно, с использованием общих средств технологического оснащения, то искомую вероятность вычисляют по выражению:
![]() ,
,
где ![]() - время, затрачиваемое на наладку и изготовление
- время, затрачиваемое на наладку и изготовление ![]() -го наименования продукции;
-го наименования продукции;![]() - заданное время изготовления
- заданное время изготовления ![]() наименований продукции.
наименований продукции.
Если продукция различных наименований изготовляется в рамках рассматриваемой ТС параллельно (одновременно), с использованием различных средств технологического оснащения, то искомую вероятность вычисляют по выражению:
![]()
К показателю "Коэффициент готовности"
Коэффициент готовности ТС вычисляют по выражению:
 ,
,
где ![]() - среднее суммарное время нахождения ТС в работоспособном состоянии за рассматриваемый календарный промежуток времени
- среднее суммарное время нахождения ТС в работоспособном состоянии за рассматриваемый календарный промежуток времени ![]() ;
; ![]() - время простоев по организационным причинам, не учитываемое в норме штучного времени, за рассматриваемый календарный промежуток времени
- время простоев по организационным причинам, не учитываемое в норме штучного времени, за рассматриваемый календарный промежуток времени ![]() ;
;![]() - действительный фонд времени за рассматриваемый календарный промежуток времени
- действительный фонд времени за рассматриваемый календарный промежуток времени ![]() .
.
Величину действительного фонда времени вычисляют по выражению:
![]() ,
,
где ![]() - суммарная продолжительность планового технического обслуживания и ремонта за рассматриваемый календарный промежуток времени. Рассматриваемый промежуток времени должен содержать один или несколько циклов технического обслуживания (ремонтных циклов). Цикл технического обслуживания и ремонтный цикл - по ГОСТ 27884-93 и нормативной документации;
- суммарная продолжительность планового технического обслуживания и ремонта за рассматриваемый календарный промежуток времени. Рассматриваемый промежуток времени должен содержать один или несколько циклов технического обслуживания (ремонтных циклов). Цикл технического обслуживания и ремонтный цикл - по ГОСТ 27884-93 и нормативной документации;![]() - номинальный фонд времени.
- номинальный фонд времени.
Величину номинального фонда времени вычисляют по выражению:
![]() ,
,
где ![]() - число дней в рассматриваемом календарном промежутке времени;
- число дней в рассматриваемом календарном промежутке времени;![]() - число выходных и праздничных дней в рассматриваемом календарном промежутке времени;
- число выходных и праздничных дней в рассматриваемом календарном промежутке времени; ![]() - число дней с сокращенной рабочей сменой в рассматриваемом календарном промежутке времени;
- число дней с сокращенной рабочей сменой в рассматриваемом календарном промежутке времени;![]() - продолжительность рабочей смены, ч;
- продолжительность рабочей смены, ч;![]() - продолжительность сокращенной рабочей смены, ч;
- продолжительность сокращенной рабочей смены, ч;![]() - количество смен в сутках (
- количество смен в сутках (![]() =1, 2, 3).
=1, 2, 3).
Коэффициент готовности характеризует относительную долю времени нахождения ТС в работоспособном состоянии в течение рассматриваемого промежутка за исключением простоев по организационным причинам, не учитываемых в норме штучного времени, и простоев, связанных с проведением планового технического обслуживания и ремонта.
К показателю "Коэффициент технического использования"
Коэффициент технического использования вычисляют по выражению:
 .
.
Коэффициент технического использования характеризует относительную долю времени нахождения ТС в работоспособном состоянии в течение рассматриваемого промежутка времени за исключением простоев по организационным причинам, не учтенным в нормах штучного времени.
К показателю "Коэффициент использования"
Коэффициент использования - отношение математического ожидания суммарного времени нахождения ТС в работоспособном состоянии за рассматриваемый календарный промежуток времени ![]() к величине номинального фонда времени за этот промежуток:
к величине номинального фонда времени за этот промежуток:
![]() .
.
Коэффициент использования характеризует отношение суммарного времени пребывания ТС в работоспособном состоянии за рассматриваемый промежуток времени к величине этого промежутка с учетом всех видов простоев.
К показателю "Коэффициент ритмичности изготовления продукции ![]() -го наименования"
-го наименования"
Коэффициент ритмичности изготовления продукции ![]() -го наименования вычисляют по выражению:
-го наименования вычисляют по выражению:
 ,
,
где ![]() - количество интервалов времени (смена, декада, месяц и т.п.) с регистрацией объема выпуска продукции
- количество интервалов времени (смена, декада, месяц и т.п.) с регистрацией объема выпуска продукции ![]() -го наименования на рассматриваемом календарном промежутке времени
-го наименования на рассматриваемом календарном промежутке времени ![]() ;
;![]() - объем продукции
- объем продукции ![]() -го наименования, изготовляемой на
-го наименования, изготовляемой на ![]() -м интервале времени;
-м интервале времени;![]() - выборочный средний объем продукции:
- выборочный средний объем продукции:
![]() .
.
Математическое выражение для ![]() составлено таким образом, что при равномерном (ритмичном) изготовлении продукции величина
составлено таким образом, что при равномерном (ритмичном) изготовлении продукции величина ![]() равна единице:
равна единице:
![]() =1 при
=1 при ![]() ,
,
а при нарушении ритмичности изготовления продукции величина ![]() в пределе стремится к нулю:
в пределе стремится к нулю:
![]() ,
,
где
![]() ;
;
![]() - количество интервалов времени, на которых
- количество интервалов времени, на которых ![]() .
.
К показателю "Коэффициент выполнения задания по изготовлению продукции ![]() -го наименования"
-го наименования"
Коэффициент выполнения задания по изготовлению продукции ![]() -го наименования - отношение среднего объема продукции
-го наименования - отношение среднего объема продукции ![]() -го наименования, изготовляемой за рассматриваемый календарный промежуток времени
-го наименования, изготовляемой за рассматриваемый календарный промежуток времени ![]() , к заданному (по плану):
, к заданному (по плану):
 ,
,
где ![]() и
и ![]() - соответственно средний и заданный объем изготовляемой продукции
- соответственно средний и заданный объем изготовляемой продукции ![]() -го наименования за рассматриваемый календарный промежуток времени
-го наименования за рассматриваемый календарный промежуток времени ![]() .
.
Средний объем продукции определяют как среднее арифметическое значение объемов продукции, изготовленной за одинаковые промежутки времени ![]() .
.
К показателю "Коэффициент выполнения задания по нормативной чистой продукции (НЧП)"
Коэффициент выполнения задания по НЧП вычисляют по выражению:
 ,
,
где ![]() - заданный объем НЧП по
- заданный объем НЧП по ![]() -му наименованию продукции для календарного промежутка времени
-му наименованию продукции для календарного промежутка времени ![]() ;
;![]() - количество наименований изготовляемой продукции.
- количество наименований изготовляемой продукции.
К показателю "Коэффициент ритмичности по НЧП"
Коэффициент ритмичности по НЧП вычисляют по выражению:
 ,
,
где ![]() - количество интервалов времени с регистрацией объема НЧП на рассматриваемом промежутке времени
- количество интервалов времени с регистрацией объема НЧП на рассматриваемом промежутке времени ![]() ;
;![]() - объем НЧП, изготовляемый в рамках данной ТС на
- объем НЧП, изготовляемый в рамках данной ТС на ![]() -м интервале времени
-м интервале времени ![]() :
:
![]() ,
,
где ![]() - количество наименований изготовляемой продукции;
- количество наименований изготовляемой продукции; ![]() - объем НЧП
- объем НЧП ![]() -го наименования изготовляемой на
-го наименования изготовляемой на ![]() -м интервале времени;
-м интервале времени;![]() - выборочный средний объем НЧП:
- выборочный средний объем НЧП:
![]() .
