ГОСТ 24998-81
Группа Г28
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
КАЛИБРЫ ДЛЯ КОНИЧЕСКОЙ РЕЗЬБЫ ВЕНТИЛЕЙ И БАЛЛОНОВ ДЛЯ ГАЗОВ
Допуски
Gauges for taper thread of valves and gas-bags. Tolerances
МКС 17.040.30
ОКП 39 3177
Дата введения 1983-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 18.11.81 N 4990
3. Стандарт полностью соответствует СТ СЭВ 2649-80
4. ВЗАМЕН ГОСТ 9909-70 в части калибров
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 9909-81 | Вводная часть, 3.2, 6.1 |
6. ИЗДАНИЕ с Изменением N 1, утвержденным в феврале 1990 года (ИУС 5-90)
Настоящий стандарт распространяется на резьбовые и гладкие калибры для конической резьбы вентилей и баллонов для газов по ГОСТ 9909 и устанавливает виды калибров, профиль, длину рабочей части, допуски и формулы для расчета размеров резьбовых и гладких калибров.
Стандарт полностью соответствует СТ СЭВ 2649.
(Измененная редакция, Изм. N 1).
1. ВИДЫ КАЛИБРОВ
1. ВИДЫ КАЛИБРОВ
1.1. Калибры должны изготовляться видов:
Калибры для наружной резьбы
1 - калибр-кольцо резьбовой конусный (черт.3);
2 - калибр-пробка резьбовой конусный контрольный для резьбового конусного калибра-кольца (черт.5);
3 - калибр-кольцо гладкий конусный (черт.4);
4 - калибр-пробка гладкий конусный контрольный для гладкого конусного калибра-кольца (черт.6)
Калибры для внутренней резьбы
5 - калибр-пробка резьбовой конусный (черт.5);
6 - калибр-пробка гладкий конусный (черт.6).
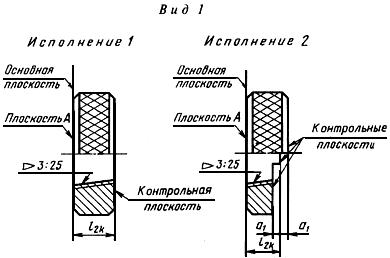
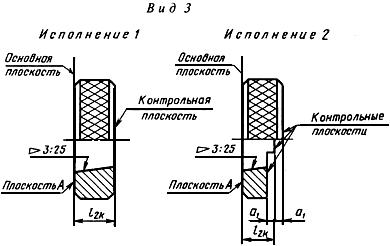
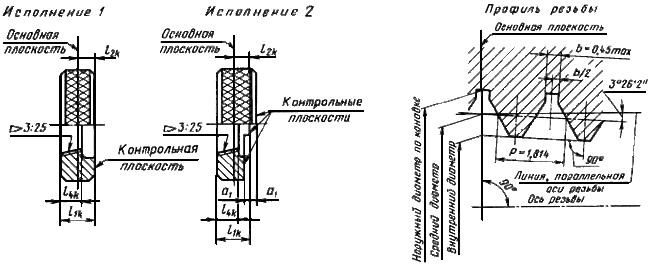
1.2. Калибры видов 1, 3, 5 и 6 должны изготовляться в следующих исполнениях:
1 - калибр (пробка или кольцо) с контрольной плоскостью, соответствующей номинальному положению основной плоскости резьбы;
2 - калибр (пробка или кольцо) с контрольными плоскостями, соответствующими номинальному положению основной плоскости, а также наибольшему и наименьшему предельным размерам осевого смещения основной плоскости резьбы.
Исполнение 2 является предпочтительным.
Калибры видов 2 и 4 должны изготовляться только в исполнении 1.
(Измененная редакция, Изм. N 1).
1.3. Условное обозначение калибра должно состоять из вида калибра, исполнения и обозначения резьбы.
Для калибров видов 2 и 4 исполнение не указывается.
Например:
для калибра вида 5, исполнения 2:
5/2-W 19,2;
для калибра вида 2:
2-W 19,2.
