ГОСТ 23857-91
Группа Г81
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
УГОЛЬНИКИ УПОРНЫЕ АГРЕГАТНЫХ СТАНКОВ
Основные размеры. Нормы точности
Head mounting brackets for modulartype machine tools.
Basic dimensions. Standards of accuracy
ОКП 38 1800
Дата введения 1993-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Техническим Комитетом по стандартизации "Станки" (ТК 70 "Станки")
РАЗРАБОТЧИКИ
А.Н.Байков, Ю.А.Архипов, В.Н.Кустовский, А.Р.Чеховский, Й.И.Мурев, Ю.С.Николаев, Ю.Д.Паргина
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Комитета стандартизации и метрологии СССР от 27.09.91 N 1515
3. Срок проверки - 1996 г., периодичность проверки - 5 лет
4. Стандарт соответствует международному стандарту ИСО 2727-73 в части длины, ширины, высоты угольников
5. ВЗАМЕН ГОСТ 22585-77, ГОСТ 23857-79
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 8-82 | 2.1 |
ГОСТ 22267-76 | 2.2-2.4 |
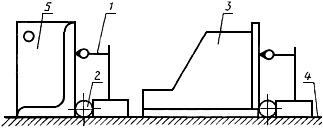
Настоящий стандарт распространяется на унифицированные упорные угольники класса точности Н, предназначенные для крепления многошпиндельных коробок на силовых столах агрегатных станков, устанавливаемых отдельно или встраиваемых в автоматические линии.
Требования настоящего стандарта являются обязательными.
1. ОСНОВНЫЕ РАЗМЕРЫ
1. ОСНОВНЫЕ РАЗМЕРЫ
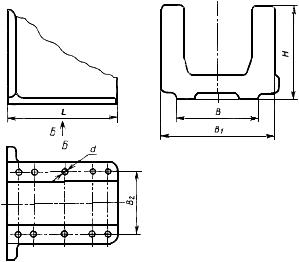
1.1. Основные размеры упорных угольников должны соответствовать указанным на черт.1 и в табл.1.
Черт.1
Черт.1
Примечания:
1. На черт.1 обозначены: ![]() - ширина основания угольника;
- ширина основания угольника; ![]() - отверстие под винт с резьбой;
- отверстие под винт с резьбой; ![]() - длина основания угольника;
- длина основания угольника; ![]() - высота угольника.
- высота угольника.
2. Чертеж не определяет конструкцию угольника.
Таблица 1
мм
|
|
|
|
|
|
125 | 160 | 100 | 125 | 160 | М10 |
160 | 200 | 135 | 160 | 200 | M10 |
200 | 250 | 170 | 200 | 250 | М12 |
250 | 320 | 220 | 250 | 320 | М12 |
320 | 400 | 280 | 320 | 400 | M12 |
400 | 500 | 355 | 400 | 500 | М12 |
500 | 630 | 450 | 500 | 630 | М16 |
630 | 800 | 580 | 630 | 800 | М16 |
800 | 1000 | 740 | 800 | 1000 | М20 |
1.2. Расстояния между осями первого и всех последующих отверстий под винты для крепления угольника должны быть кратны 25 с предельными отклонениями ±0,2 мм.
1.3. Основные размеры передних бабок для агрегатных станков, регламентированные в международном стандарте ИСО 2727, приведены в приложении.
1.4. Неуказанные предельные отклонения размеров: Н14, ![]() .
.
2. ТОЧНОСТЬ УГОЛЬНИКОВ
2.1. Общие требования к испытаниям на точность - по ГОСТ 8.
2.2. Схемы и способы измерений геометрических параметров - по ГОСТ 22267 и пп.2.3-2.5 настоящего стандарта.
2.3. Плоскостность поверхности основания угольника
Черт.2
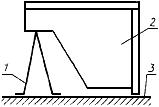
Черт.2
Таблица 2
| Длина измерения, мм | Допуск, мкм |
125; 160; 200 | До 250 | 16 |
250; 320 | Св. 250 до 400 | 20 |
400; 500 | " 400 " 630 | 25 |
630; 800 | " 630 " 1000 | 30 |
Выпуклость не допускается |
Измерения - по ГОСТ 22267, разд.4, методы 1, 2 или 3. На поверочную плиту 3 при помощи опоры 1 устанавливают угольник 2 так, чтобы его основание было параллельно плите.
Измерения в каждом сечении проводят в точках, отстоящих друг от друга на расстоянии 100 мм или на расстоянии 1/5 длины.
Отклонение от плоскостности равно наибольшему из полученных результатов по каждому сечению.
2.4. Плоскостность привалочной поверхности угольника
Черт.3
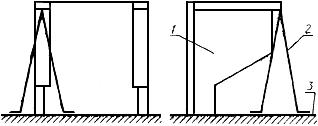
Черт.3
Таблица 3
| Длина измерения, мм | Допуск, мкм |
125; 160; 200 | До 200 | 16 |
250; 320 | Св. 200 до 320 | 20 |
400; 500 | " 320 " 500 | 25 |
630; 800 | " 500 " 800 | 30 |
Выпуклость не допускается |
Измерения - по ГОСТ 22267, разд.4, методы 1, 2 или 3. На поверочную плиту 3 при помощи опоры 2 устанавливают угольник 1 так, чтобы его привалочная поверхность была параллельна плите.
Измерения в каждом сечении проводят в точках, отстоящих друг от друга на расстоянии 100 мм или на расстоянии 1/5 длины.
