ГОСТ 26246.14-91
(МЭК 249-3-1-81)
Группа Е34
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Материалы электроизоляционные фольгированные для печатных плат
СКЛЕИВАЮЩАЯ ПРОКЛАДКА, ИСПОЛЬЗУЕМАЯ ПРИ ИЗГОТОВЛЕНИИ МНОГОСЛОЙНЫХ ПЕЧАТНЫХ ПЛАТ
Технические условия
Foil-clad electrical insulating materials for manufacture of printed plates. Prepreg for use as bonding sheet material in the fabrication of multilayer printed boards. Specifications
ОКП 34 9154
Дата введения 1993-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. ВНЕСЕН ТК 38 "Электроизоляционные материалы"
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Комитета стандартизации и метрологии СССР от 08.10.91 N 1597. Настоящий стандарт разработан методом прямого применения международного стандарта МЭК 249-3-1-81 "Фольгированные материалы для печатных плат. Часть 3. Специальные материалы, используемые при изготовлении печатных плат. Технические условия N 1. Склеивающая прокладка, используемая при изготовлении многослойных печатных плат" с дополнительными требованиями, отражающими потребности народного хозяйства
3. Срок первой проверки - 1998 г. Периодичность проверки - 5 лет
4. ВВЕДЕН ВПЕРВЫЕ
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Пункт, в котором приведена ссылка | Обозначение соответствующего стандарта | Обозначение отечественного нормативно-технического документа, |
4.3.2 | МЭК 249-1-82 | ГОСТ 26246.0-89 |
1. ЦЕЛЬ
1. ЦЕЛЬ
Настоящий стандарт устанавливает требования к свойствам стеклоткани двух типов, пропитанной эпоксидным связующим и отвержденной до стадии В.
Эти два типа склеивающей прокладки используются для склеивания печатных плат в процессе изготовления многослойных печатных плат.
Требования настоящего стандарта являются обязательными, кроме требования к электрической прочности перпендикулярно слоям по табл.3*. |
________________
* Здесь и далее текст, выделенный вертикальной чертой, содержит дополнительные требования по отношению к МЭК 249-3-1-81.
2. ОБОЗНАЧЕНИЯ
Тип G - стеклоткань, пропитанная эпоксидным связующим, общего назначения.
Тип GF - стеклоткань, пропитанная эпоксидным связующим, нормированной горючести.
3. МАТЕРИАЛЫ И КОНСТРУКЦИЯ
3.1. Общие сведения
Склеивающая прокладка состоит из стеклоткани, пропитанной эпоксидным связующим, отвержденной до стадии В. Горючесть материала типа GF должна устанавливаться по п.4.3.2 настоящего стандарта.
3.2. Стеклоткань
3.2.1. Общие сведения
Стеклоткань должна быть тканью обычного переплетения, сотканной из непрерывных нитей пряжи, изготовленной из стекла электротехнического сорта (содержание Na![]() O - не более 1%). Стеклоткань должна быть обработана аппретом, совместимым с эпоксидными смолами.
O - не более 1%). Стеклоткань должна быть обработана аппретом, совместимым с эпоксидными смолами.
3.2.2. Свойства
Изготовители склеивающей прокладки должны указывать следующие свойства стеклоткани до пропитки связующим:
номинальную толщину;
номинальную массу на единицу площади;
номинальную плотность пряжи (число нитей по основе и по утку).
Свойства широко распространенных стеклотканей должны соответствовать требованиям, указанным в табл.1.
Таблица 1
Номинальная толщина, мкм | Номинальная масса на единицу площади, г/м | Номинальная плотность пряжи (число нитей основы на число нитей утка), нити на см |
25 | 20 | 24х20 |
50 | 47 | 24х19 |
75 | 71 | 16х15 |
75 | 84 | 24х25 |
100 | 109 | 24х23 |
4. СКЛЕИВАЮЩАЯ ПРОКЛАДКА
4.1. Толщина после прессования
Изготовитель склеивающей прокладки должен указывать среднюю толщину слоя пропитанной стеклоткани после прессования в соответствии со своими рекомендациями.