2. ОБОЗНАЧЕНИЯ
2.1. В настоящем стандарте приняты следующие обозначения размеров и допусков:
| - расстояние между двумя соседними контрольными плоскостями калибра-кольца; |
| - расстояние между двумя соседними контрольными плоскостями калибра-пробки; |
| - ширина канавки резьбового калибра-кольца и калибра-пробки; |
| - конусность; |
| - номинальный наружный диаметр наружной резьбы в основной плоскости; |
| - номинальный внутренний диаметр наружной резьбы в основной плоскости; |
| - номинальный средний диаметр наружной резьбы в основной плоскости; |
| - номинальный наружный диаметр внутренней резьбы в основной плоскости; |
| - номинальный внутренний диаметр внутренней резьбы в основной плоскости; |
| - номинальный средний диаметр внутренней резьбы в основной плоскости; |
| - средний диаметр калибра-пробки в основной плоскости; |
| - средний диаметр калибра-кольца в основной плоскости; |
| - нижнее отклонение среза вершины и впадины наружной резьбы; |
| - верхнее отклонение среза вершины и впадины наружной резьбы; |
| - нижнее отклонение среза вершины и впадины внутренней резьбы; |
| - верхнее отклонение среза вершины и впадины внутренней резьбы; |
| - допуск гладкого конусного калибра-пробки для внутренней резьбы; |
| -допуск гладкого конусного калибра-кольца для наружной резьбы; |
| - допуск гладкого конусного контрольного калибра-пробки для гладкого конусного калибра-кольца; |
| - рабочая длина резьбы; |
| - длина наружной резьбы от торца до основной плоскости; |
| - длина рабочей части калибра-пробки; |
| - базовое расстояние калибра-кольца и калибра-пробки; |
| - шаг резьбы; |
| - допуск среднего диаметра резьбового конусного контрольного калибра-пробки; |
| - допуск шага резьбы калибра; |
| - допуск среднего диаметра резьбового конусного калибра-пробки; |
| - допуск среднего диаметра резьбового конусного калибра-кольца; |
| - допуск угла наклона боковой стороны резьбы калибра; |
| - величина среднедопустимого износа резьбового конусного калибра; |
| - величина среднедопустимого износа гладкого конусного калибра-пробки; |
| - величина среднедопустимого износа гладкого конусного калибра-кольца; |
| - осевое смещение основной плоскости наружной и внутренней конических резьб относительно номинального расположения; |
(Измененная редакция, Изм. N 1).
3. ПРОФИЛЬ РЕЗЬБЫ И ДЛИНА РАБОЧЕЙ ЧАСТИ КАЛИБРОВ
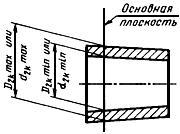
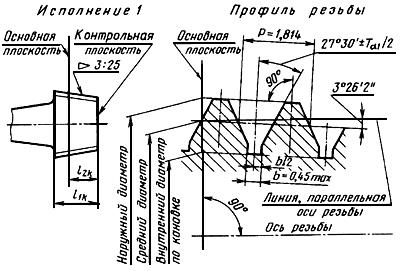
3.1. Калибры-пробки видов 2 и 5 должны иметь профиль резьбы в соответствии с черт.1, калибр-кольцо вида 1 - в соответствии с черт.2.
Черт.1. Калибры-пробки видов 2 и 5. Профиль резьбы
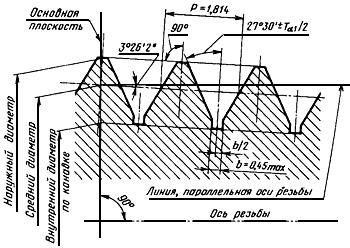
Черт.1
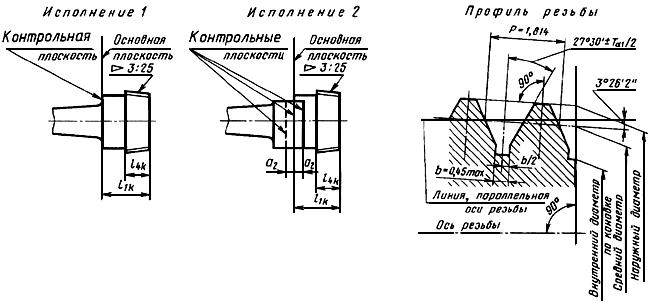
Черт.2. Калибр-кольцо вида 1. Профиль резьбы
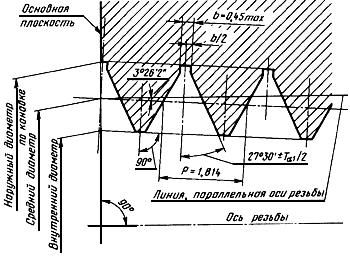
Черт.2
Форма канавки произвольная.
Примечания:
1. Биссектриса угла профиля перпендикулярна к образующей конуса.
