ГОСТ 24069-97
(ИСО 3117-77)
Группа Г14
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Основные нормы взаимозаменяемости
ТАНГЕНЦИАЛЬНЫЕ ШПОНКИ И ШПОНОЧНЫЕ ПАЗЫ
Basic norms of interchangeability. Tangential keys and keyways
МКС 21.120.30
ОКСТУ 0071
Дата введения 2000-07-01
Предисловие
1 РАЗРАБОТАН Техническим комитетом ТК 258 "Зубчатые передачи и конструктивные элементы деталей машин"
ВНЕСЕН Госстандартом России
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол N 12-97 от 21 ноября 1997 г.)
За принятие проголосовали:
Наименование государства | Наименование национального органа по стандартизации |
Республика Армения | Армгосстандарт |
Республика Беларусь | Госстандарт Беларуси |
Республика Казахстан | Госстандарт Республики Казахстан |
Киргизская Республика | Киргизстандарт |
Республика Молдова | Молдовастандарт |
Российская Федерация | Госстандарт России |
Республика Таджикистан | Таджикгосстандарт |
Республика Узбекистан | Узгосстандарт |
Украина | Госстандарт Украины |
3 Настоящий стандарт представляет собой полный аутентичный текст ИСО 3117-77* "Тангенциальные шпонки и шпоночные пазы" и содержит дополнительные требования, отражающие потребности экономики страны
________________
* Доступ к международным и зарубежным документам можно получить перейдя по ссылке на сайт http://shop.cntd.ru, здесь и далее по тексту. - Примечание изготовителя базы данных.
4 Постановлением Государственного комитета Российской Федерации по стандартизации и метрологии от 17 ноября 1999 г. N 408-ст межгосударственный стандарт ГОСТ 24069-97 (ИСО 3117-77) введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 июля 2000 г.
5 ВЗАМЕН ГОСТ 24069-80
6 ПЕРЕИЗДАНИЕ. Февраль 2003 г.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 8908-81 | Приложение А, п.А.1 |
1 Назначение
1 Назначение
Настоящий стандарт устанавливает размеры и предельные отклонения размеров тангенциальных шпонок и соответствующих им шпоночных пазов на валу и во втулке, а также зависимость между диаметром вала и сечением шпонки.
Дополнительные требования, отражающие потребности экономики страны, приведены в приложении А.
Требования настоящего стандарта являются обязательными.
2 Область применения
Настоящий стандарт предназначен для цилиндрических валов общего назначения.
3 Размеры и допуски шпонок и шпоночных пазов
Размеры и предельные отклонения размеров шпонок и шпоночных пазов должны соответствовать указанным на рисунке 1, в таблицах 1, 2 и приложении А.
Рисунок 1. Размеры и предельные отклонения размеров шпонок и шпоночных пазов
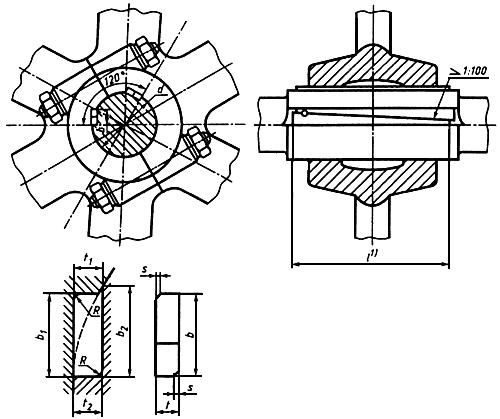
__________________![]() Длину
Длину ![]() рекомендуется выбирать на 10-15% больше длины втулки
рекомендуется выбирать на 10-15% больше длины втулки
Рисунок 1
Примечания
1 Положение шпонок относительно друг друга после сборки должно быть закреплено с помощью штифта или другим способом.
2 Для облегчения обработки шпоночные пазы на валу и во втулке могут быть расположены под углом 180° относительно друг друга при условии согласия потребителя и изготовителя.