Метод определения средней толщины - по п.5.5 настоящего стандарта.
Допускаемые отклонения толщины, полученные после прессования, должны быть согласованы между потребителем и изготовителем.
Примечание. На толщину спрессованного материала влияют условия прессования, которые должны соответствовать требованиям технических условий на материалы конкретных марок. |
4.2. Внешний вид
На стеклоткани не должно быть разрывов, инородных частиц или других дефектов, наличие которых затрудняет использование склеивающей прокладки.
Допускаются трещины на поверхности смолы при условии, что нет видимого излишка порошкообразной смолы.
4.3. Характеристика склеивающей прокладки
Склеивающая прокладка должна отвечать требованиям, указанным ниже.
4.3.1. Свойства материала в стадии В перед прессованием должны соответствовать требованиям, указанным в табл.2.
Таблица 2
Наименование показателя | Метод испы- | Значение |
Содержание летучих веществ, %, не более | По п.5.3 | 0,75 |
Содержание смолы, % | По п.5.1 |
|
Текучесть смолы, % | По п.5.2 |
|
Время гелеобразования, с | По п.5.4 | ±15% от установленного номинального значения |
________________![]() - номинальное значение, которое должно быть согласовано между потребителем и изготовителем.
- номинальное значение, которое должно быть согласовано между потребителем и изготовителем.
4.3.2. Характеристика склеивающей прокладки после прессования
Свойства слоистого материала номинальной толщины 0,8 мм, изготовленного в соответствии с методикой, рекомендованной изготовителем, должны соответствовать требованиям, представленным в табл.3.
Таблица 3
Наименование показателя | Метод испытания (по ГОСТ 26246.0) | Требования |
Горючесть | П.4.3.2 | Ни один образец не должен гореть больше чем 30 с после каждого приложения пламени. |
Время устойчивости к воздействию теплового удара при температуре 260 °С, с, не менее | П.3.6 | После 20 с не должно быть ни образования пузырей, ни расслоения |
Тангенс угла диэлектрических потерь после кондиционирования в камере влажности и восстановления, не более | П.2.5 | 0,035 |
Диэлектрическая проницаемость после кондиционирования в камере влажности и восстановления, не более | П.2.5 | 5,5 |
Электрическая прочность перпендикулярно слоям, кВ/мм, не менее (требование необязательное) | П.2.6 | 10 |
Если очень тонкие материалы с высоким содержанием смолы и высокой текучестью не могут быть спрессованы в слоистый материал толщиной 0,8 мм, то требования к толщине такого материала должны быть согласованы между потребителем и изготовителем.
Указанные испытания проводят на фольгированных материалах с полностью вытравленной фольгой. Это требование не распространяется на склеивающую прокладку после прессования.
4.3.3. Гарантии изготовителя
Значения содержания летучих веществ, текучести смолы и времени гелеобразования, согласованные между потребителем и изготовителем, должны сохраняться в соответствии с требованиями настоящего стандарта не менее 90 сут с момента отправки, если материал хранится в рекомендуемых изготовителем условиях, при определенной температуре и относительной влажности, при отсутствии света или воздействия каталитической среды.
4.4. Упаковка и маркировка
Все листы склеивающей прокладки в упаковке должны быть уложены в одном направлении с учетом направления основы и это направление должно быть обозначено.
При поставке в рулонах концы рулонов должны быть соответствующим образом закреплены.
Каждая упаковка склеивающей прокладки должна быть соответствующим образом промаркирована с указанием:
наименования предприятия-изготовителя;
обозначения настоящего стандарта или технических условий на конкретные марки материала; |
условного обозначения типа материала;
номера и даты отправки партии;
номинального значения содержания смолы;
номинальной текучести смолы;
номинального времени гелеобразования;
рекомендуемых условий хранения.
4.5. Дополнительные требования к склеивающей прокладке, поставляемой в рулонах
4.5.1. Допуск на номинальную ширину рулонов шириной более 800 мм должен быть ±25 мм.