2. Шаг резьбы определяется по линии, параллельной образующей конуса.
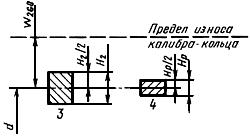
3.2. Длины рабочей части калибров должны соответствовать указанным на черт.3-6 и в табл.1.
Черт.3. Калибры-кольца резьбовые конусные
Калибры-кольца резьбовые конусные
Черт.3
Черт.4. Калибры-кольца гладкие конусные
Калибры-кольца гладкие конусные
Черт.4
Черт.5. Калибры-пробки резьбовые конусные
Калибры-пробки резьбовые конусные
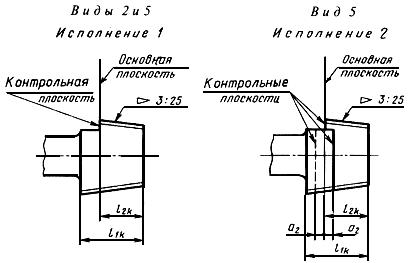
Черт.5
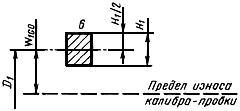
Черт.6. Калибры-пробки гладкие конусные
Калибры-пробки гладкие конусные
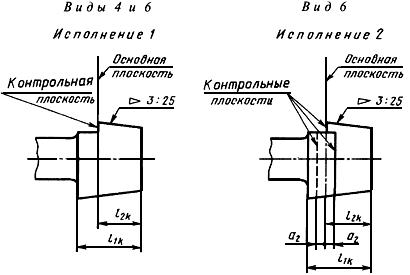
Черт.6
Таблица 1
Номер вида калибра |
|
|
|
| |||
Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. | ||
1; 3 |
|
| - | - |
|
| - |
2; 4 | - | - | - | - |
| - |
|
5; 6 | - | - |
|
|
| - |
|
Примечания:
1. Размеры ![]() ,
, ![]() ,
, ![]() - по ГОСТ 9909.
- по ГОСТ 9909.
2. Для калибров видов 2, 4, 5 и 6 размер ![]() является справочным.
является справочным.
3. Размер ![]() является наибольшим и не должен быть менее
является наибольшим и не должен быть менее ![]() .
.
(Измененная редакция, Изм. N 1).
4. ДОПУСКИ РЕЗЬБОВЫХ КАЛИБРОВ
4.1. Допуски и расположение полей допусков среднего диаметра резьбы калибров для контроля наружной резьбы должны соответствовать указанному на черт.7, для контроля внутренней резьбы - на черт.8.
Примечание. Цифры у полей допусков на черт.7, 8, 10 и 11 обозначают номера видов калибров.
Черт.7. Допуски и расположение полей допусков среднего диаметра резьбы калибров для контроля наружной резьбы
Черт.7
Черт.8. Допуски и расположение полей допусков среднего диаметра резьбы калибров для контроля внутренней резьбы
Черт.8
4.2. Предельные отклонения угла наклона боковой стороны резьбы калибров ![]() (черт.1 и 2). Значение
(черт.1 и 2). Значение ![]() составляет 11'.
составляет 11'.
4.3. Допуск шага резьбы калибра (![]() ) составляет 5 мкм.
) составляет 5 мкм.
Примечания:
1. Значение ![]() относится к расстоянию между любыми витками резьбы калибра.
относится к расстоянию между любыми витками резьбы калибра.
2. Действительное отклонение может быть со знаком минус или плюс.
4.4. Отклонение конуса, включающее отклонение угла конуса и отклонение от прямолинейности образующей (линии среднего диаметра и отклонение от круглости в любом сечении), должно находиться в пределах поля допуска среднего диаметра резьбы калибра.
Поле допуска среднего диаметра резьбы калибра указано на черт.9.
Черт.9. Поле допуска среднего диаметра резьбы калибра
Черт.9
4.1-4.4. (Измененная редакция, Изм. N 1).
4.5. Отклонения от совпадения плоскости А калибра-кольца вида 1 с измерительной плоскостью контрольного калибра-пробки вида 2 составляют для нового калибра ±0,058 мм; для изношенного калибра +0,208 мм.
5. ДОПУСКИ ГЛАДКИХ КАЛИБРОВ
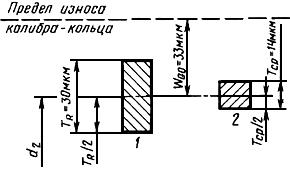
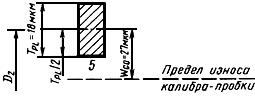
5.1. Расположение полей допусков гладких калибров для контроля наружного диаметра наружной резьбы должно соответствовать указанному на черт.10, внутреннего диаметра внутренней резьбы - указанному на черт.11.