Таблица 1
мм | |||||||||||||
Диаметр вала | Шпонка | Шпоночный паз | |||||||||||
Толщина | Расчет- | Фаска | Глубина | Расчетная ширина | Радиус | ||||||||
Номи- нал | Пред. откл. h11 | не менее | не более | во втулке | на валу | во втулке
| на валу
| не более | не менее | ||||
Номи- нал | Пред. | Номи- нал | Пред. | ||||||||||
60 | 7 | -0,090 | 19,3 | 0,6 | 0,8 | 7 | -0,2 | 7,3 | +0,2 | 19,3 | 19,6 | 0,6 | 0,4 |
63 | 7 | 19,8 | 0,6 | 0,8 | 7 | 7,3 | 19,8 | 20,2 | 0,6 | 0,4 | |||
65 | 7 | 20,1 | 0,6 | 0,8 | 7 | 7,3 | 20,1 | 20,5 | 0,6 | 0,4 | |||
70 | 7 | 21,0 | 0,6 | 0,8 | 7 | 7,3 | 21,0 | 21,4 | 0,6 | 0,4 | |||
71 | 8 | 22,5 | 0,6 | 0,8 | 8 | 8,3 | 22,5 | 22,8 | 0,6 | 0,4 | |||
75 | 8 | 23,2 | 0,6 | 0,8 | 8 | 8,3 | 23,2 | 23,5 | 0,6 | 0,4 | |||
80 | 8 | 24,0 | 0,6 | 0,8 | 8 | 8,3 | 24,0 | 24,4 | 0,6 | 0,4 | |||
85 | 8 | 24,8 | 0,6 | 0,8 | 8 | 8,3 | 24,8 | 25,2 | 0,6 | 0,4 | |||
90 | 8 | 25,6 | 0,6 | 0,8 | 8 | 8,3 | 25,6 | 26,0 | 0,6 | 0,4 | |||
95 | 9 | 27,8 | 0,6 | 0,8 | 9 | 9,3 | 27,8 | 28,2 | 0,6 | 0,4 | |||
100 | 9 | 28,6 | 0,6 | 0,8 | 9 | 9,3 | 28,6 | 29,0 | 0,6 | 0,4 | |||
110 | 9 | 30,1 | 0,6 | 0,8 | 9 | 9,3 | 30,1 | 30,6 | 0,6 | 0,4 | |||
120 | 10 | 33,2 | 1,0 | 1,2 | 10 | 10,3 | 33,2 | 33,6 | 1,0 | 0,7 | |||
125 | 10 | 33,9 | 1,0 | 1,2 | 10 | 10,3 | 33,9 | 34,4 | 1,0 | 0,7 | |||
130 | 10 | 34,6 | 1,0 | 1,2 | 10 | 10,3 | 34,6 | 35,1 | 1,0 | 0,7 | |||
140 | 11 | -0,110 | 37,7 | 1,0 | 1,2 | 11 | 11,4 | 37,7 | 38,3 | 1,0 | 0,7 | ||
150 | 11 | 39,1 | 1,0 | 1,2 | 11 | 11,4 | 39,1 | 39,7 | 1,0 | 0,7 | |||
160 | 12 | 42,1 | 1,0 | 1,2 | 12 | -0,3 | 12,4 | +0,3 | 42,1 | 42,8 | 1,0 | 0,7 | |
170 | 12 | 43,5 | 1,0 | 1,2 | 12 | 12,4 | 43,5 | 44,2 | 1,0 | 0,7 | |||
180 | 12 | 44,9 | 1,0 | 1,2 | 12 | 12,4 | 44,9 | 45,6 | 1,0 | 0,7 | |||
190 | 14 | 49,6 | 1,0 | 1,2 | 14 | 14,4 | 49,6 | 50,3 | 1,0 | 0,7 | |||
200 | 14 | 51,0 | 1,0 | 1,2 | 14 | 14,4 | 51,0 | 51,7 | 1,0 | 0,7 | |||
220 | 16 | 57,1 | 1,6 | 2,0 | 16 | 16,4 | 57,1 | 57,8 | 1,6 | 1,2 | |||
240 | 16 | 59,9 | 1,6 | 2,0 | 16 | 16,4 | 59,9 | 60,6 | 1,6 | 1,2 | |||
250 | 18 | 64,6 | 1,6 | 2,0 | 18 | 18,4 | 64,6 | 65,3 | 1,6 | 1,2 | |||