4.5.2. Допуск на номинальную ширину рулонов, нарезанных до установленной ширины, должен быть ±3 мм.
4.5.3. Допуск на длину рулонов должен быть не более 1 м.
4.5.4. Не должно быть более 2 соединений внахлест на 100 м материала, поставляемого в полную ширину или более 5 соединений на 100 м материала, нарезанного до установленной ширины.
4.5.5. Из материала, поставляемого в полную ширину, могут быть вырезаны участки для испытания на контроль качества изготовителем, но суммарная площадь их не должна превышать 2% суммарной площади рулона.
Примечание. Для проведения испытаний на контроль качества склеивающей прокладки, которая изготавливается непрерывным методом, изготовитель должен периодически вырезать из материала выборки образцы на определение содержания смолы, летучих веществ, времени гелеобразования и текучести смолы.
Если материал поставляется в листах, то участки, вырезаемые для изготовления образцов, можно не учитывать.
Если материал поставляется в рулонах, то некоторые участки, из которых берутся выборки для испытуемых образцов, можно отрезать полностью, а оставшиеся куски соединить внахлест в соответствии с требованиями настоящего стандарта. При таком методе испытания допускаются интервалы, равные 50 м.
В некоторых случаях такой интервал недостаточен. Тогда в соответствии с п.4.5.5 допускается дополнительное удаление участков материала без соединения внахлест. Если материал поставляется в рулонах, нарезанных до оговоренной ширины и эта ширина меньше участка, требуемого для изготовления образцов, то удаляемые участки для испытуемых выборок должны вырезаться до его разрезания, затем оставшиеся куски разрезают и соединяют внахлест в рулоне, согласно требованию п.4.5.4.
5. МЕТОДЫ ИСПЫТАНИЯ СКЛЕИВАЮЩЕЙ ПРОКЛАДКИ
5.1. Содержание смолы
5.1.1. Испытуемые образцы
Три квадратных образца со стороной (100±10) мм вырезают из листа вдоль линии, перпендикулярной основе ткани так, чтобы их диагонали были параллельны нитям основы и утка.
Один образец вырезают из участка, равноудаленного от краев, а два других - с противоположных краев, но не ближе (50±25) мм от края или кромок (см. черт.1).
Черт.1. Положение образцов при испытании на содержание смолы, текучесть смолы, содержание летучих веществ и определение толщины
Положение образцов при испытании на содержание смолы, текучесть смолы, содержание летучих веществ и определение толщины
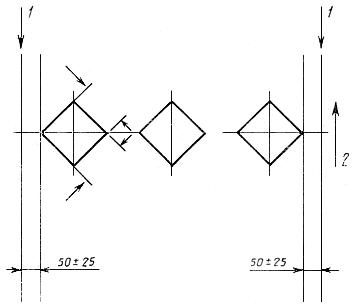
1 - край или кромка; 2 - направление основы
Черт.1
С образцов удаляют все отделившиеся и выступающие нити. Дополнительные образцы можно вырезать из любых мест поперек ширины стеклоткани при условии, если ни одна часть образца не будет находиться ближе 25 мм от края или кромки.
5.1.2. Методика испытания
Содержание смолы определяют на одном образце. Тигель соответствующих размеров нагревают в муфельной печи при температуре (550±20) °С в течение 15 мин, затем охлаждают до комнатной температуры в эксикаторе и взвешивают с точностью до 1 мг ![]() . Затем в тигле взвешивают образец удобного размера
. Затем в тигле взвешивают образец удобного размера ![]() , тигель нагревают в муфельной печи при температуре 550 °С в течение 1 ч, охлаждают в эксикаторе до комнатной температуры и снова взвешивают с точностью до 1 мг. Нагрев, охлаждение и взвешивание повторяют до тех пор, пока разница между двумя последовательными взвешиваниями не будет составлять 2 мг
, тигель нагревают в муфельной печи при температуре 550 °С в течение 1 ч, охлаждают в эксикаторе до комнатной температуры и снова взвешивают с точностью до 1 мг. Нагрев, охлаждение и взвешивание повторяют до тех пор, пока разница между двумя последовательными взвешиваниями не будет составлять 2 мг ![]() .
