ГОСТ 26339-84*______________________
* Обозначение стандарта.
Измененная редакция, Изм. N 3.
Группа Г25
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СВЕРЛА АЛМАЗНЫЕ КОЛЬЦЕВЫЕ
Технические условия
Diamond annular drills. Specifications
ОКП 39 7127, 39 7227
Дата введения 1986-01-01
Постановлением Государственного комитета СССР по стандартам от 28 ноября 1984 г. N 4016 срок действия установлен с 01.01.86 до 01.01.91*
________________
* Ограничение срока действия снято по протоколу N 5-94 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС N 11/12, 1994 год). - Примечание изготовителя базы данных.
ПЕРЕИЗДАНИЕ. Сентябрь 1985 г.
ВНЕСЕНЫ: Изменение N 1, утвержденное и введенное в действие Постановлением Государственного комитета СССР по стандартам от 11.03.87 N 711 с 01.07.87, Изменение N 2, утвержденное и введенное в действие Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 05.02.90 N 153 с 01.01.91, Изменение N 3, утвержденное и введенное в действие Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 15.03.91 N 264 с 01.01.92
Изменения N 1, 2, 3 внесены изготовителем базы данных по тексту ИУС N 6, 1987 год, ИУС N 5, 1990 год, ИУС N 6, 1991 год
Настоящий стандарт распространяется на алмазные кольцевые сверла (далее - сверла), предназначенные для сверления твердых неметаллических материалов (стекла, кварца, керамики, минералов, корунда, ситалла, феррита и др.), изготовляемые для нужд народного хозяйства и экспорта.
Установленные настоящим стандартом показатели технического уровня предусмотрены для высшей и первой категории качества.
Требования настоящего стандарта в части разд.1, 2, 4, 5 и п.3.4 являются обязательными, другие требования - рекомендуемыми.
(Измененная редакция, Изм. N 3).
1. ТИПЫ И РАЗМЕРЫ
1. ТИПЫ И РАЗМЕРЫ
1.1. Сверла должны изготовляться типов:
1 - без промывочных канавок, 2 - с промывочными канавками.
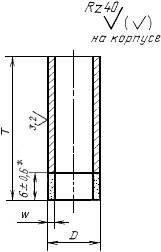
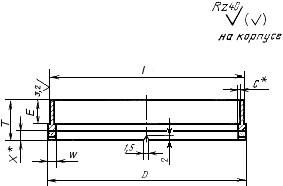
1.2. Размеры сверл должны соответствовать указанным на черт.1 и 2 и табл.1 и 2.
Черт.1. Размеры сверл. Тип 1
Тип 1
_______________
* Размер для справок.
Черт.1
Таблица 1
мм
|
(пред. откл. ±1,05) |
| ||
Номин. | Пред. откл. | Номин. | Пред. откл. | |
3,0 | -0,25 | 20 | 0,8 | ±0,16 |
4,0; 5,0 | -0,30 | |||
4,0; 5,0; 6,0 | 30 | |||
6,5; 7,5; 8,0 | -0,22 | 1,2 | ±0,20 | |
10,0 | 1,5 | |||
Черт.2. Размеры сверл. Тип 2
Тип 2
________________
* Размеры для справок.
Черт.2
Таблица 2
мм
|
|
|
|
|
|
| Число промывочных канавок, шт. | |||
Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | |||||
12 | -0,27 | 11 | 15; | ±0,35 | 10 | 3,5 | 1,5 | ±0,20 | 0,3 | 2 |
14 | 13 | |||||||||
16 | 15 | |||||||||
18 | 17 | |||||||||
20 | -0,33 | 19 | ||||||||
22 | 21 | |||||||||
25 | 24 | |||||||||
28 | 27 | |||||||||
32 | -0,39 | 31 | ||||||||
36 | 35 | |||||||||
40 | 39 | 15 | 4 | |||||||
45 | 44 | |||||||||
50 | 49 | |||||||||
55 | -0,46 | 54 | 20 | ±0,42 | 12 | 5,0 | 2,0 | 0,4 | ||
60 | 59 | |||||||||
65 | 64 | |||||||||
70 | 69 | |||||||||
75 | 74 | |||||||||
80 | 79 | |||||||||
85 | -0,54 | 84 | 0,5 | 6 | ||||||
90 | 89 | |||||||||
95 | 94 | |||||||||
100 | 99 | |||||||||
105 | 104 | 2,5 | ||||||||
110 | 109 | |||||||||
115 | 114 | |||||||||
120 | 119 | |||||||||
125 | -0,63 | 124 | ±0,24 | 0,6 | 8 | |||||
140 | 139 | 3,5 | ||||||||
150 | 149 | |||||||||
160 | 159 | |||||||||
170 | 169 | |||||||||
180 | 179 | |||||||||
190 | -0,72 | 189 | 10 | |||||||
200 | 199 | |||||||||
210 | 209 | |||||||||
220 | 219 | |||||||||
Примечания:
1. Размер в скобках - по согласованию с потребителем.