260 | 18 | 66,0 | 1,6 | 2,0 | 18 | 18,4 | 66,0 | 66,7 | 1,6 | 1,2 | |||
280 | 20 | -0,130 | 72,1 | 2,5 | 3,0 | 20 | 20,4 | 72,1 | 72,8 | 2,5 | 2,0 | ||
300 | 20 | 74,8 | 2,5 | 3,0 | 20 |
| 20,4 | 74,8 | 75,5 | 2,5 | 2,0 | ||
320 | 22 | 81,0 | 2,5 | 3,0 | 22 | 22,4 | 81,0 | 81,6 | 2,5 | 2,0 | |||
340 | 22 | 83,6 | 2,5 | 3,0 | 22 | 22,4 | 83,6 | 84,3 | 2,5 | 2,0 | |||
360 | 26 | 93,2 | 2,5 | 3,0 | 26 | 26,4 | 93,2 | 93,8 | 2,5 | 2,0 | |||
380 | 26 | 95,9 | 2,5 | 3,0 | 26 | 26,4 | 95,9 | 96,6 | 2,5 | 2,0 | |||
400 | 26 | 98,6 | 2,5 | 3,0 | 26 | 26,4 | 98,6 | 99,3 | 2,5 | 2,0 | |||
420 | 30 | 108,2 | 3,0 | 4,0 | 30 | 30,4 | 108,2 | 108,8 | 3,0 | 2,5 | |||
440 | 30 | 110,9 | 3,0 | 4,0 | 30 | 30,4 | 110,9 | 111,6 | 3,0 | 2,5 | |||
450 | 30 | 112,3 | 3,0 | 4,0 | 30 | 30,4 | 112,3 | 112,9 | 3,0 | 2,5 | |||
460 | 30 | 113,6 | 3,0 | 4,0 | 30 | 30,4 | 113,6 | 114,3 | 3,0 | 2,5 | |||
480 | 34 | -0,160 | 123,1 | 3,0 | 4,0 | 34 | 34,4 | 123,1 | 123,8 | 3,0 | 2,5 | ||
500 | 34 | 125,9 | 3,0 | 4,0 | 34 | 34,4 | 125,9 | 126,6 | 3,0 | 2,5 | |||
530 | 38 | 136,7 | 3,0 | 4,0 | 38 | 38,4 | 136,7 | 137,4 | 3,0 | 2,5 | |||
560 | 38 | 140,8 | 3,0 | 4,0 | 38 | 38,4 | 140,8 | 141,5 | 3,0 | 2,5 | |||
600 | 42 | 153,1 | 3,0 | 4,0 | 42 | 42,4 | 153,1 | 153,8 | 3,0 | 2,5 | |||
630 | 42 | 157,1 | 3,0 | 4,0 | 42 | 42,4 | 157,1 | 157,8 | 3,0 | 2,5 | |||
_______________
Эта расчетная величина есть номинальная и максимальная величина глубины шпоночной канавки во втулке.
Эта расчетная величина есть номинальная и максимальная величина ширины шпоночной канавки вала.
| |||||||||||||
Таблица 2
мм | |||||
|
|
| |||
св. | до | не менее | не более | не более | не менее |
- | 9 | 0,6 | 0,8 | 0,6 | 0,4 |
9 | 14 | 1,0 | 1,2 | 1,0 | 0,7 |
14 | 18 | 1,6 | 2,0 | 1,6 | 1,2 |
18 | 26 | 2,5 | 3,0 | 2,5 | 2,0 |
26 | 42 | 3,0 | 4,0 | 3,0 | 2,5 |
42 | 56 | 4,0 | 5,0 | 4,0 | 3,0 |
56 | 63 | 5,0 | 6,0 | 5,0 | 4,0 |
4 Материал
Материал - сталь со временным сопротивлением разрыву не ниже 590 Н/мм![]() после окончательной обработки (если не будет иной договоренности между заинтересованными сторонами).