.
Математическое выражение для ![]() аналогично выражению
аналогично выражению ![]() , используемому при определении коэффициента ритмичности изготовления продукции
, используемому при определении коэффициента ритмичности изготовления продукции ![]() -го наименования.
-го наименования.
ПРИЛОЖЕНИЕ 3 (справочное). РАСЧЕТНЫЕ МЕТОДЫ ОЦЕНКИ ПОКАЗАТЕЛЕЙ НАДЕЖНОСТИ ТЕХНОЛОГИЧЕСКИХ СИСТЕМ
ПРИЛОЖЕНИЕ 3
Справочное
РАСЧЕТНЫЕ МЕТОДЫ ОЦЕНКИ ПОКАЗАТЕЛЕЙ НАДЕЖНОСТИ ТЕХНОЛОГИЧЕСКИХ СИСТЕМ
1. Системы с жесткой связью
1.1. Одноканальные системы
1.1.1. При расчете показателей надежности ТС принимаются следующие допущения:
отказы элементов независимы;
потоки отказов стационарны;
время между отказами и время восстановления распределены по экспоненциальному закону.
1.1.2. Для определения показателей надежности одноканальных ТС с жесткой связью должны быть известны:![]() - заданное время выполнения задания;
- заданное время выполнения задания; ![]() - объем задания по выпуску продукции, шт.;
- объем задания по выпуску продукции, шт.;![]() - номинальная производительность ТС, шт./ч;
- номинальная производительность ТС, шт./ч; ![]() - интенсивность отказов
- интенсивность отказов ![]() -го элемента ТС, 1/ч;
-го элемента ТС, 1/ч;![]() - среднее время восстановления работоспособности
- среднее время восстановления работоспособности ![]() -го элемента ТС, ч;
-го элемента ТС, ч;![]() - объем запасов продукции к началу выполнения задания, шт.;
- объем запасов продукции к началу выполнения задания, шт.;![]() - число элементов (единиц оборудования) ТС;
- число элементов (единиц оборудования) ТС; ![]() - число ремонтных бригад;
- число ремонтных бригад;![]() - время выполнения задания объемом
- время выполнения задания объемом ![]() при безотказной работе всех элементов ТС, ч;
при безотказной работе всех элементов ТС, ч; ![]() - допустимое суммарное время простоя
- допустимое суммарное время простоя
ТС, ч.
1.1.3. Вероятность выполнения задания по изготовлению продукции (одного наименования) определяют как указано в пп.1.1.3.1-1.1.3.4.
1.1.3.1. Вычисляют значения вспомогательных характеристик:
интенсивность отказов системы ![]()
![]() ;
;
среднее время восстановления системы ![]()
![]() ; (1)
; (1)
среднее число отказов до наработки
![]() ;
;
относительное значение резерва времени
![]() .
.
1.1.3.2. Вычисляют вероятность выполнения задания по формуле
 (2)
(2)
где ![]() выбирают, исходя из заданной точности вычислений
выбирают, исходя из заданной точности вычислений ![]() :
:
![]() .
.
При достаточно малом ![]() формула (2) дает практически точное значение искомой вероятности.
формула (2) дает практически точное значение искомой вероятности.
1.1.3.3. Для приближенных оценок вероятности выполнения задания (нижней ![]() и верхней
и верхней ![]() при малых
при малых ![]() и
и ![]() используют формулы:
используют формулы:
![]()
![]() . (3)
. (3)
Погрешность формул не превышает ![]() .
.
1.1.3.4. При больших ![]() и
и ![]() двусторонние приближенные оценки вычисляют по асимптотическим формулам:
двусторонние приближенные оценки вычисляют по асимптотическим формулам:
![]() ; (4)
; (4)
![]() ,
,
где ![]() .*
.*
_______________
* Формула соответствует оригиналу. Примечание.
1.1.4. Коэффициент готовности ТС при ![]() 1 вычисляют по формуле
1 вычисляют по формуле
![]() . (5)
. (5)
1.1.5. Среднее время выполнения задания с учетом времени, затрачиваемого на устранение отказов, вычисляют по формуле
![]() . (6)
. (6)
1.1.6. Среднюю производительность при изготовлении продукции заданного объема ![]() и среднюю производительность на интервале времени (0,
и среднюю производительность на интервале времени (0, ![]() ) вычисляют по формулам:
) вычисляют по формулам:
![]() ; (7)
; (7)
 . (8)
. (8)
1.1.7. Требования к номинальной производительности, исходя из требований к фактической производительности, можно установить с помощью формул (2), (7) и (8). Для этого необходимо задать один из показателей : ![]() ,
, ![]() ,
, ![]() , а затем решить уравнение относительно
, а затем решить уравнение относительно ![]() .
.
1.1.8. Пример. Определить показатели надежности и производительности участка автоматической линии МЛР-4, предназначенного для токарной обработки вторичного вала коробки передач автомобиля ЗИЛ, состоящего из четырех гидрокопировальных автоматов 1722, имеющих интенсивность отказов ![]() 0,252
0,252 ![]() и среднее время восстановления
и среднее время восстановления ![]() 0,05 ч (
0,05 ч (![]() 1,..., 4). Номинальная производительность участка линии
1,..., 4). Номинальная производительность участка линии ![]() =40 изделий/ч.
=40 изделий/ч.
1.1.8.1. Участок линии рассматривается как одноканальная ТС с заданным ритмом работы, показатели надежности и производительности которой определяют при следующих исходных данных:
![]() 1,008
1,008 ![]() ;
;![]() 0,05 ч.
0,05 ч.
Вероятности выполнения задания по изготовлению партии в 400 изделий ![]() определяют по приближенным выражениям (4) при следующих исходных данных:
определяют по приближенным выражениям (4) при следующих исходных данных:
![]() 400/40=10 ч,
400/40=10 ч, ![]() 11,05-10,0=1,05 ч,
11,05-10,0=1,05 ч,
![]() 1,008·10=10,08,
1,008·10=10,08, ![]() 1,05/0,05=21.
1,05/0,05=21.
При ![]() 10,08 и
10,08 и ![]() 21 расчет в формулах (4) дает двустороннюю оценку вероятности
21 расчет в формулах (4) дает двустороннюю оценку вероятности
![]() .
.
Расчет по точной формуле (2) с помощью ЭВМ при ![]() 40 дает
40 дает ![]() 0,982.
0,982.
1.1.8.2. Коэффициент готовности участка линии вычисляют по формуле (5):
![]() 1/(1+1,008·0,05)=0,952.
1/(1+1,008·0,05)=0,952.
1.1.8.3. Среднее время выполнения задания по изготовлению ![]() 400 изделий вычисляют по формуле (6):
400 изделий вычисляют по формуле (6):
![]() 400/ (40·0,952) =10,504 ч.
400/ (40·0,952) =10,504 ч.
1.1.8.4. Среднюю фактическую производительность при изготовлении 400 изделий вычисляют по формуле (7):
![]() 40·0,952=38,08 изделий/ч.
40·0,952=38,08 изделий/ч.
