ГОСТ 25455-82
(СТ СЭВ 2797-80)
Группа Г16
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПОДШИПНИКИ КАЧЕНИЯ.
ВТУЛКИ ЗАКРЕПИТЕЛЬНЫЕ И СТЯЖНЫЕ
Технические условия
Rolling bearings.
Tapered and withdrawal sleevs.
Technical requirements
ОКП 46 0000
Срок действия с 01.07.83
до 01.07.88*
_______________________________
* Ограничение срока действия снято
постановлением Госстандарта СССР от 22.07.91 N 1279
(ИУС N 10, 1991 год). - Примечание.
РАЗРАБОТАН Министерством автомобильной промышленности
ИСПОЛНИТЕЛИ
С.А.Доброборский (руководитель темы); Т.П.Клюбина
ВНЕСЕН Министерством автомобильной промышленности
Зам. министра В.П.Коломников
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 13 сентября 1982 г. N 3607
ВЗАМЕН ГОСТ 8530-57 в части закрепительных втулок
Настоящий стандарт распространяется на закрепительные и стяжные втулки, размеры которых установлены ГОСТ 24208-80 и ГОСТ 13014-80.
Стандарт не распространяется на штампованные закрепительные втулки исполнения 2 по ГОСТ 24208-80 диаметром ![]() до 100 мм.
до 100 мм.
Стандарт полностью соответствует СТ СЭВ 2797-80.
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Втулки должны быть изготовлены в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
1.2. Обозначения размеров втулок должны соответствовать указанным на черт.1 и 2.
Черт.1 - 2. Обозначения размеров втулок
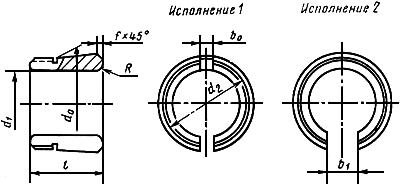
Черт.1
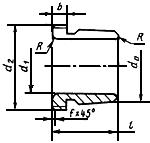
Черт.2
Обозначения:
![]() - номинальный диаметр конуса втулки (
- номинальный диаметр конуса втулки (![]() =
=![]() по ГОСТ 24208-80 и ГОСТ 13014-80);
по ГОСТ 24208-80 и ГОСТ 13014-80); ![]() - номинальный диаметр отверстия втулки;
- номинальный диаметр отверстия втулки; ![]() - наружный диаметр резьбы втулки;
- наружный диаметр резьбы втулки;![]() - длина втулки;
- длина втулки;![]() - ширина борта с резьбой стяжной втулки;
- ширина борта с резьбой стяжной втулки;
![]() - ширина паза закрепительной втулки исполнения 1;
- ширина паза закрепительной втулки исполнения 1;![]() - ширина паза закрепительной втулки исполнения 2;
- ширина паза закрепительной втулки исполнения 2;![]() - радиус закругления кромок отверстия втулок;
- радиус закругления кромок отверстия втулок;![]() - координата фаски.
- координата фаски.
1.3. Втулки должны быть изготовлены из стали марки 20 по ГОСТ 1050-74, ГОСТ 8731-74, ГОСТ 8733-74.
1.4. Предельные отклонения размеров, формы и взаимного расположения поверхностей втулок должны соответствовать указанным в табл.1 и 2.
Таблица 1
Интервалы номинальных размеров | Предельные отклонения, мкм | |
верхн. | нижн. | |
От 1 до 3 | +250 | |
Св. 3 " 6 | +300 | |
" 6 " 10 | +360 | 0 |
" 10 " 18 | +430 | |
" 18 " 30 | +520 | |
" 30 " 50 | +620 | |
Таблица 2
Интервалы номинальных диаметров | Предельные отклонения, мкм | Разностенность | Предельное отклонение | |||
|
| |||||
верхн. | нижн. | верхн. | нижн. | мкм, не более | ||
От 18 до 30 | -33 | +84 | 20 | 33 | ||
30 " 50 | -39 | +100 | 25 | 39 | ||
50 " 80 | -46 | +120 | 25 | 46 | ||
80 " 120 | -54 | +140 | 25 | 54 | ||
120 " 180 | 0 | -63 | +160 | 0 | 30 | 63 |
180 " 250 | -72 | +185 | 40 | 72 | ||
250 " 315 | -81 | +210 | 50 | 81 | ||
315 " 400 | -89 | +230 | 60 | 89 | ||
400 " 500 | -97 | +250 | 65 | 97 | ||
500 " 630 | -110 | +280 | 70 | 110 | ||
630 " 800 | -125 | +320 | 75 | 125 | ||
Примечания:
1. Допуск на диаметр конуса распространяется на все радиальные сечения в границах длины конуса и устанавливается по номинальному диаметру конуса ![]() .
.
2. Отклонение от наклона образующей относительно оси конуса допускается только в сторону большего наклона.
3. Действительные отклонения формы и расположения поверхностей не должны выходить за границы предельных отклонений размеров каждого параметра.
1.5. Предельные отклонения диаметра ![]() и диаметра резьбы
и диаметра резьбы ![]() действительны до разрезания втулки.
действительны до разрезания втулки.