Черт.10. Расположение полей допусков гладких калибров для контроля наружного диаметра наружной резьбы
Черт.10
Черт.11. Расположение полей допусков гладких калибров для контроля внутреннего диаметра внутренней резьбы
Черт.11
5.2. Допуски и величины, определяющие положение полей допусков и предел износа калибров, должны соответствовать указанным в табл.2.
Таблица 2
Размеры в мкм
|
|
|
|
| Отклонение от совпадения плоскости | |
Для нового калибра | Для изношенного калибра | |||||
10 | 10 | 4 | 22 | 20 | ±29 | +154 |
20 | 10 | ±42 | +125 | |||
Примечание. Калибры с допусками ![]() =10 мкм и
=10 мкм и ![]() =4 мкм изготовляются по требованию заказчика.
=4 мкм изготовляются по требованию заказчика.
(Измененная редакция, Изм. N 1).
5.3. Отклонение конуса, включающее отклонение угла конуса, отклонение от прямолинейности образующей и отклонение от круглости в любом сечении, должно находиться в пределах поля допуска калибра-кольца или калибра-пробки.
6. РАСЧЕТ РЕЗЬБОВЫХ КАЛИБРОВ
6.1. Размеры наружного, среднего и внутреннего диаметра резьбы калибров должны рассчитываться по формулам, указанным в табл.3.
Таблица 3
Номер вида калибра | Диаметр калибра в основной плоскости | ||||||
Наружный | Средний | Внутренний | |||||
Номин. | Пред. откл. | Номин. | Пред. откл. | Предел износа | Номин. | Пред. откл. | |
1 |
| - |
|
|
|
|
|
2 |
|
|
|
| - |
| - |
5 |
|
|
|
|
|
| - |
Примечания:
1. Значения ![]() ,
, ![]() ,
, ![]() и
и ![]() - по ГОСТ 9909.
- по ГОСТ 9909.
2. В формулах должны приниматься абсолютные значения ![]() ,
, ![]() ,
, ![]() и
и ![]() .
.
3. Размер и предельные отклонения среднего диаметра калибра-кольца вида 1 указаны для координирования полей допусков контрольного калибра вида 2 и контроля калибра-кольца измерительными приборами.
7. РАСЧЕТ ГЛАДКИХ КАЛИБРОВ
7.1 Размеры диаметров гладких калибров должны рассчитываться по формулам, указанным в табл.4.
Таблица 4
Номер вида калибра | Диаметр калибра | ||
Номин. | Предельные отклонения | Предел износа | |
3 |
|
|
|
4 |
|
| - |
6 |
|
|
|
Примечание. Размер и предельные отклонения калибра-кольца вида 3 указаны для координирования поля допуска контрольного калибра вида 4 и контроля калибра-кольца измерительными приборами.
ПРИЛОЖЕНИЕ 1 (обязательное). ПРАВИЛА ПРИМЕНЕНИЯ КАЛИБРОВ
ПРИЛОЖЕНИЕ 1
Обязательное
1. Резьбовые конусные калибры видов 1 и 5 для контроля осевого смещения основной плоскости резьбы.
При свинчивании резьбового конусного калибра исполнения 1 с контролируемой конической резьбой его контрольная плоскость должна совпадать с торцом изделия. Допускаемые отклонение не должны превышать ±1,5 мм.
При свинчивании резьбового конусного калибра исполнения 2 с контролируемой конической резьбой торец изделия должен находиться между контрольными плоскостями калибра или совпадать с одной из них.
2. Гладкие конусные калибры видов 3 и 6 для контроля отклонений среза вершин резьбы.
Гладкие конусные калибры применяются только в сочетании с резьбовыми конусными калибрами. При этом отклонение одноименных контрольных плоскостей гладкого и резьбового калибров по отношению к торцу изделия не должно превышать ±0,6 мм.
3. Контрольный резьбовой конусный калибр-пробка вида 2 для контроля резьбового конусного калибра-кольца вида 1.
При свинчивании калибра-пробки с калибром-кольцом контрольная плоскость контрольного калибра должна совпадать с плоскостью А калибра-кольца. Допускаемые отклонения - в соответствии с п.4.5 настоящего стандарта.