1.2. Многоканальные системы
1.2.1. При расчете показателей надежности многоканальных ТС принимаются следующие допущения:
отказы каналов независимы;
при отказе одного из каналов прочие каналы продолжают работать;
потоки отказов каналов стационарны;
наработка между отказами и время восстановления канала имеют экспоненциальные распределения;
число ремонтных бригад равно числу каналов.
1.2.2. Для определения показателей надежности многоканальных ТС с жесткой связью кроме данных, приведенных в п.1.1.2, необходимо иметь следующие исходные данные:![]() - число параллельных каналов;
- число параллельных каналов;![]() - номинальная производительность системы;
- номинальная производительность системы; ![]() - производительность системы при
- производительность системы при ![]() работоспособных каналах;
работоспособных каналах;![]() - время выполнения задания при безотказной работе всех каналов системы.
- время выполнения задания при безотказной работе всех каналов системы.
1.2.3. Показатели надежности ТС определяют как указано в пп.1.2.3.1- 1.2.3.4.
1.2.3.1. Вероятность выполнения задания по изготовлению продукции объема ![]() вычисляют по формуле
вычисляют по формуле
 . (9)
. (9)
1.2.3.2. Среднее время выполнения задания по изготовлению продукции вычисляют по формуле
![]() . (10)
. (10)
1.2.3.3. Среднюю производительность при изготовлении продукции заданного объема ![]() вычисляют по формуле
вычисляют по формуле
![]() . (11)
. (11)
1.2.3.4. Коэффициент сохранения производительности вычисляют по формуле
![]() , (12)
, (12)
где ![]() - минимально допустимое число работоспособных каналов с учетом требований к ритму выпуска;
- минимально допустимое число работоспособных каналов с учетом требований к ритму выпуска;![]() - вероятность того, что в системе работоспособно
- вероятность того, что в системе работоспособно ![]() каналов.
каналов.
При линейной зависимости производительности системы от числа работоспособных каналов
![]() ,
, ![]() .
.
При экспоненциальных распределениях наработки и времени восстановления каналов вероятности ![]() вычисляют по формуле
вычисляют по формуле
![]() , (13)
, (13)
где ![]() ,
,  ;
; ![]() ,
, ![]() ,
, ![]() .
.
1.2.4. Если в многоканальной ТС при отказе одного из каналов прочие каналы приостанавливают свою работу до восстановления работоспособности отказавшего канала и принимаются прочие допущения п.1.2.1, показатели надежности определяют по формулам, приведенным в пп.1.2.4.1-1.2.4.3.
1.2.4.1. Вероятность выполнения задания по изготовлению продукции оценивают по выражениям (4) и (2) при
![]() ,
, ![]() . (14)
. (14)
1.2.4.2. Среднее время выполнения задания по изготовлению продукции вычисляют по формуле
![]() . (15)
. (15)
1.2.4.3. Среднюю производительность при изготовлении продукции заданного объема ![]() вычисляют по формуле
вычисляют по формуле
![]() . (16)
. (16)
1.2.5. Для оценки показателей надежности и производительности многоканальных систем со сложной структурой и сложной дисциплиной взаимодействия каналов целесообразно применять ускоренные методы статистического моделирования или комбинированные (расчетно-экспериментальные) методы.
1.2.6. Пример. С целью повышения производительности участок автоматической линии МЛР-4 (п.1.1.8) сделан трехканальным. Определить показатели надежности и производительности: вероятность выполнения задания по изготовлению 400 изделий в течение ![]() 3,7 ч, среднее время выполнения задания и среднюю производительность при прочих исходных данных из пп.1.1.8 и 1.2.2.
3,7 ч, среднее время выполнения задания и среднюю производительность при прочих исходных данных из пп.1.1.8 и 1.2.2.
1.2.6.1. Рассматриваемая автоматическая линия является трехканальной ТС и поэтому показатели надежности оценивают по формулам (9)-(11)
1.2.6.2. Вероятность выполнения задания по изготовлению партии изделий вычисляют по формуле (9)
![]() .
.
1.2.6.3. Среднее время выполнения задания вычисляют по формуле (10)
![]() ч.
ч.
1.2.6.4. Среднюю производительность при изготовлении 400 изделий вычисляют по формуле (11)
![]() изделий/ч.
изделий/ч.
1.2.6.5. Если в той же системе работа приостанавливается при отказе одного из параллельных участков, то вероятность выполнения задания вычисляют по формуле (4) при ![]() 10,08 и
10,08 и ![]() 7,33:
7,33:
![]() .
.
Если для повышения вероятности выполнения задания увеличить время ![]() до 4 ч, то
до 4 ч, то ![]() 13,33 и
13,33 и
![]() .
.
Точное значение вероятности, вычисленное с помощью ЭВМ по формуле (2), при ![]() 40, равно
40, равно
![]() 0,786.
0,786.
2. Системы с поточной организацией производства
2.1. Аналитический метод
2.1.1. Аналитический метод распространяется на системы с последовательной структурой, в которых имеется один или несколько промежуточных накопителей для хранения межоперационных заделов. Отказом системы является нарушение заданного ритма выпуска продукции на выходе системы из-за отказа выходного участка или исчерпание запасов в промежуточных накопителях.
Расчетный метод использует в качестве исходной информации следующие характеристики:![]() - интенсивности отказов участков технологических систем;
- интенсивности отказов участков технологических систем; ![]() - номинальные производительности участков ТС;
- номинальные производительности участков ТС; ![]() - интенсивности отказов межоперационных накопителей;
- интенсивности отказов межоперационных накопителей; ![]() - уровни начального заполнения накопителей;
- уровни начального заполнения накопителей; ![]() - средние времена восстановления работоспособности участков ТС;
- средние времена восстановления работоспособности участков ТС;![]() - емкость
- емкость ![]() -го накопителя;
-го накопителя; ![]() - средние времена восстановления накопителей.
- средние времена восстановления накопителей.
При расчете показателей надежности ТС данным методом принимаются те же допущения, что и в п.1.1.
2.1.2. Вероятность выполнения задания двухучастковой ТС с промежуточными накопителями для случая, когда номинальная производительность ТС (![]() ) определяется номинальной производительностью второго участка, рассчитывают по формуле
) определяется номинальной производительностью второго участка, рассчитывают по формуле
 (17)
(17)
где
 ;
; ![]() .
.
Формулой (17) можно пользоваться и в том случае, когда начальное заполнение накопителя ![]() 0, но за наработку
0, но за наработку ![]() суммарное время простоя не должно быть более
суммарное время простоя не должно быть более ![]() .
.
2.1.3. Коэффициент готовности двухучастковой ТС при одинаковой производительности участков ![]() и экспоненциальных распределениях наработки и времени восстановления участков вычисляют по формуле
и экспоненциальных распределениях наработки и времени восстановления участков вычисляют по формуле
![]() , (18)
, (18)
где ![]() - коэффициент готовности
- коэффициент готовности ![]() -го участка
-го участка
(![]() 1, 2).
1, 2).
![]() ;
;
![]() - коэффициент готовности накопителя
- коэффициент готовности накопителя
![]() ;
;
![]() - коэффициент наложения потерь (отношение суммарного времени простоев второго участка, обусловленных простоями первого участка, к суммарному времени простоев первого участка за рассматриваемый календарный промежуток времени).
- коэффициент наложения потерь (отношение суммарного времени простоев второго участка, обусловленных простоями первого участка, к суммарному времени простоев первого участка за рассматриваемый календарный промежуток времени).