2. По согласованию с потребителем допускается изготовление сверл с размерами ![]() и
и ![]() других значений, не превышающих значений, указанных в табл.2.
других значений, не превышающих значений, указанных в табл.2.
3. Допускается изготовление сверл с промывочными канавками прямоугольной формы шириной 1,5 мм, глубиной 2 мм.
Пример условного обозначения сверла типа 2 с наружным диаметром ![]() 100 мм, из алмазных порошков марки АС32, зернистостью 80/63, с относительной концентрацией алмазов 100, на металлической связке марки М2-01:
100 мм, из алмазных порошков марки АС32, зернистостью 80/63, с относительной концентрацией алмазов 100, на металлической связке марки М2-01:
![]()
(Измененная редакция, Изм. N 1, 3).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Сверла должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2. Сверла должны состоять из корпуса и закрепленного на нем алмазоносного слоя.
Допускается между корпусом сверла и алмазоносным слоем наличие промежуточного безалмазного слоя.
2.3. Корпус сверла должен быть изготовлен из стали марки Ст 3 по ГОСТ 380-88* или сталей марок 20, 25, 30 по ГОСТ 1050-88.
_____________
* На территории Российской Федерации действует ГОСТ 380-2005. - Примечание изготовителя базы данных.
Допускается применение прессованных корпусов из компонентов связки или других порошковых композиций.
(Измененная редакция, Изм. N 3).
2.4. Алмазоносный слой должен изготовляться из порошков природных алмазов марок А2, A3, А5, А8 или синтетических алмазов марок АС6, АС15, АС20, АС32, АС50 зернистостей от 80/63 до 400/315 по ГОСТ 9206-80 и металлической связки.
Зернистость алмазного порошка в зависимости от ширины алмазоносного слоя сверла указана в обязательном приложении 1.
(Измененная редакция, Изм. N 2).
2.5. Относительная концентрация алмазов в алмазоносном слое должна быть: 75 и 100 - для сверл типа 1 из алмазных порошков всех зернистостей и типа 2 из алмазных порошков зернистостей 400/315-200/160; 75, 100, 125, 150 - для типа 2 из алмазных порошков зернистостью менее 200/160.
Масса алмазов в сверлах приведена в справочном приложении 2.
2.6. Зазоры, отслаивания в месте соединения алмазоносного слоя с корпусом или безалмазным слоем, а также трещины и сколы на поверхности алмазоносного слоя не допускаются.
На поверхности алмазоносного слоя не допускаются раковины, выкрашивания площадью более 0,5 мм![]() - для зернистостей до 250/200; более размера алмазных зерен - для зернистостей св. 250/200; в количестве более 3 шт., расположенные на расстоянии друг от друга: не менее 5 мм - для сверл диаметром до 50 мм; не менее 15 мм - св. 50 мм.
- для зернистостей до 250/200; более размера алмазных зерен - для зернистостей св. 250/200; в количестве более 3 шт., расположенные на расстоянии друг от друга: не менее 5 мм - для сверл диаметром до 50 мм; не менее 15 мм - св. 50 мм.
2.7. Алмазные зерна на торцевой поверхности алмазоносного слоя должны быть вскрыты.
2.8. На поверхности корпуса не допускаются забоины, заусенцы, вмятины, трещины, следы коррозии.
На прессованном корпусе сверла не допускаются: раковины каждая площадью более 0,2 мм![]() в количестве более 10 шт. - для сверл с толщиной корпуса до 1,5 мм; и площадью более 0,5 мм
в количестве более 10 шт. - для сверл с толщиной корпуса до 1,5 мм; и площадью более 0,5 мм![]() в количестве более 20 шт. - для сверл с толщиной корпуса более 1,5 мм.
в количестве более 20 шт. - для сверл с толщиной корпуса более 1,5 мм.