4. Контрольный гладкий конусный калибр-пробка вида 4 для контроля гладкого конусного калибра-кольца вида 3.
Контрольный калибр-пробка должен входить в калибр-кольцо. При этом контрольная плоскость контрольного калибра должна совпадать с плоскостью А калибра-кольца. Допускаемые отклонения - в соответствии с п.5.2 настоящего стандарта.
ПРИЛОЖЕНИЕ 2 (обязательное). ИСПОЛНИТЕЛЬНЫЕ РАЗМЕРЫ КАЛИБРОВ
ПРИЛОЖЕНИЕ 2
Обязательное
1. Размеры и предельные отклонения резьбовых калибров должны соответствовать указанным в табл.1, гладких калибров - в табл.2.
Таблица 1
Размеры в мм
Номер вида калибра | Обозна- | Диаметры резьбы калибра в основной плоскости |
|
|
|
| |||||||||
Наружный | Средний | Внутренний | Но- | Пред. | Но- | Пред. | Но- | Пред. | |||||||
Но- | Пред. откл. | Но- | Пред. | Предел износа | Но- | Пред. | |||||||||
1 | W19,2 | 19,250 не менее | - | 18,036 | ±0,015 | 18,069 | 17,220 | ±0,030 | 1,375 | -0,060 | - | - | 16,000 | ±0,035 | - |
W27,8 | 27,850 не менее | 26,636 | 26,669 | 25,820 | 1,375 | 17,667 | |||||||||
W30,3 | 30,350 не менее | 29,136 | 29,169 | 28,320 | 1,375 | 17,667 | |||||||||
2 | W19,2 | 18,864 | ±0,018 | 18,036 | ±0,007 | - | 16,872 не более | - | - | - | - | - | 16,000 | - | 23 |
W27,8 | 27,464 | 26,636 | 25,472 не более | 17,667 | |||||||||||
W30,3 | 29,964 | 29,136 | 27,972 не более | 17,667 | |||||||||||
5 | W19,2 | 18,855 | ±0,027 | 18,036 | ±0,009 | 18,009 | 16,822 не более | - | - | - | 1,425 | -0,060 | 16,000 | - | 23 |
W27,8 | 27,455 | 26,636 | 26,609 | 25,422 не более | 1,425 | 17,667 | |||||||||
W30,3 | 29,955 | 29,136 | 29,109 | 27,922 не более | 1,425 | 17,667 | |||||||||
Таблица 2
Размеры в мм
Номер | Обозначение резьбы | Диаметры калибра в основной плоскости |
|
|
|
| |||||
Номин. | Пред. откл. | Предел износа | Номин. | Пред. откл. | Номин. | Пред. | Номин. | Пред. откл. | |||
3 | W19,2 | 19,200 | ±0,010 | 19,220 | 1,375 | -0,060 | - | - | 16,000 | ±0,035 | - |
W27,8 | 27,800 | 27,820 | 17,667 | ||||||||
W30,3 | 30,300 | 30,320 | 17,667 | ||||||||
4 | W19,2 | 19,200 | ±0,005 | - | - | - | - | - | 16,000 | - | 23 |
W27,8 | 27,800 | 17,667 | |||||||||
W30,3 | 30,300 | 17,667 | |||||||||
6 | W19,2 | 16,872 | ±0,005 | 16,850 | - | - | 1,425 | -0,060 | 16,000 | - | 23 |
W27,8 | 25,472 | 25,450 | 17,667 | ||||||||
W30,3 | 27,972 | 27,950 | 17,667 | ||||||||
________________
* По требованию заказчика калибры должны изготовляться с предельными отклонениями ±0,005 мкм для вида 3 и ±0,002 мкм для вида 4.