2.1.4. Для систем с произвольной структурой при наличии в них запасов следует составлять для искомых характеристик системы интегральные или дифференциальные уравнения в частных производных гиперболического типа. Решение этих уравнений производят с помощью численных процедур на ЭВМ. Если применение аналитических методов расчета затруднительно из-за большого объема вычислений, следует применять методы ускоренного статистического моделирования.
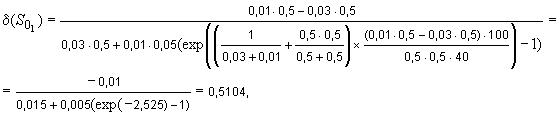
2.1.5. Пример. Оценить показатели надежности двухучастковой ТС с интенсивностью отказов участков ![]() 0,03 1/ч,
0,03 1/ч, ![]() 0,01 1/ч и интенсивности отказа промежуточного накопителя
0,01 1/ч и интенсивности отказа промежуточного накопителя ![]() 0,002 1/ч. Средние времена восстановления
0,002 1/ч. Средние времена восстановления ![]() 0,5 ч. Начальное заполнение промежуточного накопителя
0,5 ч. Начальное заполнение промежуточного накопителя ![]() равно 100 изделий. Номинальная производительность первого участка ТС
равно 100 изделий. Номинальная производительность первого участка ТС ![]() 50 изделий/ч, а второго
50 изделий/ч, а второго ![]() 40 изделий/ч.
40 изделий/ч.
Определяем вероятность выполнения задания для ![]() 10 ч по выражению (17).
10 ч по выражению (17).
![]() ,
,
Определяем коэффициент готовности при одинаковой производительности участков ![]() 40 изделий/ч по формуле (18):
40 изделий/ч по формуле (18):
![]() ,
,![]() ,
,![]() ,
,
![]()
2.2. Метод параметрической рандомизации
2.2.1. Метод параметрической рандомизации следует использовать для оценки надежности ТС технологического процесса, состоящего из относительно большого количества последовательно выполняемых операций, причем каждая ТС операции может, в общем случае, содержать несколько элементов (единиц однотипного технологического оборудования), работающих одновременно (параллельно) на один накопитель.
2.2.2. Метод параметрической рандомизации применяют при допущениях, указанных в пп.2.2.2.1-2.2.2.3.
2.2.2.1. На рассматриваемом интервале времени каждый элемент ТС может отказывать один раз, причем момент возникновения отказа распределен внутри интервала равномерно. Допущение справедливо для элементов ТС, имеющих:
время восстановления, соизмеримое с рассматриваемым промежутком времени ![]() ;
;
установленную безотказную наработку ![]() ;
;
пренебрежимо малую вероятность двух и более отказов на интервале времени (0, ![]() ).
).
2.2.2.2. Время восстановления ![]() каждого элемента ТС имеет дискретную функцию распределения:
каждого элемента ТС имеет дискретную функцию распределения:
![]() для (
для (![]() 1, 2, ...,
1, 2, ..., ![]() ,
,
где ![]() - номер способа восстановления;
- номер способа восстановления;![]() - количество способов восстановления.
- количество способов восстановления.
2.2.2.3. Технологический процесс может быть представлен как процесс с дискретным временем. При этом изменение состояния элементов ТС (переход из работоспособного состояния в неработоспособное и наоборот) может происходить только в определенные моменты времени, образующие равномерную последовательность с шагом ![]() , который выбирают из соображений точности и трудоемкости вычислений. Минимальная величина
, который выбирают из соображений точности и трудоемкости вычислений. Минимальная величина ![]() ограничена временем обслуживания одной заявки (обработки одного изделия) ТС операцией в номинальном режиме и минимальным временем восстановления работоспособности элементов ТС
ограничена временем обслуживания одной заявки (обработки одного изделия) ТС операцией в номинальном режиме и минимальным временем восстановления работоспособности элементов ТС ![]() :
:
![]() , (19)
, (19)
где ![]() - номинальная производительность ТС технологического процесса (количество изделий, обрабатываемых ТС в единицу времени при отсутствии отказов).
- номинальная производительность ТС технологического процесса (количество изделий, обрабатываемых ТС в единицу времени при отсутствии отказов).
2.2.3. Исходные данные:![]() - количество ТС операций в рассматриваемом технологическом процессе;
- количество ТС операций в рассматриваемом технологическом процессе;![]() - количество элементов в
- количество элементов в ![]() -й ТС операции (
-й ТС операции (![]() 1, 2, ...,
1, 2, ..., ![]() );
);![]() - заданные время и объем выпуска продукции;
- заданные время и объем выпуска продукции;![]() - максимально допустимый объем заполнения накопителя на входе
- максимально допустимый объем заполнения накопителя на входе ![]() -й ТС (
-й ТС (![]() 1, 2, ...,
1, 2, ..., ![]() );
);![]() - вероятность отказа элемента
- вероятность отказа элемента ![]() -й ТС операции (
-й ТС операции (![]() 1, 2, ...,
1, 2, ..., ![]() );
); ![]() - количество способов восстановления элемента
- количество способов восстановления элемента ![]() -й ТС операции (
-й ТС операции (![]() 1, 2, ...,
1, 2, ..., ![]() );
);![]() - время восстановления элемента
- время восстановления элемента ![]() -й ТС операции
-й ТС операции ![]() -м способом; (
-м способом; (![]() 1, 2, ...,
1, 2, ..., ![]() ;
; ![]() 1, 2, ... ,
1, 2, ... , ![]() );
);![]() - вероятность применения
- вероятность применения ![]() -го способа восстановления элемента
-го способа восстановления элемента ![]() -й ТС операции (
-й ТС операции (![]() 1, 2, ...,
1, 2, ..., ![]() ;
; ![]() 1, 2, ... ,
1, 2, ... , ![]() ); при этом
); при этом ![]() 1;
1;![]() - номинальная производительность элемента
- номинальная производительность элемента ![]() -й ТС операции (
-й ТС операции (![]() 1, 2, ...,
1, 2, ..., ![]() );
);
![]() - требуемая точность оценки.
- требуемая точность оценки.
2.2.3.1. Порядок поступления изделий на обработку:
обрабатываемые изделия поступают на вход рассматриваемой ТС технологического процесса равномерно с интенсивностью, соответствующей номинальной производительности ТС, которая в общем случае лимитируется "узким местом" - ТС операции с минимальной производительностью
![]() . (20)
. (20)
2.2.4. Метод параметрической рандомизации заключается в составлении конечного множества реализации технологического процесса, расчета показателей выполнения задания в каждой реализации и их осреднения (рандомизации) по множеству реализации с учетом их вероятностей.
Расчеты по методу параметрической рандомизации рекомендуется производить с помощью ЭВМ.