.
Содержание смолы вычисляют по формуле![]() - содержание летучих (%).
- содержание летучих (%).
Содержание смолы остальных образцов определяют таким же способом. Содержание летучих, используемое в данной формуле, определяют на этой же партии материала по методу, изложенному в п.5.3.
Примечание. Для контроля качества при обычном производстве сравнивают массу пропитанных образцов с образцами одинакового размера, взятых из соответствующих мест поперек непропитанной выборки того же самого рулона стеклоткани. Содержание смолы вычисляют по методике, изложенной в п.5.1.2, за исключением того, что взвешивание осуществляют не в тигле и массовая доля смолы должна быть рассчитана. Массовую долю смолы на непропитанном материале определяют по методике, изложенной в п.5.1.2.
5.2. Текучесть смолы
5.2.1. Испытуемые образцы
Для испытания берут 8-20 образцов, каждый из которых представляет собой квадрат со стороной (100±1) мм, так, чтобы суммарная масса их была 10-30 г. Образцы вырезают из участков вдоль линий, перпендикулярных основе стеклоткани так, чтобы их диагонали были параллельны нитям основы и утка.
Ни один образец не должен быть вырезан из участка, расположенного ближе 25 мм от края или кромки, а необходимое число образцов берут из участков, равномерно распределенных поперек ширины листа из рулона (см. черт.1). С образцов удаляют все отставшие и выступающие волокна.
Примечание. Пакет определяют как числом образцов, так и суммарной массой для того, чтобы охватить широкий диапазон возможных материалов. Число образцов при сборке пакета должно быть не более 20. Для получения удовлетворительных результатов оптимальным является 8 образцов.
5.2.2. Методика испытания
Образцы складывают в пакет так, чтобы их края были тщательно выровнены. Их можно скрепить струбциной или другим приспособлением. Затем пакет взвешивают с точностью до 0,01 г ![]() .
.
Пакет образцов после этого закладывают между двумя квадратными пластинами из нержавеющей стали со стороной не менее 125 мм и толщиной (1,6±0,8) мм, обработанными соответствующей антиадгезионной смазкой. Пластины с образцами помещают в пресс. Плиты пресса предварительно нагревают до температуры (170±3) °С. Пресс с пакетом закрывают и прикладывают давление (1,5±0,15) МРа в течение не более 5 с. В пределах 3 мин после закрытия пресса температура у линии раздела между пакетом и металлическими плитами должна быть не менее 165 °С. Давление выдерживают до тех пор, пока не прекратится текучесть смолы, или в течение 10 мин. Когда произойдет отверждение, пресс открывают, образец извлекают и охлаждают до комнатной температуры. Из середины спрессованного материала вырезают участок площадью 5000 мм![]() в виде квадрата со стороной (70,7±0,4) мм или круга диаметром (79,8±0,4) мм и взвешивают с точностью до 0,01 г
в виде квадрата со стороной (70,7±0,4) мм или круга диаметром (79,8±0,4) мм и взвешивают с точностью до 0,01 г ![]() .
.
Текучесть смолы вычисляют в процентах с точностью до 1% по формуле
![]() .
.
Примечание. Использование образцов других размеров не допускается, т.к. значение текучести смолы не будет соответствовать требованиям настоящего стандарта.
5.3. Содержание летучих веществ
5.3.1. Испытуемые образцы
Из материала вырезают три квадратных образца со стороной (100±10) мм так, чтобы диагонали квадратов были параллельными и перпендикулярными основе ткани. Образцы должны быть вырезаны из участков вдоль линии, перпендикулярной основе. Один из участков должен быть равно удален от краев, два других - с противоположных краев первого, но не ближе 25 мм от края или кромки (см. черт.1).