1.6. Предельные отклонения ширины борта с резьбой стяжной втулки и длины втулок не должны превышать значений, указанных в табл.3.
Таблица 3
мм | ||
Интервалы номинальных размеров | Предельные отклонения | |
верхн. | нижн. | |
До 30 | +0,5 | -0,5 |
Св. 30 " 120 | +0,8 | -0,8 |
" 120 " 315 | +1,2 | -1,2 |
" 315 " 500 | +2 | -2 |
1.7. Предельные отклонения угла конуса - АТ![]() 8 по ГОСТ 8908-81.
8 по ГОСТ 8908-81.
1.8. Параметры шероховатости поверхностей втулок по ГОСТ 24208-80 и ГОСТ 13014-80 должны соответствовать значениям, указанным в табл.4.
Таблица 4
Интервалы номинальных диаметров | Параметр шероховатости поверхности, мкм, не более | ||
отверстия | конуса | остальных поверхностей | |
До 120 | 1,6 | 0,80 |
|
Св. 120 | 2,5 | 1,25 | |
1.9. Основные размеры метрической резьбы - по ГОСТ 24705-81*, трапецеидальной резьбы - по ГОСТ 24737-81.
___________________
* На территории Российской Федерации действует ГОСТ 24705-2004. - Примечание.
1.10. Точность метрической резьбы устанавливается по ГОСТ 16093-81, поле допуска 6g.
1.11. Резьба должна быть полной, чистой, без заусенцев и сорванных ниток.
Заходная нитка у резьбы с шагом 2 мм и более должна быть срезана до ![]() высоты. До внутреннего диаметра резьбы должна быть снята фаска под углом 45°.
высоты. До внутреннего диаметра резьбы должна быть снята фаска под углом 45°.
1.12. Поверхности втулок должны быть без забоин, трещин, раковин, следов коррозии и прочих дефектов, видимых невооруженным глазом.
1.13. Пазы втулок не должны иметь острых кромок.
Фаски втулок должны быть скруглены или изготовлены под углом 45°. Размеры закруглений и фасок должны соответствовать указанным в табл.5.
Таблица 5
мм
Толщина стенки | Интервалы номинальных диаметров втулки | Размер скругления | Координаты фаски | |
закрепительной | стяжной | |||
2,5 | До 65 | До 150 | 0,5 | 0,4 |
5 | От 65 " 120 | От 150 " 200 | 1,5 | 0,5 |
10 | " 120 " 420 | " 200 " 500 | 2,0 | 1,0 |
15 | " 420 " 630 | " 500 " 630 | 3,5 | 2,5 |
20 | " 630 | " 630 | 5,0 | 4,0 |
Примечание. Для втулок с толщиной стенки менее 2,5 мм ![]() и
и ![]() должны быть не более 0,3 мм.
должны быть не более 0,3 мм.
2. МЕТОДЫ КОНТРОЛЯ
2.1. Контроль проводят у окончательно обработанных втулок (в разрезанном состоянии).
Размеры ![]() ,
, ![]() ,
, ![]() , непостоянство диаметра отверстия втулки
, непостоянство диаметра отверстия втулки ![]() и угол конуса (п.1.4) контролируются до разрезания втулки.
и угол конуса (п.1.4) контролируются до разрезания втулки.
2.2. Внешний вид втулок (пп.1.11-1.13) проверяют осмотром невооруженным глазом.
2.3. Основные размеры втулок проверяют предельными калибрами или универсальным измерительным инструментом.
Проверку резьбы производят резьбовыми калибрами.
2.4. Диаметр отверстия контролируют с помощью калибра или измерительным прибором на нормируемом участке, ограниченном крайними сечениями, расположенными на расстоянии 0,1 ![]() от обоих торцов.
от обоих торцов.
2.5. Отклонения диаметра конуса и угла конуса измеряют на измерительном приборе для контроля конуса.
2.6. Разностенность конуса относительно отверстия втулки измеряют по схеме, приведенной на черт.3, в любых радиальных плоскостях на измерительном приборе, при этом положение втулки должно быть зафиксировано жестким упором сбоку.
Черт.3. Схема для измерения разностенности конуса относительно отверстия втулки
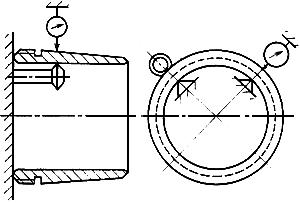
Черт.3
2.7. Параметр шероховатости поверхностей втулок контролируют сравнением с рабочими образцами по ГОСТ 8.300-78 или на приборах.
3. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
3.1. Втулки должны быть маркированы на широком торце.
3.2. Втулки в сборе с подшипниками качения допускается не маркировать.
Маркировка должна содержать:
условное обозначение закрепительной втулки - по ГОСТ 24208-80, стяжной втулки - по ГОСТ 13014-80, наименование или товарный знак предприятия-изготовителя, наименование страны-изготовителя (при поставке на экспорт).
3.3. Консервация, упаковка, маркировка транспортной тары втулок - по ГОСТ 520-71.
3.4. Втулки должны храниться в упакованном состоянии в помещении с температурой не более 30 °С и относительной влажностью воздуха не более 60%. Резкие изменения температуры не допустимы.