2.2.5. Множество ![]() рассматриваемых реализаций технологического процесса подразделяют, в зависимости от сочетаний отказывающих в реализации элементов, на
рассматриваемых реализаций технологического процесса подразделяют, в зависимости от сочетаний отказывающих в реализации элементов, на ![]() подмножеств
подмножеств ![]() . Каждое подмножество
. Каждое подмножество ![]() характеризуется вектором
характеризуется вектором
![]() ,
,
где ![]() - индикатор отказа
- индикатор отказа ![]() -го элемента
-го элемента ![]() -й ТС операции:
-й ТС операции:
![]()
и вероятностью
![]() , (21)
, (21)
где ![]() - произвольная реализация технологического процесса;
- произвольная реализация технологического процесса;
 (22)
(22)
Число подмножеств ![]() равно:
равно:
![]() . (23)
. (23)
2.2.6. Для сокращения объема вычислений исключают из рассмотрения подмножества ![]() , для которых величина
, для которых величина ![]() пренебрежимо мала по сравнению с заданной точностью оценки
пренебрежимо мала по сравнению с заданной точностью оценки ![]() . Для этого нумеруют подмножества в порядке убывания величин
. Для этого нумеруют подмножества в порядке убывания величин ![]() , а затем исключают из рассмотрения последние
, а затем исключают из рассмотрения последние ![]() подмножеств, для которых
подмножеств, для которых
 (24)
(24)
2.2.7. Подразделяют каждое подмножество ![]() (из числа оставшихся) на подмножества
(из числа оставшихся) на подмножества ![]() , отличающиеся только способами восстановления отказывающих элементов.
, отличающиеся только способами восстановления отказывающих элементов.
Число таких подмножеств в подмножестве ![]()
![]() . (25)
. (25)
Поскольку все реализации в каждом подмножестве ![]() отличаются друг от друга только моментами отказа элементов, то с учетом допущений по п.2.2.2.1, они имеют одинаковую вероятность воспроизведения
отличаются друг от друга только моментами отказа элементов, то с учетом допущений по п.2.2.2.1, они имеют одинаковую вероятность воспроизведения
 . (26)
. (26)
2.2.8. Основной показатель надежности рассматриваемой ТС технологического процесса - вероятность выполнения задания определяют по выражению:
 , (27)
, (27)
где ![]() - общее количество реализации в подмножестве
- общее количество реализации в подмножестве ![]() :
:
![]() ; (28)
; (28)
![]() - количество отказывающих элементов ТС:
- количество отказывающих элементов ТС:
![]() ; (29)
; (29)
![]() - количество точек разбиения интервала (0,
- количество точек разбиения интервала (0, ![]() ), определяемое с учетом допущений по п.2.2.2.3 по выражению:
), определяемое с учетом допущений по п.2.2.2.3 по выражению:
![]() ; (30)
; (30)
![]() - количество успешных реализаций в подмножестве (в которых задание выполняется):
- количество успешных реализаций в подмножестве (в которых задание выполняется):
![]() , (31)
, (31)
![]() - вектор параметров, однозначно задающих
- вектор параметров, однозначно задающих ![]() -ю реализацию из подмножества
-ю реализацию из подмножества ![]() , определяемый по п.2.2.8.1;
, определяемый по п.2.2.8.1;![]() - индикаторная функция выполнения задания в
- индикаторная функция выполнения задания в ![]() -й реализации, определяемая по п.2.2.8.2.
-й реализации, определяемая по п.2.2.8.2.
2.2.8.1. Вектор ![]() соответствует
соответствует ![]() -му сочетанию значений параметров состояния ТС из подмножества
-му сочетанию значений параметров состояния ТС из подмножества ![]() :
:
где ![]() - реализация момента отказа
- реализация момента отказа ![]() -го элемента
-го элемента ![]() -й ТС, соответствующая
-й ТС, соответствующая ![]() -му моменту времени:
-му моменту времени:
![]() , для
, для ![]() 1, 2, . . . ,
1, 2, . . . , ![]() ; (32)
; (32)
![]() - реализация времени восстановления работоспособности отказавшего элемента, соответствующая
- реализация времени восстановления работоспособности отказавшего элемента, соответствующая ![]() -му способу восстановления:
-му способу восстановления:
![]() (33)
(33)
2.2.8.2. Индикаторная функция выполнения задания в ![]() -й реализации из подмножества
-й реализации из подмножества ![]() имеет вид:
имеет вид:
 (34)
(34)
где ![]() - объем продукции, изготовленной в ходе
- объем продукции, изготовленной в ходе ![]() -й реализации технологического процесса из подмножества
-й реализации технологического процесса из подмножества ![]() :
:
![]() ; (35)
; (35)
![]() - производительность ТС
- производительность ТС ![]() -й (финишной) операции на
-й (финишной) операции на ![]() -м промежутке времени.
-м промежутке времени.
Величины ![]() определяют путем последовательного расчета значений
определяют путем последовательного расчета значений ![]() для
для ![]() 1, 2, ...,
1, 2, ..., ![]() в каждый
в каждый ![]() -й промежуток времени по рекурентным соотношениям:
-й промежуток времени по рекурентным соотношениям:
 (36)
(36)
где ![]() - значение длины очереди (заполнения накопителя) на входе
- значение длины очереди (заполнения накопителя) на входе ![]() -й ТС на
-й ТС на ![]() -м промежутке времени:
-м промежутке времени:
![]() ; (37)
; (37)
![]() - возможная производительность
- возможная производительность ![]() -й ТС на
-й ТС на ![]() -м промежутке времени:
-м промежутке времени:
![]() ; (38)
; (38)
 (39)
(39)
с начальными условиями:
![]() для
для ![]() 1, 2, ...,
1, 2, ..., ![]() . (40)
. (40)
В начальный момент времени (при ![]() ) длину очереди на входе каждой
) длину очереди на входе каждой ![]() -й ТС операции в общем случае выбирают из условий обеспечения номинального режима работы:
-й ТС операции в общем случае выбирают из условий обеспечения номинального режима работы:
![]() , для
, для ![]() 1, 2, . . . ,
1, 2, . . . , ![]() (41)
(41)
или задают в виде исходных данных:
![]() , для
, для ![]() 1, 2, . . . ,
1, 2, . . . , ![]() , (42)
, (42)
где ![]() - исходное заполнение
- исходное заполнение ![]() -го накопителя.
-го накопителя.
2.2.9. В случае необходимости метод параметрической рандомизации можно использовать для определения других показателей надежности. Так например, средний объем продукции ![]() , изготовляемой ТС за время
, изготовляемой ТС за время ![]() и его среднее квадратическое отклонение
и его среднее квадратическое отклонение ![]() определяют по выражениям:
определяют по выражениям:
 ; (43)
; (43) . (44)
. (44)
2.2.10. Пример. Определить вероятность выполнения сменного задания ТС технологического процесса с поточной организацией производства подшипниковых щитков электродвигателей переменного тока.
Технологический процесс состоит из трех операций:
фрезерной, выполняемой на продольно-фрезерном станке модели 6Г610;
токарной, выполняемой на токарном полуавтомате модели 1286;
сверлильной, выполняемой на вертикально-сверлильном полуавтомате модели 2170 М.
Исходные данные:
время выполнения задания ![]() 8 ч;
8 ч;
объем задания ![]() 750 шт.;
750 шт.;
номинальная производительность ТС технологического процесса ![]() =100 шт./ч;
=100 шт./ч;
количество ТС операций по технологическому процессу ![]() 3, причем объем накопителя на входе каждой из них не ограничен;
3, причем объем накопителя на входе каждой из них не ограничен;
количество единиц оборудования в каждой ТС операции ![]() ;
;
номинальная производительность ТС операций: ![]() 150 шт./ч,
150 шт./ч, ![]() 130 шт./ч,
130 шт./ч, ![]() 200 шт./ч;
200 шт./ч;
вероятность отказа элементов (операций) ТС: ![]() 0,1,
0,1, ![]() 0,001,
0,001, ![]() 0,01;
0,01;
для ТС первой и второй операций имеет место единственный способ восстановления работоспособности (![]() 1) с временами восстановления
1) с временами восстановления ![]() 1 ч и
1 ч и ![]() 6 ч соответственно;
6 ч соответственно;
для ТС третьей операции имеет место два способа восстановления (![]() 2) с временем восстановления
2) с временем восстановления ![]() 2 ч и
2 ч и ![]() 4 ч и вероятностями применения
4 ч и вероятностями применения ![]() 0,8 и
0,8 и ![]() 0,2.