С образцов удаляют все отстающие и выступающие волокна. У одного угла каждого образца проштамповывают небольшое отверстие, необходимое для подвешивания образца на крючок в камере во время испытания.
5.3.2. Методика испытания
Три образца взвешивают вместе с точностью до 1 мг ![]() , нагревают в камере с циркулирующим воздухом при температуре (163±3) °С в течение 15 мин±15 с, охлаждают до комнатной температуры в эксикаторе и взвешивают вновь с точностью до 1 мг
, нагревают в камере с циркулирующим воздухом при температуре (163±3) °С в течение 15 мин±15 с, охлаждают до комнатной температуры в эксикаторе и взвешивают вновь с точностью до 1 мг ![]() .
.
Для того, чтобы свести к минимуму поглощение влаги из атмосферы, второе взвешивание необходимо производить после извлечения образцов из эксикатора.
Содержание летучих вычисляют в процентах по формуле
![]() .
.
5.4. Время гелеобразования
Из участков, равномерно распределенных поперек ширины листа или рулона, исключая участки на расстоянии 25 мм от края или кромки, нарезают ряд квадратов со стороной около 100 мм или другого удобного размера.
Изгибанием или измельчением этих кусков сухую смолу отделяют от материала и собирают на гладкую чистую поверхность.
Волокна стеклоткани, попавшие в смолу, удаляют просеиванием через сито.
От собранной смолы берут 200-300 мг смолы и высыпают горкой в виде конуса на горячую плиту, температуру которой на поверхности поддерживают равной (170±2) °С. Допускается измерение температуры по температуре плавления кристаллов на поверхности, которая равна 168-172 °С.
Бели материалы достаточно мягкие и смола не отделяется при измельчении, необходимое количество смолы можно получить прессованием сложенной стопки материала, контактирующего с горячей плитой, и выдавливанием расплавленной смолы.
При любом используемом методе в момент контактирования смолы с горячей плитой включают секундомер. После того, как смола расплавится, но до истечения 75% установленного времени гелеобразования, смолу перемешивают деревянной палочкой диаметром около 3 мм, удерживая палочку по возможности в вертикальном положении. Расплавленную смолу перемешивают в центре и по краям. Во время перемешивания расплавленная смола не должна растекаться более чем на 25 мм по диаметру.
При приближении точки гелеобразования смола становится липкой и образуются нити, а время гелеобразования наступает тогда, когда нити больше не образуются и смола больше не липнет, но остается эластичной. В этот момент секундомер выключают и время в секундах принимают за время гелеобразования.
Примечание. Допускается определять время гелеобразования, используя навеску смолы, помещенную в ротационный вискозиметр. Если используют этот метод, то значение вязкости, соответствующее точке гелеобразования, следует определять корреляцией с выше описанным методом.
5.5. Толщина склеивающей прокладки
5.5.1. Испытуемые образцы
Два квадратных образца со стороной 100 мм вырезают из мест вдоль линии, перпендикулярной основе ткани так, чтобы их диагонали были параллельны основе и нитям утка. Один образец вырезают из участка, равноудаленного от краев, другой - внешним концом (50±25) мм от края или кромки (см. черт.1). С образцов удаляют все отстающие и выступающие волокна.
5.5.2 Изготовление слоистого материала
Образцы собирают в пакет и их края тщательно выравнивают. Пакет двух образцов прессуют в слоистый материал между пластинами из нержавеющей стали с равномерной толщиной (1,6±0,8) мм, применяя соответствующую для типа смолы антиадгезионную смазку.
Слоистые материалы изготавливают и отверждают в соответствии с рекомендациями изготовителя склеивающей прокладки. Затем пресс открывают, образец извлекают и охлаждают до комнатной температуры и обрезают со всех сторон на 25 мм.
5.5.3. Методика определения толщины
Толщину отвержденного слоистого материала вычисляют с помощью четырех измерений образца микрометром на расстоянии 5-10 мм от края.
5.5.4. Протокол
Вычисленное среднее значение четырех измерений является толщиной склеивающей прокладки.