2.9. Допуск круглости алмазоносного слоя по наружному диаметру не должен превышать 11-й степени точности по ГОСТ 24643-81, допуск параллельности торцов - 10-й степени точности по ГОСТ 24643-81.
(Измененная редакция, Изм. N 1, 3).
2.10. Требования безопасной работы сверлами - по ГОСТ 12.3.023-80.
2.11. Эксплуатационные показатели качества должны соответствовать указанным в табл.3.
Таблица 3
Наружный диаметр сверла, мм | Удельный расход алмазов, мг/см, не более | Установленный ресурс, см, |
до 6 | 0,27 | 65 |
6,5 " 25 | 0,4 | 150 |
28 " 50 | 0,6 | 280 |
55 " 80 | 0,8 | 380 |
85 " 100 | 1,0 | 380 |
105 " 125 | 2,0 | 380 |
140 " 220 | 3,0 | 420 |
(Измененная редакция, Изм. N 1, 2).
2.12. Маркировка должна наноситься на бирку, прикрепляемую к сверлу, содержащую:
товарный знак предприятия-изготовителя;
условное обозначение сверла;
номер сверла по системе нумерации предприятия-изготовителя;
год изготовления.
2.13. В потребительскую тару должен быть вложен документ, содержащий:
товарный знак предприятия-изготовителя;
условное обозначение сверла;
массу алмазов в каратах;
номер сверла по системе нумерации предприятия-изготовителя;
дату изготовления;
штамп технического контроля предприятия-изготовителя.
2.14. Остальные требования к маркировке и упаковке - по ГОСТ 18088-83.
2.12-2.14. (Введены дополнительно, Изм. N 3).
3. ПРАВИЛА ПРИЕМКИ
3.1. Для проверки соответствия сверл требованиям настоящего стандарта проводят приемочный контроль и периодические испытания.
(Измененная редакция, Изм. N 1).
3.2. Приемочному контролю на соответствие требованиям пп.1.2, 2.6, 2.7, 2.8 подвергают каждое сверло, на соответствие требованиям п.2.9 - 10% сверл от партии, но не менее 3 шт.
Партия должна состоять из сверл одного типоразмера, изготовленных из алмазного порошка одной марки, зернистости, относительной концентрации и связки при одном технологическом режиме одновременно предъявляемых к приемке по одному документу.
3.3. Если при приемочном контроле будет установлено несоответствие требованиям стандарта более чем по одному из контролируемых показателей, то партия не принимается.
Если установлено несоответствие требованиям стандарта по одному из контролируемых показателей, то проводят повторный контроль на удвоенном количестве сверл по всем показателям.
При наличии дефектов в повторной выборке партия не принимается.
(Измененная редакция, Изм. N 1).
3.4. Периодическим испытания па соответствие требованиям п.2.11 подвергают 5% сверл от партии, но не менее 3 шт., не реже одного раза в год. Допускается проведение испытаний у потребителя в производственных условиях.
_______________
* На территории Российской Федерации действует ГОСТ Р 15.201-2000. - Примечание изготовителя базы данных.
(Измененная редакция, Изм. N 2).
4. МЕТОДЫ КОНТРОЛЯ И ИСПЫТАНИЙ
4.1. Размеры, а также форму и расположение поверхностей сверл, контролируют универсальными средствами измерения.
(Измененная редакция, Изм. N 1).
4.2. Размеры раковин и выкрашиваний на алмазоносном слое и корпусе сверла контролируют при увеличении не менее 10![]() .
.
4.3. Трещины и сколы на алмазоносном слое и корпусе сверла контролируют осмотром невооруженным глазом.
4.4. Сверла по п.2.7 контролируют сравнением с контрольным образцом.
4.5. (Исключен, Изм. N 1).
4.6. Параметры шероховатости поверхностей корпуса сверла контролируют визуально путем сравнения с образцами шероховатости по ГОСТ 9378-75*.
______________
* На территории Российской Федерации ГОСТ 9378-93. - Примечание изготовителя базы данных.
4.7. Метод определения эксплуатационных показателей качества указан в обязательном приложении 3.
5. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
Транспортирование и хранение - по ГОСТ 18088-83.
Раздел 5. (Измененная редакция, Изм. N 3).
ПРИЛОЖЕНИЕ 1 (обязательное). Рекомендуемая зернистость алмазного порошка в зависимости от ширины алмазоносного слоя сверла
ПРИЛОЖЕНИЕ 1
Обязательное*
_______________________
* Степень обязательности.