0,2.
Требуемая точность
оценки ![]() 0,001.
0,001.
2.2.10.1. Вероятность выполнения задания определяем в следующей последовательности.
2.2.10.1.1. Подразделяем множество рассматриваемых реализаций на подмножества ![]() по п.2.2.5, при этом число подмножеств вычисляем по формуле (23)
по п.2.2.5, при этом число подмножеств вычисляем по формуле (23)
![]() .
.
2.2.10.1.2. Определяем в соответствии с п.2.2.5 векторы, характеризующие подмножества ![]() , соответствующие им вероятности
, соответствующие им вероятности ![]() по выражению (21) и ранжируем подмножества в порядке убывания величин
по выражению (21) и ранжируем подмножества в порядке убывания величин ![]() . Результаты вычислений сведены в табл.1.
. Результаты вычислений сведены в табл.1.
Таблица 1
Индекс подмножества | Индикатор отказа элемента (операции) ТС |
| ||
|
|
| ||
1 | 0 | 0 | 0 | 0,890109 |
2 | 1 | 0 | 0 | 0,098901 |
3 | 0 | 0 | 1 | 0,008991 |
4 | 1 | 0 | 1 | 0,000999 |
5 | 0 | 1 | 0 | 0,000891 |
6 | 1 | 1 | 0 | 0,000099 |
7 | 0 | 1 | 1 | 0,000009 |
8 | 1 | 1 | 1 | 0,000001 |
Примечание. В табл.1 и далее по тексту примера и обозначениях величин ![]() и
и ![]() индекс
индекс ![]() , соответствующий номеру рассматриваемой единицы оборудования в
, соответствующий номеру рассматриваемой единицы оборудования в ![]() -й ТС операции опущен, так как по условию задачи каждая операция содержит одну единицу оборудования.
-й ТС операции опущен, так как по условию задачи каждая операция содержит одну единицу оборудования.
2.2.10.1.3. Исключаем из рассмотрения в соответствии с п.2.2.6 последние подмножества ![]() . Так как
. Так как
![]() ,
,
то количество исключаемых подмножеств
![]() 4.
4.
2.2.10.1.4. Задаемся дискретом времени в соответствии с п.2.2.2.3.
![]() 1 ч .
1 ч .
Определяем количество точек разбиения интервала (0, ![]() ) по формуле (30)
) по формуле (30)
![]() .
.
2.2.10.1.5. Подразделяем подмножества ![]() (из числа оставшихся) на подмножества
(из числа оставшихся) на подмножества ![]() по п.2.2.7. Число таких подмножеств в каждом подмножестве
по п.2.2.7. Число таких подмножеств в каждом подмножестве ![]() (
(![]() 1, ..., 4) вычисляем по формуле (25);
1, ..., 4) вычисляем по формуле (25);
![]() ;
;![]() ;
;![]() ;
;![]() .
.
Определяем количество реализаций ![]() в подмножествах
в подмножествах ![]() по выражениям (28) и (29) и вероятность воспроизведения реализации
по выражениям (28) и (29) и вероятность воспроизведения реализации ![]() по выражению (26).
по выражению (26).
Результаты сведены в табл.2.
Таблица 2
Индекс подмножества | Индекс отказа элемента (операции) ТС | Время восстановления элемента (операции) ТС | Количество отказывающих элементов (операций) | Количество реализации | Вероятность воспроизведения реализации | |||||
|
|
|
|
|
|
|
| |||
1 | 1 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 1 | 0,890109 |
2 | 1 | 1 | 0 | 0 | 1 | 0 | 0 | 1 | 8 | 0,098901 |
3 | 1 | 0 | 0 | 1 | 0 | 0 | 2 | 1 | 8 | 0,0071928 |
3 | 2 | 0 | 0 | 1 | 0 | 0 | 4 | 1 | 8 | 0,0017982 |
4 | 1 | 1 | 0 | 1 | 1 | 0 | 2 | 2 | 64 | 0,0007992 |
4 | 2 | 1 | 0 | 1 | 1 | 0 | 4 | 2 | 64 | 0,0001998 |
2.2.10.1.6. Определяем индикаторные функции для каждой реализации.
Результаты вычислений по выражениям (41), (40), (39), (38), (36), (21) и (35) для реализации из подмножества ![]() с параметрами (по п.2.2.8.1).
с параметрами (по п.2.2.8.1).
![]() 1,
1, ![]() 0,
0, ![]() 1,
1, ![]() 3,
3, ![]() 4,
4, ![]() 1,
1, ![]() 0,
0, ![]() 2
2
сведены в табл.3.
Таблица 3
Но- мер шага | Мо- мент вре- мени | Длина очереди на входе операции |
|
|
| Возможная производительность операции | Фактическая производительность операции | Объем изготов- ленной про- дукции | ||||||
|
|
|
|
|
|
|
|
| ||||||
1 | 0 | 100 | 100 | 100 | 1 | 1 | 1 | 150 | 130 | 200 | 100 | 100 | 100 | 100 |
2 | 1 | 100 | 100 | 100 | 1 | 1 | 1 | 150 | 130 | 200 | 100 | 100 | 100 | 200 |
3 | 2 | 100 | 100 | 100 | 1 | 1 | 1 | 150 | 130 | 200 | 100 | 100 | 100 | 300 |
4 | 3 | 100 | 100 | 100 | 0 | 1 | 1 | 0 | 130 | 200 | 0 | 100 | 100 | 400 |
5 | 4 | 200 | 0 | 100 | 1 | 1 | 0 | 150 | 130 | 0 | 150 | 0 | 0 | 400 |
6 | 5 | 150 | 150 | 100 | 1 | 1 | 0 | 150 | 130 | 0 | 150 | 130 | 0 | 400 |
7 | 6 | 100 | 170 | 230 | 1 | 1 | 1 | 150 | 130 | 200 | 100 | 130 | 200 | 600 |
8 | 7 | 100 | 140 | 160 | 1 | 1 | 1 | 150 | 130 | 200 | 100 | 130 | 160 | 760 |
В соответствии с условием (34)
![]() ,
,
индикаторная функция для данной реализации
![]() 1.
1.
Аналогичным образом вычисляем индикаторные функции других реализаций.
Для подмножества ![]() значение индикаторной функции
значение индикаторной функции ![]() 1.
1.
Вычисленные значения индикаторных функций для остальных рассматриваемых подмножеств сведены в табл.4-8.