ПРИЛОЖЕНИЕ 3 (рекомендуемое). ОСНОВНЫЕ РАЗМЕРЫ И ДОПУСКИ РЕЗЬБОВЫХ КОНУСНЫХ КАЛИБРОВ ДЛЯ КОНТРОЛЯ НАРУЖНОЙ РЕЗЬБЫ НА УЧАСТКЕ l(1)-l(2) И ВНУТРЕННЕЙ РЕЗЬБЫ НА УЧАСТКЕ l(3)-l(2)
ПРИЛОЖЕНИЕ 3
Рекомендуемое
ОСНОВНЫЕ РАЗМЕРЫ И ДОПУСКИ РЕЗЬБОВЫХ КОНУСНЫХ КАЛИБРОВ
ДЛЯ КОНТРОЛЯ НАРУЖНОЙ РЕЗЬБЫ НА УЧАСТКЕ ![]() И ВНУТРЕННЕЙ РЕЗЬБЫ
И ВНУТРЕННЕЙ РЕЗЬБЫ
НА УЧАСТКЕ ![]()
1. Калибры для контроля наружной резьбы на участке ![]() и внутренней резьбы на участке
и внутренней резьбы на участке ![]() должны изготовляться видов:
должны изготовляться видов:
7 - калибр-кольцо резьбовой конусный для участка резьбы ![]() (черт.1);
(черт.1);
8 - калибр-пробка резьбовой конусный контрольный для резьбового конусного калибра-кольца вида 7 (черт.2);
9 - калибр-пробка резьбовой конусный для участка резьбы ![]() (черт.3).
(черт.3).
2. Основные размеры и предельные отклонения калибров должны соответствовать указанным на черт.1-3 и в табл.1.
Черт.1.Калибр-кольцо резьбовой конусный для участка резьбы l(1)-l(2). Вид 7
Калибр-кольцо резьбовой конусный для участка резьбы ![]()
Вид 7
Черт.1
Черт.2. Калибр-пробка резьбовой конусный контрольный для резьбового конусного калибра-кольца вида 7. Вид 8
Калибр-пробка резьбовой конусный контрольный для резьбового конусного калибра-кольца вида 7
Вид 8
Черт.2
Черт.3. Калибр-пробка резьбовой конусный для участка резьбы l(3)-l(2). Вид 9
Калибр-пробка резьбовой конусный для участка резьбы ![]()
Вид 9
Черт.3
Таблица 1
Размеры в мм
Номер вида калибра | Обозна- | Диаметры резьбы калибра |
|
|
|
|
| |||||||||
Наружный | Средний | Внутренний | Но- | Пред. | Но- | Пред. | Но- | Пред. | Но- | Пред. | ||||||
Но- | Пред. | Но- | Пред. | Но- | Пред. | |||||||||||
7 | W19,2 | 19,250 не менее | - | 18,036 | ±0,015 | 17,220 | ±0,030 | 1,375 | -0,060 | - | - | 24 | ±0,105 | 16,000 | ±0,009 | 9,8 |
W27,8 | 27,850 не менее | - | 26,636 | ±0,015 | 25,820 | ±0,030 | 1,375 | -0,060 | - | - | 26 | 17,667 | 10,1 | |||
W30,3 | 30,350 не менее | - | 29,136 | ±0,015 | 28,320 | ±0,030 | 1,375 | -0,060 | - | - | 26 | 17,667 | 10,1 | |||
8 | W19,2 | 18,864 | ±0,018 | 18,036 | ±0,008 | 16,872, не более | - | - | - | - | - | 24 | - | 16,000 | ±0,009 | - |
W27,8 | 27,464 | ±0,018 | 26,636 | ±0,008 | 25,472, не более | - | - | - | - | - | 26 | - | 17,667 | - | ||
W30,3 | 29,964 | ±0,018 | 29,136 | ±0,008 | 27,972, не более | - | - | - | - | - | 26 | - | 17,667 | - | ||
9 | W19,2 | 15,979 | ±0,027 | 15,160 | +0,005 | 13,946, не более | - | - | - | 1,425 | -0,060 | 24 | ±0,035 | - | - | 6,8 |
W27,8 | 24,340 | ±0,027 | 23,521 | ±0,005 | 22,307, не более | - | - | - | 1,425 | 26 | - | - | 10,1 | |||
W30,3 | 26,840 | ±0,027 | 26,021 | ±0,005 | 24,807, не более | - | - | - | 1,425 | 26 | - | - | 10,1 | |||
ПРИЛОЖЕНИЯ 1-3. (Измененная редакция, Изм. N 1).
3. При свинчивании калибра-пробки вида 8 с калибром-кольцом вида 7 их контрольные плоскости должны совпадать. Допускаемые отклонения - в соответствии с п.4.5 настоящего стандарта.
4. При свинчивании резьбовых конусных калибров видов 7 и 9 исполнения 1 с контролируемой резьбой их контрольная плоскость должна совпадать с торцом изделия. Допускаемое отклонение не должно превышать ±1,5 мм.
5. При свинчивании резьбовых конусных калибров видов 7 и 9 исполнения 2 с контролируемой резьбой торец изделия должен находиться между контрольными плоскостями или совпадать с одной из них.