Измененная редакция, Изм. N 2.
Ширина алмазоносного слоя | Зернистость алмазного порошка |
0,8 | 80/63-125/100 |
1,2 | 80/63-160/125 |
1,5 | 100/80-315/250 |
2,0; 2,5; 3,5 | 125/100-400/315 |
(Измененная редакция, Изм. N 2).
ПРИЛОЖЕНИЕ 2 (справочное). Масса алмазов в сверлах
ПРИЛОЖЕНИЕ 2
Справочное
| Масса алмазов при относительной концентрации, в каратах | |||
75 | 100 | 125 | 150 | |
3 | 0,110 | 0,146 | - | - |
4 | 0,159 | 0,212 | ||
5 | 0,209 | 0,278 | ||
6 | 0,259 | 0,344 | ||
6,5 | 0,396 | 0,527 | ||
7,5 | 0,471 | 0,626 | ||
8 | 0,508 | 0,676 | ||
10 | 0,794 | 1,060 | ||
12 | 0,557 | 0,741 | 0,928 | 1,11 |
14 | 0,666 | 0,886 | 1,110 | 1,33 |
16 | 0,775 | 1,030 | 1,290 | 1,55 |
18 | 0,884 | 1,180 | 1,470 | 1,76 |
20 | 0,993 | 1,320 | 1,650 | 1,98 |
22 | 1,100 | 1,460 | 1,840 | 2,20 |
25 | 1,260 | 1,680 | 2,110 | 2,52 |
28 | 1,430 | 1,900 | 2,380 | 2,85 |
32 | 1,650 | 2,200 | 2,740 | 3,28 |
36 | 1,860 | 2,480 | 3,110 | 3,72 |
40 | 2,080 | 2,770 | 3,470 | 4,15 |
45 | 2,340 | 3,110 | 3,900 | 4,67 |
50 | 2,610 | 3,470 | 4,350 | 5,21 |
55 | 5,460 | 7,260 | 9,090 | 10,90 |
60 | 5,980 | 7,950 | 9,960 | 11,90 |
65 | 6,500 | 8,640 | 10,800 | 13,00 |
70 | 7,020 | 9,330 | 11,700 | 14,00 |
75 | 7,540 | 10,000 | 12,600 | 15,00 |
80 | 8,060 | 10,700 | 13,400 | 16,10 |
85 | 8,550 | 11,400 | 14,200 | 17,10 |
90 | 9,070 | 12,100 | 15,200 | 18,10 |
95 | 9,590 | 12,800 | 16,000 | 19,10 |
100 | 10,100 | 13,400 | 16,800 | 20,20 |
105 | 13,200 | 17,600 | 22,000 | 26,40 |
110 | 13,900 | 18,400 | 23,100 | 27,70 |
115 | 14,500 | 19,300 | 24,200 | 29,00 |
120 | 15,200 | 20,200 | 25,200 | 30,20 |
125 | 15,800 | 21,000 | 26,300 | 31,50 |
140 | 24,700 | 32,800 | 41,000 | 49,20 |
150 | 26,500 | 35,200 | 44,100 | 52,80 |
160 | 28,300 | 37,600 | 47,100 | 56,40 |
170 | 30,100 | 40,000 | 50,100 | 60,00 |
180 | 31,900 | 42,400 | 53,100 | 63,70 |
190 | 33,700 | 44,800 | 56,100 | 67,20 |
200 | 35,500 | 47,200 | 59,100 | 70,80 |
210 | 37,300 | 49,600 | 62,100 | 74,40 |
220 | 39,100 | 52,100 | 65,200 | 78,10 |
ПРИЛОЖЕНИЕ 3 (обязательное). МЕТОД ОПРЕДЕЛЕНИЯ ЭКСПЛУАТАЦИОННЫХ ПОКАЗАТЕЛЕЙ КАЧЕСТВА АЛМАЗНЫХ КОЛЬЦЕВЫХ СВЕРЛ
ПРИЛОЖЕНИЕ 3
Обязательное
1. Оборудование и материалы
1.1. Испытания проводят на одном из следующих станков: настольно-сверлильном для сверл диаметром до 25 мм, вертикально-сверлильном, вертикально-фрезерном, универсально-фрезерном, координатно-расточном.
Радиальное биение шпинделя станка, измеренное у торца шпинделя, не должно превышать значений, установленных ГОСТ 370-81 для станков точности П.