Таблица 4
Значение индикаторной функции подмножества | |||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
1 | 1 | 1 | 1 | 0 | 0 | 0 | 0 |
Таблица 5
Значение индикаторной функции подмножества | |||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
1 | 1 | 1 | 1 | 1 | 0 | 0 | 0 |
Таблица 6
Значение индикаторной функции подмножества | |||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
1 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
Таблица 7
Значение индикаторной функции подмножества ![]()
Момент отказа 1-го элемента (операции) | Момент отказа 3-го элемента (операции) | |||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | |
1 | 1 | 1 | 1 | 1 | 0 | 0 | 0 | 0 |
2 | 1 | 1 | 1 | 1 | 0 | 0 | 0 | 0 |
3 | 1 | 1 | 1 | 1 | 0 | 0 | 0 | 0 |
4 | 1 | 1 | 1 | 1 | 0 | 0 | 0 | 0 |
5 | 1 | 1 | 1 | 1 | 0 | 0 | 0 | 0 |
6 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
7 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
8 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
Таблица 8
Значение индикаторной функции подмножества ![]()
Момент отказа 1-го элемента (операции) | Момент отказа 3-го элемента (операции) | |||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | |
1 | 1 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
2 | 1 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
3 | 1 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
4 | 1 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
5 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
6 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
7 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
8 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
2.2.10.1.7. По выражению (31) из табл.4-8 определяем количество успешных реализаций в каждом рассматриваемом подмножестве ![]() :
:
![]() 1;
1; ![]() 4;
4; ![]() 5;
5; ![]() 1;
1; ![]() 20;
20; ![]() 4.
4.
2.2.10.1.8. Определяем вероятность выполнения задания по выражению (27)
3. Системы с групповой организацией производства
3.1. Данный метод следует применять для ТС с групповой организацией производства, если объем задания по выпуску продукции задается в виде суммарной трудоемкости изготовления продукции для групп взаимозаменяемого оборудования, специализированных по видам работ. Тогда ТС представляет собой систему групп взаимозаменяемого оборудования и для каждой группы задана суммарная трудоемкость работ.
3.2. Вероятность выполнения задания ТС по трудоемкости с групповой организацией производства за рассматриваемый период времени вычисляют по формуле
![]() , (45)
, (45)
где ![]() - количество групп различных видов оборудования, выполняющих рассматриваемый технологический процесс;
- количество групп различных видов оборудования, выполняющих рассматриваемый технологический процесс;![]() - вероятность выполнения задания
- вероятность выполнения задания ![]() -й группой оборудования за время
-й группой оборудования за время ![]() .
.
3.3. В случае нормального распределения времени простоя вероятность выполнения задания ![]() -й группой оборудования вычисляют по формуле
-й группой оборудования вычисляют по формуле
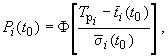 (46)
(46)
где ![]() - функция распределения нормального закона от параметра
- функция распределения нормального закона от параметра ![]() ;
;![]() - резервное время работы для
- резервное время работы для ![]() -й группы оборудования;
-й группы оборудования;![]() ,
, ![]() - соответственно среднее значение и среднее квадратическое отклонение потерь от внеплановых простоев
- соответственно среднее значение и среднее квадратическое отклонение потерь от внеплановых простоев ![]() -й группы оборудования
-й группы оборудования
3.4. Величины ![]() и
и ![]() определяют по статистическим данным о внеплановых простоях оборудования из годовых отчетов предприятий в следующей последовательности.
определяют по статистическим данным о внеплановых простоях оборудования из годовых отчетов предприятий в следующей последовательности.
3.4.1. Определяют среднее значение ![]() и среднее квадратическое отклонение
и среднее квадратическое отклонение ![]() годового внепланового простоя станка
годового внепланового простоя станка ![]() -го типа:
-го типа:
 ; (47)
; (47)
 , (48)
, (48)
где ![]() - количество станков
- количество станков ![]() -го типа на
-го типа на ![]() -м участке (цехе);
-м участке (цехе);![]() - среднее значение внепланового годового простоя станка
- среднее значение внепланового годового простоя станка ![]() -го типа на
-го типа на ![]() -м участке;
-м участке;![]() - количество участков, оснащенных станками
- количество участков, оснащенных станками ![]() -го тип
-го тип
3.4.2. Определяют среднее значение ![]() и среднее квадратическое отклонение
и среднее квадратическое отклонение ![]() внепланового простоя станка за рассматриваемый период
внепланового простоя станка за рассматриваемый период ![]() :
:
![]() , (49)
, (49)
где ![]() - действительный фонд времени одного станка за рассматриваемый календарный промежуток времени;
- действительный фонд времени одного станка за рассматриваемый календарный промежуток времени;![]() - действительный годовой фонд времени одного станка,
- действительный годовой фонд времени одного станка,
 . (50)
. (50)
3.4.3. Определяют среднее значение ![]() и среднее квадратическое отклонение
и среднее квадратическое отклонение ![]() потерь производительности от внеплановых простоев группы станков, выполняющих
потерь производительности от внеплановых простоев группы станков, выполняющих ![]() -ю операцию за рассматриваемый период для разрабатываемой ТС:
-ю операцию за рассматриваемый период для разрабатываемой ТС:
![]() ; (51)
; (51)
 , (52)
, (52)
где ![]() - количество станков
- количество станков ![]() -го типа в
-го типа в ![]() -й группе;
-й группе;![]() - коэффициент выполнения норм
- коэффициент выполнения норм ![]() -й группой станков
-й группой станков ![]() -го типа (отношение среднего объема работ выполняемого в единицу времени в регламентированных условиях производства к соответствующей норме выработки);
-го типа (отношение среднего объема работ выполняемого в единицу времени в регламентированных условиях производства к соответствующей норме выработки);![]() - количеслво единиц оборудования различного типа в
- количеслво единиц оборудования различного типа в ![]() -й группе
-й группе
3.5. Резервное время ![]() группы оборудования, используемого на одной операции, вычисляют по формуле
группы оборудования, используемого на одной операции, вычисляют по формуле
![]() ,
,
где ![]() - средняя трудоемкость обработки изделий на единицу готовой продукции на рассматриваемой операции;
- средняя трудоемкость обработки изделий на единицу готовой продукции на рассматриваемой операции;![]() - заданная программа выпуска готовой продукции.
- заданная программа выпуска готовой продукции.
3.6. Пример. Для ТС с групповой организацией производства запасных частей для строительно-дорожных машин заданы следующие исходные данные:
заданный объем выпуска продукции для ![]() 1 квартал равен - 170 тыс. руб.;
1 квартал равен - 170 тыс. руб.;
состав и исходные данные технологического оснащения, приведенные в табл.1 и 2;
Таблица 1
Состав средств технологического оснащения
Наименование группы станков | Тип станка | Обозначение | Количество станков | Коэффициент выполнения норм |
Токарная | 16 К 20 | 1.1. | 5 | 1,0 |
16 К 20ф | 1.2. | 3 | 1,24 | |
Фрезерная | 6Р13 | 2.2. | 4 | 1,0 |
6Р13ф | 2.2. | 2 | 1,25 |
Таблица 2
Исходные данные проектируемой технологической системы
Наименование группы станков | Обозначение | Коэффициент сменности | Средняя трудоемкость обработки изделий (на единицу готовой продукции) | Действительный фонд времени работы одного станка за рассматриваемый период с учетом коэффициента сменности | Действительный годовой фонд времени работы одного станка с учетом коэффициента сменности |
Токарная | 1 | 1,2 | 29,7 | 609 | 2436 |
Фрезерная | 2 | 1,2 | 21,8 | 609 | 2436 |
статистические данные о внеплановых простоях оборудования в аналогичных технологических системах (на ремонтно-механических заводах), указанные в табл.3.