Отклонение от плоскостности равно наибольшему из полученных результатов по каждому сечению.
2.5. Перпендикулярность привалочной поверхности угольника его основанию
Таблица 4
| Длина измерения, мм | Допуск, мкм |
125; 160; 200 | До 200 | 16 |
250; 320 | Св. 200 до 320 | 20 |
400; 500 | " 320 " 500 | 25 |
630; 800 | " 500 " 800 | 30 |
Черт.1. Метод 1
Метод 1
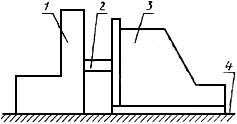
Черт.4
На контрольную плиту 4 с поверочным угольником 1 устанавливают упорный угольник 3 так, чтобы расстояния между привалочной и поверочной поверхностями угольников в одном из горизонтальных сечений были равны.
С помощью блока плоскопараллельных концевых мер длины 2 измеряют расстояние между поверочной и привалочной поверхностями угольников.
Измерения проводят в двух крайних вертикальных сечениях в точках, отстоящих друг от друга на расстоянии не менее 100 мм.
Отклонение от перпендикулярности равно наибольшей разности измеренных расстояний.
Черт.5. Метод 2
Метод 2
Черт.5
На поверочную плиту 4 устанавливают проверяемый 3 и поверочный 5 угольники.
Стойку измерительного прибора 1 прижимают через цилиндрический роликовый упор 2 к плоскости поверочного угольника. Показывающий измерительный прибор устанавливают по плоскости поверочного угольника на длине измерений.
Стойку измерительного прибора аналогичным образом устанавливают относительно проверяемой плоскости упорного угольника.
Измерения проводят в двух крайних вертикальных сечениях в точках, отстоящих друг от друга на расстоянии 100 мм.
Отклонение от перпендикулярности равно наибольшей разности показаний прибора.
ПРИЛОЖЕНИЕ (справочное). ОСНОВНЫЕ РАЗМЕРЫ ПЕРЕДНИХ БАБОК ПО ИСО 2727 "БАБКИ ПЕРЕДНИЕ ДЛЯ АГРЕГАТНЫХ СТАНКОВ"
ПРИЛОЖЕНИЕ
Справочное
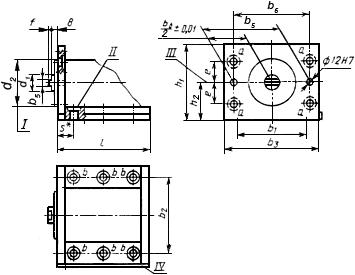
1. Диапазон 125-250 мм
Черт.6
________________
* ![]() 25 мм или кратно 25 мм.
25 мм или кратно 25 мм.
I - установочный диаметр для многошпиндельной головки;
// - исходное отверстие; /// - базовая плоскость; IV - базовая поверхность
Черт.6
Таблица 5
мм
Номинальный размер |
|
|
|
|
|
|
|
|
|
|
|
| Отверстия с гарантированным зазором |
125 | 100 | 160 | 130 | 8 | 130 | 25 | 80 | 35 | 6 | 125 | 63 | 160 | M10 |
160 | 135 | 200 | 170 | 8 | 170 | 32 | 80 | 50 | 6 | 160 | 80 | 200 | М10 |
200 | 170 | 250 | 220 | 12 | 220 | 40 | 100 | 65 | 10 | 200 | 100 | 250 | М12 |
250 | 220 | 320 | 290 | 12 | 290 | 50 | 100 | 90 | 10 | 250 | 125 | 320 | М12 |
________________
* В соответствии с номинальной шириной направляющих.
** Допускается два варианта установки:
а) посредством центрирующего выступа ![]() в сочетании с одним отверстием под установочный штифт;
в сочетании с одним отверстием под установочный штифт;
б) посредством двух отверстий под установочные штифты, без применения центрирующего выступа.
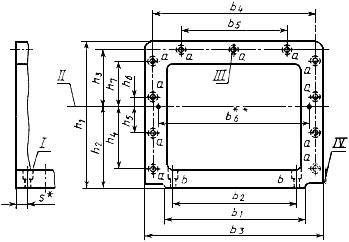
2. Диапазон 320-800 мм
Черт.7
________________
* ![]() 25 мм или кратно 25 мм.
25 мм или кратно 25 мм.
** Размер ![]() должен указываться в национальных стандартах в связи с тем, что в различных странах существуют различия в технологии производства.
должен указываться в национальных стандартах в связи с тем, что в различных странах существуют различия в технологии производства.
/ - базовое отверстие; // - базовая плоскость;
/// - отверстие не требуется при ![]() 320 мм; IV - базовая поверхность
320 мм; IV - базовая поверхность
Черт.7
Таблица 6
мм
Номинальный размер |
|
|
|
|
|
|
|
|
|
|
| Отверстия с гарантированным |
320 | 280 | 400 | 370 | 200 | 320 | 180 | 125 | 100 | - | 66 | - | М12 |
400 | 355 | 500 | 470 | 250 | 400 | 220 | 165 | 160 | 40 | 80 | - | М12 |
500 | 450 | 630 | 590 | 320 | 500 | 280 | 200 | 210 | 50 | 130 | - | М16 |
630 | 580 | 800 | 760 | 450 | 630 | 360 | 250 | 275 | 115 | 50 | 190 | М16 |
800 | 740 | 1000 | 960 | 600 | 800 | 450 | 330 | 350 | 150 | 50 | 250 | М20 |
________________
* В соответствии с номинальной шириной направляющих.