(Измененная редакция, Изм. N 2).
1.2. Образцы из оптического стекла марки К8 - по ГОСТ 3514-76*. Высота образцов должна соответствовать значениям по табл.1.
______________
* На территории Российской Федерации действует ГОСТ 3514-94. - Примечание изготовителя базы данных.
Таблица 1
мм
Наружный диаметр сверла | Высота образца |
до 25 | до 15 |
28 " 125 | 10 " 20 |
140 " 220 | 5 " 15 |
1.3. Аналитические весы марки ВЛА-200М или ВЛР-200 - для взвешивания сверл массой до 200 г с погрешностью измерения 0,1 мг.
Технические весы марки ВЛТ-1-1 по ГОСТ 24104-80* - для взвешивания сверл массой до 1 кг с погрешностью измерения 10 мг.
_______________
* На территории Российской Федерации действует ГОСТ 24104-2001. - Примечание изготовителя базы данных.
1.4. Индикатор часового типа с ценой деления 0,01 мм по ГОСТ 577-68.
1.5. Сушильный шкаф с температурой не менее 100 °С.
2. Подготовка к испытанию и проведение испытания
2.1. Сверло соединяют с удлинителем длиной не более 60 мм, затем правят его сверлением бруска из зеленого карбида кремния зернистостью большей, чем зернистость алмазного порошка, степенями твердости СТ1 или СТ2 на глубину 2-5 мм, применяя смазочно-охлаждающую жидкость по п.2.2 и режим сверления по п.2.5.
После правки сверло прирабатывают сверлением стекла в течение 5 мин.
(Измененная редакция, Изм. N 2).
2.2. Приработку и испытание проводят при подаче смазочно-охлаждающей жидкости состава: 3%-ный раствор кальцинированной соды или 6%-ный эмульсол при расходе 1-5 л/мин.
2.3. Очищенная смазочно-охлаждающая жидкость должна подаваться на внутреннюю полость сверла. Для сверл диаметром более 125 мм допускается смазочно-охлаждающую жидкость подавать на наружную поверхность. Сверление прерывают через каждые 3-4 мм путем отвода сверла из зоны резания.
(Измененная редакция, Изм. N 2).
2.4. Перед испытанием, после приработки и после испытания алмазоносный слой сверла тщательно протирают марлевой салфеткой, смоченной спиртом или ацетоном, а корпус сверла - ветошью, затем сушат в сушильном шкафу при температуре 80-100 °С с выдержкой 20±1 мин.
2.5. Режим сверления при приработке и испытании должен соответствовать указанному в табл.2.
Таблица 2
Наружный диаметр сверла, мм | Осевая подача, мм/мин | Окружная скорость, м/с |
до 8 | 20-25 | 0,8-2,0 |
10 " 25 | 15-20 | 1,5-3,0 |
28 " 50 | 10-15 | 2,5-4,0 |
до 100 | 5-10 | 2,0-5,0 |
105 " 125 | 4-8 | |
140 " 220 | 3-6 |
2.6. Минимальная суммарная глубина высверливаемых отверстий должна соответствовать указанной в табл.3.
Таблица 3
мм
Наружный диаметр сверла | Минимальная суммарная глубина сверления |
до 8 | 150 |
10 " 25 | 400 |
28 " 50 | 600 |
55 " 220 | 1000 |
2.7. При проведении испытания в случае появления в зоне резания искр сверло правят дополнительно при условиях, указанных в п.2.1.
2.6, 2.7. (Измененная редакция, Изм. N 2).
2.8. Износ алмазоносного слоя по массе определяется методом взвешивания сверл до и после испытания.
3. Обработка результатов
3.1. Удельный расход алмазов ![]() определяют по формуле
определяют по формуле
![]() мг/см,
мг/см,
где ![]() - износ алмазоносного слоя сверла за испытание, мг;
- износ алмазоносного слоя сверла за испытание, мг;![]() - глубина отверстий, высверленных за время испытания, см;
- глубина отверстий, высверленных за время испытания, см;![]() - коэффициент, учитывающий плотность связки алмазоносного слоя сверла, значение которого - по нормативно-технической документации на связку.
- коэффициент, учитывающий плотность связки алмазоносного слоя сверла, значение которого - по нормативно-технической документации на связку.
3.2. Установленный ресурс сверла определяется умножением высоты образца в см на количество просверленных отверстий до полного его износа.
(Измененная редакция, Изм. N 2).