Таблица 3
Статистические данные о внеплановых простоях токарных и фрезерных станков
Токарные станки | Фрезерные станки | |||
Номер завода | Количество | Годовой внеплановый простой одного станка | Количество | Годовой внеплановый простой одного станка |
1 | 41 | 83,2 | 17 | 72,35 |
2 | 37 | 38,8 | 6 | 43,70 |
3 | 43 | 116,2 | 19 | 90,50 |
4 | 39 | 24,8 | 10 | 0 |
5 | 27 | 43,7 | 10 | 4,1 |
6 | 30 | 16,7 | 8 | 134,25 |
7 | 12 | 73,75 | 4 | 12,0 |
8 | 34 | 41,47 | 10 | 50,0 |
3.6.1. Определяем среднее значение ![]() и
и ![]() и среднее квадратическое отклонение
и среднее квадратическое отклонение ![]() и
и ![]() годового планового простоя соответственно для токарного и фрезерного станка по формулам (47) и (48)
годового планового простоя соответственно для токарного и фрезерного станка по формулам (47) и (48)
![]()
![]()
3.6.2. Определяем среднее значение ![]() и
и ![]() и среднее квадратическое отклонение
и среднее квадратическое отклонение ![]() и
и ![]() внепланового простоя одного станка за рассматриваемый период по формулам (49) и (50)
внепланового простоя одного станка за рассматриваемый период по формулам (49) и (50)
![]()
 ;
;
![]()
3.6.3. Определяем средние значения ![]() и
и ![]() и средние квадратические отклонения
и средние квадратические отклонения ![]() и
и ![]() потерь производительности от внеплановых простоев групп станков за рассматриваемый период по формулам (51) и (52):
потерь производительности от внеплановых простоев групп станков за рассматриваемый период по формулам (51) и (52):
![]() 14,25·5·1+14,25·3·1,24=124,26 ч;
14,25·5·1+14,25·3·1,24=124,26 ч;![]() ;
;![]() 14,5·4·1+14,5·2·1,25=94,25 ч;
14,5·4·1+14,5·2·1,25=94,25 ч;
![]()
3.6.4. Определяем резервное время ![]() и
и ![]() по формуле (53)
по формуле (53)
![]() =(609·5·1+609·3·1,24)-29,7·170=261,48 ч;
=(609·5·1+609·3·1,24)-29,7·170=261,48 ч;![]() (609·4·1+609·1·1,25)-21,8·170=252,5 ч.
(609·4·1+609·1·1,25)-21,8·170=252,5 ч.
3 6.5. Определяем вероятность выполнения задания для первой и второй групп станков по формуле (46):
![]()
![]()
3.6.6. Определяем вероятность выполнения задания для рассматриваемой ТС по формуле (45)
![]() 0,996·0,997=0,993.
0,996·0,997=0,993.
ПРИЛОЖЕНИЕ 4 (справочное). ОПЫТНО-СТАТИСТИЧЕСКИЕ МЕТОДЫ
ПРИЛОЖЕНИЕ 4
Справочное
Опытно-статистические методы применяются для оценки показателей надежности технологических систем по результатам испытаний на надежность их составных частей. Если среднее время восстановления мало по сравнению со средним временем безотказной работы, оценка параметров восстановления проводится экспериментально с более высокой точностью, чем оценка показателей безотказности. При этом задача оценки надежности с помощью опытно-статистического метода ставится как задача получения нижней оценки показателя надежности системы ![]() в виде функций нижних интервальных оценок наработки на отказ составных частей ТС
в виде функций нижних интервальных оценок наработки на отказ составных частей ТС
![]() , (1)
, (1)
где ![]() - нижняя оценка
- нижняя оценка ![]() -го элемента гамма-процентной наработки до отказа;
-го элемента гамма-процентной наработки до отказа;![]() - уровень доверия (для нижних интервальных оценок).
- уровень доверия (для нижних интервальных оценок).
1. Оценка гамма-процентной наработки до отказа ТС с последовательно-параллельной структурой при безотказных испытаниях.
При безотказных испытаниях (план [![]() ] по РД 50-690-89) подсистем ТС и элементов подсистем с объемом испытаний, где
] по РД 50-690-89) подсистем ТС и элементов подсистем с объемом испытаний, где ![]() - номер элемента
- номер элемента ![]() -й подсистемы (
-й подсистемы (![]()
![]() ), нижнюю оценку гамма-процентной наработки до отказа системы с последовательно-параллельной структурой рассчитывают по формуле
), нижнюю оценку гамма-процентной наработки до отказа системы с последовательно-параллельной структурой рассчитывают по формуле
![]() , (2)
, (2)
где ![]() .
.
Величину ![]() определяют из уравнения
определяют из уравнения
![]() . (3)
. (3)
При одинаковых объемах испытаний (![]() )
)
![]() . (4)
. (4)
2. Оценка гамма-процентной наработки до отказа ТС с последовательной структурой.
Для системы из ![]() элементов
элементов ![]() -го типа (
-го типа (![]() ) и объемом испытаний
) и объемом испытаний ![]() нижнюю гамма-процентную наработку до отказа рассчитывают по формуле
нижнюю гамма-процентную наработку до отказа рассчитывают по формуле
![]() , (5)
, (5)
где ![]() ;
;![]() - квантиль пуассоновского распределения по уровню
- квантиль пуассоновского распределения по уровню ![]() :
:
![]()
![]() (6)
(6)
![]() - число отказов элементов
- число отказов элементов ![]() -го типа во время испытаний.
-го типа во время испытаний.
Если величина
мала (![]() 0,2), то
0,2), то
 (7)
(7)
где ![]() - квантиль нормального распределения
- квантиль нормального распределения
 .
.
3. Пример. Для выполнения технологической операции выделено два взаимозаменяемых станка различных моделей и проведены испытания на надежность, в которых получено 10 реализаций на первом станке и 8 реализаций на втором станке. Во время испытаний отказов не наблюдалось. Необходимо найти нижнюю оценку гамма-процентной наработки до отказа при ![]() 0,9.
0,9.
Решение. Оценку проведем по формуле (2) и (3) при следующих исходных данных: ![]() 2,
2, ![]() 10,
10, ![]() 8,
8, ![]() 0,9. Значение
0,9. Значение ![]() определяем из уравнения (6). В результате
определяем из уравнения (6). В результате ![]() 1,23. Из формулы (2) имеем:
1,23. Из формулы (2) имеем: ![]() 1-1,23
1-1,23![]() / (11,23х9,23)=0,9
/ (11,23х9,23)=0,9
4. Пример. Технологическая линия состоит из одного агрегата первого типа, двух агрегатов второго и двух агрегатов третьего типа. Задание не выполняется, если отказывает любой из агрегатов. Необходимо оценить вероятность выполнения задания при ![]() 0,9 по результатам испытаний, во время которых проведено 50 опытов и зарегистрировано по одному отказу агрегатов первого и третьего типов и два отказа агрегатов второго типа.
0,9 по результатам испытаний, во время которых проведено 50 опытов и зарегистрировано по одному отказу агрегатов первого и третьего типов и два отказа агрегатов второго типа.
Решение. Определяем вероятность выполнения задания по формулам (5) и (6) при следующих исходных данных: ![]() 3,
3, ![]() 1,
1, ![]() 2,
2, ![]() 50,
50, ![]() 100,
100, ![]() 1,
1, ![]() 2,
2, ![]() 4,
4, ![]() (0,02; 0,02; 0,01) =0,02.
(0,02; 0,02; 0,01) =0,02.
Из уравнения (6) определяем значения
![]() 8.
8.
Определяем нижнюю оценку вероятности выполнения задания по формуле (5):
![]()
Полученную оценку можно сравнить с оценкой по формуле (7) (при ![]() 0,25):
0,25):
![]() 0,877.
0,877.