после окончательной обработки (если не будет иной договоренности между заинтересованными сторонами).
5 Обозначение
Пример обозначения тангенциальной шпонки с размерами ![]() 8 мм,
8 мм, ![]() 24 мм и
24 мм и ![]() 100 мм:
100 мм:
Шпонка 8х24х100 ГОСТ 24069-97
ПРИЛОЖЕНИЕ А (обязательное). Дополнительные требования, отражающие потребности экономики страны
ПРИЛОЖЕНИЕ А
(обязательное)
А.1 Предельные отклонения угла уклона ![]() по ГОСТ 8908
по ГОСТ 8908
А.2 Размеры и допуски шпонок и шпоночных пазов для диаметра вала свыше 630 мм указаны в таблице А.1
Таблица А.1
мм | |||||||||||||
Диаметр вала | Шпонка | Шпоночный паз | |||||||||||
Толщина | Расчетная ширина | Фаска | Глубина | Расчетная ширина | Радиус | ||||||||
Номи- нал | Пред. откл. h11 | не менее | не более | во втулке |
| во втулке | на валу | не более | не менее | ||||
Номи- нал | Пред. | Номи- нал | Пред. | ||||||||||
670 | 46 | 0 -0,160 | 169,4 | 4,0 | 5,0 | 46 | 0 -0,4 | 46,5 | +0,4 | 169,4 | 170,2 | 4,0 | 3,0 |
710 | 50 | 181,6 | 4,0 | 5,0 | 50 | 50,5 | 181,6 | 182,3 | 4,0 | 3,0 | |||
750 | 50 | 187,1 | 4,0 | 5,0 | 50 | 50,5 | 187,1 | 187,8 | 4,0 | 3,0 | |||
800 | 54 | 0 -0,190 | 200,7 | 4,0 | 5,0 | 54 | 54,5 | 200,7 | 201,4 | 4,0 | 3,0 | ||
850 | 58 | 214,3 | 4,0 | 5,0 | 58 | 58,5 | 214,3 | 215,2 | 4,0 | 3,0 | |||
900 | 62 | 227,9 | 4,0 | 5,0 | 62 | 62,5 | 227,9 | 228,7 | 4,0 | 3,0 | |||
950 | 66 | 241,5 | 4,0 | 5,0 | 66 | 66,5 | 241,5 | 242,4 | 4,0 | 3,0 | |||
1000 | 66 | 248,3 | 4,0 | 5,0 | 66 | 66,5 | 248,3 | 249,2 | 4,0 | 3,0 | |||
А.3 Параметры шероховатости поверхности элементов шпоночных соединений приведены в приложении Б.
ПРИЛОЖЕНИЕ Б (справочное). Зависимость параметров шероховатости поверхности от допусков размера
ПРИЛОЖЕНИЕ Б
(справочное)
Таблица Б.1
Допуск размера по квалитетам |
| |||
До 18 | Св. 18 до 50 | Св. 50 до 120 | Св. 120 до 500 | |
IT9 | 3,2 | 3,2 | 6,3 | 6,3 |
IT10 | 3,2 | 6,3 | 6,3 | 6,3 |
IT11 | 6,3 | 6,3 | 12,5 | 12,5 |
IT12, IT13 | 12,5 | 12,5 | 25 | 25 |
IT14, IT15 | 12,5 | 25 | 50 | 50 |
Примечания
1 Параметр шероховатости поверхностей с неуказанными предельными отклонениями - ![]() 20 мкм.
20 мкм.
2 Параметр шероховатости дна шпоночного паза рекомендуется принимать равным ![]() 6,3 мкм.
6,3 мкм.